В начале месяца я тестировал ABS от данного производителя, сейчас дошла очередь до PETG. Это довольно популярный материал, т.к. он неприхотлив как PLA, отлично липнет к столу, имеет маленькую усадку, относительно безопасен как при печати, так и дальнейшем использовании, прочный как ABS, но более гибкий. К минусам можно отнести неудобство постобработки, ведь механически стачивается он плохо, разогреваясь и оплавляясь, а растворяется только в дихлорэтане, который не очень полезен для здоровья. Подробнее под катом
Характеристики
Цвет: черный + натуральный(прозрачный)
Материал: PETG (полиэтиленгликольтерефталатгликоль)
Диаметр: 1.75 мм
Допуск: ±0,03 мм
Рекомендуемая скорость печати: 30-80 мм/сек.
Рекомендуемая температура печати: 230-250 ℃
Рекомендуемая температура стола: 25-80 °C
Рекомендуемый ретракт: длина 5-6мм(боуден),1-2мм(директ), скорость 45 мм/с
Вес: 1 кг
Распаковка и внешний вид
На упаковке есть вся информация о производителе

Сбоку имеется наклейка с описанием содержимого и смотровое окошко

Катушки картонные, упакованы в вакуумный пакет с зип-локом

Тестирование
Настройки печати оставил следующие:
Почти везде будут следующие параметры печати:
Температура сопла: 220℃. Рекомендуемая 230-250℃, но и 220 вполне хватает для нормального спекания
Высота слоя: 0.2мм
Скорость печати: 50 мм/с
Температура стола: 80
Покрытие: стекло + просроченный 3DM клей для FDM печати
Обдув: выключен
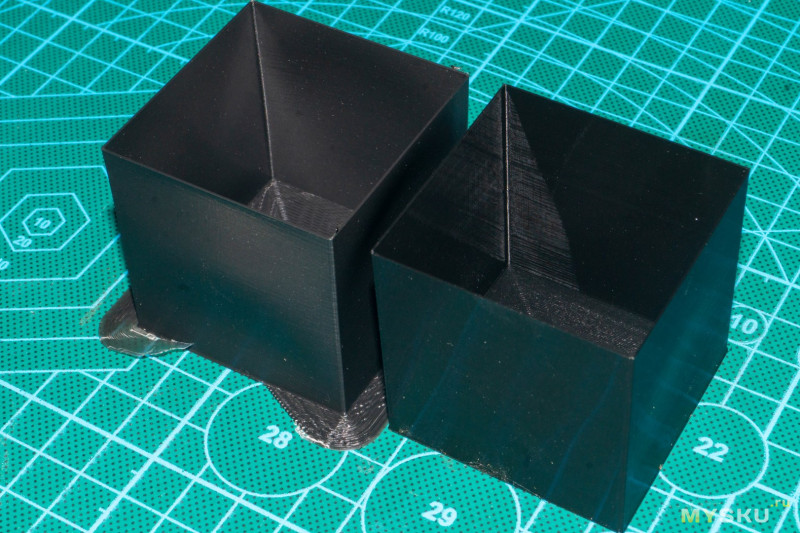
Распечатал те же модели, которые использовал для сравнения двух разных АБС прутков, начал с пустого куба
После остывания стола заготовка спокойно отделилась от стола
Термоусадка у данного материала низкая, поэтому стенки получились заметно ровнее, чем у АБС
Сломать его так же было сложнее, разрыв поперек слоев свидетельствуют о хорошей адгезии, значит температуру для такой скорости подобрал нормально, при повышении можно и поднять, запас остается хороший
Принудительно порвать периметр поперек слоев не получается, материал для этого слишком пластичен
Повторил опыт с натуральным филаментом без добавления красителя, но менял температуру в процессе
Начал с 225℃ и поднял до 250℃, после верхней метки снизил до 220℃. На самом деле его можно спокойно греть до заявленной температуры, просто PETG любит впитывать влагу из воздуха и чем сильнее греется, тем больше пузырится, оставляя неоднородный слой при наплавлении. Если просушить его перед использованием, куб был бы прозрачный по всей высоте
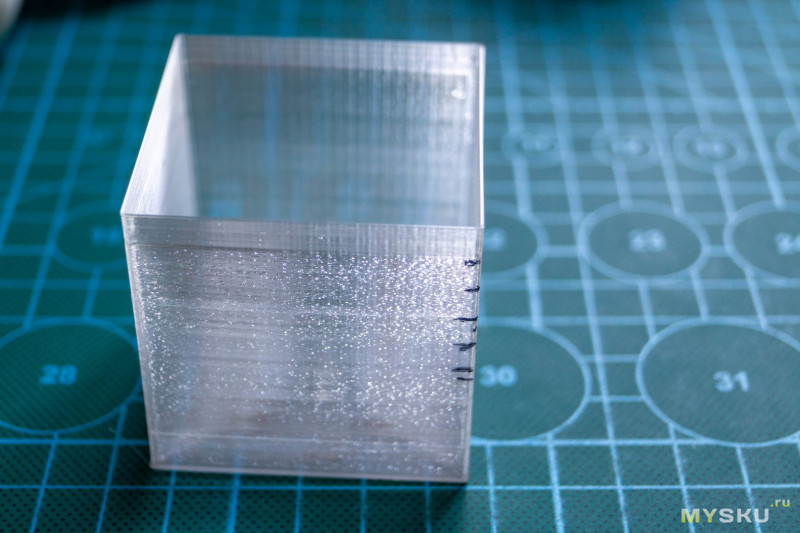
Но вот спеклись слои натурального хуже, куб не разваливается в руках, но гибкость выше и расслаивается вдоль
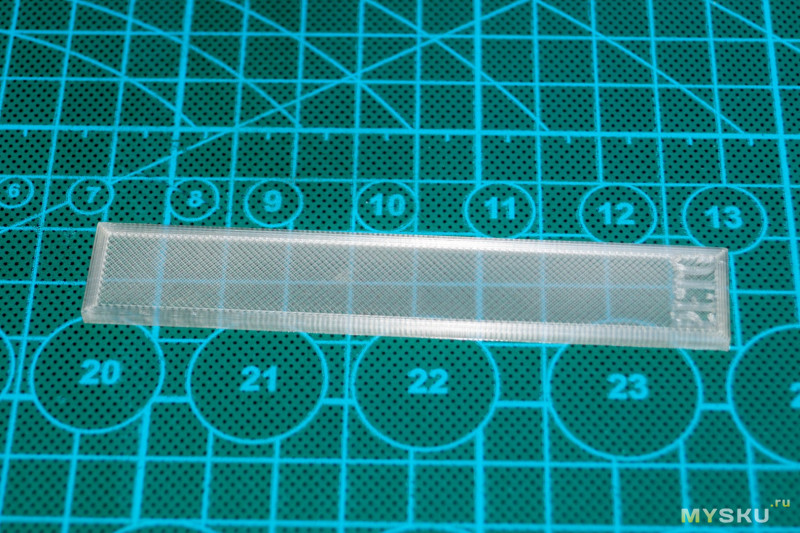
Пластинки так же показали себя хорошо, перелива как с АБС не было, поверхность блестит
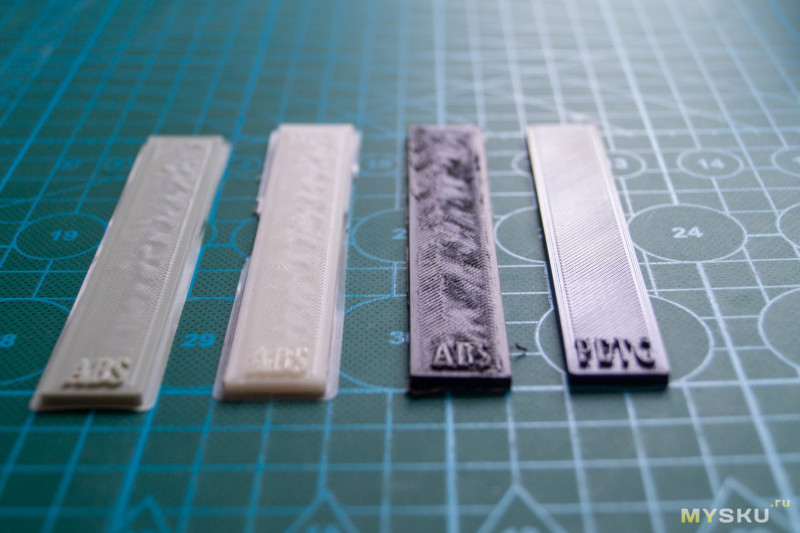
Слои ложатся один к одному
По прочности не уступают ABS, но вместо того чтобы сломаться в точке максимального усилия, происходит растяжение или разрыв верхних слоев, а средние продолжают удерживать остов
Разломать руками так и не удалось
Аналогично и прозрачный филамент
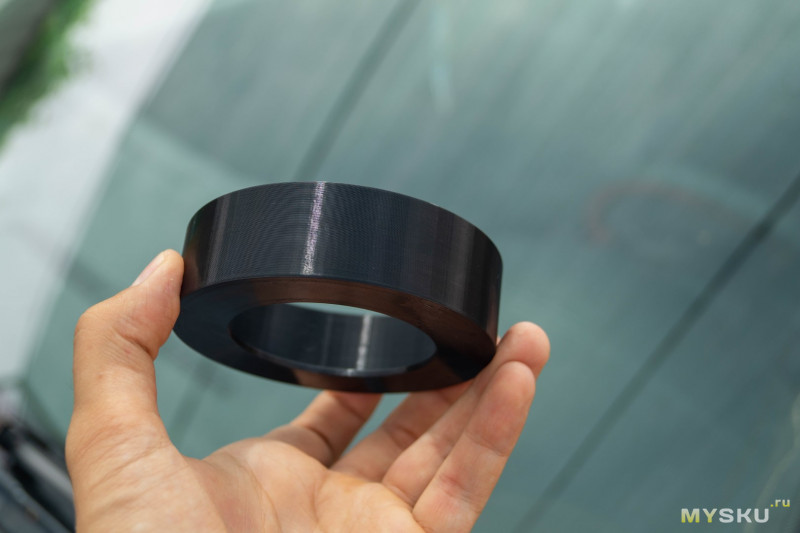
Получилось красиво со 100% заполнением, слои практически незаметны на гранях
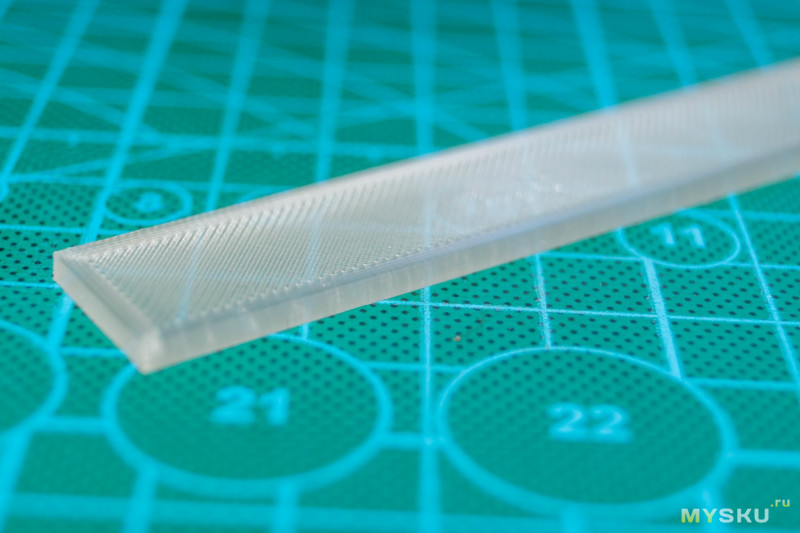
И тоже не ломается и не расслаивается
Даже проскочила мысль сделать из них своеобразные петли для термобокса, мне кажется надолго хватит
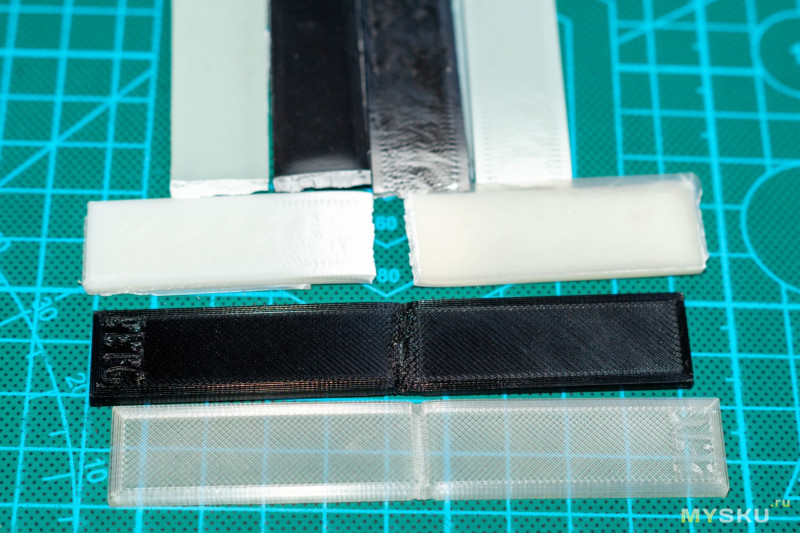
Общий план всех замученных заготовок, вверху из АБС
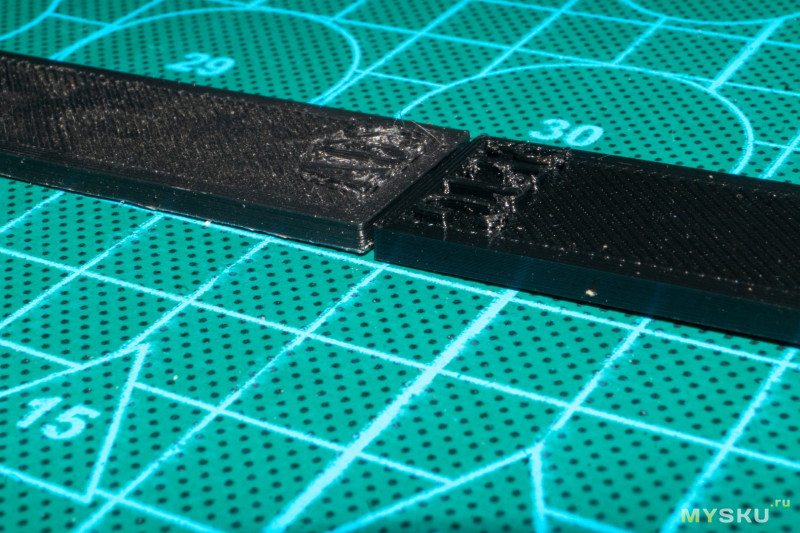
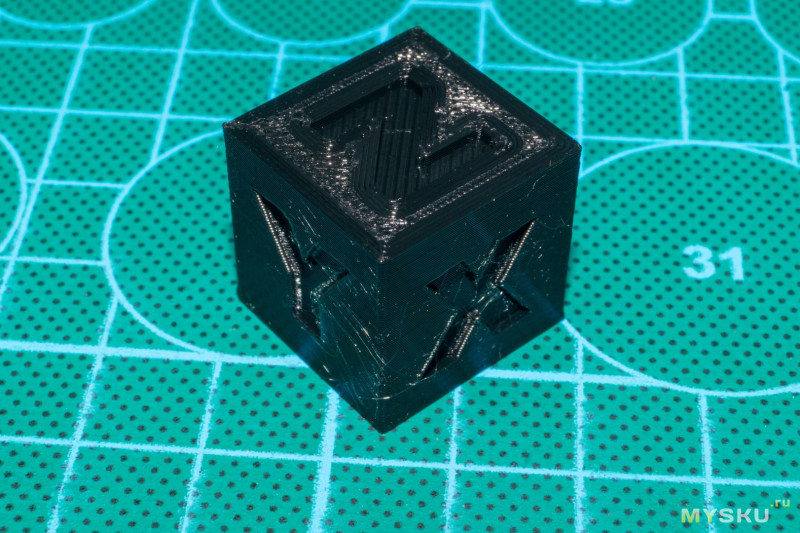
Ну и куда же без тестового кубика, «сопли» специально не убирал, никакой постобработки
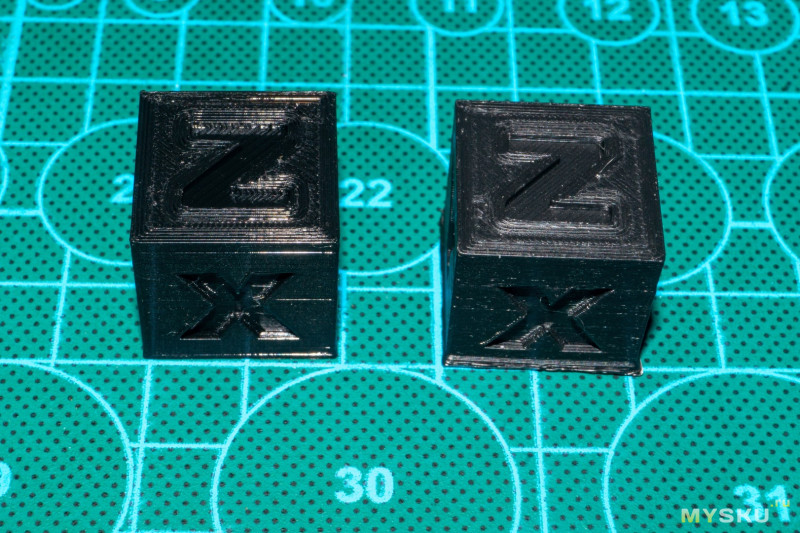
В сравнении с кубиком из АБС
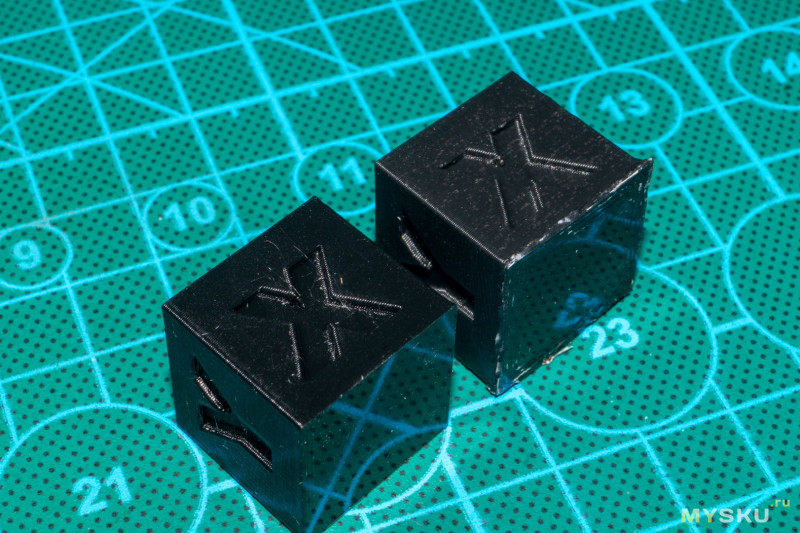
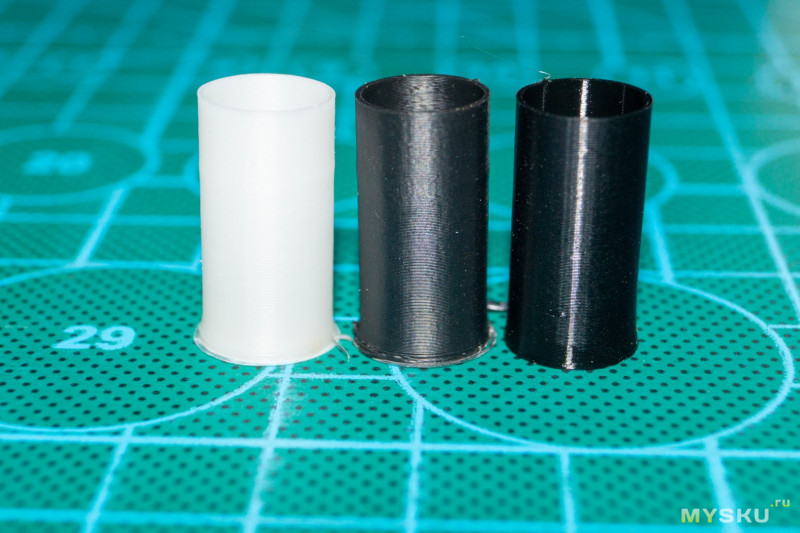
Так же напечатал и мелкий циллиндр, из ПЕТГ справа
Это очень практичный материал, если бы он еще механически хорошо поддевался обработке, я бы может и от АБС отказался. Большие модели можно не бояться оставлять без присмотра. Просто выбираешь модель для печати и уходишь заниматься своими делами
Приходишь через указанное время печати и забираешь деталь
Любого размера, не переживая, что она оторвется во время печати или не оторвется после
После печати не боится влаги, не токсичен, так что можно использовать где угодно, я вот в бассейн фиксатор для шланга насоса печатал вместо потерянного в прошлом году при сборке. Накидал модель в тинкеркаде за пару минут
Кинул в куру
Выгрузил файл на флешку, вставил в принтер, запустил печать через 2 часа пришел за изделием
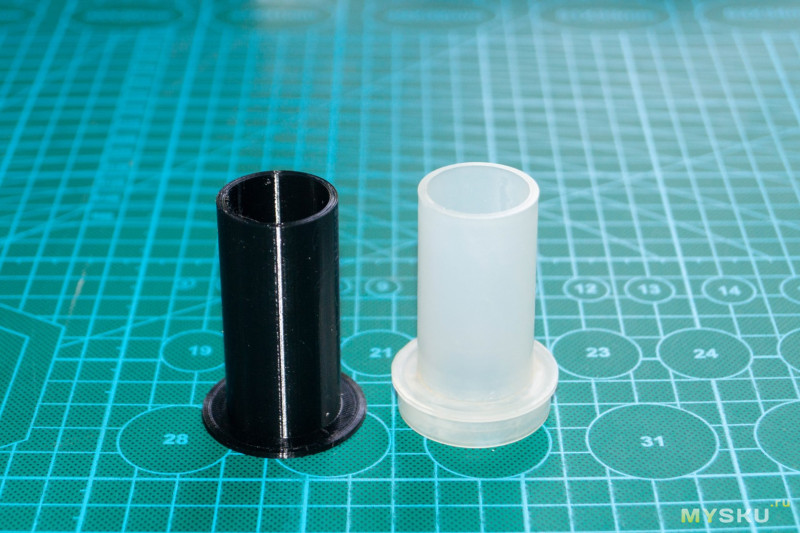
Мне был важен только внешний диаметр, тут всё сошлось

Со своей задачей справляется отлично с начала лета

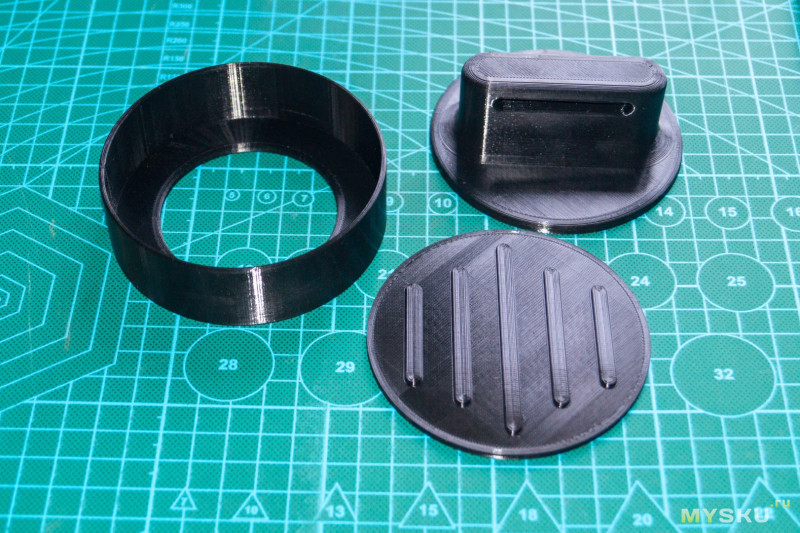
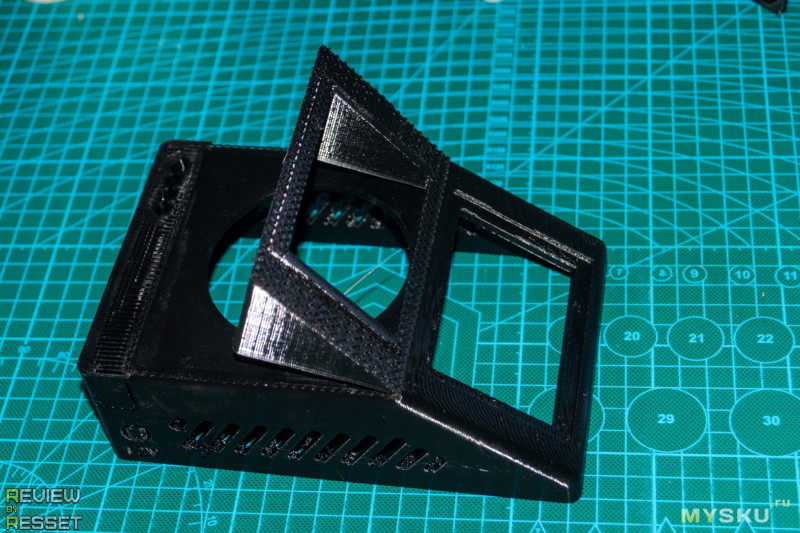
Были и крупнее модели, вот, например, печатал корпус для модуля нагрузки
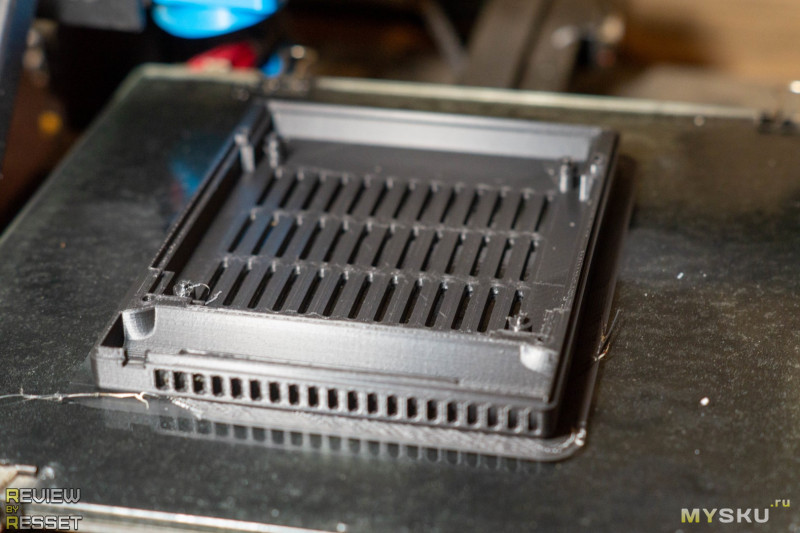
Верхняя часть

Поддержки ломтями снимал, печатал без обдува, боялся потекут нависающие стенки
Собралось без проблем
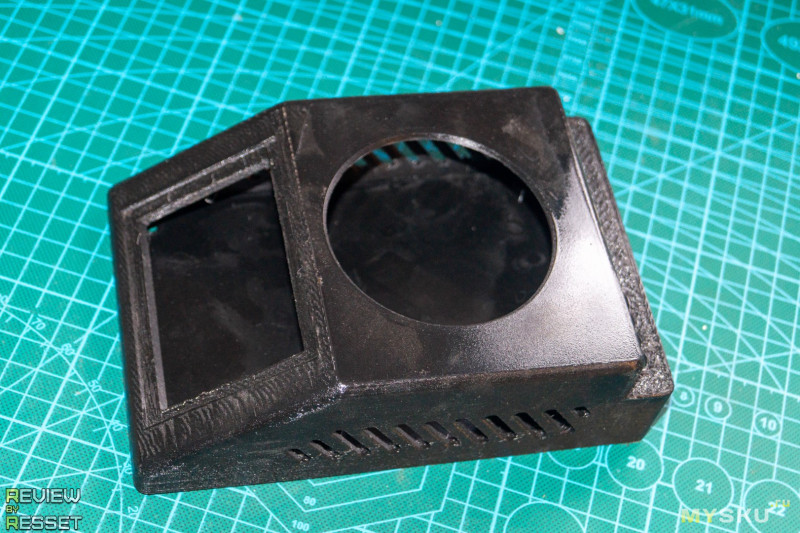
Всё ровненько
Но модуль у меня оказался не такой, так что всегда проверяйте высоту модели перед печатью )
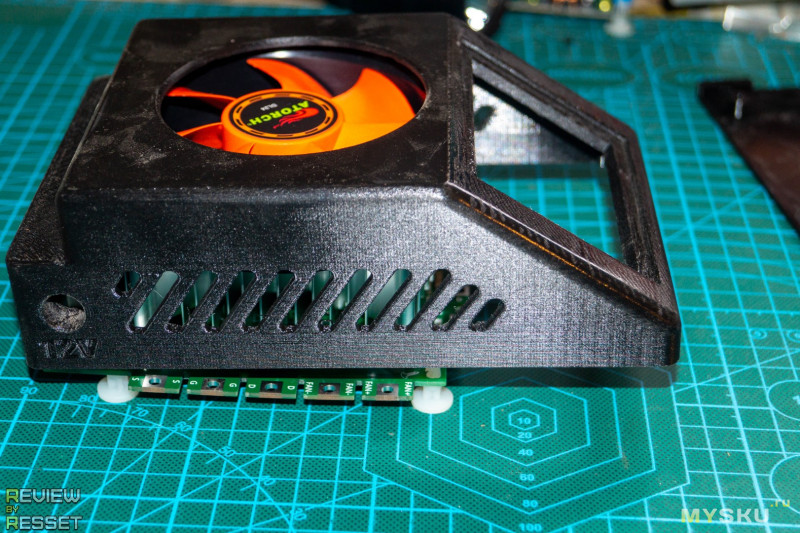
Позже нашел подходящий, но напечатал уже из ПЛА, т.к. ПЕТГ быстро закончился
Итоги
Отличный материал, неприхотливый, можно печатать в широком диапазоне температуры хотенда в зависимости от геометрии модели, стол можно вообще не греть, но снимать после печати модель будут сложнее. Единственный минус для меня это сложности механической и химической обработки, ни наждачкой, ни напильником он не сглаживается толком, плавится только в дихлорэтане, а он токсичен. Но если моделировать детали для печати с минимумом нависающих деталей, качество и без постобработки будет хорошим, только «сопли» нужно будет собрать, хотя и они при правильно настроенном ретракте будут больше на паутинку похожи.
Кстати, каждый рано или поздно столкнется с проблемой определения типа пластика в неподписанных катушках, в моем случае это ПЛА, АБС и ПЕТГ:
1. Поджигает пруток, ПЛА горит голубым пламенем без дыма, АБС с ПЕТГОМ разгораются бодрее и коптят
2. Оставшиеся два прутка сгинаем, тот что посветлел на месте сгиба, будет АБС
3. В ацетоне АБС будет медленно растворяться, нескольких секунд должно хватить, чтобы на пальцах остался след, PETGу на ацетон всё равно. Если нет нормального ацетона, используем дихлорметан/дихлорэтан, в нем АБС будет таять на глазах, ПЕТГ гораздо медленнее.
P.S. Сейчас заглянул к синтечам, оказывается у них появились новые катушки с индикатором остатка пластика в граммах и местом для наклейки с дополнительной информацией, так что подобных проблем с их пластиком в будущем возникать не должно

Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.

Но люди жаловались, что филамент за края цеплялся при нестандартном креплении катушек, видимо прислушались
Из прозрачного довольно много печатал всякого светопроницаемого
Слои вроде хорошо ложатся
Для шлифовки больше слоев не помешает, чтобы заполнение не цеплять )
Тут экономия так же небольшая, слоев 5, но из-за большой площади заполнение заняло бы много времени. К тому же под покраску не критично. А вот если бы решил не обрабатывать, заливал полностью
Цена та же доставка бесплатно
Фары делаю на раз))))
А фары интересные. Это на что? )
А фары на вот ЭТО
Зато вертикальный механизм у них проще, чем у кубиков.
Имхо, начинать надо именно с дрыгостола, чтобы вообще понять, что от принтера требуется. А то, может быть, следующим будет не кубик, а фотополимерник.
У меня самого Anet ETX5. В принципе, сносно печатал «из коробки». Но дорабатывать в нем есть что, как, наверное, и во всех остальных принтерах данного ценового диапазона. Основной минус для меня сейчас — отсутствие wifi. Приходится бегать с картой, а вставлять её в принтер еще и не особо удобно. На втором месте — собственная прошивка, но поставить марлин можно, правда лень заморачиваться (да и надо ли?).
P.S. сейчас ушел в сторону ускорения печати, печатаю соплом 0.6 мм и слоем 0.3 мм. Вот тут для получения приемлемого качества (особенно на PETG) уже надо настройки подбирать.
Фотополимерник не заменит обычный принтер, у смолы ведь несколько другие свойства, даже ABS-Like не дотягивает до классики, при этом стоит прилично. Вот мелкие какие декоративные детальки с высокой детализацией печатать классно, но это уже как дополнение основному идет
Я согласен, что на скорость печати влияет множество факторов и рано или поздно упрется хоть в то же ограничение экструзии, при чем не в пропускную способность сопла, а скорее в невозможность разогреть пруток до нужной температуры за небольшой промежуток времени.
Но Вы отвергаете законы физики. Система недостаточно жесткая, чтобы стол можно было моментально остановить на высокой скорости. Вы скорее всего сталкивались с подобной проблемой если плохо натягивали ремни при первом запуске. Или только я, перебрав с десяток принтеров периодически косячил с этим? Смотришь на тестовый кубик, напечатанный на средней скорости и понимаешь, что каретку плохо подтянул или стол в зависимости от того, на каких гранях скругления образовались.
Чтобы избежать таких проблем, начали притормаживать процесс заранее, в итоге мы получаем плавный старт после поворота и такое же плавное замедление перед ним. Чем легче каретка и стол, тем короче могут быть эти отрезки, соответственно и выше основная скорость.
У какого из них? Конкретики бы побольше )
Мне кажется, из этих троих можно просто брать самый дешёвый. В любом случае после первоначального освоения все эти принтеры потребуют доработки. У них экструдер типа «боуден», это значит, что он закреплён не на печатающей голове, а на раме, и пластик подаётся в точку нагрева (хотэнд) через длинную гибкую трубку. При подаче он, естественно, слегка пружинит, отчего выдавливание получается неравномерным. Здесь трудно добиться качества на скоростях выше 40 мм/сек, а для точных деталей приходится ставить 20 мм/сек. Кого-то устраивает и такое.
Чтобы печатать с большими скоростями (100 мм/сек), любой из принтеров до 20 тысяч всё равно придётся переделывать — ставить экструдер типа «директ», вделанный в печатающую голову, включить и настроить Linear advance. Возможно, поменять управляющую плату, если захочется других «плюшек». Но на первых порах любой из трёх названных принтеров — вполне нормальный выбор.
Но давно уже такого безобразия ни у кого не встречал. Сейчас уже 11 часов печатается петгом крепление для лука, зашёл через полчаса после начала, убедиться, что не отлипло ничего и когда малого загонял с улицы уже близко к концу было. Больше переживал, что филамент закончится, а не запутается )
А сейчас на чем печатаете?
Ну да ладно, сам виноват )