Данные метчики предназначены для нарезания
дюймовой резьбы под винт диаметром примерно 3.5мм. Размер #6-32 — это как раз те «компьютерные»
дюймовые винты и болты (я надеюсь, люди еще помнят что при сборке системников применяются и винты М3 и дюймовые? ;) )
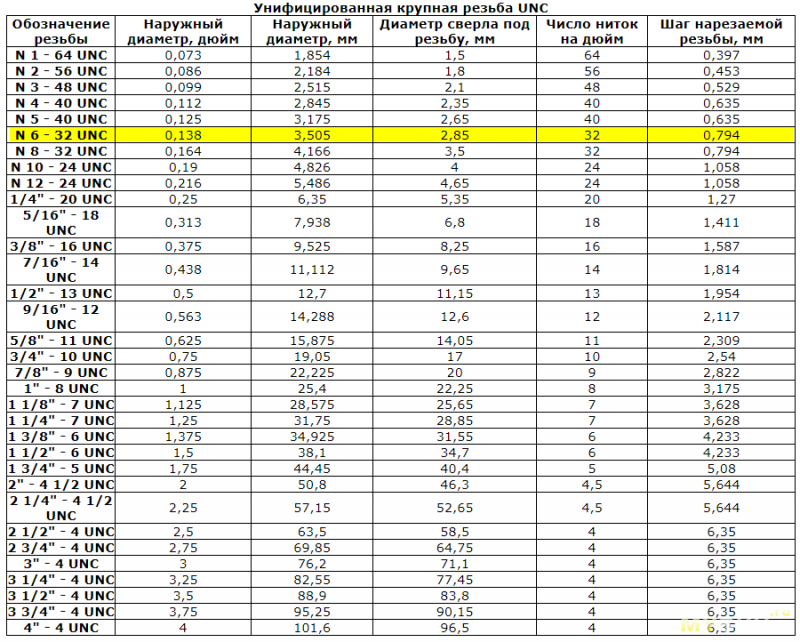
Для начала — коротенечко по резьбам. Как мы увидим из ниже приведенных табличек (скопипащенных
отсюда), американцы утомились записывать размеры дробями, и начали метчики называть тупо по номерам. Глядишь, лет через 100 перейдут на метрическую систему. Впрочем, как всегда лоханулись, взяв за точку отсчета (#1 — 0.073" или 1.854мм, или примерно 37/512") не самую мелкую резьбу, соответственно появился и #0 (0.060", или 1.524мм или примерно 31/512"). Надо полагать не за горами и #00 — шо-то в стиле 25/512" 0.048" или 1.24мм
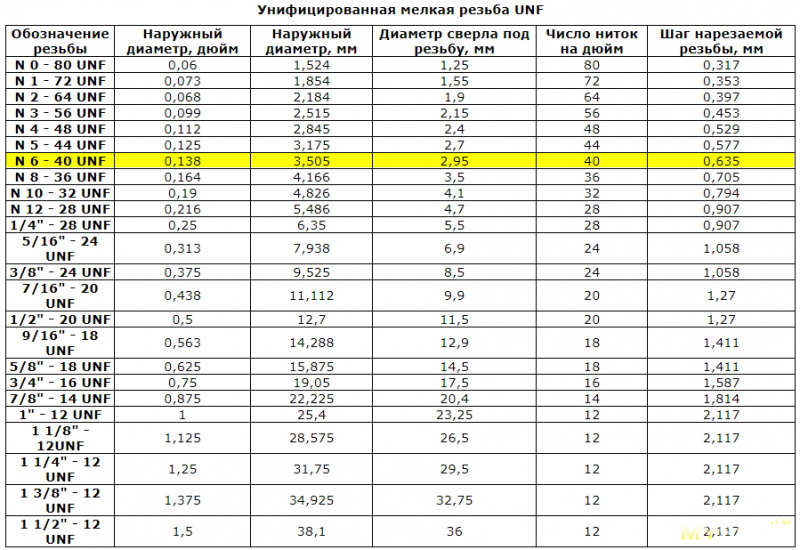
Профиль резьбы UNC, UNF такой же, как и в метрической резьбе — 60°, но размеры резьбы считаются в дюймах.
UNC – Unified National Coarse Thread, крупная резьба
UNF – Unified National Fine Thread, мелкая резьба
существует еще и UNEF — Unified Extra Fine Thread, то есть еще более мелкая, для специальных применений.
Ниже представлены таблицы с подробными размерами резьбы и диаметром под нарезаемую резьбу.
Еще кое-что по дюймовым резьбам есть
здесь. В частности, можно узнать что есть еще трубная резьба (у которой всё по-другому), а также Британский стандарт дюймовых резьб.
Купленные метчики выделены цветом. Как видим, данная резьба имеет наружный диаметр 3.505мм, и шаг 0.635мм (40 ниток) и 0,794мм (32 нитки), отверстия под резьбу требуются 2.85мм для 32 ниток и 2.95мм для 40 ниток.
Ну и перейдём непосредственно к предмету обзора. Поставляются метчики в неродной коробочке


Покупались пара на 32 нитки и один на 40 ниток — чисто для коллекции. Проверить соответствие к сожалению нечем — дюймовый резьбомер заканчивается по-моему на 28 нитках.
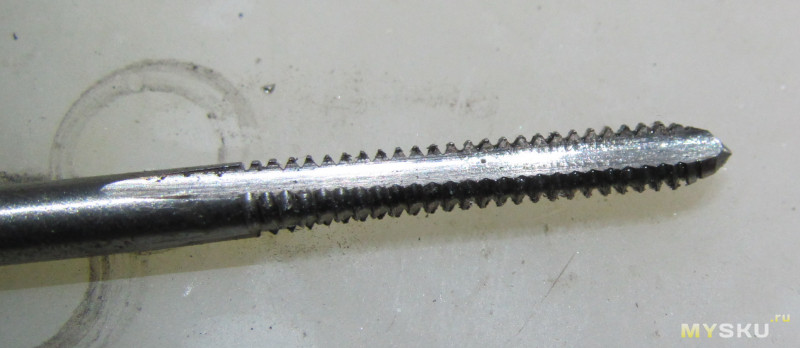
Внешний вид:

Изготовлены весьма качественно, ни заусни, ни дефектов, квадрат на хвостовике хорошо обработан (не то что у многих советских метчиков), одним словом очень и очень красивые и качественные внешне. Маркировка 6-32 HSSE и 6-40 UNF 2B HSS (28?). Как видим, все они «второй номер», то есть предназначены скорее для прогона резьбы, а не для нарезания с нуля. Но я попробовал. Нарезал резьбу в железяке толщиной 3мм, засверливался сверлом 2.8мм, метчик 32 нитки, смазывал маслом каким-то, наверно МС-20


Результат


Резьбу стоило продуть — осталась таки стружка — но лень было включать компрессор. Резалось с трудом, «шаг вперед — два назад», боялся чтоб не сломать. Но нарезал, и метчик не пострадал:
В пластике режет прям руками. Из чего я могу сделать следующие выводы: метчики вполне годные, и можете даже не заикаться про «пластилин», не каждый М3.5 в 3мм железяке так вот нарежет вторым номером. И да, я в курсе, что винты эти «треугольные» и могут теоретически нарезать резьбу и сами. По цене — дороговато, но мне кажется оно того стоит, ибо область применения довольно широка — от нарезания резьбы «с нуля» и правки запорченной резьбы, до замены сорванного крепежа М3. Ибо дюймового крепежа наверно до сих пор можно найти килограммами за спасибо, а применять его без таких метчиков — довольно сложно. А вместо сорванного М3 нарезать такую вот #6-32 — вполне нормально. Лучше бы конечно 40 ниток, но таких винтов я встречал крайне мало. Так что если у вас есть такие винты/болты и/или возможность их найти за бесценок — такие метчики вам очень сильно пригодятся.

Не помню марку, чесноком пахнет — в коробку передач заливалось.
А, масло уже много раз пригодилось. Оно густое, хорошо им смазывать и компьютерные вентиляторы — надолго хватает :)
Резина была хорошая Barum и мотор отличный от 3-ки.
Если отверстие под резьбу маловато диаметром, то приходится давит, чтобы мечтчик сам его рассверлил и вошёл до начала резьбы, а если отверстие нормальное, то метчик входит легко и легко вращается, давить не требуется.
Рецепт «оптимального состава»:
Масло трансформаторное — 70%
Олеиновая кислота 30%
После смешивания получается жидкость желтого цвета, причем слишком жидкой консистенции которая плохо держится на метчике. Поэтому ее «заваривают»: достаточно бросить на дно банки немного стальных опилок или стружки с того же метчика и через несколько дней все получается автоматом (цвет и консистенция как на фото выше — с метчика не стекает).
НО это базовый, основной состав — так сказать «точка отсчета» (соотношение 70/30%), которое подходит для обычной не легированной стали. Если сталь конструкционная, а тем более инструментальная с легирующими компонентами, то содержание олеиновой кислоты увеличивают вплоть до «наоборот» (30/70%), и только в самых тяжких случаях (некоторые сорта нержавейки и титана) используют чистую олеинку. Но это крайний метод и я бы его не рекомендовал в повседневной практике поскольку сам режущий инструмент при этом быстро тупится.
P.S. слишком много букв пришлось писать — ссыль не дать, ибо даже гугл молчит как партизан на эту тему — у него только СОЖ выскочил, но кому он такой нынче нужен)))
P.P.S. а так составов много (для разных материалов), а для чермета бытовухи вообще порой достаточно грязного масла-отработки желательно перегревшегося в процессе работы (почти олифа по консистенции получается).
Про смазку Петрова надеюсь все знают, но вид у нее не презентабельный, потому мы ее на заводе словом на букву «Г» в обиходе называли.
А так же часто использовали жиры животного происхождения (пасты бело-желтого цвета), но у тех… запах на ту самую букву «Г» потому их даже на предприятиях начальство вечно пыталось запретить оттого что дверные ручки в их кабинеты ей частенько мазали)))
То что ниже написал slon про спирт ахинея полная — со спиртом идеально режется резьба только в оргстекле, очень рекомендую особенно мелкими метчиками (там перегрев всегда идёт и метчик вообще намертво приварить можно если остановиться). Спирт нужен чистый(!) — пробовали разводить водой, водку использовать и т.п. результаты сразу отстойные…
В нике у меня цифра 83 которая многих вводит в заблуждение — это начало трудовой деятельности на немецком станке Beling & Lübke. Цитата с сайта: А теперь картина маслом — я в том самом 1983 году на Белинг Любке:
Что же это были за «высокоточные резьбы»? Самое простейшее и дешёвое это «калибры-кольца резьбовые (ПР/НЕ)»:
Ценники на них можете глянуть например тут: ТЫЦ — ТЫЦ но это не показатель, поскольку цена не всегда указана, да и ассортимент у них мал (не все умеют), так что пол-лимона (ПР/НЕ) за комплект частенько бывает. Сколько комплктов в месяц умею делать я и сколько я стою всегда в курсе)))
Чертеж на подобный калибр приносят в папке с гербом и надписью: стандарт СССР. Для меня это просто гайка, для рабочих — эталон которым они обязаны измерять детали. Кстати изделие на мой взгляд самое примитивное (нарезка резьбы 3-разряд, доводка резьбы 5-й разряд) а у меня 7-й. Кто учителя — разумеется немцы, у них в свое время стажировку и проходил. Так что к трансформаторному маслу они меня приучили, а не те деды что по ВДНХ разъезжали да «справочники токаря» писали хотя с одним из них знаком лично.
P.S. так что плохого я не посоветую, а спецов моего уровня по резьбе в РФ единицы остались да и те в ТИЗ (Тульский Инструментальный), а продукцию ЧИЗ (Челябинский) можно рекомендовать ну с очень большими оговорками, да и то для «тяжмаша», но ни в коем случае не для «точного приборостроения».
P.P.S. так что выбор: трансформаторное или верётенка делайте сами — Вам решать к чему стремиться — к эталонам или рваной резьбе…
Вопрос есть — в не можете накидать краткий список, для какого материала какая смазка лучше для условно бытового использования, типа «гараж-мастер»?
По постам выше примерно выясняется, что лучшими являются пары:
оргстекло — спирт (этиловый или изопропиловый?)
алюминий/дюраль — ДТ (солярка)
нержавейка или высоко легированная сталь — олеиновая кислота
слаболегированная сталь — «состав 70/30%»
медь, бериллиевая бронза, чугун (приходилось) — ?
Раньше пользовался обычным кусочком сала для мягких сталей, «деды завещали» )
Разумеется приходилось (как доводчику без чугунных притиров). Чугун никто не любит — гробить станки всегда неприятно. В теории нужен СОЖ, но станок жалко. Поэтому я проводил обработку в 2 этапа: закрывал станину тряпкой (нам хб. салфетки выдавали) и точил насухую (с припуском 0,2мм). Потом сворачивал эту салфетку, протирал станок. Ну и чистовая + резьба уже с СОЖ, но… кисточкой и над «банкой-кюветой». Включать насос СОЖ и забивать себе накопительный бак чугунными опилками и песком очень мало желающих (ЧПУ-шники как правило вообще от чугуна отказываются если станок не гроб).
Медь, бронза, латунь — СОЖ или масло (в зависимости от вязкости материала).
Вот только стоит ли всем этим забивать себе голову (и полки с ГСМ дома держать) если вполне достаточно 1-2 наименования, ведь квартира — не завод и нужно это Вам очень редко. Кстати баночка что на фото выше «не просто так» сделана, а для ВЕСА. Опрокинуть консервную банку той же кисточкой очень легко — достаточно слегка задеть, ну а когда банка почти полкило весит это очень сложно, так что верстак и пол дома всегда чистые)))
"Справочник молодого токаря"
Автор: И.М. Мукин; 4 издание 1965 год.
www.chipmaker.ru/files/file/13689/
Эта книга — лучшее что было и есть на подобную тему. Таблица резьб и многие другие таблицы никогда не устареют. Практически на каждом заводе СССР была в библиотеке именно эта книга. Читать её не нужно, а вот если возникает какой то вопрос (например размер), то открываете оглавление и см. нужную страницу.
Честно говоря, я просто в шоке. Ибо этиловый спирт провоцирует растрескивание оргстекла. Есть какой-то секрет? Предварительный отжиг?
Тут, скорее, из-за самих материалов износ выше: хочешь-не хочешь, а в твёрдых металлах резьбу резать куда труднее. Инструменту, в первую очередь.
Оборот вперёд и половину назад. Фейри очень хорошо для резьб
Это я подсмотрел в книге которую порекомендовал уважаемый tuz_83. Пригодится тем кто будет читать комментарии прийдя с поисковика.
Хочу поискать мелких дюймовых, но попадаются метрические :-(
Вот мелкие. Но только фрезы. Да и цена…
Есть ещё и стоечки под материнки с такой резьбой. Когда-то работал на крупной компьютерной фирме и такой крепёж выбрасывали ящиками, стало жалко. :)
нормально по резьбе? сабжевый то вроде правильный…
если всмотреться то таки видно. не приметил. спасибо.
Ну, не зв… ите… уж… лучше “советских метчиков» были только советские… Вы что делали до 17-го года, уважаемый? )))))
Да… и на фотках ваши китайские метчики сильно смахивают на одноразовые..)) Купите на барахолке у дедуликов «советский» метчик, почувствуете разницу. Но, возможно на дюймовый размер это не получится… по крайней мере я за свои много лет такую мелочь дюймовую не видел.
Да, чёрные и не блестят, вороток и держатель плашек на букву Г, но резьбу делают отлично
И купить их было совсем не просто, эти были привезены из Чебоксар во время командировки.
где-то есть про то что советские режут плохо?! покажите где. советские метчики если нормальные, а не некондиция — то и дело своё делают.
а теперь давайте посмотрим на ваше фото.
какая прелесть! именно об этом я и писал, собственно.
Ведь воротоке под метчик, отверстие должно быть четырех гранным, и без всякого болта, под каждый размер метчика свое отверстие. Вот тогда и хвостовик не будет убиваться
Ну так выкиньте их на помойку и используйте для «катанок» хомутики что слева лежат и делов то — им вообще кроме 1-й лыски ничего не надо. На большинстве именно малых приходилось срезать этот квадрат вулканитом. Почему они рабочим мешали попробуйте догадаться сами по фотографии. Картина маслом — моя маман за немецким резьбонарезным станком в 70-е годы:
Патрон сверлильный ДО 6мм на станке видите? Зачем там квадрат? Мешал жутко его обрезали (а по уговору цехов мы его им изначально не делали вообще). Станок простейший и очень производительный — 2 фрикциона крутятся в разные стороны. Лапка вниз — по часовой, отпустил лапку вверх — против часовой. 100 деталей — не дороже 12-18коп. (были и по 6-9 коп). Сколько тысяч штук деталей рядовая «нарезчица» резьбы делала если ее зарплата была 180руб при 5-дневной рабочей неделе и 8-часовом дне? — думаю большинство диванных теоретиков не нарежет столько за всю жизнь сколько они делали за 1 час без Ваших квадратов)))
Хороший инструмент в СССР приобретался всю жизнь. Сейчас можно купить любой, были бы деньги, вот только людей, которые что-то могут и хотят что-то делать руками, становится всё меньше. Вымирающий класс, как радиолюбители.
Я понимаю, что есть инструменты намного круче, но имею вот такие, которые успешно использую.
Был у меня такой случай:
Как-то зашёл к другу, а он безуспешно пытается просверлить пакет трансформаторного железа, сверло скользит как по льду и вглубь не идёт. Оно такое красивое и блестящее, с надписью HSS.
Я ему говорю:" Возьми Р18 ". С трудом нашел такое сверло, старое, невзрачное, но им удалось без особого труда просверлить все четыре отверстия. После этого он сказал: " Какой же я дурак, что поменял старые отцовские свёрла на эти новые, красивые! "
В Запорожье есть абразивный завод — выпускает наждаки, круги и разные абразивы и сейчас
На счёт заводов. Несколько лет назад Харьковский объединился с Запорожским. У Запорожского метчики, у Харьковского плашки. Есть ещё Львовский. Впрочем, в таблице (список моих метчиков) это всё указано. :)
Не так давно общался с человеком из магазина в котором я покупаю метчики. Из разговора:
— покупатели хвалят плашки Львовского завода
— есть нарекания на плашки Харьковского завода
— у львовских метчиков 2-ой тип исполнения, а у запорожских в основном 1-ый тип исполнения. Нанесение колец/рисок или их отсутствие характеризуется как «тип исполнения».
исп.1 — тип исполнения 1 (без кольцевой проточки на хвостовике)
исп.2 — тип исполнения 2 (с кольцевой проточкой хвостовика)
— у львовских метчиков маркировка выполнена гравировкой
— у запорожских метчиков и харьковских плашек маркировка выполнена краской, которая со временем стирается
— если из европейских, хвалят Ruko
— покупатели очень хвалят Сибтех. Несмотря на то, что это Китай, говорят что достойный
Отличия метчиков Львовского завода от Запорожского:
— львовские дороже
— существуют подозрения, что львовский под видом Р6М5 штампует метчики из другой стали. При этом не ставит на них клеймо завода. Человек говорит, что у него рука набита уже так, что может сразу определить где львовского, а гле запорожского завода метчик. И говорит, что попадаются случаи, когда он держит в руках метчик явно львовского завода, но на нём нет клейма. И, как я понял, в работе такой метчик ведёт себя не так, как Р6М5
— у львовских метчиков как правило, есть канавки. А у запорожских канавок нет
— Моя исключительно визуальная оценка/сравнение:
Начну с цеховых. На мой взгляд, самые нормальные метчики в визуальном плане.
1. Есть риски/кольца.
2. Чёткая, читаемая маркировка сделанная электрокарандашом.
3. Маркировка диаметра/шага резьбы/марки стали/*что такое 9363-/92 я не понял*
Львовские
Знаете что забавно? На них марка стали написана HSS, а я заказывал Р6М5. Современное исполнение что ли?
Гравировка называется «вырви глаз». На одном комплекте ещё хоть что-то можно увидеть
А на двух остальных комплектах разобрать текст гораздо сложнее
Запорожские
Тоже маркируются как HSS.
Маркировка краской, местами стёрлась.
Ладно когда у тебя комплект одного диаметра только с одним шагом резьбы, а если у тебя три комплекта M6 с тремя разными шагами. Писец, одним словом.
P.P.S. Двойное сорри… не на того замахнулся новичок… на самого uncle_sem- а… поэтому и минусуют люто… ибо не трожь святое… Несмотря на ересь отрытую ))) Уползаю в твердь земли......))))))
с равным успехом я могу заявить, что метчики из СССР и резать-то не смогут, если даже квадрат на хвостовике нормально сделать ниасилили. но у меня хватает мозгов, логики и опыта не делать таких заявлений о том, чего я не держал в руках, а уж тем более о том что я в руках держал.
и вот, подержав их в руках и поработав, я могу сказать, что прекрасно режут и нормальные советские метчики, и обозреваемые китайские. и я это не из теории знаю, а из практики, которая на фото. при этом я не фапаю на СССР и не считаю что за эти дофига лет после его развала никто в мире не научился делать нормальны инструмент. кстати, Матвеев недавно проверял советские рожковые ключи. так вот по твердости рабочих поверхностей ой не все соответствуют ГОСТу… а вы продолжайте наяривать на советский инструмент, продолжайте. только не сотрите там чего.
Понадобилось распилить золотую цепочку — сделали пилку из безопасной бритвы, правда зубчики нарезались на японском станке
Ну вот как пример.
Пословицу: «сапожник без сапог» слышали? — это про инструменталки. В кладовой там как всегда «шаром покати», но в тумбочках у рабочих есть ВСЕ (что тебе надо из приспособлений то сам себе и сделаешь, правда чаще всего: в нерабочее время/за бесплатно/из своего материала/без права выноса даже если переходишь работать в соседний цех).
потому что это называется фанатизм, а иногда — даже идиотизм. и минусят тут не за то что «uncle_sem обижают» а за аргументацию. аргументация «в СССР инструмент был лучше» — довольно слабенькая и критики-то особо не выдерживает.
А Вам напомню про знаменитые «Ереванские станки» (тоже советские?) которые наводили ужас на всех станочников. Страшней их была только ядерная война. Казалось ничего страшней уже быть не может. И вот спустя 50 лет китайцами были выпущены те самые токарные станки по Ереванским чертежам (с «китайским качеством») это был полный пипец)))
Спросил как то мужиков: а можно я изредка на нем что нить «ткну» (когда свой занят, чтоб из-за мелочи не перестраивать)
— ну это же «ереванец», был ответ — попробуй если сможешь))
Захотел как-то сделать… фаску — заусенция мешала. И… не смог — резцедержатель оказался всего на 8мм ниже центра.
Учел на будущее — фрезернул подошву одного резца ступенькой и как только понадобилось подрезать торец «как чисто» повторил попытку. Но не тут-то было — поперечный винт на суппорте оказался короткий, до центра не достать, а выдвинуть 8мм резец вперед еще на 100мм это… короче ясно, пролетел.
Попытался как то зацентровать — пеноль не дотянулся до шпинделя.
Последняя попытка — снять заусенцию на трубе напильником. В теории шпиндель позволял — отверстие вроде как приличное по диаметру (около 40мм если не ошибаюсь). Попытался вставить трубу и… обломался опять — отверстие в шпинделе НЕ сквозное, а просто «для виду» лунки сверлом с обоих сторон сделаны. Это был эпик-фейл.
Про внутренности можно особо и не писать — коробка передач разваливается обычно за смену. Шпонок на валах вообще нет — там штифты 6мм стоят и их почти сразу нагрузкой срезает. Все остальное в том же духе. Так что ереванские станки на предприятиях это как правило «памятники», что впрочем не мешает самодельщикам в условиях сарая превращать их во что-то более менее рабочее (но переделывать нужно практически все т.к. фактически получаешь только литую чугунную станину).
У HAZET и Wurth метчики хуже? Нет. Но стоимость у них космическая.
А что касается восхищения всему без разбора что делалось в СССР, вспомните хотя бы грузовик «Колхида».
фи не купить на рынке.
БуЭэ))
Не на том сайте понты кидаете)
вот такой метчик спиральный на али и на ебей
а вот режимы 2:10… 8 летней давности
З.Ы. всего то 50 лямов на Haas не хватает:-)
1. Дома у народа НЕ современное производство (да и вообще НЕ производство).
2. ТБ даже на производстве это вообще больная тема. «Разрыв шаблона» по ТБ хотите? Посмотрите на товарища Панфилова, на его объединении работало примерно 100 тыс. человек и курилки были запрещены. Каждый работник имел право курить только на своем рабочем месте и за «это самое место» в плане пожарной безопасности отвечал ЛИЧНО. Шаг влево-вправо от СВОЕГО станка с сигаретой и… попал на «прогрессивку». За всю историю предприятия не помню на объединении ни одного пожара! У меня на верстаке/станке порой стояли: пепельница и банка с керосином рядом, а в зубах торчала беломорина прямо при протирке деталей. Ну а как курилки ввели (после его смерти) так пожары и начались — никто же ни за что не отвечает: бросил хапец и пошел. Так что все относительно…
3. Метчики (те, что по Вашей ссылке) у меня например дома есть. Режимов резания вот только сумашедших на домашних станках для них нет. Будут ли пользователи выбрасывать тот старый инструмент что у них дома в наличии и бежать их покупать по 1200руб за штучку? догадайтесь сами — у них это нечем окупать. Так что чем они проковыряют свое единственное резьбовое отверстие в жизни — да какая собственно разница…
про ТБ я посыл не понял, и уж про вашу сигару рядом с керосином… типа это выигрыш в лотерею?
P.S. а Панфилов умный был, не то что нынешние…
1. Начнем с простого, у меня есть слесарь который работает на универсальном фрезере и токарном, стаж 40+ лет, на пенсии. Он умеет нарезать резьбы в очень сложных материалах. Тоже бадяжил все эти олеины, муравьины и т.д., но как появился ЧПУ с ним пришла как вы говорите СОЖ которая жидкая и прольется мимо, её начал применять дед, не разбавляя, в итоге результат такой же, но есть важный плюс. Вы переживаете, что станок от олеины не отмыть, а чего же вы не переживаете об детали, которая в этой дряни и из глухого отверстия ох как тяжело вымыть. А не разбавленный эмульсол легко вымывается, так как он водорастворим.
2. На станке ЧПУ не так легко нарезать резьбу, точнее подобрать режимы. В тяжелом материале намного легче нарезать резьбу вручную, так как вы руками контролируете усилия. И только после того как вы нарежете и пощупаете — эти режимы вбиваете в станок. Далее в глухом отверстии у вас попала стружка, станок вкрутит и сломает метчик и не почувствует, а ручником нарезать до упора легче. И для резьб выпускаются специальные резьбонарезные станки, в которых как раз и есть защита от перегруза. И именно только такими станками и ручником можно нарезать глухую полную резьбу
На ЧПУ станках шпинделя на десятки квт + инерция вращения, они только на холостых пару квт кушают, а для резьбы надо единицы ватт. Метчики для них как пустота, в этом и сложность что нарезание сводится в неконтролируемом процессе, который надо щупать вручную. Поэтому знаю много ЧПУшников которые станками резьбы не нарезают, а делают это вручную шуруповертами. Сломанный метчик эрозией выжигать гемор еще тот.
3. Например надо нарезать резьбу М2 в никелевой нержавейке инконель на глубину 3 мм. Не нарежете. На ЧПУ 100% нет, ручником — возможно. Вот пример из каталога хватит на 2мм только:
4. На ЧПУ нарезание резьб иногда происходит в полу ручном режиме где оператор после каждого нарезания смазывает метчик специальным маслом. СОЖ не идеальна. Проблема нарезания резьб на ЧПУ до сих пор проблемная и производители дорабатывают эти системы.
5. Скорость резания и разная СОЖ, в чем взаимосвязь — не понял. Вообще производитель дает графики стойкости инструмента от скорости резания. Где четко видно, чем быстрее режешь — тем меньше нарежешь. На станках другой фактор давит — время. Где выгоднее больше деталей сделать и угробить больше инструмента (менять заранее). В итоге выгоднее будет. Первый ролик про быстрый станок об этом и говорит. Вы зайдите на их канал и поглядите как они доли секунд выжимают на смене инструмента с прошлой моделью и этим хвалятся.
6. Так как я выше писал о том, что перед тем как станком нарезать резьбу — надо вручную попробовать. Попробовал. Начинал я с обычных ручных метчиков в станке в цанге, потом станочные, потом раскатники, потом резьбофрезеровние. Вот, например, раскатники, всё просто, берешь и без стружки в алюминии вогнал до упора и готово. Но не тут-то было. Вкрутите раскатник М5 на глубину 20 мм в каленый алюминий, и как только вы остановитесь — клин. Алюминий никуда не девался и даже после деформации он еще сжимает раскатник, так что вы его больше никогда не выкрутите. Да и раскатник применим только в мягких материалах, в чугуне или силумине раскатник не применить.
gramho.com/media/1886251177886450619
Крепление фотоаппарата на штатив, там тоже дюймовая резьба.
А вот как вычислить, как ее «звать»?
Может кто встречал такие плашки/метчики?
спасибо за идею, кстати ;)
Новая резьба — 1/4 дюйма, 20 витков на дюйм
Старая — 3/8 дюйма, 16 витков на дюйм.
И в таблице такие есть.
Осталось «всего то» найти подходящую плашку!
( ͡° ͜ʖ ͡°)
именно с такой резьбой (1/4 дюйма, 20 витков на дюйм).
( ͡° ͜ʖ ͡°)