К выбору 3D-принтера, надо сказать, я подошел со всей возможной безответственностью. Именно, начитавшись всяких страшилок про таможню и выравнивание (больше — про выравнивание), ориентировался на модели, у которых было заявлено автоматическое выравнивание печатающей головки.
Это первое. А вторым вопросом на повестке дня была доставка, с которой, как пугали, могла быть проблема. Поэтому неудивительно, что я очень обрадовался, когда обнаружил, что некоторые продавцы на Aliexpress отправляют «из России в Россию». На самом деле, конечно, нет: просто они как-то переправляют товары в ближайший российский город, а уже оттуда рассылают экспедиторскими компаниями.
Но для меня было главное, что граница — это их проблема, а не моя. За это (как и за довольно быструю доставку) приходится заплатить, конечно, немного больше, но я решил, что а) подарок хочется б) нервы в моем возрасте уже не восстанавливаются, а значит они дороже доставки.
Дальше описание в стиле «нарисуйте овал… теперь дорисуйте остальную сову». И вообще, текст больше о том, чем грозит 3D-принтер, и к чему я уже успел его пристроить.
Чтобы понимать, почему именно это и именно в этом магазине, нужно понимать, что помимо прочего я ориентировался на количество продаж и отзывы. Конечно, сейчас на Aliexpress это уже не так актуально, но по крайней мере моя совесть была бы чиста хотя бы передо мной же, что уже немало.
Если же и этого недостаточно, раскрываю главную тайну: от массы всяких форумов, описаний, страданий, восторгов и метаний счастливых (и не очень) владельцев 3D-принтеров голова моя закружилась настолько, что понял главное.
То есть, что если буду выбирать самый лучший принтер, то в ближайшее время точно ничего не получу, кроме головной боли. А еще мне было очень интересно, что вообще выйдет, если человек без опыта купит первый попавшийся принтер.
Поэтому заодно отказался от продавцов, у которых позиция товара представляет собой конструктор — выберите цвет каркаса, выберите то, выберите сё. Мне нужен был один вариант, и точка.
И, кстати, кроме точки, чтобы в описании принтера была совершенно однозначно указана его конфигурация — что с датчиком автовыравнивания. А то знаю я эти штуки: в заголовке напишут одно, а ниже по тексту: дорогой друг, это опция, можно купить за $$$.
Это не реклама продавца, а намек, как вообще лучше искать себе покупку, чтобы потом меньше огорчаться.
Заказал 14 июля, получил первого августа, что в целом считаю довольно быстро. Доставка по России «Деловыми линиями», бесплатно — до склада, за деньги — до подъезда.
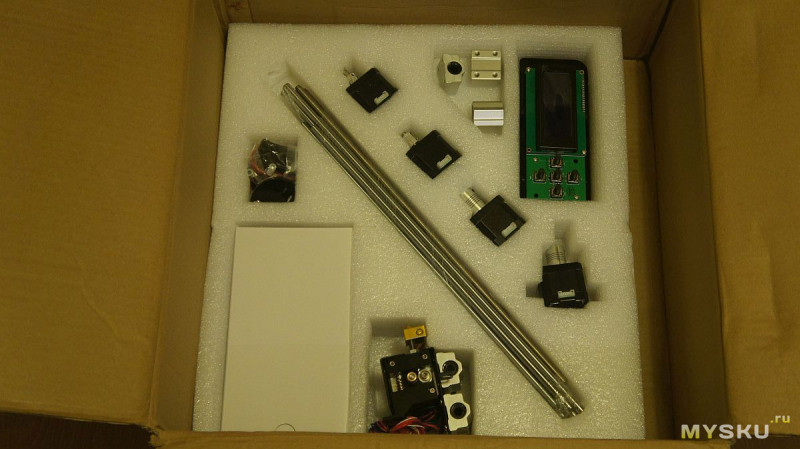
Приехало все в брендированной коробке, которая раскрывает главную китайскую интригу. То есть, когда одну и ту же модель принтера делает сразу несколько подвалов, и каждый лепит свой лейбл, но на сайте продавца о марке ни слова — только модель.
Так вот, в данном случае модель P802MA, а подвал — Tronxy. Плохо это, или хорошо — не знаю. Зато внутри коробки совершенно стандартный комплект для сборки, заботливо размещенный в пенопластовых поддонах на целых трех этажах. В том числе — инструмент, который, кажется, по количеству рассчитан на двух сборщиков: меня и, очевидно, того парня, которого поблизости не оказалось.
Плюс, как обещано, две бобины PLA-пластика: по полкило черного и белого. Кажется, что немного, но хочу сказать, что я успел немного попечатать, и для теста, и для себя любимого. И выясняется, что пластик заканчивается не очень быстро. Очевидно, это все чудеса 20% заполнения.
Декларированный диаметр сопла — 0.4 мм. Похоже на правду, если верить штангенциркулю. Материал стола — алюминий.
Заявленная область печати 220 х 220 х 240 мм (да, я хотел большой принтер, да, не знаю зачем).
Стол с подогревом.
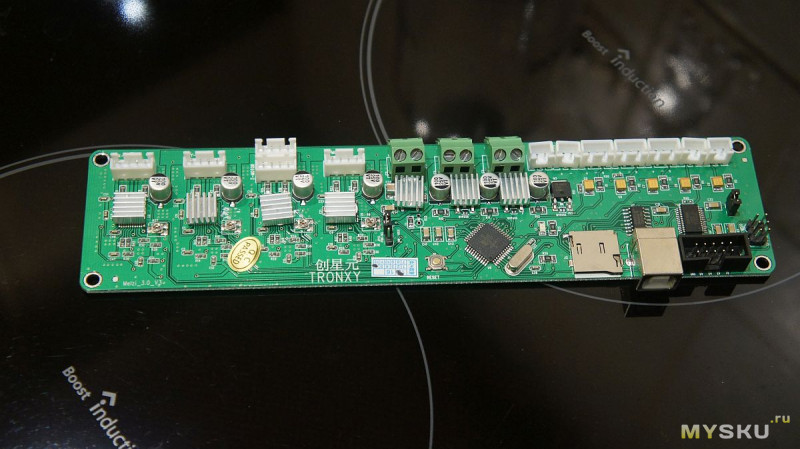
Прошивка, как пишет принтер, «Base on Marlin V1.0». Плата — Melzi.
СБОРКА
Итак, человек без опыта приступает к сборке. Мельком поглядев несколько видео уяснил, что сначала надо рассортировать крепеж — потом же проще будет. Ок, рассортировал и в очередной раз подивился китайскому чувству юмора: положили 19,5 шайб и одну шпильку вместо винта:
Ну и некоторые детали были распилены с «грязью»:
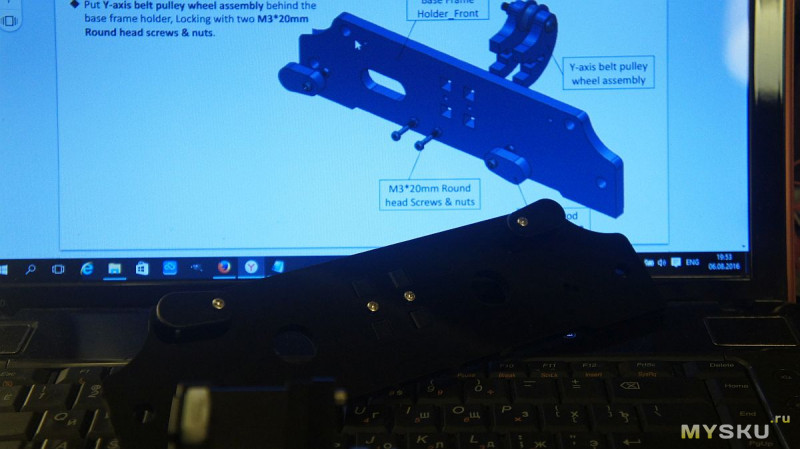
Потом открыл инструкцию, записанную на комплектной карте памяти и стал собирать. Продолжая развивать концепцию человека без опыта, просто следовал всем шагам — строго по очереди, до буквы.
Немного муторно, немного долго, но ничего сверхъестественного даже для того, кто крестовую отвертку видит первый раз в жизни. Поймал только одну заметную проблему в сборке приводов оси Z. Собственно, сам виноват — об особенности верхних крышек моторов говорил kirich, за что ему, разумеется, огромное спасибо.
Интерпретировать верно я ее не смог, поэтому ошибся и в результате перебирал приводы, что после их установки, скажем так, не очень просто. Зато изобрел небольшой лайфхак: чтобы проще укладывать гайки в пазы, их следует цеплять в торец отдельной намагниченной отверткой — как манипулятором. Тогда гайка никуда не укатывается, как когда ее просто пальцами заталкиваешь.
В общем, будете собирать приводы оси Z, имейте в виду, что у этой (и аналогичных моделей) отверстия поменьше должны оказаться с внешних сторон принтера.
18+
После описания выше может показаться, что без поллитра здесь не разберешься. Но нет, по факту хватает ста граммов, что, конечно, большой плюс конструкции — иначе и спиться недолго.
В итоге на сборку принтера я потратил порядка шести часов. А так как эти шесть часов закончились в половине четвертого утра, то первое включение и выравнивание я отложил на другой день. Чтобы, значит, на свежую голову.
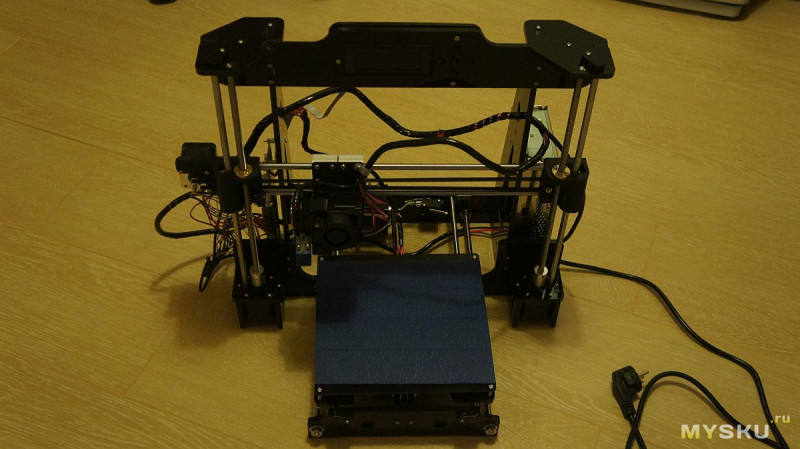
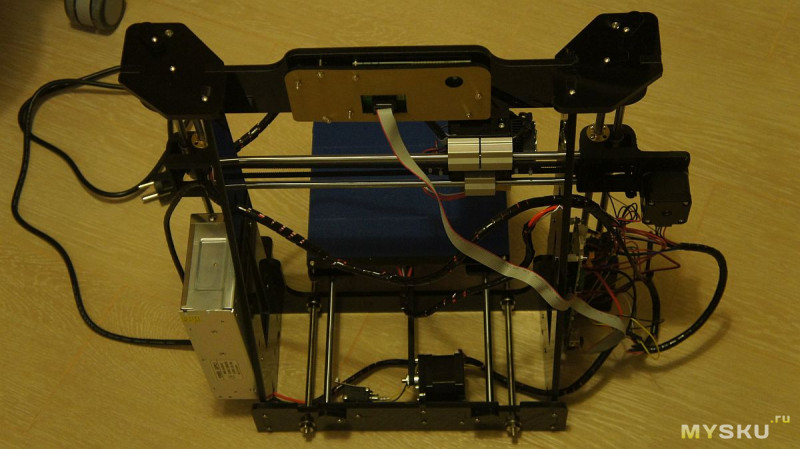
Получилось вот так:
Первое, чему я удивился на тот самый другой день — принтер включился. Другой на моем месте побежал бы обниматься с зеркалом и жать правую руку левой, но я не настолько сентиментален, поэтому сразу приступил к выравниванию стола и печатающего узла.
Делал это так же по инструкции, прилагаемой к принтеру. И хочу сказать, что это было не очень просто — не столько по причине муторности процедуры, сколько по причине ужасающего китайского английского. У меня от одного только rise down припадок чуть не случился.
Похвастаюсь: вообще-то получилось более-менее выровнять все с первого раза. Это я потом в приступе перфекционизма решил перенастроить и чуть не убил принтер. Зато со второго раза выработал более-менее комфортную для себя процедуру, которой и хочу поделиться. Но предупреждаю: возможно, это не лучший вариант, потому что в конечном итоге автокалибровку я каким-то образом угробил. По этой причине приведу и два других варианта из интернета.
1) Выключаем принтер, если он был включен.
2) По рекомендации интернета закручиваем гайки регулировки стола, чтобы сжались витки пружин, но не более. В целом достаточно закрутить, чтобы винт только-только появился с обратной стороны гайки. Я дополнительно воспользовался строительным уровнем, чтобы заодно выставить стол. Не знаю, нужно или нет, но опять некстати этот перфекционизм.
3) Руками ставим печатающий узел в центр стола, руками же более-менее синхронно крутим шпильки осей Z, приближая сопло на такое расстояние к столу, чтобы можно было с небольшим усилием протянуть под соплом обычный лист бумаги (80 г/м2).
4) С помощью штангенциркуля (а не рулетки) выставляем одинаковую высоту кареток оси Z, следя за расстоянием от сопла до стола — чтобы слегка «чиркало» по листу бумаги. На всякий случай проверяем положение печатающего узла по строительному уровню. В отличие от стола, здесь это актуально: если узел перекошен, то двигаться он будет с проблемами вплоть до заклинивания.
5) Теперь двигаем печатающий узел по углам (а лучше по 9 точкам) и, методично покручивая гайки регулировки стола, добиваемся примерно того же эффекта с листом бумаги. Пройтись придется несколько раз по кругу, поскольку одна регулировка влечет за собой другую.
Сразу скажу, идеально у меня не получилось. Субъективно — выпирает центр стола. То ли геометрия пластины нарушена, то ли шпильки в основании кривые, то ли еще что-то в этом роде. Ну или все же руки кривые, как знать.
На этом базовое выравнивание завершено, можно приступать к самому интересному — настройке автоматического выравнивания. Здесь оно имеет свою специфику, которая отражается и на конструкции принтера.
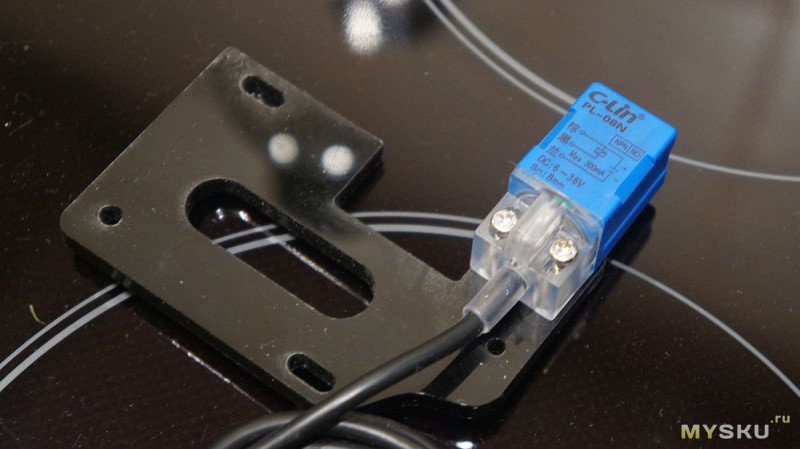
Так, для выравнивания применяется индуктивный датчик приближения, аналогичный вот этому. Отсюда и обязательный алюминиевый стол — на стекло датчик в принципе реагировать не будет.
Датчик, точно как в описании принтера:
Теоретически ценители стекла могут не отказывать себе в удовольствии даже с этим датчиком — при условии, что стекло будет довольно тонким, а под ним — фольга. Но я не проверял.
Итак, калибровка с индуктивным датчиком.
1) Включаем принтер, если он был выключен.
2) Передвигаем (руками) печатающий узел к центру стола.
3) Ослабляем фиксирующие винты датчика и сдвигаем его вниз, пока до стола не останется пара миллиметров. Индикатор на датчике должен загореться. Поднимаем датчик наверх, наблюдая за его ходом: если индикатор не погаснет при поднятии датчика на 2-3 мм, это уже хорошо. Тогда сдвигаем датчик вниз, к исходному положению, фиксируем винтами (индикатор горит).
4) Идем в меню Prepare — Move axis — 0,1mm — Axis Z, двигаем печатающий узел вверх, пока не погаснет индикатор датчика приближения. Записываем значение на экране.
5) Идем в меню Control — Motion — Z offset. Здесь заносим значение из предыдущего пункта за минусом 0,3. Т.е. если в предыдущем пункте было, как у меня, 2, то здесь устанавливаем 1,7 (2 — 0,3 = 1,7).
Вы не поверите, но именно этот момент был самым головоломным. Потому что в инструкции формула выглядит так:
Z offset = Измеренное расстояние — Z0 — 0,3.
Но при этом мало понятно, что такое Z0. И только исследование интернета дает намек на то, что Z0 — это положение печатающей головки, как его понимает принтер. И получать его надо не иначе как специальной командой в терминале (т.е. подключая принтер к компьютеру).
К компьютеру я принтер пока принципиально подключать не хотел — мне хватило и мучений по поводу выбора слайсера. Поэтому я убедился, что и при моем подходе получаются приемлемые результаты, исключил Z0 из этого уравнения и успокоился.
Обещанные варианты. Китайский:
Сначала выставить датчик приближения на высоте 2-3 мм над кончиком сопла. А потом по списку:
1) Выполнить Prepare — Auto home
2) Выполнить Prepare — Bed level test
3) Если расстояние от сопла до стола меньше 0,3 мм — порядок
4) Если расстояние от сопла до стола больше 0,3 мм, тогда Control — Motion — Z offset и выставляем на глазок (я пробовал шагами по 0,5)
5) Выполнить Control — Save memory
6) Выполнить Control — Load memory
7) Повторить пп. 2-6 пока не будет достигнута нужная высота сопла над столом
В конце еще рекомендуют сделать Prepare — Auto leveling, но я все поломал, и у меня эта процедура теперь стопроцентно уводит печатающую головку в стол, хотя раньше нормально работала.
Вот видео:
Другой товарищ рекомендует:
1) Выровнять стол классическим методом (при выключенном принтере, подкручивая моторы оси Z, добиваясь прохождения листа бумаги под соплом с едва заметным усилием)
2) Выставить высоту датчика приближения до стола в 2-3 мм
3) Включить принтер и в меню Prepare — Move axis — Move 0,1 mm — Axis Z поднимать печатающий узел, пока не погаснет индикатор датчика приближения, затем опускать, пока индикатор не загорится снова
4) Полученное значение ввести в Control — Motion — Z offset
5) Выполнить Control — Save Memory
Вот видео:
От себя добавлю, что китайцы не просто так советуют делать Save memory, а потом — Load memory. По их мнению Load как раз активирует новые настройки, и я склонен согласиться.
ПЕЧАТЬ
Сразу хочу сказать, что лучше печати, чем после первой калибровки (и до последующих попыток добиться совершенства) у меня не получалось. Кубик вышел хорош практически с первого раза. Смотрите сами:
Можете сказать, что так себе — поверю, потому что не умею. Но это чтобы понимать, что я считаю хорошим и почему думаю, что лучше бы ничего больше и не трогал.
Теперь простых сложностях, о которых почему-то молчат, как будто бы это что-то само собой подразумевающееся.
Процесс печати
Для тех, кто, как и я пропустил первые три серии, рассказываю краткое содержание: нельзя просто так взять и «напечатать что-то» на 3D-принтере.
Во-первых нужна модель. Модель может быть либо готовая, либо мы ее рисуем сами в 3D-редакторе.
Во-вторых, модель должна быть в определенном формате. Насколько я понял, в сообществе принято сохраняться в *.STL.
В третьих, даже готовую модель в STL нельзя отправить на печать. Предварительно ее надо превратить в машинный код, понятный принтеру. Для этого служит отдельная программа (слайсер).
И только после того, как модель будет обработана слайсером, можно печатать. Так что по порядку.
Выбираем 3D-редактор
Редакторов, где нарисовать модель — море. На я за разумное время так и не смог понять, что лучше всего для новичка и уже почти взялся за OpenSCAD.
Хорошо, что тут внезапно выяснилось: простой и довольно удобный с экспортом в STL уже почти встроен в Windows 10. Ищите 3D Builder в меню Пуск и обрящете.
Что там хорошо: объекты по умолчанию ощутимо «пристегиваются» друг к другу — не нужно по миллиметрам выверять, просто вводить размеры, просто двигать, очень просто разрезать (режется по плоскости, на которой моделируется).
Что там плохо: иногда необъяснимым образом возникают артефакты. Необъяснимым это, к примеру, когда сводишь три объекта в один, и внезапно появляется ошибка рендеринга. Но если взять два объекта, свести, а потом свести их с третьим — то все отлично.
Но если быть честным, то после откровений SexyCyborg мне действительно больше по душе онлайновый Tinkercad. Откровения — это то, что ей, якобы самой больше всего нравится Tinkercad.
Что там хорошо: достаточно простое управление, множество форм и объектов — как фиксированных, так и настраиваемых, стандартных и от сообщества, экспорт куда угодно, импорт и т.п.
Что там плохо: я пока путаюсь в шкалах, когда они накладываются, не всегда очевидны функции (прямой числовой ввод размеров, поворот на произвольный угол).
Наконец, есть сервисы, которые чисто теоретически позволяют получить 3D-модель из серии фото и даже (даже!!!) по обычному двумерному изображению в единственном экземпляре.
К первым относится Autodesk 123D Catch. Здесь нужно сделать порядка 40 фото объекта: двадцать в горизонтальной плоскости и еще столько же — сверху. Можно больше, можно чуть меньше.
Если будете пробовать и при первом запуске получите сообщение, что программа работает в офлайне (а в офлайне она фактически не работает, потому что вся обработка на сервере Autodesk), то создаете пустой проект, а потом входите в свой эккаунт Autodesk — там будет кнопочка справа вверху. Перезапускаете софт — и вперед.
Впрочем, мне это не помогло. То есть, в онлайн программа перешла, фото на сервер загрузила, а модель скачать не смогла. На этом месте я эксперименты прекратил и приступил к испытаниям второго варианта.
Именно — Smoothie-3D. Тут еще круче: нужно только обвести контур по фото, и потом настроить параметры объема. Причем все это мышкой. Примерно так это видят авторы софта:
Но и здесь у меня особо не сложилось. Тем не менее, ссылочку оставлю — пусть будет.
Готовые модели
Если не хочется рисовать свои изделия — добро пожаловать в Thingiverse. Здесь можно найти буквально все — начиная с палочек для мыльных пузырей и заканчивая теми же 3D-принтерами.
Выбираем слайсер
Слайсеров, как и 3D-редакторов много. Но в основном на слуху три штуки:
Тут ситуация была как с покупкой принтера. Я понял, что если начну выбирать, то закончу как тот баран перед новыми воротами.
Поэтому взял первый попавшийся: Slic3r, которым и пользуюсь. Работает просто: импортируем модель, потом нажимаем кнопку Export G-code Полученный файл скармливаем принтеру через компьютер или microSD-карту.
И не забываем, что в Slic3r по умолчанию отключена печать поддержек. Поэтому если у вас модель с нависающими деталями, рекомендую зайти на вкладку Print Settings и проставить галочку на пункте Generate Support Material.
Что касается тонких настроек — здесь я пока пас. Печатал два раза с разными настройками и оба раза оказался чрезвычайно огорчен результатом. Во-первых, поддержку проблематично выламывать. Во-вторых, от поддержки остаются следы, которые придется убирать абразивом.
Выбираем хост для печати
Если я правильно понимаю, то печать на моем (и аналогичных) принтере может осуществляться двумя способами:
1) Напрямую с microSD-карты
2) Через компьютер с помощью специального ПО
По первому пункту вопросов нет. По второму у меня тоже вопросов нет — я им не пользуюсь. Но если верить интернету, то обычный кандидат на эту роль — Repetier-Host.
Вставляем пластик
Во-первых, еще раз огромное спасибо kirich за описание процесса вставки пластика. Напоминаю его инструкцию:
От себя добавлю: перед вставкой пластика идем в меню Prepare — Preheat PLA — Preheat PLA1, если печатаем PLA (аналогично для ABS). После дожидаемся разогрева сопла и вставляем пластик по инструкции выше.
Механика процесса: просто так твердый пластик в сопло не протолкнешь. Поэтому разогреваем сопло, а затем — вставляем пластик до момента, пока он из этого самого сопла не покажется.
Для замены пластика также следует разогреть сопло до температуры плавления пластика, потом, нажимая «педаль», вытянуть старый пластик и вставить новый, протолкнув его до полного вытеснения старого из сопла (чтобы не смешивать цвета).
Выбираем поверхность для печати
Если честно, я был шокирован, когда понял, что мало кто печатает прямо на столе принтера — вот так, на чистом столе.
Подложка у всех — обязательная штука. Выбор ее — самая настоящая религия. Слов нет, что я испытал, читая о «капнул темного пива», «наклеил каптоновый скотч», «намазал клеевым карандашом», «нанес ПВА тонким слоем», «побрызгал лаком для волос», «сварил карамель». Короче, душа моя довольно нежная штука, поэтому пошел самым простым путем.
То есть — купил за безумные деньги у местных продавцов легендарный 3M Scotch Blue 2090. Прежде всего потому, что на столе китайцы уже наклеили что-то похожее, и потому, что понял: если буду печатать на голом столе, очень быстро покрою его кучей царапин от постоянного подковыривания изделий.
Сами понимаете: про другие покрытия и экзотику мне сказать нечего, но к упомянутой ленте претензий не имею. Изделие хорошо держится на ней во время печати и относительно легко снимается — после.
Немного по поводу стола. Во-первых, я специально выбирал большой, ну просто потому что подумал, чем больше, тем лучше. Во-вторых, на большой стол необязательно большую штуку класть, можно несколько поменьше — и тогда все отпечатается за один раз.
Например, вот так:
В принципе, большой стол себя оправдал, но то ли из-за неравномерного нагрева, то ли из-за того, что скотч наклеен не совсем по всей площади, на краю детали могут отлипать от поверхности. Вот с таким результатом:
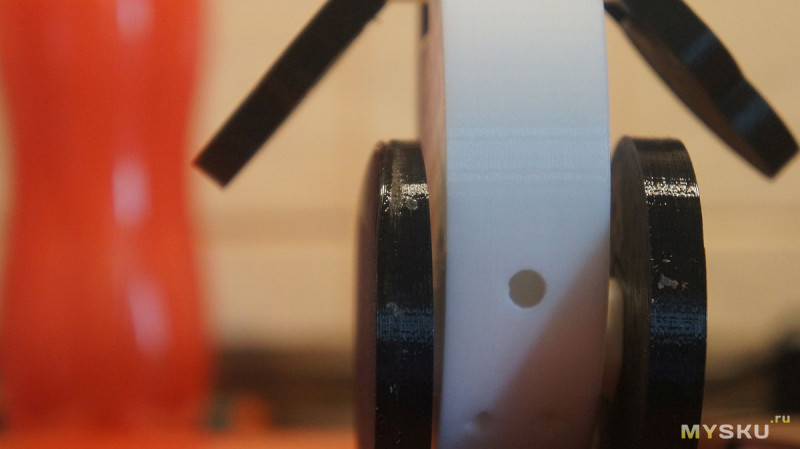
Или, если не с таким, то просто нарушается геометрия (колесо повело):
А теперь — слайды
Первое, разумеется, что надо показать — стандартная модель для теста печати и выравнивания стола. Она уже была на карте памяти в комплекте принтера, и вы ее видели выше, как эталон качества.
Модель была сразу в машинном формате (gcode), поэтому параметры рендеринга сказать не могу.
Тем не менее, хочу отметить, что принтер, несмотря на начальный уровень и мои кривые руки, неплохо (на мой взгляд) справляется с печатью даже небольших деталей. К примеру, ступица для катапульты пропеллеров:
Разрешение 0,3 мм:
Что еще я успел? Для начала — держатель для щетки Oral B:
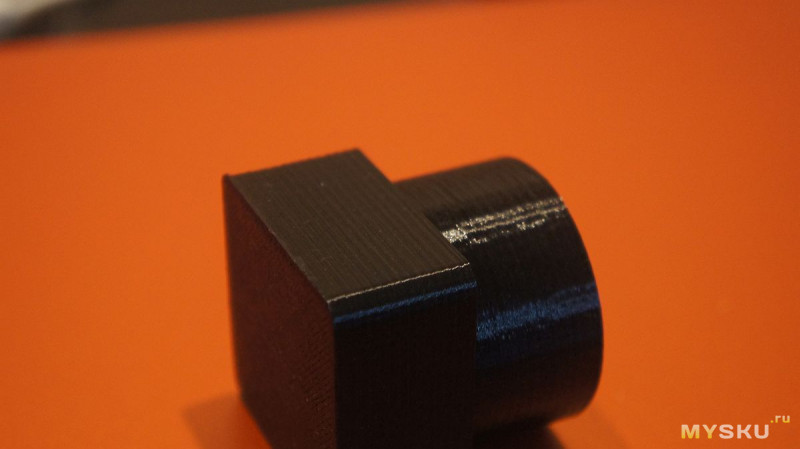
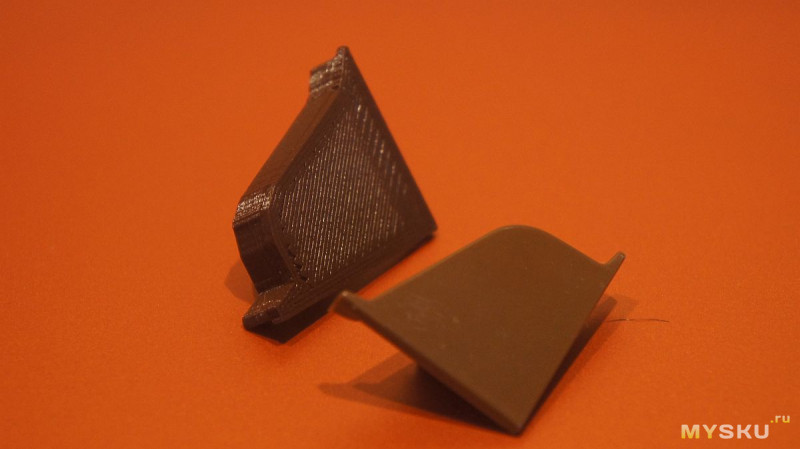
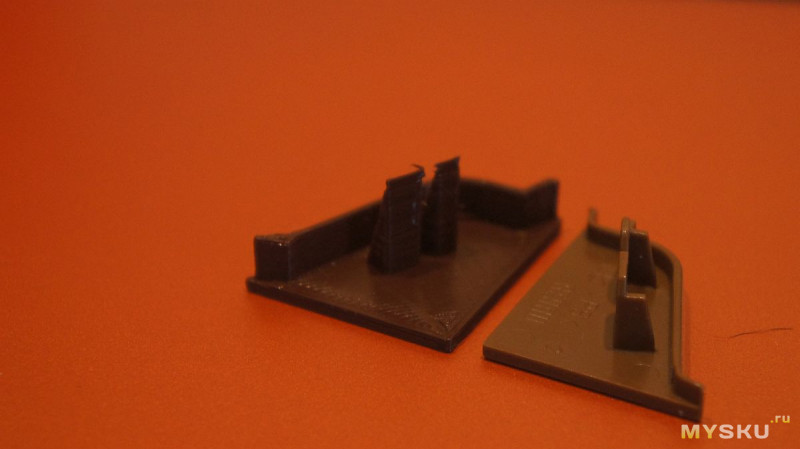
И, наконец, пару довольно полезных штук. Первое — это заглушка плинтуса рабочего стола кухни. С этими штуками вечно беда, потому что я не умею определять модель плинтуса и, соответственно, комплектующих.
К тому же, как мы все знаем, кухонные комплектующие такого рода не очень просто купить в розницу и, тем более, вообще поштучно. Поэтому взял оставшуюся заглушку, кое-как перерисовал ее в упомянутом выше Tinkercad и вот.
Было:
Стало:
С оригиналом:
Конечно, соглашусь, что оригинал многажды лучше. Но если выбирать между дыркой и вот таким украшением, то я за него. Кстати, бортики такие большие не потому, что я ошибся в размерах. Наоборот — чтобы лучше держалась.
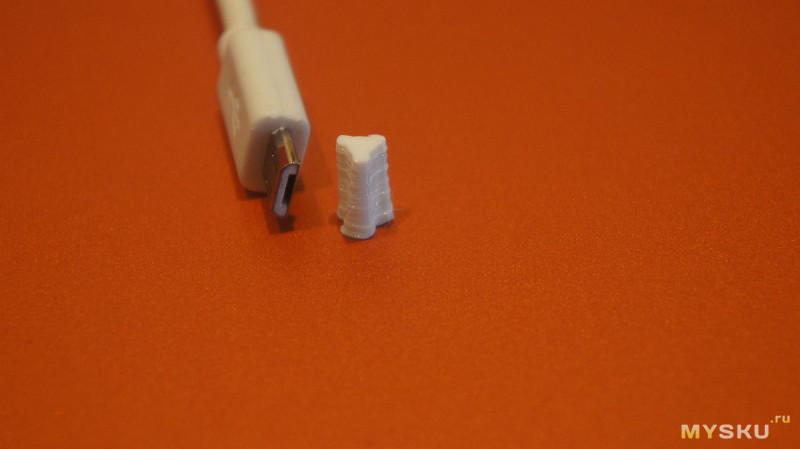
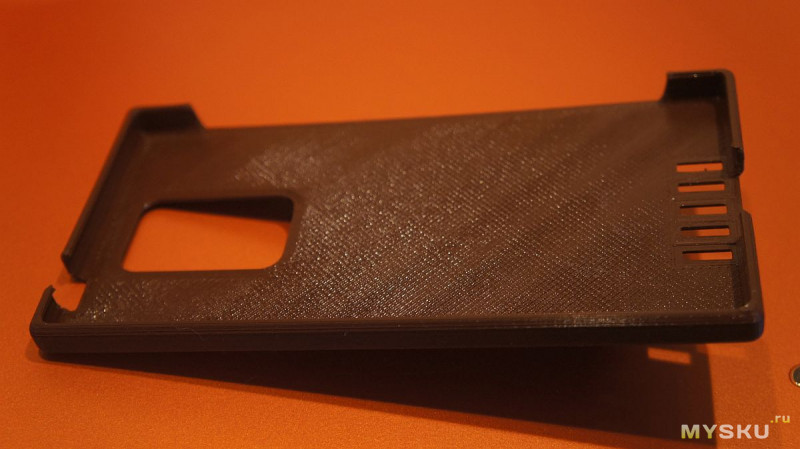
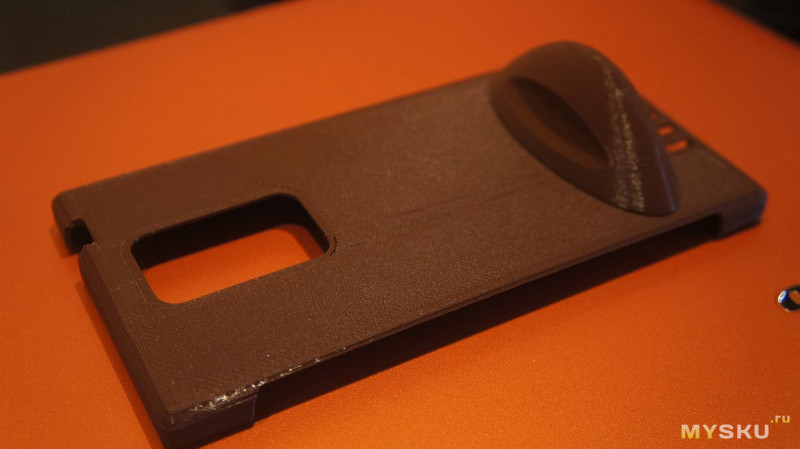
Еще одно изделие — фоточехол для моего смартфона Oukitel U8. Суть в том, что при съемке телефон, мягко говоря, неудобно держать одной рукой. А ронять, сами понимаете, жалко. Поэтому в голову пришла светлая (как мне показалось) мысль: сделать чехол с «грипом», т.е. захватом, как у обычных цифровых камер.
Получилась вот такая штука:
Чехол состоит из двух частей: собственно, чехла и захвата, которые я склеил вместе. Возможно, позже сделаю разъемную конструкцию, чтобы можно было пользоваться и как обычным чехлом, и как фоточехлом.
Модель можно скачать здесь (чехол, печатать в масштабе 101% в Slic3r) и здесь (ручка, печатать как есть).
Из готовых моделей печатал пока крючки всякие и совершенно прекрасного пингвина:
Теперь печальная история. Так как меня постоянно что-то не устраивало в выравнивании стола, то я пытался сделать это получше. Не устраивало например то, что получался разный слой на разных частях стола, и я никак не мог это выровнять винтами.
То есть, такое ощущение, что то ли у меня руки не из того места растут, то ли деформирована сама пластина стола.
По этой причине я многократно выполнял выравнивание и автовыравнивание и в итоге довыравнивался до того, что при процедуре автовыравнивания печатающая головка уходит прямо в стол. При этом датчик приближения работает без проблем.
Победить я эту проблему не смог никак. Поэтому пока что выровнял стол опять на глазок, с листом бумаги. А в софте слайсера команду автовыравнивания убрал.
Печатаю так, как будто бы этого автовыравнивания и нет.
Впрочем, если подводить итог, то могу сказать, что как и сифон SodaStream (который собирать, впрочем, не надо), 3D-принтер — исключительная игрушка.
Что касается конкретной этой модели, то она меня поразила работоспособностью несмотря ни на традиционно китайское происхождение, ни на мою абсолютную неосведомленность как в сборке, так и в эксплуатации 3D-принтеров.
Минусы, конечно, есть. К примеру, мне не очень понравилось, как отпечатаны каретки оси Z (но они работоспособны), не понравилось, что текстолит панели подогрева деформировался при монтаже (такое ощущение, что отверстия высверлены неправильно), не понравилось, что даже при наличии «автовыравнивания» калибровка принтера довольно муторный процесс.
И, разумеется, крайне не понравилось, что в конечном итоге процедура автовыравнивания прекратила работать. А с учетом того, что я сейчас печатаю без нее вообще, то не так уж она, наверное, и нужна.
Но эта штука реально работает и печатает. Так что я скорее доволен, чем нет.
ps. В комментариях, как обычно, делимся ссылками на более интересные варианты принтеров, любопытные модели и рассказываем мне, что я все сделал не так.
Планирую купить+80Добавить в избранноеОбзор понравился+153
+251
Со сборкой — нет. Особенно, если под руками есть комплект отверток с шестигранниками, потому что комплектными ключиками замучаешься крутить.
А вот с выравниванием я, если честно, замучился. И думаю, что если опыта нет — кто угодно замучается. Но тут как: чем дешевле принтер, тем больше хлопот.
У меня просто аллергия на эти ключи. Постоянно из рук выпадают, крутить каждый раз мучение — предпочитаю отвертку, если можно подобраться. Здесь — можно.
Спасибо! Хоть далёк эт этой темы — читать было интересно!
Плюс за старания и за ровные руки!
Я ещё не знаю зачем мне этот принтер, но ужасно его захотел…
Возможно, автовыравнивание у вас перестало работать из-за скотча. Насколько я понял сенсор реагирует на металл, и абсолютно ничего не знает про скотч сверху.
Позволю себе еще раз рекомендовать клеевой карандаш, лучше брендовый.
Я печатаю на этом:
Даже если слой клея толстый, пластик как бы вплавляется в клей и держится очень крепко. Потом капнуть водички, совсем чуть-чуть, подождать, и спокойно снять.
Пробовал карандаш Tesa, не пошел, клей быстро высыхает и держит не очень.
Дело точно не в скотче. Его, во-первых, датчик пробивает. Во-вторых, выравнивание до какого-то момента работало и со скочтем, да и сейчас нет-нет, да и сработает. А, в третьих, процедура возврата на исходное положение по всем осям (Auto home) работает нормально.
Да и вообще я, если честно, не понял, в чем вообще суть этого автовыравнивания. Такое ощущение, что просто механический выключатель (более точный, кстати) заменили на индукционный датчик.
Смысл автовыравнивания в том, чтобы по большому количеству точек усреднить наклон и возможную неровность стола и при печати вносить небольшие поправки на этот наклон(ы) и неровности. Совершенно не заменяет начальную калибровку принтера, это скорее чтобы убрать искажения изначальной калибровки, которые возникли со временем от вибрации.
Суть простая, двигаем печатающую головку, пока она не сработает датчик касания. Датчик может быть механическим, оптическим, индукционным.
Вот этого эффекта я почему-то не заметил ( То есть получается, что для него нужна хорошая геометрия самого каркаса принтера плюс как можно более точное изначальное выравнивание. Но при таком раскладе, повторюсь, автовыравнивание уже не кажется суперполезным.
Я, если честно, надеялся, что это вообще автонастройка без мучений с протягиванием листа бумаги. И эта надежда на лучшее затмила все — даже то, что я представлял себе примерно точность применяемого датчика (точнее его неточность).
Лучше всего, конечно, металлический каркас, он меньше «играет» и дольше держит калибровку. Точность геометрии каркаса превыше всего.
Для первого раза очень крутая печать, я впечатлен!
При сносном изначальном выравнивании работу автовыравнивания сложно заметить. Увидеть ее можно только по слабому движению валов оси Z, при перемещении головки в плоскости XY в пределах одного и того же слоя. Теперь, судя по всему, поздно экспериментировать…
Теперь остается только добавлять жесткости принтеру, чтобы реже калибровать стол. Моделек по этой теме полно, для вашего принтера точно найдутся готовые варианты.
Получил удовольствие от прочтения вашей статьи! Для себя открыл несколько новых вещей. Спасибо!
Смутила меня скорость печати на видео про «широту стола». Это 10мм/с? Такая скорость выбрана только для съемки? Думаю, ваш принтер может до 40мм/с выдать без потери качества.
Это настройки принтера/слайсера по умолчанию, я их не трогал и не измерял. Но судя по тому, как его трясет при печати, скажем, шестеренок, даже на такой скорости, выше я бы не стал пробовать.
Хотя теперь попробую на всякий случай. Спасибо, что заметили (я еще долго много чего не буду понимать).
По началу тоже пугался тряски, но потом привык)) Свой разгонял до 90мм/с на крупных моделях, но при этом экструдер лажал периодически, не успевал продавливать даже перегретый пластик. Крепеж
Закрепи принтер жестко и забудешь про эти опасения ;)
У этого автора есть еще усовершенствования для вас
Спасибо! Думаю, что крепления к «фундаменту» точно отпечатаю. И заодно, наверное, новые кронштейны для оси Y.
Хотя пока больше размышляю о том, что я успел натворить с соплом/экструдером/валами за все те разы, что печатающий узел впечатывался до упора (и дальше в стол). Но кривизну валов я все равно проверить не смогу, а пластик из сопла пока течет, значит можно подождать с заказом запчастей.
Ну сопла, запасные нагревательный блок, нагреватель, термисторы и термобарьер я вам советую приобрести заранее. Первое сопло я убил довольно быстро, засорилось на 15й модели примерно, а при прочистке сломал в нем сверлышко (никто не застрахован). Если бы не заказывал параллельно с принтером набор сопел разных диаметров, то долго сидел бы скучая. А остальное из названного, на мой взгляд, то, что имеет наибольшую вероятность выхода из строя.
Валы в таком случае только по X пострадать могли, но не думаю, что их сильно согнуло, все-таки стол подпружинен.
Да не может там валы согнуть! Там пластиковые 3d-печатные каретки по ним ездят. Раньше сами каретки разорвёт да и ремни скушает, чем согнёт стальные валы…
Кстати, по поводу карандаша. Я остановился на скотче еще и потому, что уяснил — с моими руками пройтись соплом прямо по столу, словно гравером — как нечего делать. Так что скотч еще и стол немного защищает.
По хорошему, поверхность стола — это расходник. У меня обычное зеркало, сверху каптоновый скотч, чтобы защитить стекло от перегрева и деформации. Поэтому липнет к нему очень плохо. А с карандашом, все замечательно! И, да, синий скотч, ну очень дорогой.
Найду подходящее зеркало, соберусь с мужеством (снова выравнивать), попробую — особенно любопытно, как датчик будет реагировать на подложку (если вообще будет).
Индукционный датчик будет мерять расстояние до металлизированной поверхности, а не до поверхности стекла. Я печатаю на зеркале просто потому, что оно было в комплекте :)
Это как в анекдоте «Один разбил, другой потерял»? :) Кстати, вот что-то более-менее подходящее в местном, так сказать, хозмаге. Двумя сантиметрами по периметру я готов пожертвовать.
Да, на моей плате разъем для него. И, если я правильно понял из китайского видео, то это тот же разъем, куда у обычной версии этого принтера с такой же платой подключается концевой выключатель оси Z. Но так как я новичок — могу и ошибаться.
А насколько прочными получаются детали?
Если, например, напечатать пластину шириной 20 мм длиной 40 мм и толщиной 1 мм — насколько сложно ее сломать или согнуть?
Я печатаю PLA-пластиком. Деталь с такими характеристиками достаточно легко сломается (по моим ощущениям пластичность невысокая). Вот при толщине около 4-5 мм придется постараться.
Чуть не забыл (вспомнил, прочитав комментарий ниже): у меня печать максимум с 20% заполнением. Возможно, это сказывается на прочности.
тоже хочу принтер для домашних поделок, но столько информации боюсь не смогу переварить, придется около месяца соображать, от сборки до начала печати, плюсом освоить программу 3дэ проектрирования)
Это нормально. У меня принтер пол года, я только начал в аспектах прошивки понимать. Нет прошить под свой могу, там моторы перенастроить, но скажем за калибровку пидов пока не берусь. Еще перехожу на 2 экструдера, так же пока не разбирался как отклонения головок указывать. Ну и т.д. со временем разберитесь
По поводу стола. Скиньте настройки в дефолт, сохраните и загрузите. Вообще юзать мемори не советую. Добавьте в стартовый код в слайсер команды автолевелинга. Потом перейдите со слика на куру. Она приятнее. Потом косяк — акрил. Долгая печать абс в закрытой камере для вас табу. Ах еще! Стол калибровать на теплом столе. Т.е. вывели на рабочую температуру через preheat pla bed и калибруйте. Оффсет не трогайте, датчик поднимайте или опускайте. Печать пойдет на ура если печатать на голом столе обезжиренное. Но самый кайф печать на пва. Можно на простом, но лучше на пвп основе. Деталь отрывать после остывания. После печати дать остыть хотэнду обязательно!
Еще советую прошивке обновить. Марлин уже 1.1 рс7. Сам вчера обновился. И кста купите датчик уровня 8 мм а не 4 и печатайте на зеркале, стол реально кривой у всех. А с подогревом и подавно. И линейные подшипники скорее всего с люфтом, и не рсключу дикий люфт.
И еще очень советую при печати PLA обдув. парочку турбинных вентиляторов с двух сторон. При чем постараться или смодедлить или найти обдувы полукругом, что бы больше площадь обдува была. Вообще красота будет. вплоть до 80 градусов без поддержек можно будет печатать, правда при условии что площадь печати все таки будет позволять полностью остыть слою.
Ступица на фото выше именно из-за отсутствия обдува такая получилась- при печати мелких деталей предыдущий слой не успевает остывать. Очень неплохие вентиляторы размера 5015, «улитки»- стоят недорого, относительно мощные и работают тихо.
Посмотрел на вентилятор — так, собственно говоря, на этом принтере, по-моему, такой и стоит. Я проверю настройки слайсера и прислушаюсь во время печати — может быть, он просто не включался. Хотя еще мне казалось, что такие дефекты печати могут быть и по причине нестабильности конструкции.
Да, пригляделся на странице продавца- действительно есть вентилятор. А насчет дефектов механики- остальные детали с большой площадью слоев ведь хорошо получились. Просто у меня абсолютно такая же картина была, как мелочь начал печатать. Больше недели с принтером бодался, пока не дошло, что с охлаждением проблемы.
Я по порядку буду рассказывать и задавать вопросы, хорошо?
Про память
А почему собственная память — не лучший вариант? Из-за расхода ресурса EEPROM и были прецеденты?
Про слайсер и автовыравнивание
Обязательно попробую Cura. Немного приду в себя после установки KISSlicer (только установил, посмотрел, и сразу закрыл — там после Slic3r ад какой-то на мой вкус).
Команду автовыравнивания в слайсер я уже, наверное, никогда не поставлю. Дело в том, что я его как-то поломал. Теперь у меня принтер при автовыравнивании уводит голову в стол до упора (если не успею выключить). До упора — это не «коснулся и остановился», а «коснулся и продолжил давить, пока не выключишь». Почему так произошло и как исправить — не имею ни малейшего понятия.
При этом, повторюсь, датчик приближения работает. Проверял так: вывел голову заведомо и гораздо выше уровня стола, запустил автовыравнивание и подложил под датчик металлическую пластинку. В этом случае (когда голова заметно выше стола, то есть на 3-4 см) принтер, как и положено при выравнивании, проходится по всем девяти точкам (я последовательно двигал за ним металлическую пластинку).
А вот если потом выровнять головку по столу вручную и включить автовыравнивание — опять уводит голову в стол до упора. Сброс на заводские (Failsafe в меню) настройки не помогает.
Что еще сбивает с толку — как-то раз уже после поломки автовыравнивание из меню принтера прошло нормально. Но как только я запустил печать с предварительным (в G-кодах слайсера) автовыравниванием, опять то же самое — голова в стол до упора.
Про акрил
У меня все гораздо хуже (ветераны 3D-печати, и те плакать будут, если увидят): единственное место для принтера на балконе, а так как дома довольно душно, то окна открыты всегда. Представьте себе температурный режим во время печати.
Про стол
Спасибо за совет! Я уже заметил, что при автовыравнивании на холодном столе и на горячем в конце принтер показывает разные коэффициенты по оси Z (я так понимаю, что в конце выравнивания он показывает средний Z offset). Прогревать стол перед калибровкой пока не догадался, хотя так просто.
Про прошивку
Я чуть позже обновлюсь. Собственно, и так огорчился, что убил автовыравнивание, когда еще не успел толком поиграться с принтером. А если я его вообще добью и буду месяц ждать новую плату — это вообще тоска смертная.
Про люфт и зеркало
Со стеклом/зеркалом я пока повременю. Пока есть шанс, что головка уйдет в стол, такие материалы не подходят — расколет на раз два.
С люфтом все вообще плохо. Хотя я и пытался максимально ровно выставить расстояние от Z-кареток до наиболее очевидной точки (верхней пластины сборки Z-мотора), при движении на большие дистанции явно слышен скрип. Какая из кареток перекошена — понять просто не могу. Источник вибрации и скрипа на конструкции такого размера локализовать не получается. По строительному уровню все вроде бы в порядке (кладу на подшипники экструдера), но уровень этот не слишком точный.
Теоретически для начала я бы смазал, но не знаю чем. В интернетах рассказывают про какую-то мифическую смазку RGT, которую нигде не достать. Умом понимаю, что, наверное, стоит перепечатать каретки и, наверное, заменить линейные подшипники на подшипники скольжения (тоже какая-то мифическая вещь, но где-то читал о таком апгрейде), но я еще не до конца пришел в себя после сборки этой фиговины, чтобы что-то трогать.
Про память
Конструкция Вашего принтера подразумевает шаткость, вялкость и вообще не опредленность, так что нет смысла иметь автоуровень и не пользоваться им постоянно. Т.е. скажем сегодня прогнав автолевелинг, завтра не двигая принтер можно получить плачевные результаты печати. Таков он акрил, таковы они китайские валы и китайские линейные направляющие. А тка перед каждой печатью вы получаете уверенность хоть какую-то. При чем автоуровень надо делать на нагретом столе!
А вот если потом выровнять головку по столу вручную и включить автовыравнивание — опять уводит голову в стол до упора. Сброс на заводские (Failsafe в меню) настройки не помогает.
Когда уводит в пол индикатор на датчике индуктивности загорается? На всех датчиках есть индикатор работы. У вас он включается при автолевелинге? И сделайте офсет по оси Z в ноль. Т.е. все что вы там навычисляли сделайте 0, потом сохраните, загрузите и сделайте автоуровань. После этого сохраните и загрузите еще раз.
Кура — самое то. Она лучше слика, но в то же вермя простая как 3 копейки. Очень советую. На первые пары она самое то.
ПОтом… потом советую сразу переходить на 32битную плату управления и что-то посерьезнее. Ни чего не меняя при качесвтенной кинематике получаем X2 качество )
Сквозняки… ПОка принтак на моем столе стоит. Если он печатает и я сажусь, то включаю вентилятор в 2 метрах от меня. Он дует на меня и на принтер. Т.к. печатаю PLA, то это даже хорошо. С ABS такое не прокатит. Советую найти коробку большую и накрывать оставив окошко для контроля печати. дешево и работает. Ни сквозняки, ни чего не страшно. ПРинтер сам нагреет возду внутри и все будет шоколад. Только зимой долго грется будет если балкон не теплый.
Про прошивку
Плата убивается только кз или перегрузкой. ПРошивать можете хоть как. Там по факту Arduino Mega с загрузчиком. Можете даже во время прошивки вытянуть кабель. Прошьете потом повторно. Загрузчик жив всегда. Единсвтенное надо конфиги под ваши двигателя, драйвера и т.д… Но я думаю уж на что на что а на ваш конфигов жопой жуй. Попросите у китайца сырую прошивку от вашего принетра. Возьмете новую версию и просто подставите параметры из своей прошивки. Т.е. те же пиды, теже настройки двигателя, версии платы и т.д. Муторно, но потом будете делать это быстро. Я уже 2-й раз прошиваюсь. Хотя нам прошивку парни с группы моего принетра корректируют, я только автолевелинг и свои параметры стола и хотэнда вношу.
Про люфт и зеркало
Разбересь с автолевелингом и проблем не будет. Кста на зеркло надо 8мм датчик, а у вас 4 мм. Но 8 мм работает более или менее только от 12В, я своему из-за этого голову свернул, жду новый. Пока также печатаю на голом столе. Могу подсобить идею как сделать так что бы даже если не сработает концевик стола, то стол просто повиснет на сопле, а винты будут просто крутится.
Уровни моторов надо штангельциркулем от поверхности мотора измерять. Все валы и резьбы смазать силиконовой смазкой. На крайняк смазкой для ШРУС. Я вообще намазал графитной смазкой ) Пока притирается/полируется, портом смою спиртом и смажу шрусом. Уже легче будет, часть вибраций уйдет. Кста! Вам просто показан анти Z вублинг! Я думаю на ваш принт не проблема его найти. Там как раз и появится степеть свободы которая не даст двигалям крутить ось ниже стола. Типа такая вариация www.thingiverse.com/make:80387
По уровню ни чего там выставлять не надо совсем. Только моторы оси Z по штангельциркулю. Все.
Когда уводит в пол индикатор на датчике индуктивности загорается? На всех датчиках есть индикатор работы. У вас он включается при автолевелинге?
Загорается, конечно. И горит до победного. Попробую по вашему совету, надеюсь поможет привести в чувство. Вечером расскажу, что получилось.
Кстати, а как определяется рабочая дистанция датчика? Я сейчас посмотрел фото, на моем явно написано 8 мм.
Идея с неприкосновенным столом, конечно, интересна. Но здесь надо исходить из того, что я бы и антивоблер сделал бы, если бы не одно но: в нем есть пружины, которые я вообще не понимаю, где брать. То есть, если в конструкции есть что-то, кроме того, что можно купить, скажем, в Leroy Merlin, и что требует механической обработки (болгарка там, дрель еще что-то) то я пас.
Напряжением. Есть такие где винт регулировочные, есть такие что напряжением (чем выше, тем больше дистанция), есть такие где стоит стабилитрон на входе и ему все равно какое напряжение расстояние одно и тоже.
Можете провести эксперимент. В стоке на каком расстоянии срабатывает? Отключите от принтера датчик и подайте 12В, на каком в этом случае? (скорее всего на 1мм выше будет от 5В показаний). В зависимости от этого и узнаем какой у вас датчик.
Есть антивоблеры без пружин. Я привел лишь пример.Там такая схема
Кста опус на тему моего принтера ) 3dtoday.ru/blogs/vasyna/my-3d-printer/
Механическая обработка как владельцу 3Д принтера обязательна! Вам кровь из носу прийдется купить гравер. Иначе вы устанете убирать поддержки и финишно обрабатывать детали.
Гравером я попробовал. Не с моими руками. Если молчать о том, что я так и не понял, как на него ставить насадки с наждаком (цилиндры полые), то абсолютно непонятно, как обрабатывать, сохраняя геометрию детали. Пластик мягкий — чуть дернулся, и уже выемка вместо прямой.
Т.е. это еще и гравер надо ставить на базу с ЧПУ и осваивать новый станок.
В комплекте с гравером должна быть насадка с резиновым цилиндром. Наждачный цилиндр надевается на резиновый и резиновый винтом с торца чуть сплющивается — расширяясь с боков
В общем, не сложилось с автовыравниванием. Даже если я ставлю настройки по умолчанию (в них уже забит offset 0,5, который уменьшить нельзя), принтер может пройти автовыравнивание, а может и не пройти. Закономерность не выяснил.
Но даже если пройдет, то все равно уже стопроцентно уходит головой в стол при автовыравнивании во время печати файла, где в слайсере добавлена команда автовыравнивания.
Датчик покрутил немного (без включения отдельно). Получается что-то около 6 мм, по-моему.
Надо пробовать перепрошить принтер. У меня пару раз было, что Melzi клинило и принтер уходил за механические пределы. Кстати, если включить режим Move на любой оси по 0,1 мм и долго давить кнопку перемещения, то у меня плата перезагружается. Учитывая, что плату я уже 1 раз менял (обе Melzi v3.0) и на обеих такая фигня, то, видимо, это либо аппаратный глюк платы, либо прошивки. Можете проверить, есть ли у вас такой момент? Его обычно ловлю на перемещении вертикальной оси или экструдера. Обхожу его просто останавливаясь каждые 5-10 мм на секунду. При перемещении осей X и Y такого не наблюдал.
Я уже и правда задумался о перепрошивке. Но, повторюсь, сначала хотя бы месяц поиграю, чтобы не так обидно было его убить и потом месяц запчасти ждать.
По поводу перезагрузки при длительном перемещении по оси Z — да, есть. Более того, у меня плата может еще и зависнуть в процессе (встречал при движении по 1 мм). По XY тоже не встречал, но по XY я его далеко и не двигаю.
Еще была проблема — как-то раз сопло перестало нагреваться до нужного предела. Т.е., скажем, стоит 205 градусов. Нагревается до 204, а потом вниз до 198. И так до бесконечности. При этом я мог спокойно выставить 205 в Preheat PLA и принтер грелся до этой температуры без проблем.
Пришлось сбросить на настройки по умолчанию (Failsafe). Сразу после этого заметил, что если после покупки в Control — Motion — Z offset было 0, то после стало 0,5 и меньше сделать нельзя никак (по крайней мере, средствами принтера).
Привет! Пришёл 2 недели назад принтер. проблема аналогичная — только по оси Z при move x1- перезагружается. Но присутствует ещё один глюк передвижения 1 мм — поcле автолевла при move x1 по оси Z может возникнуть следующее: или по оси X рванёт и остановится ( с зависанием панели) или по оси Z улетит в стол. При этом всё это просиходит на таких скоростях, что не успеваешь выключить принтер. Разок так упёрлось в стол, что думал — хана.
Привет! А прошивка, кстати, какая — v1.9 или какая-то другая? На этой у меня иногда и другие чудеса появляются. Как-то раз действительно очень шустро уехал головой, но по оси X. Другой раз после включения стал двигаться как будто бы на порядок медленнее, чем обычно.
Как правило, помогает выключить/включить (причем не перезагрузка, а именно — выключить, подождать и включить). Иногда, когда вообще ничего не помогает — сбрасываю в настройки по умолчанию из меню принтера. Правда после этого снова приходится выставлять уровень Z offset.
И еще странная штука. Такое ощущение, что у него постоянно меняется собственное логическое положение относительно стола. Например, начнешь печатать: слишком высоко. Останавливаешь печать, запускаешь снова (без выключения, перезагрузки и прочего — только лишнее пинцетом из под сопла вынуть), уже лучше. А если при этом отключить из меню моторы, и потом снова начать печать, то здесь уже он стопроцентно опускается слишком низко.
И это при том, что никакие настройки высоты вообще не трогаю. Загадочная прошивка.
я правильно понимаю, что если на стекло на углы (контрольные точки промеров высоты датчиком (другие точки и смысла на стекле мерить нет)) наклеить металлическую фальгу/ металлическую краску, то датчик будет показывать от уровня стекла? Область печати сократится на величину этих углов, но вряд ли эти 5 мм сыграют роль.
Подскажите, датчик просто показывает срабатывание на 4 мм или ближе 4х мм показывает ещё более точные значения?
только граница. т.е. есть или нет. расстояние он не измеряет.
и если исключить тот факт что все оси у принтера все равно гуляют, то да. 4мм датчик и что-то металлическое с как можно тонким слоем, либо корректировка на этот уровень высоты и да. можно и 4 точки. но 9 лучше. ибо все равно полированных валов в принтере даже за 40-50 тысяч вы не увидите.
Попробовал Cura. Только время зря потерял. Скачал 2.1.3. И понял, что:
1) На моем компьютере по сравнению с Slic3r это просто нереальный тормоз
2) Не нашел, где указать размеры стола (и, судя по интернету, не только я)
3) Неудобное после Sliс3r управление — неудобно что модель крутить, что стол.
4) Неочевидная настройка параметров печати. Хотя видно, что хотели как лучше.
5) Самое главное: слайсер живет в какой-то своей системе координат, поскольку при одних исходных с Slic3r, при печати файла из Cura принтер печатает примерно в полусантиметре от стола.
Я понимаю, что одно настраивается, к другому привыкаешь и т.п. Но вообще-то, когда софт сразу запускается и работает (как Slic3r), это как-то больше располагает.
Момент. По идее, стол настраивается в Repetier Host и слайсеры уже в нём переключаются для непосредственно слайсинга, а модель крутить и по столу двигать надо именно в Репетир, или я что-то не понимаю?
А при чем тут репитерхост? Я вообще печатаю с карты памяти. Репитер хост это просто надстройка на тем же сликом или крой. Скапжем кура сама может печатать, а слик нет.
И все настраивается сначала в слайсере.ю Единсвытенное репирое после настройки в себе может передать эти параметры слайсеру.
Я вообще считаю репирехост каким-то нагроможденным умном. Толку от него нет, слайсерит не он совсем, что-то такого чего не может кура он не может, следаотельно зачем он?
Мне казалось, что Repetier-host — это некая прослойка между компьютером и принтером, чтобы печатать с компьютера. А так как я печатаю с карты памяти, то все, что мне нужно — это получить машинный код для принтера, для чего, опять же, как я понимаю, и служат слайсеры.
Скачайте 15-ю версию. Там все как 2 пальца обоссать )
И не тормозит, работает не хуже слика, управление удобное, почти такое же.
А вот 5 — скорее всего вы не настроили что-то. Т.е. скажем в слике у вас стоят оффсеты в 0, а тут оффсеты сдвинуты по каким-то осям на 5мм по дефолту, т.к. вы выбрали какой-то принетр с предустановками. Вот и все. Я пользуюсь последнй 15 версией.
Слик так же сразу не работает. Надо ввести параметры принтера, стол, температуры, оффсеты, сопло, вентиялтора, нить и прочее и прочее и прочее. И только после эого печатать. Так же надо настроить скажем скорости, слои, поддерджки, бримы и еще много чего. Это делается в каждом. Т.е. скажем от дефолта в куре я выставил — размеры стола, сопло, нить, скорость, периметры и вентилятор. А ну еще под боуден сделал текучесть 96 не 100 и под него же ретракт настроил. Все. Остальное уже автоуровень и мои личные свистелки и хотелки.
Ок, может быть, попробую 15. Но вот эта путаница убивает — две разные версии, из которых надо выбирать. А что до Cura, конечно я выбирал принтер — он в начале буквально заставляет это сделать. И конечно я выбрал Prusa i3, клоном которого, насколько я понимаю, мой агрегат и является.
Справедливости ради, я же не просто так говорю. Вот смотрите: ставлю два слайсера, оба заставляют пройти через мастер начальных настроек. Но один сразу (правда, сразу, больше ничего не менял) позволяет печатать, а другой продолжает выносить мозг.
Я сам только сейчас поставил… путаю шо трындец.Подожду эволюцию. Хотя мне прийдется менять куру… я на 2 сопла перехожу и там будет 2 диаметра разныех. Кура с сликом этого не умеют… только как я понял симпли3д.
По идее же надо не просто залить новый Марлин, а правильно его отконфигурировать перед этим. У меня такой-же принтер. Где почитать про настройку, не подскажете?
3dtoday.ru и там поиском. Точно места что бы раз и все и полностью не найти. Есть русскоязычная вики и фак, но там черт ногу сломит что бы просто взять и прошить без изыском. Плюс у вашего принтера скорее всего уже есть влдадельцы и они где-то общаются по поводу своих принтеров, там скорее всего кто-то уже все отконфигурировал.
Практически на заводе. Но мнение по поводу этого пластика у всех разное: кому-то нравится, кто-то говорит, что качество не очень. Я пока не определился, хотя субъективно белый (по крайней мере, другие еще не успел попробовать) мне нравится меньше, чем тот, что был в комплекте с принтером.
Добавлю, что необходимо разобрать и законтрогаить (или гровер) каждый болт. Цена вопроса — 7 рублей за 50 гроверов.
Использую для адгезии пленку для принтера Lomond 1708411 — купил, смыл верхний слой и наклеил, теперь отлично печатается на 100 градусах стола ABS (стекла на столе нет).
Спасибо за совет! Контргайку ставить в этой конструкции просто некуда — там в раме пропилы строго под обычные M4, не больше и не меньше. А вот по поводу гроверных шайб можно подумать, хотя мне пока крайне неприятна мысль все разбирать и собирать заново.
У меня через 2 недели печати отвалился концевик на столе, потом крепления каретки к столу отвалились. Этому явно способствовало, что я скорость на 100 выставил, на 70/40 таких вибраций не было, но всё-равно рекомендую подготовиться к необходимости всё подкрутить.
Проверять затяжку бесполезно, необходимо именно контрогаить или гровер ставить, вибрация открутит что угодно. В первый раз тоже подумал просто закрутить сильнее, но не помогло, концевик вылетел снова через неделю.
Покатайте принтер неделю-две, поймите что и как влияет на печать, купите гровера и выделите вечерок на разборку, там ничего сложного и хрупкого (разве что контакт термодатчика у экструдера хрупковат).
Кстати, этот самый термодатчик я вообще не видел. Все уже в сборе было. Другое дело, что, к примеру, не получится надежно прикрутить датчик приближения — так уж его крепление сделано. Чуть перетянешь — прощай вентилятор обдува. Т.е. настолько чуть, что даже для гровера усилия, по-моему, не хватит.
Проверить затяжку я хотел не только, чтобы подтянуть, а чтобы увидеть, где что раскручивается в первую очередь. Пока у меня самое очевидное — гайки нижних несущих шпилек. Вот туда точно гроверы не помешают.
Советую вместо гроверов фиксатор резьбы. Наподобие такого: mySKU.me/blog/russia-stores/37983.html
В офлайне бывают в автомагазинах, видел также на раскладках среди болтов/гаек.
Брать нужно версию для разборных соединений, есть еще версия для неразъемных соединений.
давно хочу купить, но не очень понимаю, как он от вибрации может спасать, ведь это что-то типа клея (когда высыхает — монолит) и от вибрации он должен накапливать внутреннее напряжение которое приведёт к трещинам… или тут что-то иное?
Не все клеи после высыхания становятся жесткими. Тот же силикон, к примеру.
Характеристики фиксатора резьбы:
Фиксатор резьбы синий (удаляемый) — Создает прочное эластичное соединение, не теряющее своих свойств со временем. Может удаляться. Герметизирует соединение и придает вибростойкость. Устойчив к большинству химических веществ. Подходит для крепежных деталей диаметром до 20 мм. Легко удаляется с помощью ручных инструментов. Высыхает за 20–30 минут на большинстве металлических поверхностей. Полное затвердевание происходит за 24 часа.
Температурный режим: −59°С…+149°С
Прочность при сдвиге: 1600 psi (112 кг/см2)
Фиксатор резьбы-гель красный (неудаляемый)— Гелевый фиксатор для соединения резьбовых деталей, не требующих частой разборки. Новая удобная упаковка с дозатором позволяет лучше контролировать нанесение средства, не растекается. Подходит для крепёжных деталей диаметром до 25 мм. Герметизирует соединение и придаёт вибростойкость, быстро заполняя пространство между витками резьбы, обеспечивает деталям прочную и плотную связь, предотвращая ослабление из-за ударов и вибраций.
Уплотняют нити резьбы, предотвращая ржавление и коррозию. После отверждения фиксатор не токсичен. Устойчив к большинству химических веществ.
Температурный диапазон использования от -59°С до 149°С,
Мне продавец на рынке про эти фиксаторы задвигал, что там два компонента, сама масса и микрогранулы с отвердителем. Когда соединение затягиваешь, гранулы разрушаются и фиксатор застывает именно там где поверхности наиболее сильно прилегают друг к другу, а в основном остаётся эластичным. При каком либо сдвиге, гранулы разрушаться уже в другом месте и отвердитель, снова всё зафиксирует.
У меня 3Д принтера пока нет, но в инетах видел способ сделать модели более гладкими и даже глянцевыми. Для этого модель помещают в закрытую ёмкость, на дне которой налит ацетон. Естественно, ацетон не должен касаться модели. Его пары, через некоторое время сделают модель глянцевой. Вот здесь есть описание geektimes.ru/post/257832/
Это да, но у нас тут ацетон вроде как на нелегальном положении. Да и что-то я не очень хочу его парами дышать, а бегать на лестничную клетку и получать потом еще и втык от соседей тоже не вариант. В принципе, меня так поверхность устраивает, потому что сразу знал, что разрешение бытовых принтеров пока далеко от идеала.
Ну, вместо ацетона, любой растворитель этого пластика подойдёт, типо 646 растворителя. Вонючий, да, но не так и часто им пользоваться, особенно когда наиграетесь, да и необязательно по одной их в ванночку засовывать, как накопятся — сразу пачку обработать. К тому же, сам ацетон не слишком токсичный, его даже организм в небольших количествах вырабатывает — в перегарном «выхлопе» присутствует :)
Когда дома коты приходится внимательнее относиться ко всяким таким штукам. Им же не объяснишь, что сюда вот прыгать нельзя и т.п. А вообще, у вас правильная формулировка «в небольших количествах». Собственно, это ко всем веществам применимо )
На днях в растворителе чистил сопло (просто положил в баночку с растворителем). Когда выливал, не включил мозг и вылил в раковину. Итог: получил легчайший хим. ожог дыхательных путей (прям почувствовал жжение), запах на всю ванную (вытяжка была включена) и необходимость чистить всю систему слива, т.к. доли растворителя встали в отстойнике раковины и воняли дико (да и пластик/резиновое уплотнение могло «поплыть»).
Ясное дело, что это я по простоте душевной тупанул не хило, но для себя сделал вывод, что без особой нужны лучше в эту химию не лезть.
Жена покрасила быстренько распечатанные модельки акриловой краской — красиво смотрятся и без «ацетонинга», при большом желании можно сверху лаком покрыть.
Согласен, с тем, что не всегда оно надо и лучше всей этой химией не дышать. Но хотя всем известно, что «лучше быть здоровым и богатым, чем бедным и больным», иногда приходится идти не небольшие жертвы. Для всяких белочек и зайчиков, наверное краска лучше, хотя она воняет не меньше и там та же химия, но краска не даст того эффекта. Вот, к примеру, глянцевую подставку под зубную щётку, легче мыть. А так конечно, лучше всей этой химией не дышать, но ведь и при печати, пластик не слабо воняет.
P.S. м.б. можно для этого пластика бутиацетат использовать, он не такой вонючий. Может где есть инфа на это счёт.
Да ну, такие деньги непонятно на что. Набирите в гугле «3D принтер ацетон», куча роликов, как оно делается. Нужна только пластиковая ёмкость с крышкой и возможно (для ускорения процесса) водяная баня. Вот к примеру.
Очень познавательный обзор.
Интересно, есть такие 3Д принтеры, которые без плясок с бубном работают, как 2Д — включил, установил драйверы и печатай что хошь?
Спасибо. Остается соотнести цену за свое время, умноженное на число часов плясок с бубном с желанием что-то ковырять руками, и сравнить полученный результат с дельтой цен в $200.
Я, конечно, ни разу не 3d-печатник, но озвучу мнение, что вот как раз такие пляски со сборкой и подгонкой наоборот сослужат добрую службу впоследствии, когда что-то со временем потребует подгонки и модернизации — необходимый скилл уже будет, так сказать.
Сослужат при условии наличия прямых, растущих из нужного места, рук.
И это опять же для тех, кто желает этим заниматься. Скажите, много ли Вы подгоняли и модернизировали 2Д-принтеры? Я вот ни разу. Добавить бумаги и заменить картридж — вот весь скилл :)
Контактные площадки на чипе заклеивал, рассверливал картриджи у лазерников, да головки у струйников мыл :) Но сравнивать их все же некорректно — это все-таки слишком разные штуки: 2d-принтеры, согласитесь, в виде запчастей россыпью для сборки никто не продает, а бытовые 3d-принтеры изначально по своей сути и духу позиционируются как DIY-комплекты, а их «коробочные» собранные и настроенные производителем версии, как правило, не более чем способ дополнительно срубить бабла с потребителя.
С 2d-принтерами в этом плане лучше тогда уж сравнивать профессиональные дорогие 3d-машины за дохрелион денег, куда, действительно, потребитель с пассатижами и изолентой не лазит :)
Еще можно вспомнить СНПЧ. Тоже модернизация своего рода. Опять же для желающих. 99% просто платят, зато не тратят время.
Корректно. Это один и тот же продукт: создать из набора байт нечто материальное. До этого были 1D-принтеры — телетайпы :)
Телевизоры, фены и микроволновки россыпью никто тоже не продает :)
И 3d-принтеры уйдут из ниши diy. И подешевеют. Будут продаваться по цене чайника, зато расходники к ним станут дороже золота. Как только товар станет доступен для способностей домохозяйки,
не более чем способ дополнительно срубить бабла с потребителя
И я бы сказал наоборот. Чтобы хоть как-то поднять продажи, продают без услуги по сборке и настройке. Ибо пока это нишевый продукт для гиков, которые все равно будут сами ковырять.
Я бы сказал, что предложенный вариант не совсем корректен. Это «тот же» принтер, только в профиль. CoreXY привлекателен конечно, и стоит этих денег наверное, но геморрой с этим китайцем тоже будет. Более приближенно к принтеру «без геморроя из коробки» идут Ultimaker'ы и Picasso. А это десятикратная разница в цене. При этом и с ними тоже геморрой есть… правда, значительно меньше.
Пробовал на обычном малярном. После пары циклов нагревания-остывания стола «скукоживается» образуя рябь на поверхности. Прелесть синего как раз в его высокотемпературной устойчивости.
На мой вкус — все очень, прямо очень даже так. Собственно, я поэтому и противопоставил его принтеру. Правда, в суровых российских условиях огорчают две вещи: довольно дорогие сиропы (что родные, что местные), при этом родные, как правило, на сахарозаменителе, от чего лично у меня остается неприятный привкус. Местные на сахаре прекрасны (Буратино, Тархун, Клюква, Вишня и прочее, и прочее).
Еще из суровых российских условий — перезаправка баллонов бессмысленная и беспощадная в магазинах Мир Эспрессо. Или я как-то много газа расходую, или они их плохо заправляют. Поэтому, наверное, порекомендую покупать перезаправленные у официального дилера. Цена примерно та же, ну только плюс доставка. Но на пробу можете взять пару раз и в Мире Эспрессо, а то вдруг это все мои фантазии и фобии.
Сифону второй год идет, еще не наигрался, и очень часто прикладываюсь к газировке.
Ок, спасибо за информацию.
По сиропам вот мои мысли:
В детстве я сам делал сироп: вода+сахар+ароматизатор пищевой. Тогда правда у меня был только дюшес и клубника. Но результат устраивал всех. Теперь, так как увлекаюсь парением(эл. сигаретами), у меня больше 40 разных ароматов. Вот и пришла мысль использовать их не только для курения, но и для напитков.
Тогда еще пять копеек. У моего сифона (Stream) штатная технология приготовления такая: газируем воду, потом вливаем в ту же бутылку заливаем порцию сиропа, закрываем бутылку, аккуратно перемешиваем.
При этом по мнению SodaStream, газировать воду уже смешанную с сиропом почему-то не стоит. Может быть, это какой-то предрассудок, но я не знаю — не пробовал.
Порция сиропа — это около 45 мл, воды в бутылке 1 литр, свободного места около 100 мл, не больше. Т.е. если готовить по этому же принципу, то самодельный сироп должен быть такой же концентрации, т.е. около 1:10. Иначе требуемый объем сиропа просто не поместится в бутылке.
Так как у меня сейчас местные сиропы меньшей концентрации, то по приведенной выше причине, я готовлю по-другому: наливаю порцию сиропа в стакан, потом доливаю простой газировки и аккуратно смешиваю. Плюс в этом способе и тот, что так можно из одной бутылки приготовить несколько разных газировок (а не довольствоваться литром одного вида).
Но и во втором случае сироп должен быть довольно концентрированным, иначе вода будет совсем не газированная (например, если полстакана сиропа и половина — газировки).
Так что открытыми остаются два вопроса: что будет, если газировать воду с сиропом и тест новых сифонов SodaStream, среди которых, как не кажется, была модель, которая газирует «полуфабрикаты», т.е. воду с сиропами, коктейли всякие и т.п.
А вот это ценная информация. Совковые сифоны газировали уже готовую воду(по крайней мере так делал мой папа, а потом и я. И надо сказать он очень долго прослужил). И я думал, что современные работают по такому же принципу. Надо будет серьезней изучить этот вопрос.
А вот автоматы для газировки сироп подливали отдельно :) И любители сладкого отодвигали стакан от чистой газировки и дожидались добавочной порции сиропа.
Предполагаю, что такой порядок для получения максимальной газированности. Сахар мешает насыщению воды СО2, (возможно оттого и родные сиропы на сахарозаменителях, а не сахаре). Поэтому вначале насыщаем воду без помех, а уже потом добавляем сироп, который вытесняет углекислоту.
В целом, это многое бы объяснило. Правда, повторюсь, если правильно помню, то у SodaStream появился аппарат, который и коктейли всякие умеет газировать. Видимо, что-то придумали.
Коллеги, ахтунг! Это крайняя тема про 3Д принтеры, поэтому пишу сюда.
К теме про акрил и фиксатор резьбы — собирал на днях такой же точно, только другой — от конкурента — 3Д стар который. Фиксатор брался для коптера, синий — в тюбике. Решил для вящей пучности сразу зафиксировать, чтоб уж не раскрутилось само никак. И все было хорошо и красиво, и винты сильно не закручивал — помнил о хрупкости акрила — так вот, везде, куда попал фиксатор — пошли трещины через несколько минут!!! Даже на не нагруженных местах, просто по краям и по поверхности! До сих пор в шоке, заливал все эпоксидкой и циакрином, видок получился треш и ужас, но рама держит.
Спасибо за отличный отзыв и живое изложение. Но тем не менее вопрос. Нафига козе баян? Т.е. зачем ты купил эту штуку и как предполагал ее использовать? И как используешь ее на самом деле?
Купил, потому что было интересно. Сейчас пауза — я занимаюсь немного другой штукой, которую уже надо добить и забыть. Но между делом успел отпечатать коллеге по работе какие-то кронштейны для крепления реечного основания кровати. Собственно, было очень приятно для самолюбия: с утра коллега ходит по всем вокруг и спрашивает, не знают ли, где купить. А я измеряю размеры, рисую модель в Tinkercad, и на следующий день приношу готовые изделия. Коллега потом еще полдня ходит их всем показывает.
Еще надо собраться с силами и распечатать держатели цепочек для рулонных штор (один сломался), крышку для чашки наушников (отклеилась и потерялась), заменить корпус-мыльницу на нормальный корпус, поскольку мыльница оказалась не такая прочная как бы того хотелось.
Что потом буду делать — пока не знаю, но игрушка, в принципе забавная.
Дорогая игрушка. Мыльница и кронштейн для багеты золотыми получатся. С одной стороны, хочется купить. С дугой, не могу придумать как его использовать и как можно монетизировать его применение, чтобы хотя бы в ближайшие два года отбить стоимость. Хорошо, что есть такие люди, как автор. Купил, написал обзор, прочитал. И вроде как сам поигрался, аскомину сбил, бюджет сэкономил.
Собственно, я тоже не то, чтобы просто «взял и купил». Но вот на ДР подумал, что можно себе позволить, хотя и правда не на каждый день вещь, поэтому если задумываться о том, чтобы компенсировать расходы, то надо сразу искать потенциальных покупателей на изделия.
Здравствуйте!
Подскажите проверенный способ калибровки.
У меня во время печати P802_autolevel_test. Стабильно уходит в стол даже датчик не срабатывает (не горит).
Может я что-то не так сделал.Датчик стоит не правильно слишком высоко.





















Просто немного толстая — в 10000 раз толще обычной.
и немедленно выпил)))
А вот с выравниванием я, если честно, замучился. И думаю, что если опыта нет — кто угодно замучается. Но тут как: чем дешевле принтер, тем больше хлопот.
Плюс за старания и за ровные руки!
Я ещё не знаю зачем мне этот принтер, но ужасно его захотел…
его в случае чего заклеить можно, с алюминиевой рамой ремонт обойдется дороже
Позволю себе еще раз рекомендовать клеевой карандаш, лучше брендовый.
Я печатаю на этом:
Даже если слой клея толстый, пластик как бы вплавляется в клей и держится очень крепко. Потом капнуть водички, совсем чуть-чуть, подождать, и спокойно снять.
Пробовал карандаш Tesa, не пошел, клей быстро высыхает и держит не очень.
Да и вообще я, если честно, не понял, в чем вообще суть этого автовыравнивания. Такое ощущение, что просто механический выключатель (более точный, кстати) заменили на индукционный датчик.
Суть простая, двигаем печатающую головку, пока она не сработает датчик касания. Датчик может быть механическим, оптическим, индукционным.
Я, если честно, надеялся, что это вообще автонастройка без мучений с протягиванием листа бумаги. И эта надежда на лучшее затмила все — даже то, что я представлял себе примерно точность применяемого датчика (точнее его неточность).
Для первого раза очень крутая печать, я впечатлен!
Теперь остается только добавлять жесткости принтеру, чтобы реже калибровать стол. Моделек по этой теме полно, для вашего принтера точно найдутся готовые варианты.
Получил удовольствие от прочтения вашей статьи! Для себя открыл несколько новых вещей. Спасибо!
Смутила меня скорость печати на видео про «широту стола». Это 10мм/с? Такая скорость выбрана только для съемки? Думаю, ваш принтер может до 40мм/с выдать без потери качества.
Хотя теперь попробую на всякий случай. Спасибо, что заметили (я еще долго много чего не буду понимать).
Крепеж
Закрепи принтер жестко и забудешь про эти опасения ;)
У этого автора есть еще усовершенствования для вас
Хотя пока больше размышляю о том, что я успел натворить с соплом/экструдером/валами за все те разы, что печатающий узел впечатывался до упора (и дальше в стол). Но кривизну валов я все равно проверить не смогу, а пластик из сопла пока течет, значит можно подождать с заказом запчастей.
Валы в таком случае только по X пострадать могли, но не думаю, что их сильно согнуло, все-таки стол подпружинен.
Вот дешевое, а вот из «моего» магазина.
Если, например, напечатать пластину шириной 20 мм длиной 40 мм и толщиной 1 мм — насколько сложно ее сломать или согнуть?
Чуть не забыл (вспомнил, прочитав комментарий ниже): у меня печать максимум с 20% заполнением. Возможно, это сказывается на прочности.
i4.ru/index.php/topic,872.0.html
Многие болеют этой бякой — перфекционизмом.
Еще советую прошивке обновить. Марлин уже 1.1 рс7. Сам вчера обновился. И кста купите датчик уровня 8 мм а не 4 и печатайте на зеркале, стол реально кривой у всех. А с подогревом и подавно. И линейные подшипники скорее всего с люфтом, и не рсключу дикий люфт.
Про память
А почему собственная память — не лучший вариант? Из-за расхода ресурса EEPROM и были прецеденты?
Про слайсер и автовыравнивание
Обязательно попробую Cura. Немного приду в себя после установки KISSlicer (только установил, посмотрел, и сразу закрыл — там после Slic3r ад какой-то на мой вкус).
Команду автовыравнивания в слайсер я уже, наверное, никогда не поставлю. Дело в том, что я его как-то поломал. Теперь у меня принтер при автовыравнивании уводит голову в стол до упора (если не успею выключить). До упора — это не «коснулся и остановился», а «коснулся и продолжил давить, пока не выключишь». Почему так произошло и как исправить — не имею ни малейшего понятия.
При этом, повторюсь, датчик приближения работает. Проверял так: вывел голову заведомо и гораздо выше уровня стола, запустил автовыравнивание и подложил под датчик металлическую пластинку. В этом случае (когда голова заметно выше стола, то есть на 3-4 см) принтер, как и положено при выравнивании, проходится по всем девяти точкам (я последовательно двигал за ним металлическую пластинку).
А вот если потом выровнять головку по столу вручную и включить автовыравнивание — опять уводит голову в стол до упора. Сброс на заводские (Failsafe в меню) настройки не помогает.
Что еще сбивает с толку — как-то раз уже после поломки автовыравнивание из меню принтера прошло нормально. Но как только я запустил печать с предварительным (в G-кодах слайсера) автовыравниванием, опять то же самое — голова в стол до упора.
Про акрил
У меня все гораздо хуже (ветераны 3D-печати, и те плакать будут, если увидят): единственное место для принтера на балконе, а так как дома довольно душно, то окна открыты всегда. Представьте себе температурный режим во время печати.
Про стол
Спасибо за совет! Я уже заметил, что при автовыравнивании на холодном столе и на горячем в конце принтер показывает разные коэффициенты по оси Z (я так понимаю, что в конце выравнивания он показывает средний Z offset). Прогревать стол перед калибровкой пока не догадался, хотя так просто.
Про прошивку
Я чуть позже обновлюсь. Собственно, и так огорчился, что убил автовыравнивание, когда еще не успел толком поиграться с принтером. А если я его вообще добью и буду месяц ждать новую плату — это вообще тоска смертная.
Про люфт и зеркало
Со стеклом/зеркалом я пока повременю. Пока есть шанс, что головка уйдет в стол, такие материалы не подходят — расколет на раз два.
С люфтом все вообще плохо. Хотя я и пытался максимально ровно выставить расстояние от Z-кареток до наиболее очевидной точки (верхней пластины сборки Z-мотора), при движении на большие дистанции явно слышен скрип. Какая из кареток перекошена — понять просто не могу. Источник вибрации и скрипа на конструкции такого размера локализовать не получается. По строительному уровню все вроде бы в порядке (кладу на подшипники экструдера), но уровень этот не слишком точный.
Теоретически для начала я бы смазал, но не знаю чем. В интернетах рассказывают про какую-то мифическую смазку RGT, которую нигде не достать. Умом понимаю, что, наверное, стоит перепечатать каретки и, наверное, заменить линейные подшипники на подшипники скольжения (тоже какая-то мифическая вещь, но где-то читал о таком апгрейде), но я еще не до конца пришел в себя после сборки этой фиговины, чтобы что-то трогать.
Конструкция Вашего принтера подразумевает шаткость, вялкость и вообще не опредленность, так что нет смысла иметь автоуровень и не пользоваться им постоянно. Т.е. скажем сегодня прогнав автолевелинг, завтра не двигая принтер можно получить плачевные результаты печати. Таков он акрил, таковы они китайские валы и китайские линейные направляющие. А тка перед каждой печатью вы получаете уверенность хоть какую-то. При чем автоуровень надо делать на нагретом столе!
Когда уводит в пол индикатор на датчике индуктивности загорается? На всех датчиках есть индикатор работы. У вас он включается при автолевелинге? И сделайте офсет по оси Z в ноль. Т.е. все что вы там навычисляли сделайте 0, потом сохраните, загрузите и сделайте автоуровань. После этого сохраните и загрузите еще раз.
Кура — самое то. Она лучше слика, но в то же вермя простая как 3 копейки. Очень советую. На первые пары она самое то.
ПОтом… потом советую сразу переходить на 32битную плату управления и что-то посерьезнее. Ни чего не меняя при качесвтенной кинематике получаем X2 качество )
Сквозняки… ПОка принтак на моем столе стоит. Если он печатает и я сажусь, то включаю вентилятор в 2 метрах от меня. Он дует на меня и на принтер. Т.к. печатаю PLA, то это даже хорошо. С ABS такое не прокатит. Советую найти коробку большую и накрывать оставив окошко для контроля печати. дешево и работает. Ни сквозняки, ни чего не страшно. ПРинтер сам нагреет возду внутри и все будет шоколад. Только зимой долго грется будет если балкон не теплый.
Про прошивку
Плата убивается только кз или перегрузкой. ПРошивать можете хоть как. Там по факту Arduino Mega с загрузчиком. Можете даже во время прошивки вытянуть кабель. Прошьете потом повторно. Загрузчик жив всегда. Единсвтенное надо конфиги под ваши двигателя, драйвера и т.д… Но я думаю уж на что на что а на ваш конфигов жопой жуй. Попросите у китайца сырую прошивку от вашего принетра. Возьмете новую версию и просто подставите параметры из своей прошивки. Т.е. те же пиды, теже настройки двигателя, версии платы и т.д. Муторно, но потом будете делать это быстро. Я уже 2-й раз прошиваюсь. Хотя нам прошивку парни с группы моего принетра корректируют, я только автолевелинг и свои параметры стола и хотэнда вношу.
Про люфт и зеркало
Разбересь с автолевелингом и проблем не будет. Кста на зеркло надо 8мм датчик, а у вас 4 мм. Но 8 мм работает более или менее только от 12В, я своему из-за этого голову свернул, жду новый. Пока также печатаю на голом столе. Могу подсобить идею как сделать так что бы даже если не сработает концевик стола, то стол просто повиснет на сопле, а винты будут просто крутится.
Уровни моторов надо штангельциркулем от поверхности мотора измерять. Все валы и резьбы смазать силиконовой смазкой. На крайняк смазкой для ШРУС. Я вообще намазал графитной смазкой ) Пока притирается/полируется, портом смою спиртом и смажу шрусом. Уже легче будет, часть вибраций уйдет. Кста! Вам просто показан анти Z вублинг! Я думаю на ваш принт не проблема его найти. Там как раз и появится степеть свободы которая не даст двигалям крутить ось ниже стола. Типа такая вариация www.thingiverse.com/make:80387
По уровню ни чего там выставлять не надо совсем. Только моторы оси Z по штангельциркулю. Все.
Кстати, а как определяется рабочая дистанция датчика? Я сейчас посмотрел фото, на моем явно написано 8 мм.
Идея с неприкосновенным столом, конечно, интересна. Но здесь надо исходить из того, что я бы и антивоблер сделал бы, если бы не одно но: в нем есть пружины, которые я вообще не понимаю, где брать. То есть, если в конструкции есть что-то, кроме того, что можно купить, скажем, в Leroy Merlin, и что требует механической обработки (болгарка там, дрель еще что-то) то я пас.
Можете провести эксперимент. В стоке на каком расстоянии срабатывает? Отключите от принтера датчик и подайте 12В, на каком в этом случае? (скорее всего на 1мм выше будет от 5В показаний). В зависимости от этого и узнаем какой у вас датчик.
Есть антивоблеры без пружин. Я привел лишь пример.Там такая схема
Кста опус на тему моего принтера ) 3dtoday.ru/blogs/vasyna/my-3d-printer/
Механическая обработка как владельцу 3Д принтера обязательна! Вам кровь из носу прийдется купить гравер. Иначе вы устанете убирать поддержки и финишно обрабатывать детали.
Т.е. это еще и гравер надо ставить на базу с ЧПУ и осваивать новый станок.
Но даже если пройдет, то все равно уже стопроцентно уходит головой в стол при автовыравнивании во время печати файла, где в слайсере добавлена команда автовыравнивания.
Датчик покрутил немного (без включения отдельно). Получается что-то около 6 мм, по-моему.
По поводу перезагрузки при длительном перемещении по оси Z — да, есть. Более того, у меня плата может еще и зависнуть в процессе (встречал при движении по 1 мм). По XY тоже не встречал, но по XY я его далеко и не двигаю.
Еще была проблема — как-то раз сопло перестало нагреваться до нужного предела. Т.е., скажем, стоит 205 градусов. Нагревается до 204, а потом вниз до 198. И так до бесконечности. При этом я мог спокойно выставить 205 в Preheat PLA и принтер грелся до этой температуры без проблем.
Пришлось сбросить на настройки по умолчанию (Failsafe). Сразу после этого заметил, что если после покупки в Control — Motion — Z offset было 0, то после стало 0,5 и меньше сделать нельзя никак (по крайней мере, средствами принтера).
Как правило, помогает выключить/включить (причем не перезагрузка, а именно — выключить, подождать и включить). Иногда, когда вообще ничего не помогает — сбрасываю в настройки по умолчанию из меню принтера. Правда после этого снова приходится выставлять уровень Z offset.
И еще странная штука. Такое ощущение, что у него постоянно меняется собственное логическое положение относительно стола. Например, начнешь печатать: слишком высоко. Останавливаешь печать, запускаешь снова (без выключения, перезагрузки и прочего — только лишнее пинцетом из под сопла вынуть), уже лучше. А если при этом отключить из меню моторы, и потом снова начать печать, то здесь уже он стопроцентно опускается слишком низко.
И это при том, что никакие настройки высоты вообще не трогаю. Загадочная прошивка.
Подскажите, датчик просто показывает срабатывание на 4 мм или ближе 4х мм показывает ещё более точные значения?
и если исключить тот факт что все оси у принтера все равно гуляют, то да. 4мм датчик и что-то металлическое с как можно тонким слоем, либо корректировка на этот уровень высоты и да. можно и 4 точки. но 9 лучше. ибо все равно полированных валов в принтере даже за 40-50 тысяч вы не увидите.
1) На моем компьютере по сравнению с Slic3r это просто нереальный тормоз
2) Не нашел, где указать размеры стола (и, судя по интернету, не только я)
3) Неудобное после Sliс3r управление — неудобно что модель крутить, что стол.
4) Неочевидная настройка параметров печати. Хотя видно, что хотели как лучше.
5) Самое главное: слайсер живет в какой-то своей системе координат, поскольку при одних исходных с Slic3r, при печати файла из Cura принтер печатает примерно в полусантиметре от стола.
Я понимаю, что одно настраивается, к другому привыкаешь и т.п. Но вообще-то, когда софт сразу запускается и работает (как Slic3r), это как-то больше располагает.
И все настраивается сначала в слайсере.ю Единсвытенное репирое после настройки в себе может передать эти параметры слайсеру.
Я вообще считаю репирехост каким-то нагроможденным умном. Толку от него нет, слайсерит не он совсем, что-то такого чего не может кура он не может, следаотельно зачем он?
И не тормозит, работает не хуже слика, управление удобное, почти такое же.
А вот 5 — скорее всего вы не настроили что-то. Т.е. скажем в слике у вас стоят оффсеты в 0, а тут оффсеты сдвинуты по каким-то осям на 5мм по дефолту, т.к. вы выбрали какой-то принетр с предустановками. Вот и все. Я пользуюсь последнй 15 версией.
Слик так же сразу не работает. Надо ввести параметры принтера, стол, температуры, оффсеты, сопло, вентиялтора, нить и прочее и прочее и прочее. И только после эого печатать. Так же надо настроить скажем скорости, слои, поддерджки, бримы и еще много чего. Это делается в каждом. Т.е. скажем от дефолта в куре я выставил — размеры стола, сопло, нить, скорость, периметры и вентилятор. А ну еще под боуден сделал текучесть 96 не 100 и под него же ретракт настроил. Все. Остальное уже автоуровень и мои личные свистелки и хотелки.
Справедливости ради, я же не просто так говорю. Вот смотрите: ставлю два слайсера, оба заставляют пройти через мастер начальных настроек. Но один сразу (правда, сразу, больше ничего не менял) позволяет печатать, а другой продолжает выносить мозг.
Использую для адгезии пленку для принтера Lomond 1708411 — купил, смыл верхний слой и наклеил, теперь отлично печатается на 100 градусах стола ABS (стекла на столе нет).
Покатайте принтер неделю-две, поймите что и как влияет на печать, купите гровера и выделите вечерок на разборку, там ничего сложного и хрупкого (разве что контакт термодатчика у экструдера хрупковат).
Проверить затяжку я хотел не только, чтобы подтянуть, а чтобы увидеть, где что раскручивается в первую очередь. Пока у меня самое очевидное — гайки нижних несущих шпилек. Вот туда точно гроверы не помешают.
mySKU.me/blog/russia-stores/37983.html
В офлайне бывают в автомагазинах, видел также на раскладках среди болтов/гаек.
Брать нужно версию для разборных соединений, есть еще версия для неразъемных соединений.
Характеристики фиксатора резьбы:
Взято тут
abro-ind.ru/abro/blog/p-kak-ispolzovat-fiksator-rezby/
Ясное дело, что это я по простоте душевной тупанул не хило, но для себя сделал вывод, что без особой нужны лучше в эту химию не лезть.
Жена покрасила быстренько распечатанные модельки акриловой краской — красиво смотрятся и без «ацетонинга», при большом желании можно сверху лаком покрыть.
P.S. м.б. можно для этого пластика бутиацетат использовать, он не такой вонючий. Может где есть инфа на это счёт.
Интересно, есть такие 3Д принтеры, которые без плясок с бубном работают, как 2Д — включил, установил драйверы и печатай что хошь?
И это опять же для тех, кто желает этим заниматься. Скажите, много ли Вы подгоняли и модернизировали 2Д-принтеры? Я вот ни разу. Добавить бумаги и заменить картридж — вот весь скилл :)
С 2d-принтерами в этом плане лучше тогда уж сравнивать профессиональные дорогие 3d-машины за дохрелион денег, куда, действительно, потребитель с пассатижами и изолентой не лазит :)
Корректно. Это один и тот же продукт: создать из набора байт нечто материальное. До этого были 1D-принтеры — телетайпы :)
Телевизоры, фены и микроволновки россыпью никто тоже не продает :)
И 3d-принтеры уйдут из ниши diy. И подешевеют. Будут продаваться по цене чайника, зато расходники к ним станут дороже золота. Как только товар станет доступен для способностей домохозяйки,
И я бы сказал наоборот. Чтобы хоть как-то поднять продажи, продают без услуги по сборке и настройке. Ибо пока это нишевый продукт для гиков, которые все равно будут сами ковырять.
Есть вопрос не в тему обзора, но прям вовремя для меня. Собираюсь купить сифон. А что не так с сифоном SodaStream?
Еще из суровых российских условий — перезаправка баллонов бессмысленная и беспощадная в магазинах Мир Эспрессо. Или я как-то много газа расходую, или они их плохо заправляют. Поэтому, наверное, порекомендую покупать перезаправленные у официального дилера. Цена примерно та же, ну только плюс доставка. Но на пробу можете взять пару раз и в Мире Эспрессо, а то вдруг это все мои фантазии и фобии.
Сифону второй год идет, еще не наигрался, и очень часто прикладываюсь к газировке.
По сиропам вот мои мысли:
В детстве я сам делал сироп: вода+сахар+ароматизатор пищевой. Тогда правда у меня был только дюшес и клубника. Но результат устраивал всех. Теперь, так как увлекаюсь парением(эл. сигаретами), у меня больше 40 разных ароматов. Вот и пришла мысль использовать их не только для курения, но и для напитков.
При этом по мнению SodaStream, газировать воду уже смешанную с сиропом почему-то не стоит. Может быть, это какой-то предрассудок, но я не знаю — не пробовал.
Порция сиропа — это около 45 мл, воды в бутылке 1 литр, свободного места около 100 мл, не больше. Т.е. если готовить по этому же принципу, то самодельный сироп должен быть такой же концентрации, т.е. около 1:10. Иначе требуемый объем сиропа просто не поместится в бутылке.
Так как у меня сейчас местные сиропы меньшей концентрации, то по приведенной выше причине, я готовлю по-другому: наливаю порцию сиропа в стакан, потом доливаю простой газировки и аккуратно смешиваю. Плюс в этом способе и тот, что так можно из одной бутылки приготовить несколько разных газировок (а не довольствоваться литром одного вида).
Но и во втором случае сироп должен быть довольно концентрированным, иначе вода будет совсем не газированная (например, если полстакана сиропа и половина — газировки).
Так что открытыми остаются два вопроса: что будет, если газировать воду с сиропом и тест новых сифонов SodaStream, среди которых, как не кажется, была модель, которая газирует «полуфабрикаты», т.е. воду с сиропами, коктейли всякие и т.п.
К теме про акрил и фиксатор резьбы — собирал на днях такой же точно, только другой — от конкурента — 3Д стар который. Фиксатор брался для коптера, синий — в тюбике. Решил для вящей пучности сразу зафиксировать, чтоб уж не раскрутилось само никак. И все было хорошо и красиво, и винты сильно не закручивал — помнил о хрупкости акрила — так вот, везде, куда попал фиксатор — пошли трещины через несколько минут!!! Даже на не нагруженных местах, просто по краям и по поверхности! До сих пор в шоке, заливал все эпоксидкой и циакрином, видок получился треш и ужас, но рама держит.
Еще надо собраться с силами и распечатать держатели цепочек для рулонных штор (один сломался), крышку для чашки наушников (отклеилась и потерялась), заменить корпус-мыльницу на нормальный корпус, поскольку мыльница оказалась не такая прочная как бы того хотелось.
Что потом буду делать — пока не знаю, но игрушка, в принципе забавная.
Подскажите проверенный способ калибровки.
У меня во время печати P802_autolevel_test. Стабильно уходит в стол даже датчик не срабатывает (не горит).
Может я что-то не так сделал.Датчик стоит не правильно слишком высоко.
Спасибо