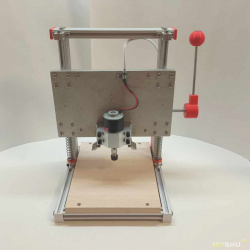
Представляю вниманию обзор самодельного станка для сверления печатных плат. Циничное глумление над всеми принципами машиностроения и охальное огуливание законов физики, сопромата и здравого смысла — под катом.
Предисловие
В эпоху начала моего увлечения электроникой одной из основных проблем при изготовлении печатных плат было сверление в них отверстий. Особенно тяжело приходилось с микросхемами, где выводов много и необходимо строго соблюдать геометрию расположения отверстий. Времена тогда были суровые, и единственным подходящим инструментом была вот эта ручная дрель:
В патрон зажималась ножка от циркуля, в которую уже можно было зажать сверло 0.8~1.0 мм. Свёрла подобного диаметра тоже были дичайшим дефицитом. Поэтому каждое сверление было как хождение по канату над пропастью — надавишь чуть сильнее — и нет сверла, и взять больше негде.
Время шло, интересы и занятость менялись. Электронику я оставил на много лет, вернувшись к ней лишь года четыре назад. Ощущения были как у Фрая из «Футурамы» — насколько же всё изменилось! Разверз свои бездны деталей, инструментов и оснастки AliExpress. Размеры деталей уменьшились настолько, что без микроскопа уже и не разглядеть. А их характеристики стали просто фантастическими. Однако главной революцией стало появление сервисов типа JLCPCB, PCBway и аналогичных. Нарисовав схему и разведя в плату (и уже не по клеточкам в тетрадке, а в удобном мощном софте), можно заказать и через три-четыре недели получить в руки настоящие заводские платы. Многослойные, с маской и шелкографией, красивые и вкусно пахнущие лаком. И всё это доступно за очень вменяемые деньги буквально каждому желающему.
И тем не менее, как бы далеко ни ушёл прогресс и насколько бы широкое распространение ни получил поверхностный монтаж, потребность самостоятельно изготавливать платы и сверлить в них отверстия никуда не пропала. Потому что порой очень хочется воплотить в жизнь какой-то прототип как можно скорее, без ожидания заводских плат в течение нескольких недель. Отличное подспорье в этом — breadboards, платы быстрого монтажа. Однако они рассчитаны всё-таки на выводные детали, а я сразу же и надолго полюбил поверхностный монтаж.
В общем, снова вернулась старая проблема — как и чем сверлить. Свёрла нынче доступны всегда и в любом количестве, однако ломать их всё-таки неприятно. Тем более, что появились свёрла твердосплавные, намного более износостойкие (простую сталь стеклотекстолит «сжирает» моментально), но совершенно не терпящие даже малейших перекосов. Очевидно, что для их применения требуется уже не ручная дрель и даже не моторчик с цангами, а какой-то станок.
Первым делом попробовал найти что-то готовое. Самым интересным и подходящим вариантом показался Proxxon TBM 220. Однако есть у него одна серьёзная проблема — шибко уж он дорогой (около 230 €). Да и вариант с классическим исполнением пиноли выглядит весьма сомнительно, поскольку люфты в ней солидные даже на полноразмерных станках. Но там плюс/минус полмиллиметра редко когда бывают существенны, в отличие от плат.
Так и не подобрав ничего подходящего из готового, отправился за вдохновением на YouTube. Ох, чего ж там только нет, каких только конструкций! Деревянные, печатные, сварные. С классической (круглой) пинолью, под «ласточкин хвост» и даже из направляющих для мебельных ящиков. Посмотрев несколько десятков видео, так и не нашёл ничего, что понравилось бы и захотелось это повторить. Везде свои недостатки — слишком маленькие стол и вылет пиноли, огромные люфты, недостаток жёсткости, ужасающее биение сверла и прочее. К тому же, во всех конструкциях используются либо малюсенькие движки с кривыми цангами (и соответственно огромными биениями), либо движки 775 (с креплением вала в латунных втулках их коротенького корпуса) и цангами стандарта ER-11.
Зато отличным источником идей стали маленькие «домашние» CNC (ЧПУ) фрезерные станки. Там и шпиндель уже серьёзный, на подшипниках качения, и направляющие либо на рельсах, либо на валах и линейных подшипниках. Прикинув в уме и на бумаге несколько вариантов, решился попробовать сделать «с нуля» полностью свой станок, со шпинделем и валами.
Материалы
Ссылки на магазины приведены чисто для справки. Перечислены только основные материалы, расходку и мелочёвку не считал.
UPD:В комментариях посчитали сумму всех перечисленных материалов: ~17'287 ₽.
Изготовление и сборка
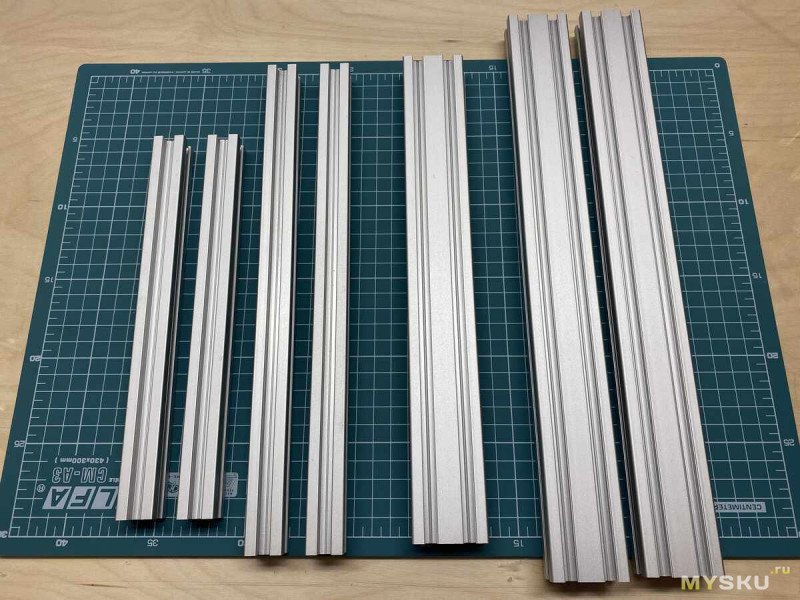
Берём аккуратно нарезанный в магазине профиль:
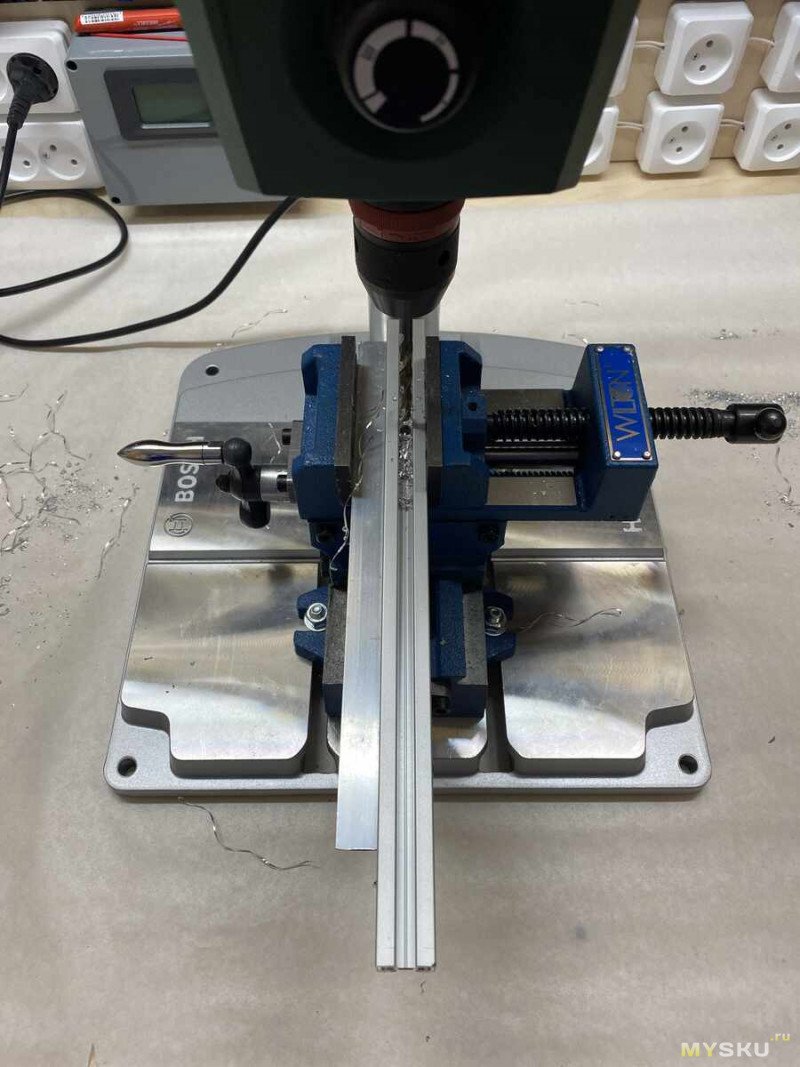
Сверлим отверстия:
В торцах профиля нарезаем резьбу М6 на глубину 80 мм. Оказалось очень удобно использовать для этого гаечный метчик, хотя по-идее он совсем не для этого:
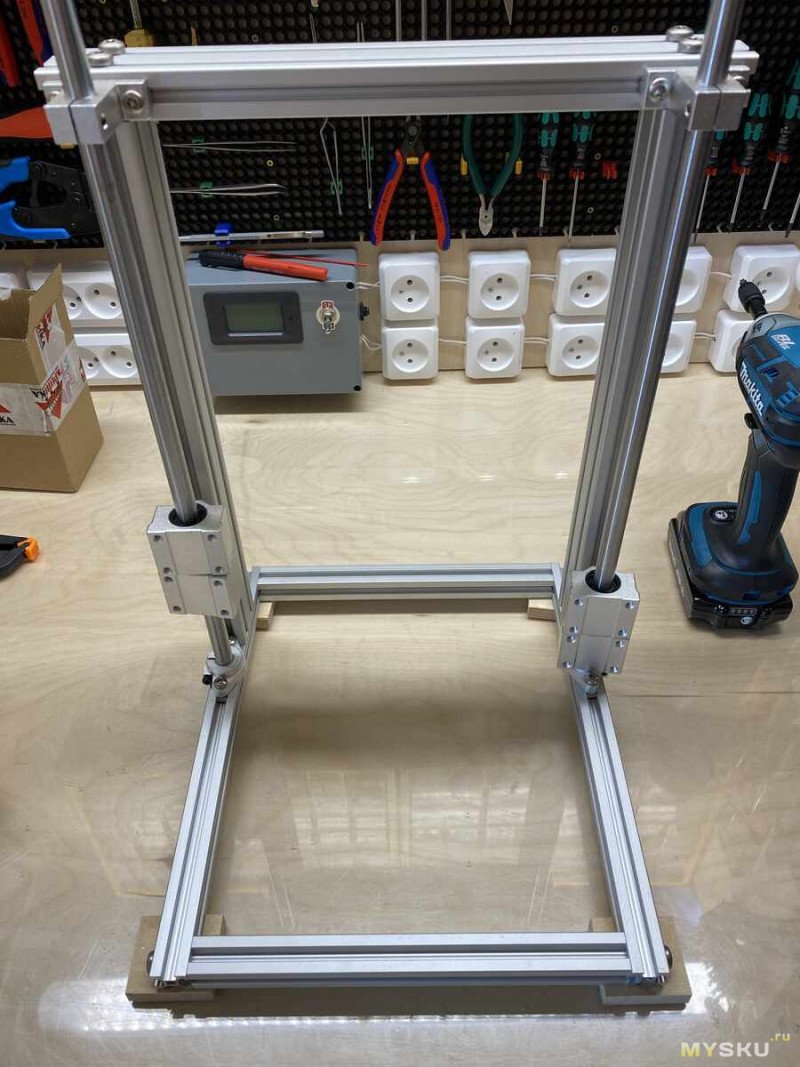
Собираем раму на винты М6х70. Крепим направляющие, выставив их параллельно друг другу и порталу рамы:
Вырезаем из плиты кусок 300х180 мм. под каретку шпинделя. Размечаем отверстия:
Сверлим отверстия для подшипников и крепежа шпинделя. Примеряем плиту на место, закрепив её к подшипникам винтами М5х25:
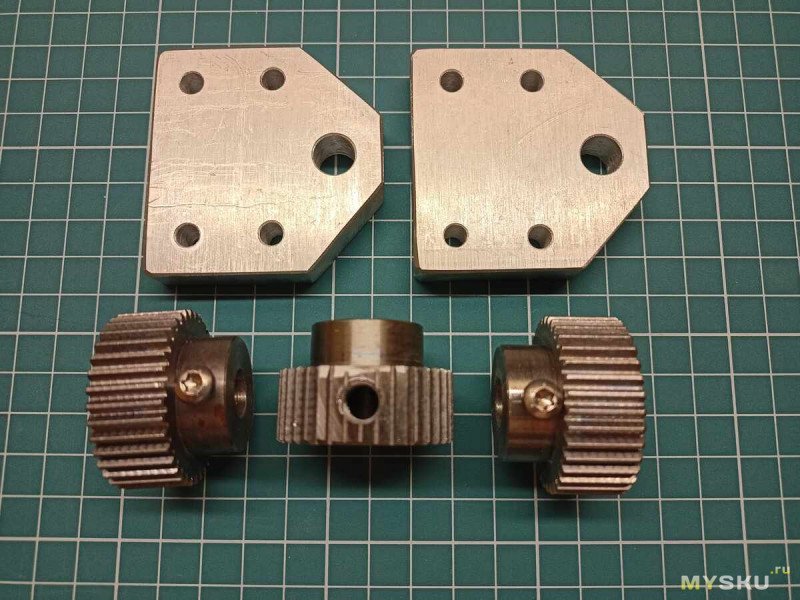
Берём шестерни и зубчатую рейку:
Рейку нарезаем на части, сверлим отверстия и нарезаем резьбу М4. В шестернях сверлим отверстие под фиксирующий винт и нарезаем резьбу М4. В одной шестерне спиливаем часть зубьев, сверлим отверстие, нарезаем резьбу М8. Из оставшейся части плиты вырезаем два уголка, которые будут крепить вал привода каретки:
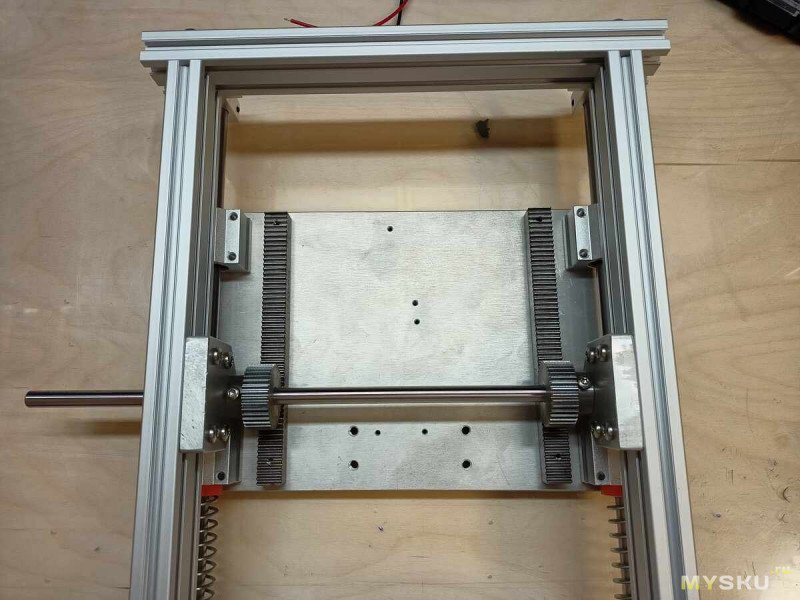
Собираем каретку и её привод. Под пружины ставим печатные шайбы, чтобы пружины не «играли» и не соскакивали с опор валов:
Шестерни садятся на вал и крепятся фиксирующими винтами. Думал нужно будет делать на валу лыски чтобы шестерни не проворачивались, но по факту этого не потребовалось.
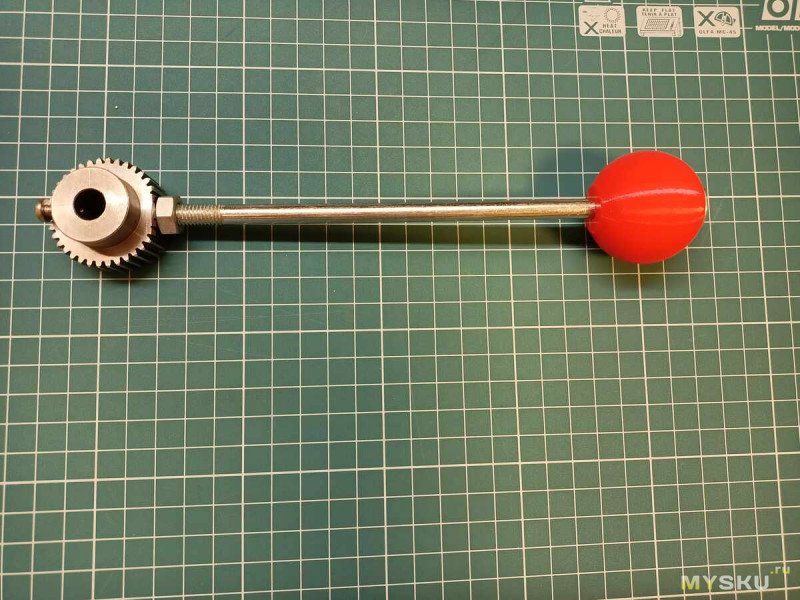
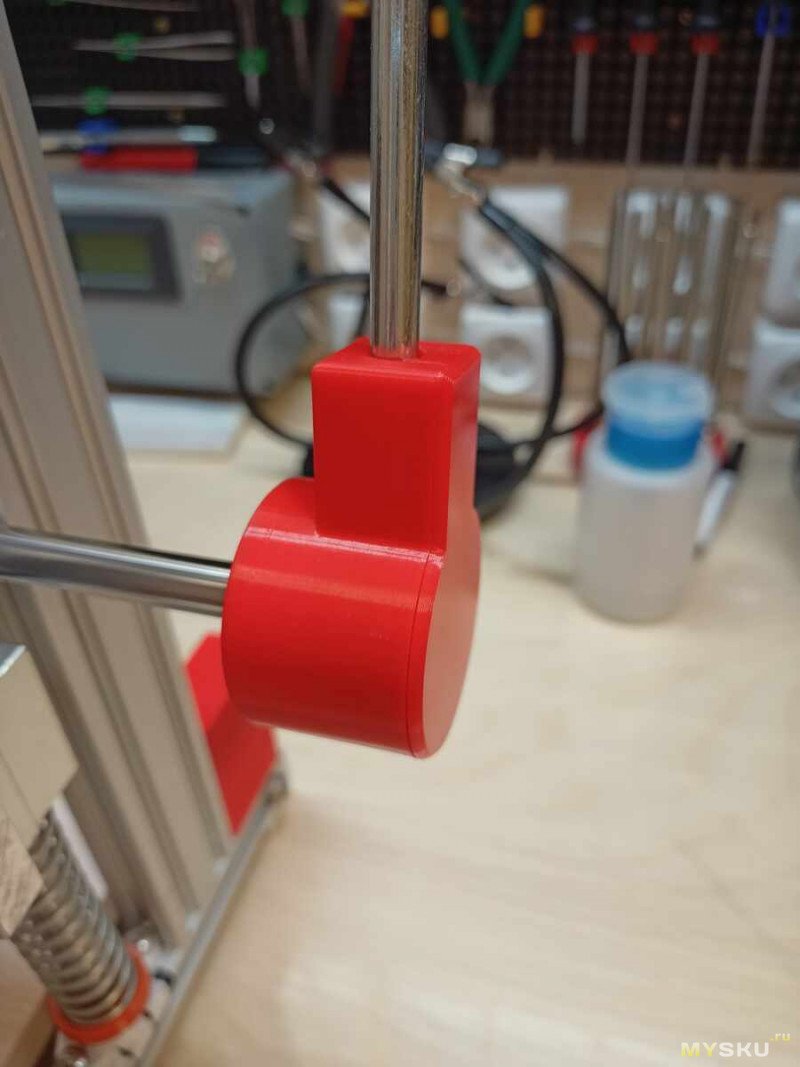
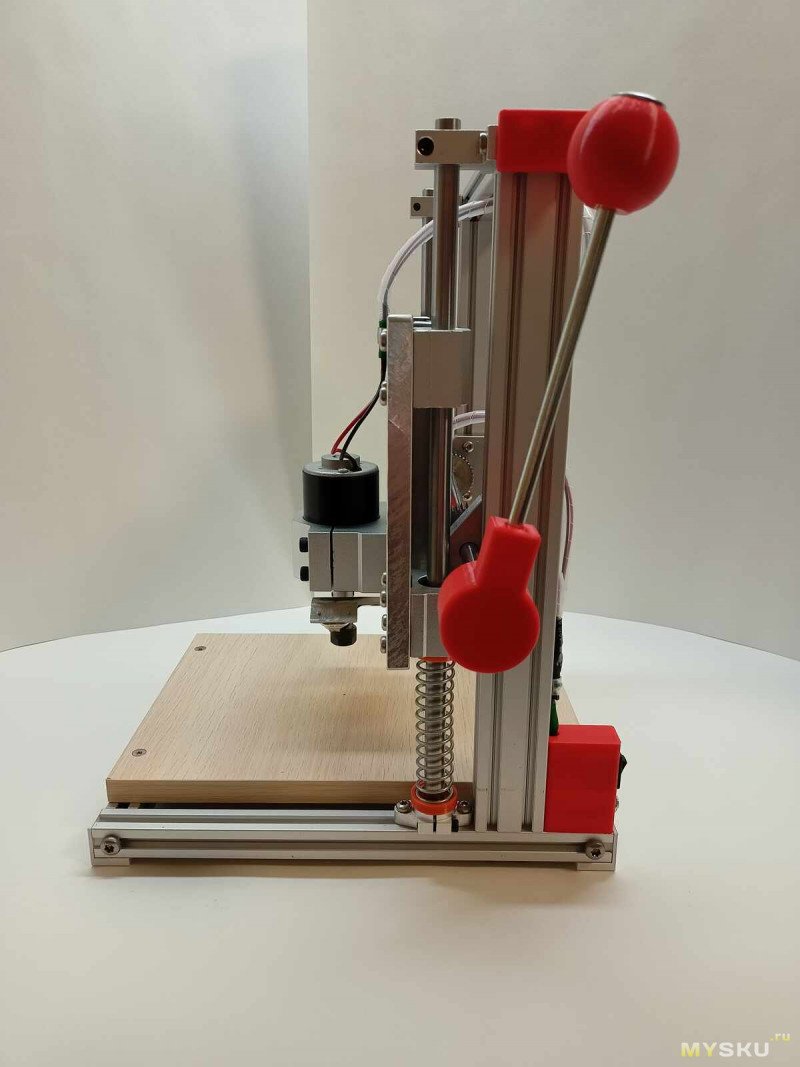
Собираем ручку привода. Берём мебельный болт М8х200, разводим эпоксидный клей и приклеиваем печатный шарик. Болт вкручиваем в шестерню и поджимаем контргайкой, чтобы не раскручивался:
Крепим ручку на конец вала привода, фиксируем винтом. Культурно пакуем всё это в печатный корпус:
Подсветка
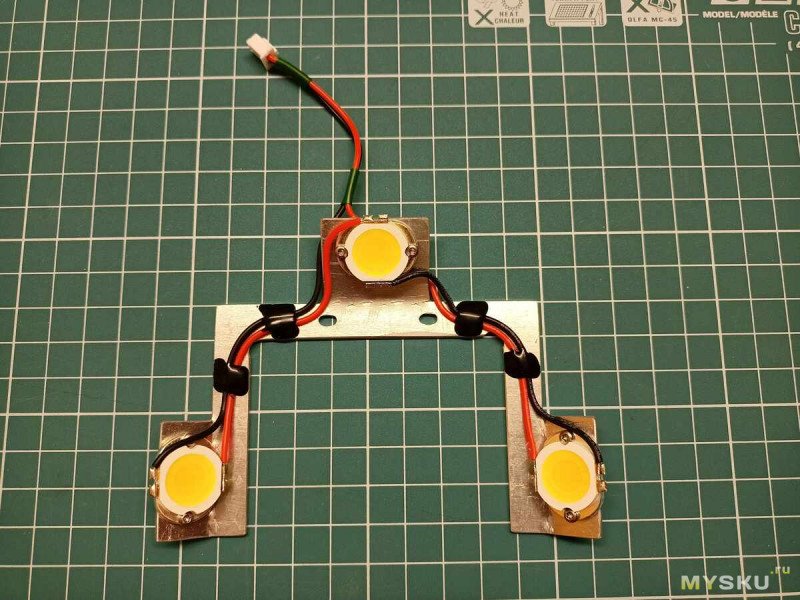
Рабочая зона должна быть с подсветкой, это непременно. В идеале — с бестеневой. Прикинув разные варианты, остановился на трёхточечной — сзади и по бокам. Четвёртая точка (спереди) в принципе тоже влазит, но мешает менять оснастку и ухудшает обзор. Вырезаем из листа алюминия хитрую конструкцию. Загибаем её. Сверлим отверстия, нарезаем резьбу М2. Намазав термопасты, прикручиваем светодиоды. Соединяем светодиоды последовательно, используя провод в силиконовой изоляции (пластина будет нагреваться, работая как радиатор для светодиодов). Провода фиксируем силиконом:
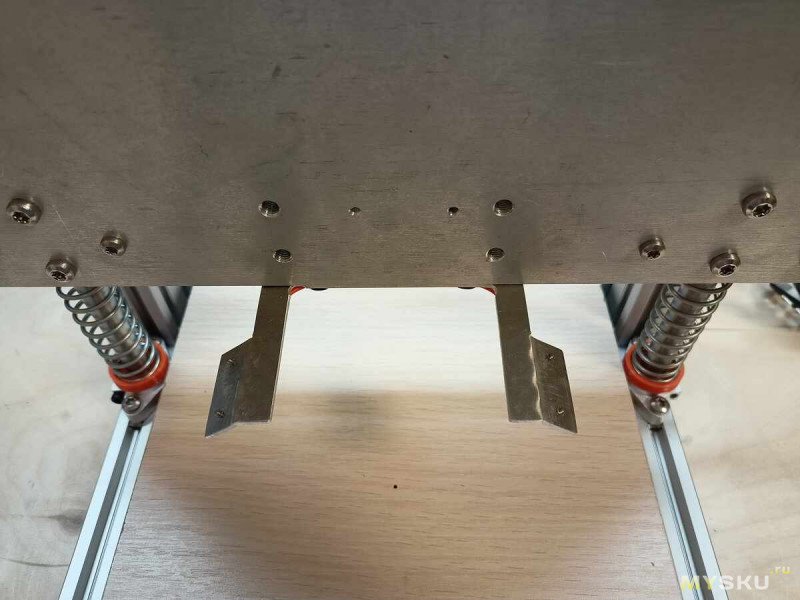
Крепим пластину на место, под шпиндель. Сразу же делаем рабочий стол из отрезка ЛДСП 16 мм., чтобы можно было проверить подсветку и подогнуть её, чтобы светила как надо, на кончик сверла:
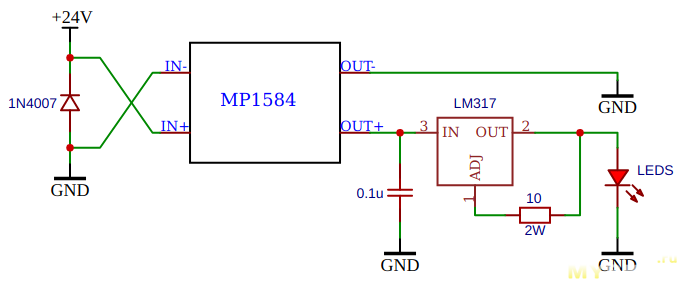
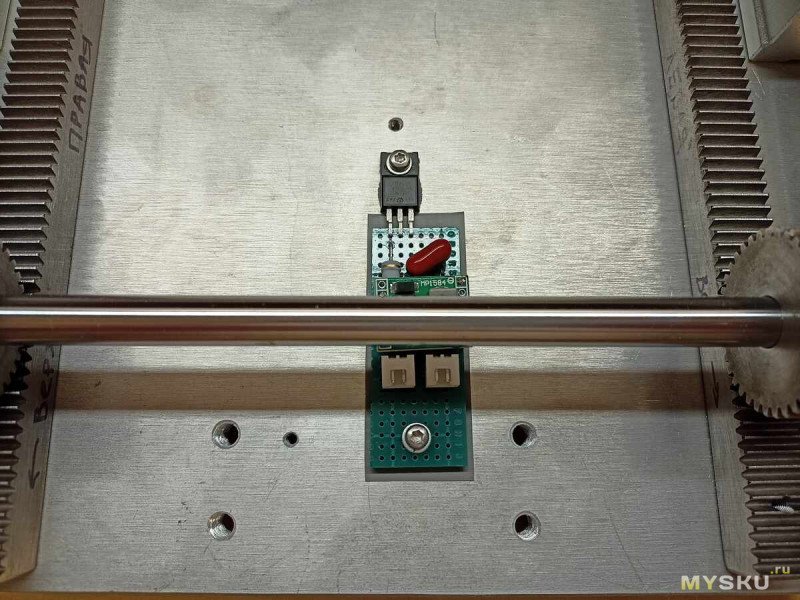
Делаем питание светодиодов. Весь станок запитывается от 24 В. Светодиодам необходимо 16 В, плюс было бы неплохо ограничить им ток. Изначально хотел использовать модуль DC/DC, приведённый в списке материалов. Однако внезапно оказалось, что они все у меня закончились, а ждать доставки ещё месяц не хотелось. Пришлось изобретать схему из того, что нашлось под рукой — модуля DC/DC MP1584 и рассыпухи:
На LM317 собран стабилизатор тока на 100 мА. Включение классическое, прямо из спецификации. На входе поставлен диод 1N4007, чтобы шпиндель при остановке не угробил всё это своей ЭДС самоиндукции. Распаиваем детали на кусочке макетной платы и прикручиваем её к плите каретки:
Разводим нехитрую проводку в спиральной трубке для проводов. Закрываем стабилизатор корпусом. Закрепляем трубку к раме. Устанавливаем в корпус гнездо питания и выключатель шпинделя (подсветка подключается напрямую):
Тестируем подсветку, установив в цангу сверло. Подсветка яркая, равномерная, охватывает достаточно широкую область вокруг патрона. Фокус лучей сходится примерно на кончике сверла:
В точке соприкосновения сверла с платой видно три тусклых тени:
Конечно, полноценная бестеневая подсветка была бы лучше, однако под задачи сверления того, что сделано, вполне хватает — главное, что можно хорошо позиционировать сверло.
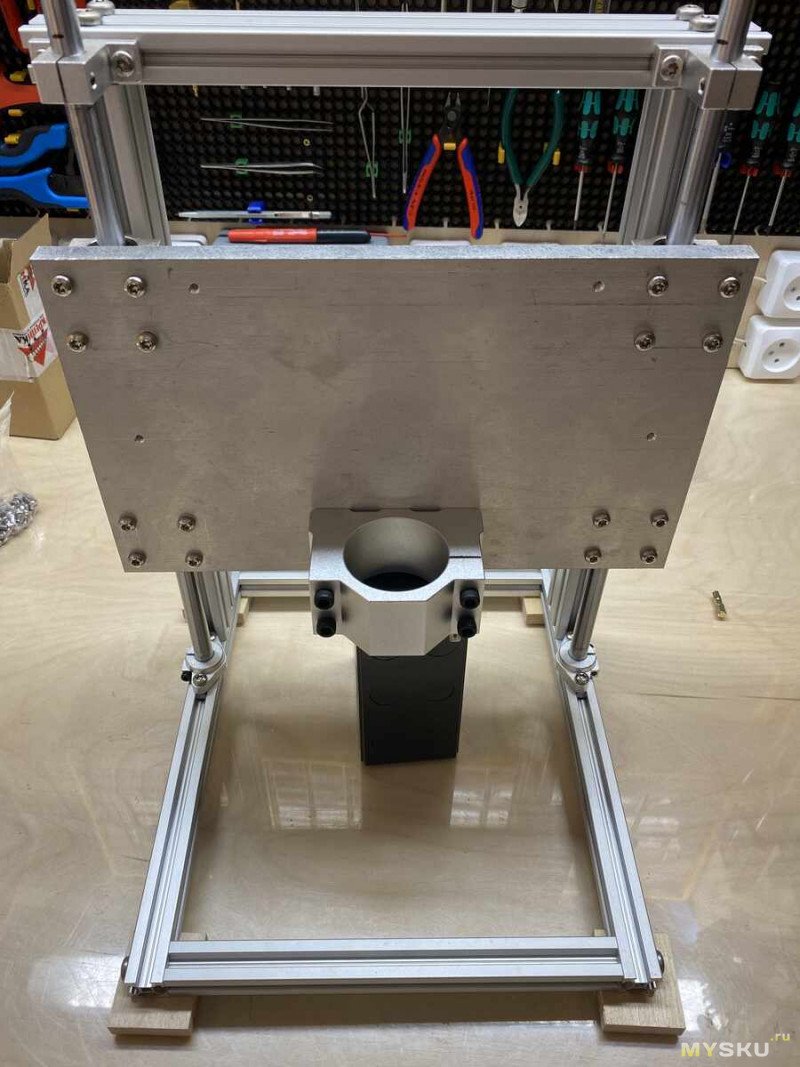
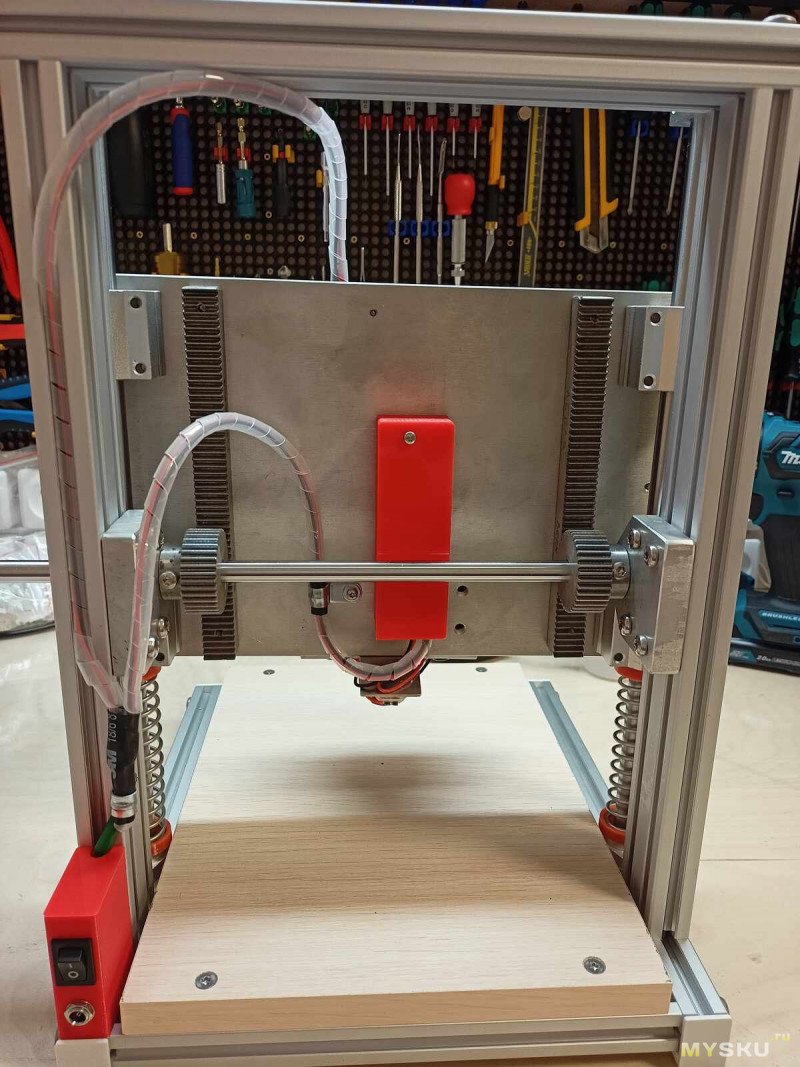
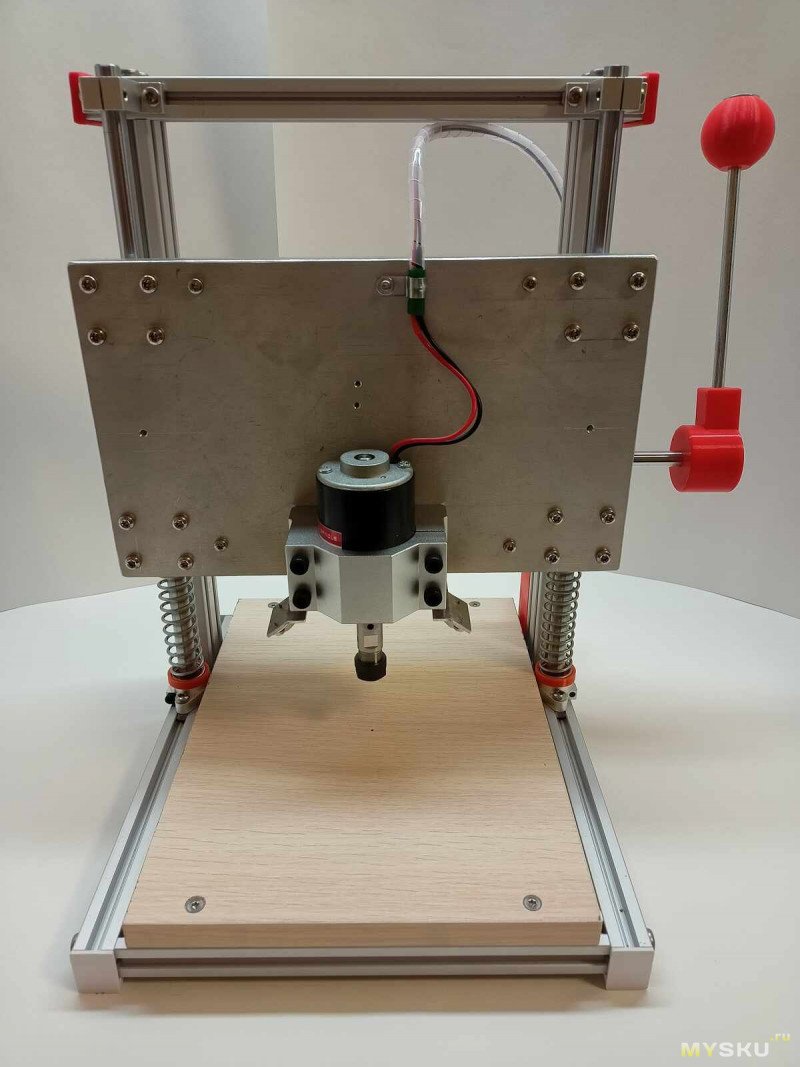
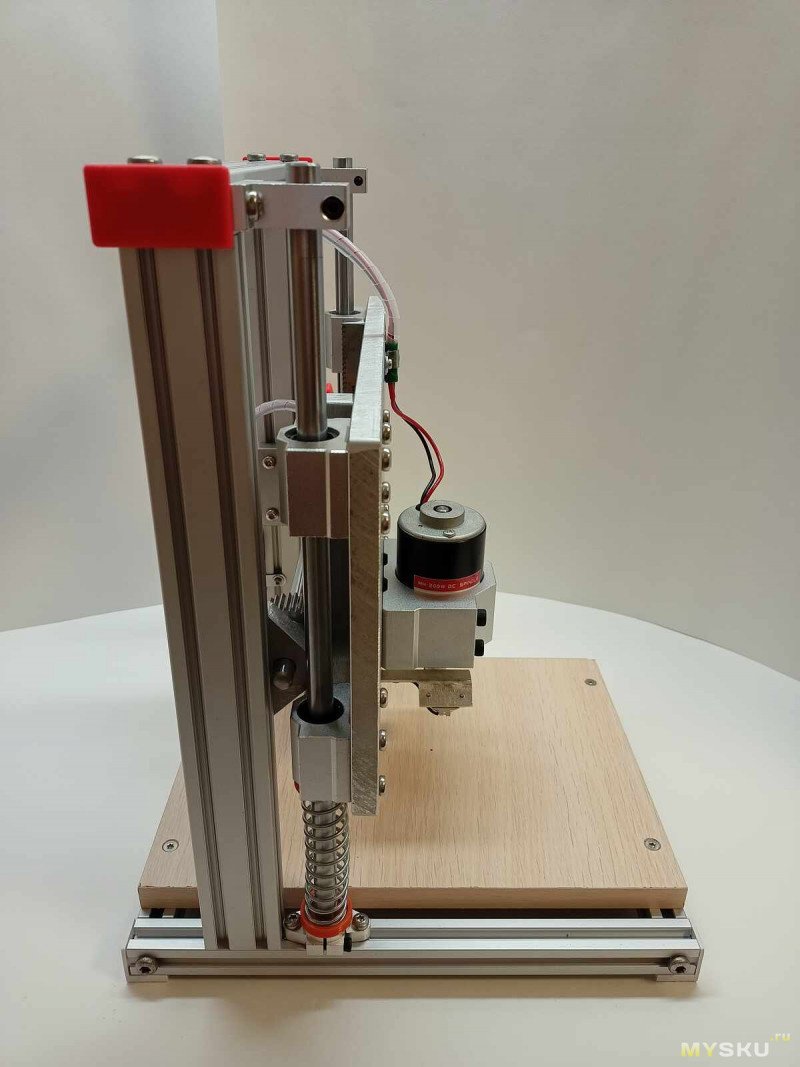
Итоговый вид
Характеристики
Габариты (ШхДхВ): 380х300х400 мм.
Рабочий ход каретки: 42 мм.
Рабочее стол: 220х300 мм.
Вес: 7.8 кг.
Частота вращения патрона: ~5200 об/мин.
Напряжение питания: 24 В.
Номинальный ток потребления: 1 А.
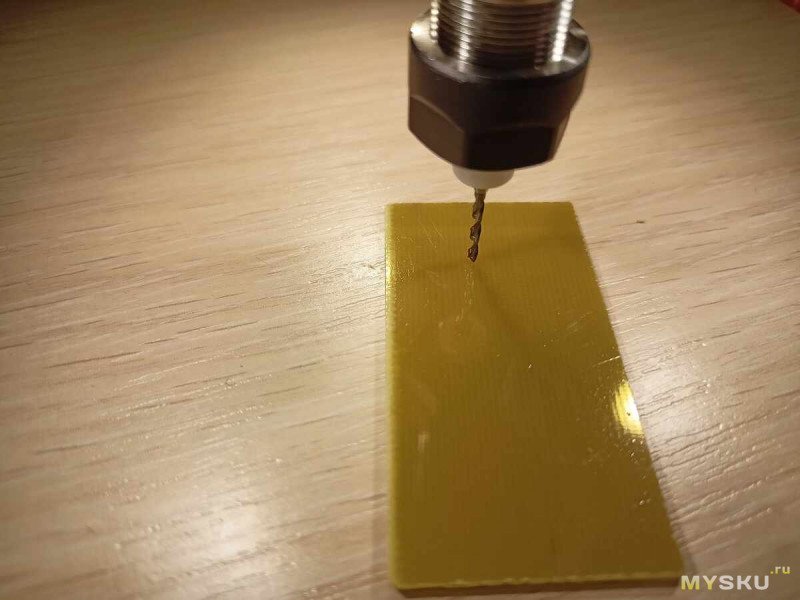
Испытания
Сверление, сверло 0.6 мм.:
Биение сверла:
Биение не превышает 0.07 (семи сотых) миллиметра. Считаю, это весьма неплохой результат для домашней «наколенной» самоделки.
Впечатления
Ход каретки очень мягкий и плавный, какие-либо люфты и/или закусывания отсутствуют напрочь. За счёт значительной массы каретки вибрации шпинделя также отсутствуют (хотя он и так отлично сбалансирован). Мощности более чем хватает для сверления стеклотекстолита любыми твердосплавными свёрлами нужных диаметров (от 0.6 до 1.5 мм.). Менять свёрла удобно, рабочего хода каретки вполне достаточно. Можно работать с платами большого размера. В целом, конструкция вышла как в известном меме:
Да, пожалуй что для работы именно с платами станок получился даже слишком суров. Однако именно такого результата я и добивался — точности и удобства эксплуатации.
На этом всё, благодарю за внимание! Вопросы и конструктивная критика — приветствуются.
P.S.
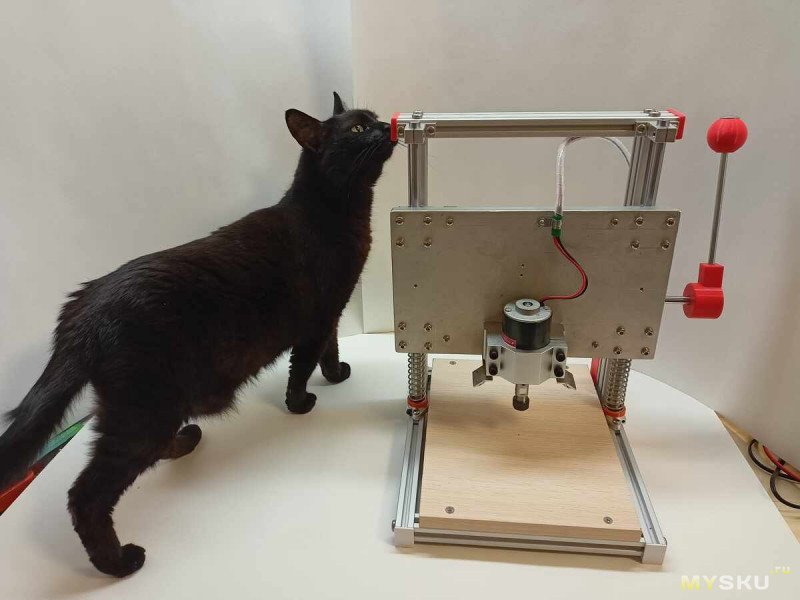
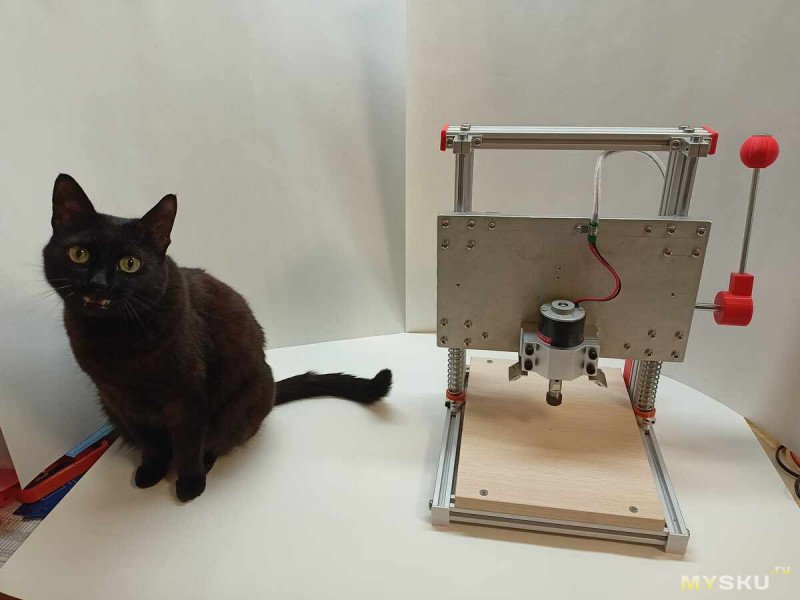
Главный конструктор станка проводит приёмку и сдачу в эксплуатацию:
Основательный подход конечно :) Видно руки правильно растут, но можно еще немного продолжить конструктив и получить ЧПУ станок, который быстренько все засверлит.
Для подсветки можно взять кольцевую подсветку от микроскопов.
можно еще немного продолжить конструктив и получить ЧПУ станок
Думал об этом, и не раз, но к счастью вовремя остановился. Потому что мои требования (в плане точности, скорости и прочее) к подобному оборудованию слишком высоки для того, чтобы их можно было удовлетворить в домашних условиях. Да, состряпать что-то куда-то ездящее и сверлящее/фрезерующее можно, конечно, однако разочарование от полученных результатов этого сверления/фрезерования угробит всю затею.
В домашних условиях более чем реально изготовить чпу станочек для гравировки пп с точностью обработки не хуже чем биение у вашей сверлилки (это с большим запасом, такая точность для пп не требуется), благо готовых законченных проектов в паблике более чем достаточно, а вот впоследствии на создании плат вы будете порядочно экономить время.
таки травление — не сказать что хуже. особенно если платы большие и сложные. кроме того, сейчас как правило платы делаются на smd элементах, сверловки там крайне мало, так что насчет экономии времени тут вопрос.
если плата одна, большая и сложная, то врямя может быть сопоставимо с ЛУТ, если плата не очень большая, и в меру сложная, то экономия времени будет ощутимым, в среднем на плату 150х150 под всякую *fn мелочь с дорожками 0.2-0.3мм уходит минут 25-30 (на одну сторону), если 2 сторонняя, то +минут 5, т.к. как правило обратная сторона это перемычки.
в итоге в среднем на плату трачу 35-50 минут, которая готова к пайке и никакой возьни с принтерами-утюгами-шаблонами и банками с реактивами:)
аналогично, забросил лут после того, как попробовал гравировать платы, ЛУТ это позапрошлый век, хотя некоторые до сих пор дорожки рисуют от руки лаком:)
такие дорожки лутом у меня никогда не получались:
а гравировкой легко
ну от ЛУТа я тоже давно отказался, но в пользу фоторезиста. у каждой технологии свои минусы. у фрезеровки — шум и пыль, у травления — химия. но в целом те же 20-30 минут на плату, в зависимости от свежести раствора.
пыль только при обрезке по контуру фрезой (пылесос с аквафильтром в помощь), либо резать вручную ножницами, от гравировки пыли нет, обрабатываемая поверхность мажется тоненьким слоем мыльной воды которая предотвращает образование пыли и заодно выступает в качестве СОЖ продлевая ресурс граверу.
что до шума, асинхоронники работают тихо, шум примерно как от электробритвы
По моему мнению, идея именно гравировки дорожек на плате изначально безнадёжная и нормально не решаемая. Но не суть. В CNC интересуют даже не столько точность (хотя это тоже важно), сколько ускорения и скорости — меня не устраивает полдня сидеть и ждать пока там всё насверлится медленно и печально. А чтобы добиться хороших скоростей и ускорений, надо уже всерьёз садиться за расчёты. И потом ещё ухитриться воплотить их в жизнь. В общем, это тот самый случай, когда намного выгоднее заплатить за готовое решение, чем вбухать неимоверное количество своего времени и получить непредсказуемый результат. На самом деле, я бы даже и этот сверлильный станок не стал делать, если бы нашёл что-то более лучшее и подходящее готовое.
у вас не правильное представление о процессе, на среднестатистическую плату под СМД 150х150 лично у меня уходит обычно меньше часа, я уже года 2 как отказался от лута в пользу гравировки и не жалею.
не за какие расчеты садиться не нужно, все расчеты выполняет CAM программа.
и как раз с помощью гравировки предсказуемых результатов процент намного выше, чем ЛУТ-а, фоторезист в принципе не рассматривал из за его большей трудоемкости.
как раз с помощью гравировки предсказуемых результатов процент намного выше, чем ЛУТ-а
Экспериментирую с краской и лазерным гравером. Результаты многообещающие, но требуется подобрать правильный состав краски. Гравировать фрезой не пробовал и не собираюсь, это изначально мёртвая идея — просто потому, что тестолит не бывает идеально ровным. Да, есть тонны костылей, типа составления карты высот. Но это именно что чудовищные костылищи (как BLTouch на 3D-принтерах с кривыми столами), пытающиеся с переменным успехом всеми правдами и неправдами вытащить из могилы изначально безнадёжную идею.
А вообще в целом, как свой идеал домашнего производства плат, я вижу такой вот техпроцесс:
Вкратце суть. По краям заготовки ставим «якоря» чтобы её можно было снимать и возвращать обратно без смещений. Заливаем заготовку краской. Лазером выжигаем дорожки. Травим дорожки и смываем краску. Сверлим отверстия, вырезаем плату по контуру.
Одно только во всём этом плохо — что всё делается на одном и том же станке, у которого шпиндель меняется на лазер. Это очень плохо, потому как чудес не бывает — винтовой привод отлично подходит для фрезеровки, но слишком медленный для лазера. Ищу способ как делать то же самое на двух независимых станках.
Гравировать фрезой не пробовал и не собираюсь, это изначально мёртвая идея — просто потому, что тестолит не бывает идеально ровным.
да как же она мертвая если тысячи людей таким образом успешно делают себе платы?:)
и как я 2 года уже умудряюсь гравировать кривой текстолит вообще без карт высот:)
в общем проблема кривого текстолита абсолютно надуманная и раздутая на ровном месте
тут все очень просто, берем тонкий 2 сторонний скотч, клеем с его помощью текстолит всей плоскостью на жертвенный стол — все, кривизны нет, есть микроперепады толщины у некоторых бракованных кусков, проблема решается либо отбраковкой таких кусочков либо гравировкой чуть ниже клеевого слоя, как правило такой глубины достаточно чтобы избавится от непрорезов.
вот пример
что касается вашего способа, он рабочий, но применим только для простых и грубых плат
более перспективная технология сравнении с вашей это засветка лазером фоторезиста, на радиокоте выложен в свободный доступ проект такой установки и многими успешно опробован.
это верно, текстолит так же креплю, проблем с кривизной нет
А вообще в целом, как свой идеал домашнего производства плат, я вижу такой вот техпроцесс:
почему бы и нет, попробуйте, может удастся получать стабильный результат, но по мне так слишком много промежуточных операций и никуда не деться от химии
как же она мертвая если тысячи людей таким образом успешно делают себе платы
И ещё больше людей юзают 3D-принтеры с BLTouch. Это не делает их столы и результаты печати более ровными. И что ещё более подозрительно — почему-то на заводах по производству плат их до сих пор именно травят, а не фрезеруют.
проблема кривого текстолита абсолютно надуманная и раздутая на ровном месте
А слой меди конечно тоже идеально ровный? Суть проблемы с фрезеровкой в том, что у текстолита ни в коем случае нельзя нарушать клеевой слой между фольгой и подложкой, и тем более саму подложку. Иначе через открывшиеся дыры текстолит немедленно начнёт тянуть воду из воздуха. Да, я видел на YouTube ролики, где ухитряются фрезеровать чисто фольгу, никак не трогая подложку. Но по странному совпадению абсолютно все эти примеры сделаны на станках, цена которых стартует от двух тысяч евро. Во всех остальных примерах, где авторы гордо показывают результаты своих трудов, даже без микроскопа видны торчащие из фрезерованных дорожек нити стекла и загнутые вверх кривые края фольги. И нет, это не фреза тупая, это кривой текстолит и фольга неоднородной толщины.
засветка лазером фоторезиста
Слышал про такое, но воплощать не спешу, сперва с краской поэкспериментирую. Абсолютно все мои опыты с фоторезистом во всех возможных вариантах успешно провалились. Так что ничего хорошего я от него уже не жду.
И что ещё более подозрительно — почему-то на заводах по производству плат их до сих пор именно травят, а не фрезеруют.
потому, что для серийного производства экономически целесобразнее и быстрее фоторезистивная технология.
и напротив, для прототипирования даже на заводах иногда используют метод гравировки, а не фоторезиста, потому, что это быстрее, пример таких профессиональных станков есть у немецкой фирмы LPKF www.lpkf.com/en
А слой меди конечно тоже идеально ровный? Суть проблемы с фрезеровкой в том, что у текстолита ни в коем случае нельзя нарушать клеевой слой между фольгой и подложкой, и тем более саму подложку. Иначе через открывшиеся дыры текстолит немедленно начнёт тянуть воду из воздуха.
слой меди при толщине 30микрон, гуляет в районе +-3-5 микрон, клеевой слой в 2 раза толще меди
кроме того проблема с нарушением клеевого слоя точно такая же надуманная, я по началу тоже боялся, гравировал исключительно не ниже клеевого слоя, но потом забил, т.к. разницы нет от слова совсем
за 2 года сделано больше сотни плат, все устройства нормально работают.
фрезерованных дорожек нити стекла и загнутые вверх кривые края фольги. И нет, это не фреза тупая, это кривой текстолит и фольга неоднородной толщины.
если делать платы на станочке типа 3018 в стоковом исполнении то да, торчать там будет много чего
на моих платах ничего не торчит, даже если смотреть в микроскоп :)
А какой же тогда надо станок? Какой-нибудь простой и скромный, всего за пару-тройку тысяч евро?
можно и за пару тысяч :)
но как правило хватает модернизированного 3018, где висячие валы заменены на профильные рельсы, усилена жесткость, устранены люфты, желательно наличие ШВП, ну и замена моторчика 775 на полноценный шпиндель с минимумом биений.
Вот эти участки выглядят подозрительно. Возможно, просто артефакты сжатия картинки?
попавшие пылинки, непрорезов там нет, фотка в большем разрешении тут, это тестовая плата не несущая никакого практического назначения, делалась для проверки минимально возможных дорожек, получились 0.12мм
А есть что-нибудь на Алишечке в уже готовом виде, без всего этого геморроя? Собственно 3018 покупал потому как это самая популярная модель, все её косяки давно известны, и всегда можно точно сказать, что является следствием кривизны своих рук, а что — врождённой кривизной самого станка.
А есть что-нибудь на Алишечке в уже готовом виде, без всего этого геморроя? Собственно 3018 покупал потому как это самая популярная модель, все её косяки давно известны, и всегда можно точно сказать, что является следствием кривизны своих рук, а что — врождённой кривизной самого станка.
чтобы сразу все работало «из коробки» были швп и профильные рельсы по всем осям и не нужно было ничего модернизировать и доделывать?
есть, но ценник учитывая рухнувший рубль вам вряд ли понравится
после 3018 что-то хоть что-то отдаленно напоминающее гравировальный станок начинается с модели «3020»
есть версия с цилиндрическими рельсами и швп, они еще дороже, в последнее время не попадались, видно из за конского ценника при ущербной конструкции их мало кто покупает
а с профильными рельсами мелкий формат (3020 вообще) не попадался
все это достаточно хлипенькие граверы способные фрезеровать дерево и пластики, неспешно погравировать цветмет.
для гравировки плат они подойдут, для широкого круга задач вряд ли из за крайне низкой жесткости.
если нужно что-то более жесткое, то тут либо или собирать самостоятельно станок с нуля, или копить на что-то из серии "вектроник", при самостоятельной сборке можно неплохо сэкономить
что-то отдаленно напоминающее гравировальный станок начинается с модели «3020»
Видел такие, когда 3018 искал. Интересные аппараты. И даже цена в целом приемлемая. Но есть нюанс… Это уже слишком здоровенные тяжеленные гробы. Мне такое даже хранить негде будет, не то что эксплуатировать. 3018 обитает на шкафу в коробке из IKEA. Ну а этот гроб на колёсиках 3020 просто некуда девать будет.
это как раз тот случай, когда станки стоят своих денег
Они б (станки) ещё у них были! Всё на заказ. И отдельно «порадовало» следующее: РП — серия на профильных направляющих, типа HGH15 РП [снят с производства]
Не успели начать производство — и уже всё с него поснимали. И что теперь делать? Покупать станок, который уже заранее не поддерживается?
Они б (станки) ещё у них были! Всё на заказ. И отдельно «порадовало» следующее:
РП — серия на профильных направляющих, типа HGH15 РП [снят с производства]
Не успели начать производство — и уже всё с него поснимали. И что теперь делать? Покупать станок, который уже заранее не поддерживается?
это значит, что данную серию перестали продавать и только, РП пару лет назад продавали вроде бы
сейчас там продают только СМ — собранная механика, и полностью укомплектованные, по отдельным, не собранным частям не продают.
а на заказ потому, что мелкосерийное производство организованное одним человеком.
Это 25 кг гробы??? Поздравляю, девчонка Вас уделала ))
P.S. на самом деле CNC 3020 это полноценная «игрушка для детского технического творчества», и своих денег действительно стоит. Это уже не GRBL, а полноценный Mach3. В остальном согласен с «exe», он все правильно пишет, в том числе и про вектроник.
Это 25 кг гробы??? Поздравляю, девчонка Вас уделала ))
А давайте этой девчонке также как мне сломаем спину, чтобы она после каждого подъёма «этих жалких 25 кг» неделю отлёживалась и три метра от кровати до туалета проползала в позе нападающего льва?
Почему-то я совсем не удивлён. Особенно после того как посмотрел пару ваших видео. Очень они мне напомнили вот это:
Теперь понимаю, чем именно — ценник тот же. А платы выходят красивые, да… За пять сотен тысяч деревянных… Чего бы им не быть красивыми? Просто берёшь и покупаешь станок… за полмиллиона. И можно сразу начинать писать в комментах о том, как легко, приятно и аккуратно фрезеруются платы, без выгрызания местами верхнего слоя текстолита и лохмотьев фольги по краям дорожек. «Мифы о неровности текстолита и фольги преувеличены», да…
для того, чтобы получать такие платы, такой станок вовсе не обязателен, это вообще станок для обработки цветмета, нет при обработке плат таких нагрузок, чтобы требовался такой станок, там достаточно проапгрейженного 3018 на рельсы и швп с нормальным шпинделем типа https://aliexpress.ru/item/item/33051590285.html
рекомендую заглянуть на cnc3018.ru, у людей получаются платы не хуже на станках стоящих в 10раз дешевле.
ну а то, что стоковый 3018 выдает не аккуратненький рез, а борозду как от трактора, это закономерный результат, ведь по сути это даже не гравер, это макет гравера — конструктор для обучения
Верю. Честно. Тут дело в том, что я уже имел хоть и очень полезный в плане опыта, но дико затратный по времени и финансам эксперимент с Ender 3, собратом по палате 3018. Сам принтер дешёвый и в целом недурно работает прямо «из коробки». Но к нему есть моды… И тут Остапа понесло… Директы, экструдеры, BMG, вторая ось Z и даже рельсы в виде BLV. Не говоря уже о всякой мелочёвке типа натяжителей ремней, другой платы, жёстких пружин и прочее. Остановился только когда цена всех модов превысила стоимость принтера в три раза. Тогда-то наконец и пришло понимание, что чего-то я делаю не так… Из всего этого приключения сделал вывод — лучше выбрать что-то дороже, но полностью готовое к работе, чем пытаться слепить тортик из кизяка. Потому как в итоге это будет всё равно кизяк, только в форме тортика. Так что, заказывая 3018, сразу же решил, что не буду делать с ним вообще никаких доработок. Вот прям совсем. Поиграюсь, въеду в тему, получу какой-то опыт фрезеровки. А потом уже выберу что-то более вменяемое. Тогда может быть и рискну взяться за платы.
э, нет. тут вот опять же — максимализм и желание всего и вся и побольше, побольше. и отсутствие понимания причинно-следственных связей, то есть что мы лечим в эндере тем или иным модом. ну вот например натяжители ремней. казалось бы — полезная штука. но я ремни за пару лет подтягивал раза три. вопрос: а оно надо было? рельсы. а что, у эндера есть проблемы с колёсами? один раз поджал и вперед с песнями. ну ок, раз в полгода проверяем и подтягиваем при необходимости. вторая ось Z? так не тот размерчик оси X чтобы был какой-то ощутимый перекос. короче, единственное что реально нужно эндеру — это директ. не потому что боуден это плохо, а чтобы гибкими пластиками печатать. TPU например меня просто покорил. а, ну можно еще поставить плату с тихими драйверами, но это больше баловство, хотя и дает больше возможностей. но как-бы с учётом того что при замене фидера на директ придется перепрошивать плату — возможно есть смысл и заменить, чтобы упростить себе жизнь. а вот экран я купил сенсорный — и работает он в режиме эмуляции 12864.
Всё правильно говорите, согласен. Однако есть один мелкий нюанс — понимание всего этого приходит после того, как опыт с модами уже получен. А когда принтер видишь впервые в жизни, польза и целесообразность доработок вообще ни разу не очевидны.
ну так если нет опыта и польза неочевидна — зачем вкладывать дикие бабки в доработки?
Чтобы этот опыт получить. Даром он никому и никогда не даётся. Теперь вот знаю, что не надо так делать — покупать нечто, которое прямо «из коробки» нуждается в доработках. Нужно либо быть морально готовым довольствоваться тем что есть; либо продолжать искать что-то пригодное к употреблению сразу, без доработок.
если речь о китайских станках с али, то шанс того, что придется заниматься ремонтом\доработкой крайне велик, это касается любых станков, али не то место, где стоит покупать станки стоимостью выше 30-40 тысяч рублей, имхо.
на самом деле даже в этом видео отлично видно что станок купил, а работать с ним не купил. в частности — вначале тщательно убирается фольга там где будут отверстия, а потом таки сверловка. лично у меня возникает некий резонный риторический вопрос…
а что если засвечивать фоторезист? оно и проще и чище.
насчет разных станков — ну выставлять по контрольным точкам. да, немножко муторно, но возможно будет быстрее чем на винтах выжигать
я в курсе, но мне больше понравилось как струйник переделывали. там прям круто — с камерой для совмещения по маркерам и всё такое. если конечно не путаю.
я просто не понимаю зачем использовать краску — это ж плюс вонь, а операций по сути столько же. нанесение краски/фоторезиста, выжигание/засвечивание, ну ок, для фоторезиста тут еще проявка, а для краски наверно просто протереть тряпочкой со спиртиком, далее травление и смывка краски/фоторезиста. да, добавляется проявка, зато убирается вытяжка, да и лазеру от дыма не сильно хорошо.
Вот как раз и думаю, как бы их так ухитриться обеспечить, чтобы достаточно точно совпадали. Пока что из нормальных идей — что «жертвенный стол» должен быть съёмным и фиксированным по размеру. Тогда можно будет во фрезере и лазере один раз выставить углы под этот стол, откалибровать — и можно будет переставлять заготовку с одного станка в другой, не тратя время на повторную перекалибровку.
Я экспериментировал, только у моего лазера на 5Вт пятно овальное около 0,15 мм, тонкие дорожки не получатся, все ограничено размером зазора между дорожками. Краска особо ни на что не влияет, любая черная из баллончика.
в домашних условиях я бы не стал фрезеровать платы, надо отдельное помещение и направленную вытяжку ставить рядом со станком, чтобы не заиметь частиц текстолита в своих легких. В домашних для единичных прототипов, надо травить, для точности использовать фотошаблон если потребуется, для массового производства есть сервисы по созданию и заказу плат, где вы сможете заказать даже многослойную плату, чего на фрезере собранном на коленке не сделать.
при гравировке пыли нет вообще.
при фрезеровке (обрезка по контуру) всю пыль собирает пылесос с аквафильтром.
что касается работы например с фотошаблонами, где придется работать хлорным железом при травлении плат, то это еще тот яд когда наберет в себя меди, и дыша этими парами вы себе точно не прибавите здоровья.
прям не знаю. как по мне — и равномерность супер, и подтравов я особо не наблюдал. впрочем, подтравами я особо и не заморачивался — не было ничего критичного, да и ладно.
в любом случае хлорное железо уже не лучший вариант. грязь эта везде, ржавеет всё вокруг, руки желтые… бррр
Лично мне удобнее и быстрее гравировать, от травления я уже давно полностью отказался, помимо экономии времени, особенно при 2 сторонних платах, процент брака стал нулевым и значительно повысилось качество плат.
А те, кто говорит, что гравировка плат это не перспективно или не качественно просто не освоили эту технологию, либо у них проблемы со станком.
Что до грязи и пыли, то их нет, совсем, из зоны обработки стружка удаляется стружкоотсосом.
Для подсветки можно взять кольцевую подсветку от микроскопов
Это первое что пришло в голову. Даже специально заходил в «Профи», смотрел эти подсветки. Они все слишком большие, будут перекрывать обзор и мешать ставить свёрла.
Не нужно брать ни для микроскопов, ни любую другую специальную.
Цена выйдет, как за гиперболоид Гарина.
Поиском на али «Ангельские глазки» или «Angel Eyes» — это кольцевая подсветка автофар.
Они и с плафонами бывают.
Которая светит строго прямо. Мне нужно чтобы она светила под углом около 30° к горизонтали. Так что вариант интересный, но в данном случае не подходит.
«Строго прямо» светит лазер.
А эти колечки светят под нужным углом — у меня именно из них сделана подсветка на китайском "Зеленом 710Вт" сверлильном станочке и такое же кольцо стоит на конце 500Вт-ного шпинделя.
Неправильно выразился. Имею ввиду, что в кольцевой подсветке микроскопа все светодиоды направлены не вниз, а под углом в центр кольца.
эти колечки светят под нужным углом
На фото выглядит так, словно светодиоды там направлены прямо вниз. Но вариант в целом действительно интересный, поищу такие кольца с тёплым белым светом, попробую пристроить.
Да, они установлены на плоской плате, точно так же, как светодиоды на лентах или в фонарях и прочих прожекторах. Только все они имеют еще и углы рассеивания света и создают приличной яркости пятно.
Это всё понятно. Однако, что называется, «почувствуйте разницу» — вот как выглядит внутри кольцевая подсветка микроскопа:
То есть светодиоды прямо физически наклонены под углом около 20° к центру. Плюс ещё у каждого из них свой угол рассеивания. Таким образом получается хороший, плотный конус света.
А на «глазках» у нас что-то вот такое:
Для автомобиля — отлично, для подсветки — сомнительно…
Это все понятно.
Только в микроскопе плотный и направленный свет нужен для просмотра на просвет биообразцов в отраженном от нижнего зеркала свете, а на сверлилке нужно просто создать световое пятно — осветить место сверления. И это место находится, максимум, в 10-15см от источника света, а при диаметре кольца 70мм получаем угол от 13 до 19 градусов, что при кольцевом освещении создает достаточный уровень бестеневой освещенности в месте сверления.
Прикинул(на глаз),и-прослезился.. Места на раб.столе займёт-как ИЛ-86 в ангаре обслуживания.
А одну-две платы в год посверлить, так сразу слова «Ильича»
на ум приходят: *Экономика должна быть экономной!*… :-))
Да за эти деньги можно готовый хороший станок купить для плат
Готовый — можно. Хороший — ну не знаю… Из всего что просмотрел понравился только Proxxon TBM 220. Да и то терзают большие сомнения, какие в нём люфты — по чисто моему мнению, станки для сверления тонкими свёрлами должны иметь несколько иную конструкцию, чем полноразмерные. Каковую (конструкцию) я и воплотил, собственно.
А там уже другая проблема — плавность хода пиноли. В этой стойке «ластохвост». Его если хорошо затянуть (чтобы люфты выбрать) — начинает закусывать и клинить. Если расслабить — будет болтаться. И к тому же разница в цене со станком получается около 3'000 ₽. Хотя всё-таки данная связка имеет огромное преимущество — если гравер предполагается использовать отдельно, а не исключительно в стойке. Вот тогда реально выгодно, да.
Однозначно в ней нет такой проблемы!!! Просто там ластохвост требует смазки (жидкой)!.. У меня эта проксоновская станина, в ней выбраны люфты до такой степени, что сверло даже на кернение на алюминии не уходит, а сверлит прямо по грани. Плавность хода отличная!
станки для сверления тонкими свёрлами должны иметь несколько иную конструкцию, чем полноразмерные
Так почему же не стали это реализовать (несколько иную конструкцию)? Зачем комплектующие использованы явно не подходящие для этой цели (микро задачи).
Основных требований в данном случае три: 1. Скорость шпинделя 30-60 тысяч об/мин
2. Отсутствие люфтов.
3. Перпендикуляность.
И всё, даже бой шпинделя не от Вас зависит (ибо конус и цангу не Вы шлифуете), обсуждать жёсткость в данном случае тоже особо смысла нет (если 100 грамм нагрузку «влево-вправо» держит, то вполне приемлемо ибо нагрузка-то НЕ боковая у свёрел в отличии от фрез). Так что на всем остальном можно и нужно в данном изделии экономить: рейки с шестернями в топку, простого рычага вполне достаточно, да и направляющих (в данном конкретном случае) хватит от… обыкновенного платяного шкафа: youtu.be/rqn46zl_OkA youtu.be/MBGUwdvzmmw
Покупка 12мм дюралевой пластины в данной конструкции вообще не оправдана. Если очень сильно этого хотелось, можно было 4-5мм толщиной его купить и поставить из него «два треугольника» накладками сбоку на колонны (как откосы) ибо это самое слабое место всех подобных конструкций. Но для домашних самоделок подобного уровня в большинстве случаев и фанеры хватает (см. канал JSK-koubou).
P.S. и да, на мой взгляд совершенно незаслуженно при конструировании сверлильных мини-станков, большинство пользователей даже не задумываются, что можно двигатель и вообще жестко закрепить, а поднимать только сам столик:
Мне кажется при подъёмном столике не очень удобно держать плату. Жёсткой фиксации стола по высоте нет, он может продавливаться вниз, руке будет неустойчиво на дрыгостоле. И по эргономике, по человеческой физиологии (мозги, руки, мышцы, пальцы) так будет неправильно. Для грубой работы пойдёт, для тонкой и мелкой, сомневаюсь.
У меня просто… «ностальгия» по данному столику. В молодости на таком работать доводилось, промышленного производства кстати был. Конструкция примитивная была: сверху общепромышленный асинхронный движок 400Вт 2800 об/мин, прямо на валу патрон до 6мм стандартный. Столик круглый диаметром примерно 250мм. крепеж/подъем стола — система 2-х труб с приваренными к ним фланцами. Посадка труб разумеется плотная, фланцы прикручены один к столику, другой к основанию болтами. Подъём все же рейкой был (крепилась к внутренней трубе), в наружной трубе — просто пропил под рейку (получается что рейка одновременно была и шпонкой).
Сверлильных станков на слесарном участке хватало, но этот не простаивал. Более того, я на нем частенько фрезеровал 4мм оргстекло 6мм фрезой (4х-перой). Клипсы делал девчонкам из цветного оргстекла («листочки»), детальки на столике вообще не крепил, работал просто держа «в руках»… при фрезеровке на нём дабы уровень один и тот же держать ручку шестерни (рычаг) тупо упирал в верстак и слегка придерживал локтем. Звучит возможно «дико», но желающие на нем поработать стояли в очередь ибо НС-12 и 2м112 для мелочевки не очень удобны…
Да там ход стола для сверления плат нужен 2 миллиметра. На таком расстоянии обеспечить минимальный люфт совсем легко. Я брал шток и цилиндр от старого газового амортизатора двери багажника. Люфт 0,00 мм… Плавность хода задаётся рычагом, можно сделать очень плавно.
почему же не стали это реализовать (несколько иную конструкцию)
Реализовал — портал с кареткой на валах. Можете показать аналогичный по конструкции полноразмерный сверлильный станок гаражно-бытовых размеров? Дико интересно посмотреть.
Вы накидали кучу ссылок на видео с идентичными друг другу стойками для дрели, но среди них почему-то нет ни одного, где сверлят твердосплавным сверлом 0.6 мм. Совпадение? Не думаю…
поднимать только сам столик
Вы такую конструкцию вообще пробовали лично? Нет? Очень зря. Потому что выглядит она конечно крайне инновационно и нанотехнологично, но на практике просто неимоверно неудобна. На ней можно только дырки делать, вместо отверстий — ни о какой точности с такой подачей даже речи быть не может. И опять же, ни у кого из известных производителей станков таких конструкций нет. Совпадение? Не думаю…
Выше написал, что пробовал, на чем только не приходилось работать, всю жизнь в стойле у станков. Дома тоже станки, в том числе и CNC который Вы собрать не решились.
Реализовал — портал с кареткой на валах
Вообще-то это «круглые рельсы» называются, основной их недостаток… ЛЮФТ. Микрометром валы гляньте, они минус 0,05мм, а каретки наоборот в плюсе, «болтанка» в них компенсируется только кривизной сборки самого изделия самодельщиками, так что для серьезных изделий разумеется профильные ставят. Но в данном случае (когда речь идет о PCB) обсуждать все это стрёмно…
P.S. первые 15 лет за станками всегда тяжело, вторые 15 лет уже легче…
Выше написал, что пробовал, на чем только не приходилось работать
Это хорошо, значит не придётся пояснять, насколько это убогая и неудобная конструкция. Её можно состряпать «на коленке» из обрезков металлолома — в этом её первый и последний плюс.
Вообще-то это «круглые рельсы» называются
К сожалению нет, это не «круглые рельсы». Потому что цилиндрические рельсы выглядят немного иначе:
И каретки (подшипники) на них ставятся разрезные:
В моей конструкции этого нет, там просто обычные валы и линейные подшипники. Цилиндрические рельсы не стал использовать потому что во-первых, вы совершенно правы — у них реально дикие люфты, в основном из-за того что подшипник не замкнут; и во-вторых, было бы сложнее организовать привод каретки.
сколько примерно обойдутся компоненты для сборки такого станка в сумме?
Обычно я считаю и публикую сумму, но в этот раз не получилось. Потому как весь проект очень сильно затянулся, начавшись ещё в августе прошлого года. Подробную бухгалтерию не веду, а сейчас, допилив наконец-то станок и усевшись писать обзор, обнаружил, что в магазинах не сохранились мои заказы — ни на алюминиевый профиль, ни на заготовки. Пружины вообще пришлось снимать, измерять и заново искать, заказ оформляли по телефону (!) — так работает этот магазин. Чисто приблизительно «на глаз» оцениваю все затраты в примерно 15'000 ₽.
Все понимаю и заслуженный плюс за основательный подход.
Однако, за 15 тыр, да даже за 10 тыр и менее не рассматривали покупку настоящего советского б/у станка? Есть высокооборотистые заводские сверлильные настольные станки. Пригодится и для сверления более крупных отверстий.
Нет. Причин тому масса, наиболее очевидные: это будет вусмерть ушатанное оборудование, под которое нигде и никогда больше не будет запчастей. А «одного знакомого токаря/фрезеровщика», который «за бутылку» сделает всё «в лучшем виде», у меня нет (как можно видеть по данному обзору). И даже если вдруг случится рождественское чудо и вдруг внезапно появится абсолютно новый станок, эта штука будет весить минимум половину центнера. Мне такое не то что на верстак не закинуть, но даже просто от пола не оторвать. И наконец, ожидать от полноразмерного настольного/напольного станка таких же люфтов и биений, как от миниатюрного — по меньшей мере наивно.
На худой конец — дремель в стойке?
У всех стоек под граверы есть один общий, но фатальный недостаток — ничтожных размеров рабочая зона. Просто потому, что для длинного выноса пиноли нужна хорошая жёсткость. А когда начинаешь увеличивать жёсткость, растут габариты, вес, меняется механика — и вот мы уже плавно подбираемся к представленной в обзоре конструкции…
Я имел ввиду не полноразмерные станки, а настольные миниатюрные высоких оборотов. Ну да ладно.
для длинного выноса пиноли
Не нужен там длинный вынос. У вас станок для сверления печатных плат. Рабочий род пиноли там нужен маленький. А сам дремель перемещается по направляющим и фиксируется на них в нужном положении. Кмк, очень удобно. У нас такой есть, так очень редко приходится его перемещать.
Типа такой:
Отлично работает, сверла не ломает.
П.С. У вас мах. 12 тыс. об.
А вот дремель может существенно больше, что для плат хорошо.
А как именно там устроено это перемещение — «ластохвост» или что-то подобное? Как люфт выбирается?
вот дремель может существенно больше, что для плат хорошо
Хорошо для фрезеровки, да. Но меня интересует сверление. Объясните пожалуйста подробнее, в чём именно преимущество более высоких оборотов при сверлении? Я таких доводов ещё не встречал.
Ничего там не выбирается) Могу пофоткать ту часть механизма. А еще зажимной винт из пластилина — 3-4 раза хорошо зажал и резьба срывается. Все, что делает дремель — переоценено. У меня, кроме этой стойки был сам дремель, угловой переходник, пару насадок
Интересно. В принципе, мой шпиндель вполне способен работать и на 48 В. Греться будет сильнее, но оборотов значительно прибавится. Те 5000 что я получил — это примерное значение, тахометр плохо справляется с таким тонким валом и запросто может показывать цену на мандарины в Сухуми вместо реальных значений. Судя по тому, что аналогичные шпиндели ставят во фрезерные CNC, думаю его вполне можно попробовать разогнать тысяч до 20 об/мин.
Если добавить принудительное охлаждение — то нет, не должен. На фрезерах эти шпиндели либо воздухом (иногда сжатым), либо водой охлаждают. Но там и нагрузки несопоставимые.
На фрезерах эти шпиндели либо воздухом (иногда сжатым), либо водой охлаждают.
Бред полный, эти 48в игрушки отродясь с пропеллером на заднице (воздушное охлаждение). Любой мощности до 500вт и разваливаются они влет.
P.S. не путайте божий дар с яичницей, шпинделя (более-менее) нормальные начинаются с 800вт, а водянки обычно 1,5кВт начинаются. А игрушки никто не охлаждает…
Они почти все из одной бочки (крыльчатка и прочие мелочи не в счет) за малым исключением. Исключение из правил: синхронные трехфазные BLDC-двигатели с датчиками холла — ТЫЦ / ТЫЦ они безщёточные (Brushless Spindle Motor). В принципе, если китайцы не накосячили, должны быть довольно надежными. Все остальные — обычные коллекторники из одной бочки. Только покупать эти безколлекторники смысла не вижу — обороты на них те же 12 тыс. а цена конская.
То, что нужно ставить на самом деле 30-60 тыс. об/мин стоит совсем не дешево — $215, так что обычно берут на 24000rpm с воздушным охлаждением (чтоб не заморачиваться с водянкой). В принципе если на него заморочится, то можно найти и за 6,5 тыс.руб. но цена на частотник к нему (инвертор) все одно все испортит. Так что вместо высокооборотного шпинделя самодельщики много чего применяют, вплоть до движков пылесосов иногда бывает…
Разницу между щеточным двигателем постоянного тока и асинхронным знаете?
Разницу между прямым и переносным смыслом знаете? «Разогнать» — в данном случае не значит заставить работать за пределами возможностей. Это значит подать 48 В, которые согласно спецификации на этот шпиндель являются вполне допустимым напряжением питания. При котором обороты увеличиваются до 12 тысяч (насчёт 20 я погорячился, признаю — не посмотрел, что написано в спеке).
Синхронные шпинделя РХ-170 (8-170 тыс. об/мин), РХ-220 (15-220 тыс. об/мин) и РХ-300 (25-300 тыс. об/мин). Идеальные режимы резания с помощью шпинделей серии РХ позволяют увеличить срок службы инструмента до 4 раз. Заявленная максимальная производительность такого станка с тремя шпинделями — 12 отверстий в секунду (на одной станции), то есть 720 отверстий в минуту.
P.S. в отличии от домашнего использования, твердосплавные сверла для PCB на промышленном оборудовании работают долго и не ломаются. После использования их по прямому назначению киты умудряются даже затупившиеся сверла продавать.
P.S. так, что человек Вам правильно пишет:
У вас мах. 12 тыс. об.
Только на самом деле там и 12 тыс. нет (измеряли подобные неоднократно тахометрами). Разумеется получить «идеальные режимы» рекомендованные производителями дома не реально, но по возможности стремится к этому имеет смысл.
Чукча не писатель, чукча читатель. Просто в свое время очень много прочёл, в том числе и про самые «наворочанные» станки с линейными двигателями — рухсервомотор (Минск), всем хороши окромя цены — стоят как крыло Боинг и выпускают их под заказ.
— это просто цитата с того сайта («скопировал-вставил») и не более того…
P.S. когда копирую цитаты других, практически никогда их не правлю (были давно прецеденты — люди обижались, теперь стараюсь не трогать).
да писал наверное «в состоянии аффекта» после поиска цитаты в том журнале. Кстати ссылку очень полезную в закладках нашёл, возможно кому то и пригодится: магазин самых дешевых инверторов на али (можно найти от 46 $) aliexpress.ru/store/1163294/
P.S. сам в нём пару штук JFD-S ZW-S2015 «на запас» давно покупал, впечатления от самих инверторов положительные в отличии от документации…
Вы, наверное, шутите. Я сам с такого начинал — заказывал в США. Кривое и шаткое уг. Все люфтит и нормально вертикальность не выставить. Сейчас в кладовке стоит, думаю кому сплавить по нормальной цене. Сам дремель тоже в плане биений уг. У китайского клона биения были меньше. Для точного сверления на высоких оборотах твердосплавными сверлами надо или шпиндель, как у автора поста или станок для сверления. Дремель тут вообще не в тему
Ну почему? Если у человека есть знания и руки правильные (а они, судя по изготовлению станка, правильные), то почему бы и нет… Только по приведенным ссылкам повторить будет дороговато. Но! Главное результат и удовлетворение желания).
жестким — да. но в данном случае станок получился ЧРЕЗМЕРНО жестким. по факту платы у меня вполне нормально сверлит станок напечатанный на 3д принтере. а тут какой-то оверинжиниринг просто.
так я и сверлю. мало того, я на своём чудище сверлил линейку из нержавейки миллиметровой твердосплавными сверлами — вот только не помню каким диаметром, наверно 0.7 а не 0.5.
для жесткости чрезмерности не бывает)
легко. можно сделать чугунную станину на полторы тонны, водрузить на неё еще полтонны железа и сверлить этим платы сверлом 0.5мм. хотя в принципе там жесткости хватит чтобы 10мм лист стали просто продавливать пробойником.
да не совсем нормально это. то есть оно хорошо, но избыточно. в итоге оно много весит, дорого стоит, а преимуществ не даёт. и можно скажем в разы уменьшить количество металла без ущерба жесткости для данного применения. потому что для сверления печатных плат жесткость-то особо и не нужна. тут не будет никаких изгибающих усилий. вот люфты должны быть минимальны, это да. так для этого масса не нужна
На стоковом 3018, который искаропки представляет плачевное зрелище, вполне успешно сверлил виашки 0,3мм твердосплавом китайским. Правда китайским твердосплавом — это важно…
А вы думали в заголовке топика просто так написано: Циничное глумление над всеми принципами машиностроения и охальное огуливание законов физики, сопромата и здравого смысла
Прекрасно понимаю что весь аппарат — это явный перебор. Народ на YouTube вон из фанеры и мебельных направляющих чё-то там лобзиком выпиливает — и у них тоже всё работает. Ну а мне вот так захотелось сделать.
А это у Вас на фото такое место рабочее или это дома? Очень аккуратно.
Это верстак в комнате обычной квартиры (она же рабочий кабинет, она же спальня, она же библиотека, она же кинозал, она же кладовка). Порядок обеспечивает в основном ToolBoard на стене — навесил лет пять назад и просто дико доволен, очень удобно. Ну и перед съёмкой стараюсь худо-бедно немного разгрести перманентный хламовник.
ТБ категорически не рекомендует на сверлильных станках работать в перчатках
Категорично поддерживаю и одобряю ТБ. Однако про перчатки тема отдельная: на этом ресурсе так исторически сложилось, что фото рук не особо приветствуют — то когти не по уставу подстрижены, то лак не в тон к обоям. А у меня так вообще холодовая крапивница, из-за чего кисти всегда красные и в трещинах, как у прачки. В реальной работе с вращающимися станками перчатки конечно же не надеваю.
Дополнительная информация
Хм, а кстати это уже какой-то фирменный стиль обзоров становится — неизменные коврик OLFA и перчатки 3M...
А не проще было взять обычный 3д принтер типа прюша и на него поверх приделать моторчик? Проектов на эту тему в интернете вагон и большая тележка. Более того, помнится и ПО для прюш под это дело написано. Да и подводные камни давно изучены. Каков был смысл именно собственного велосипеда?
Жёсткость? Как помнится её вполне хватает даже для механики на колёсах и ремнях(>9мм), если скорости не задирать.
взять обычный 3д принтер типа прюша и на него поверх приделать моторчик
Это называется CNC-станок. У меня такой есть в виде 3018 Pro. Однако ручной станок и CNC — несколько разные категории. Ручной — это когда надо прямо сейчас взять и посверлить, быстро, для каких-то прототипов и макетов. CNC требует несколько более длительной подготовки и хорош под уже более-менее проработанные проекты. В общем, это разные инструменты, которые скорее дополняют друг друга, чем заменяют или исключают.
CNC — это ЧПУ. А ЧПУ это по сути любой станок, управляемый компьютером.
Но если вам нужна была обычная сверлилка, то не проще было её и сделать? Зачем собирать такой портал под неё?
Ну и если у вас уже есть подобный станок с ЧПУ, то не проще было присабачить сбоку отдельную кнопку, которая бы запускала сценарий обычного сверления вверх-вниз? Даже более того, обычно на станках можно выбирать сценарии, так сделать типовые сценарии для автоматического сверления разных рядов отверстий под элементы, а для хорошего ручного позиционирования отверстий прикрутить на станок линейные лазеры.
То есть у вас не разобран именно вопрос обоснования такой вашей конструкции и ухода от ЧПУ к примитивному ручному станку.
Для увеличения рабочей зоны. Пиноль с консольным выносом может работать только в пределах длины этого самого выноса. Портал же мало чем ограничен по ширине, его и метровым можно было бы сделать, пропорционально увеличив ширину каретки чтобы не было её перекоса. Вынос пиноли не наращивается столь же легко и просто без радикальных изменений всей конструкции.
вопрос обоснования такой вашей конструкции и ухода от ЧПУ к примитивному ручному станку
Обосновывать тут попросту нечего — мне в дополнение к CNC нужен чисто сверлильный станок с ручным приводом. Вот я его и сделал. И даже написал об этом обзор, чтобы поделиться идеей конструкции — мне такие ещё не попадались, иначе сделал бы по ним.
А зачем что-то там наращивать до полуметра? Это же сверлилка для плат. Зачем вообще такую жёсткость делать? Да ещё и портал? Портал ведь делается для того, чтобы добавить жёскость при боковых нагрузках. Но это для фрезеров и станков с горизонтально двигающейся по порталу головой, а у вашей сверлки ни того ни другого нет. Вот к примеру у меня для сверлильных работ есть такая стойка для дрели за 3к рублей.
Люфт если и есть, то минимален. Даже если внезапно стандартного выноса сверлилки не хватит, всегда его можно сделать каким угодно, просто сварив раму под штангу. То есть понятно, что вы сами написали про оверинжениринг, но возникает ощущение что тут не про сверлилку, а оверинжиниринг ради оверинжиниринга.
Потому что платы бывают побольше, чем те жалкие 5~10 см. вылета пиноли как у большинства поделок с YouTube.
Портал ведь делается для того, чтобы добавить жёскость при боковых нагрузках
Не только. Ещё он позволяет «малой кровью» увеличить размер рабочей зоны.
есть такая стойка для дрели за 3к рублей
Знакомая вещь, была у меня такая. В ней «ластохвост». Добиться от которого плавного хода без закусываний не особо реально: затянешь посильнее — клинит; ослабишь — болтается. На тисках «ластохвост» вполне уместен и полезен, там закусывания никакой роли не играют, т.к. губки при работе должны фиксировать заготовку, а не ездить туда-сюда, в отличие от пиноли.
всегда его можно сделать каким угодно, просто сварив раму под штангу
ОК, предположим что мне нужно увеличить вылет пиноли у этой стойки вдвое. Что делать? Я смог придумать разве что дико наркоманский вариант — собрать куб, из верхней плокости которого сверху вниз идёт цилиндрическая стойка.
Но это уже что-то прям совсем за гранью добра и зла.
уход от ЧПУ к простому станку как раз понятен — для простых работ простые инструменты. и опускать сверло ручкой — сильно удобнее чем кнопкой, в частности. другой вопрос, что тут простой станок имеет избыточно сложную конструкцию (ну или не сложную, но избыточную по каким-то другим критериям, которые я затрудняюсь сформулировать). но автор так видит.
Да, всё именно так. Разворачивание CNC это целый ритуал. Когда плата сложная, оно того стоит, по времени и трудозатратам себя окупает. А когда на ней 2.5 детали — это лишние хлопоты.
но автор так видит
Про это я ещё до cut-а писал — что тут будет лютый угар и оверинжениринг. Не из какой-то реальной потребности, а просто потому что захотелось именно вот так — чтоб было максимально сурово.
Это смотря с какой стороны посмотреть. Если речь про прям простую сверлилку, то это всё прям лютый оверинжиниринг. А если речь именно про хорошую сверлилку плат при ручном труде(без схем в каде и прочих), то, ИМХО, скорее не в ту сторону инжениринг. Сверление плат в очень многих случаях предполагает сверление под ноги разъёмов и прочих элементов TH. А они все стандартные. Тут бы больше подошло глумление над CNC и расширение его функционала под ручные нужды.
как по мне, переделка CNC будет сложнее и бессмысленнее, хотя бы потому что — а что от него останется-то? шпиндель? потому что даже ось Z придётся переделывать, чтобы двигать не шаговиком, а вручную. то есть в целом идея изготовить сверлилку мне нравится, но так её усложнять и ужесточать — я лично смысла не вижу. повторюсь, я напечатал какую-то фигню с сингиверса — и работает она, жрать не просит. да, люфты несомненно есть. но свёрла я не ломал. точнее, одно сломал — по собственной дурости. и я там не плату сверлил, а железку подкаленую.
Я так думаю что проблема скорее в цанге, её лапки выглядят какими-то помятыми. Закажу потом ещё одну, сравню.
на рынке покупал советские твердосплавные, были в ассортименте
Эпоха, про которую я говорил — это конец 80-х/начало 90-х. В конце 80-х были деньги, но невозможно было что-либо на них купить. А в начале 90-х стало возможно купить всё, но не стало денег. Сейчас-то, в наше время, уже полное благорастворение: денег много — покупаешь хорошие дорогие свёрла; денег мало — покупаешь дешёвые «так-себе-качество» свёрла. Работать будут любые, вопрос в ресурсе и всяких мелочах типа заточки, марки стали, геометрии и прочее.
Делал сверлилку для плат на основе кинематики от CD привода, плюс схема Александра Савова. Вполне рабочая конструкция, ибо усилия там небольшие. Для авторского варианта лучше на основе 775 мотора с патроном, или даже дремелеподобного чего-то сделать и получить прям мини сверлильный станок.
Именно так и сделал себе сверлильный станочек для плат в году примерно 85. Станина со списаного микроскопа. Мотор уже не помню с чего, он кстати до сих пор цел, с тем же патроном, патрон был обычный до 5 мм. Микроскоп при переездах потерялся.
За магарыч раздобыл школьный микроскоп. Родная подача оказалась с кучей люфтов. В итоге использована лишь станина.
Шток и втулки с двигателя старого проигрывателя, конструкционный материал — оргстекло 8 мм из монитора.
Для создания узла подачи была разработана метода, где все получается ровным даже с кривыми руками :)
Испытания на биения делал: сверлом 0,3мм «штопал» 1,5мм стеклотекстолит — грубо, быстро и резко — сверло выжило.
Вспоминаю станочки ручные для плат на опытном производстве в физтехе в 80х. Только там сверло шло снизу, сверху была оптика для прицеливания. Сверла были твердосплавные с зенковкой под металлизацию отверстий и оборотов там было тысяч 30-50, то есть была передача.
В конструкции с движком сверху при ручной подвижке платы опилки мешают сильно и нужен отсос.
Ну и в конструкции автора можно сверлить сталь, запас прочности конструкции конский, что не нужно для плат и сильно увеличивает цену. Ход в сантиметр достаточно для плат и удобнее было сделать электропривод и педаль
Как направляйки кстати можно взять из помойки любого автосервиса амортизаторы старые, халявные и весьма неплохие даже для силовых инструментов
Очень может быть что в этом сильно заблуждаюсь, с теорией у меня всё плохо. Поясните пожалуйста, для каких тогда целей ставят диоды в цепях коммутации индуктивной нагрузки — электродвигателей и реле? Я всегда считал, что именно для гашения ЭДС самоиндукции, которая возникает в момент пропадания тока и при этом имеет обратную полярность.
Для индуктивности ток не может прерваться мгновенно, поэтому, при отключении от него напряжения (т.е. отключения подачи тока В индуктивность), ток в этой индуктивности продолжает течь, с тем-же знаком и той-же величины, понемногу уменьшаясь, конечно. Т.к. ток тот-же, то в момент разрыва напряжение начинает резко задираться в "+" до тех пор, пока не установится замыкание цепи с восстановлением данного тока. Когда параллельно индуктивности ставят диод, то «ток» замыкается через него. Если диод не ставить, то напряжение будет задираться до тех пор, пока не установится тот-же ток. А это означает, что данный «ток» будет(Будет!) течь через коллектор закрытого транзистора. Транзистор закрыт, а ток есть — это возможно только в одном варианте — ток идёт через пробой коллекторного перехода. Если в индуктивности достаточно энергии, то пробой становится необратимым и прожигает какую-то (ячейку) pn перехода транзистора. Короче — хрясь и ремонт.
Ага, то есть получается, что диодом защищают коммутирующий ключ (транзистор). А параллельная двигателю нагрузка никаких повреждений получать не будет. Теперь вроде бы прояснилось, спасибо.
Это всё я уже видел. Микроскопических размеров станки на микродвигателях с кривыми цангами. Было бы среди этих моделей что-то добротное — ни за что не стал бы заморачиваться со своими изобретениями.
«Циничное глумление над всеми принципами машиностроения и охальное огуливание законов физики, сопромата и здравого смысла — под катом.» — из шапки обзора.
Кликбейт! Порушенные ожидания! По информации из шапки в мыслях виделась самоделка в стиле «из желудей и пластилина» со всеми вытекающими, а на деле что? Эх…
Шутка :) За обзор и за руки зачет.
Проект хороший, но больше понравилось количество розеток на столе! Согласен, что нужно бывает много. Я часть розеток включаю через тумблера. Для этого есть два блока тумблеров.
я себе под столом сделал так
внутри фильтр многозвенный синфазный и дифференциальный. корпус от удлинителя maxxtro. подключаю приборы лабы и остальное. выключатели все заменил, поставил нормальные
Да, найти такие удлинители с выключателями обеих линий это прямо боль. Либо выключатели на одну линию, либо соединения внутри удлинителя по качеству на уровне плинтуса как в Fort.
Тут главное найти удлинитель/колодку со стандартными выключателями, которые потом можно купить в магазине отдельно. Я такой себе купил на 5 розеток, но сами пластины контактов розеток полная фигня. Не пружинят, после евровилки обычная болтается.
Во-во..-только мне, например, удобней один блок *над*,
а другой-*под* столом. *Под*-для инструмента, *над*-
для того, что настраиваю\проверяю\собираю…
P.S.: Единственное, пока жаба душит-уж шибко ценник
на подобные «корпуса» задран. ;-)) А так-удобны и
по форме, и по дизайну.
Пользуюсь этим станочком вот уже лет 30. Только меняю двигатели, по мере появления более продвинутых. Начиналось все с ДПМ, сейчас установлен RS-какой-то.
У меня одного авторские ссылки не открываются? Интересует, что за шпиндель, патрон и цанга с Али, которые не дают бешеных биений. И вопрос ко всем авторам: зачем ссылки давать, которые давно протухли не открываются?
Мой первый сверлильный станок — мотор от древнего катушечного магнитофона 60-х годов.Тяжелый и маломощный.В центре оси высверлил углубление примерно на 10мм.
Потом в это углубление заливалась канифоль и вставлялось разогретое сверло (или попросту заматывалось изолентой), мотор включался и тут же, пока канифоль не застыла, сверло центровалось пальцами.
Смешная конструкция, но я сам ее придумал в 11 лет и тогда, в начале 80-х не было у меня ни дрели, ни патрона, ни даже обычного коловорота.
Станина для такого моторчика конечно большевата, но все же такой станок обладает неоспоримым качеством. На нем можно сверлить твердосплавными сверлами. Ручной сверлилкой тоже конечно можно, но недолго.)
Я и сверлю на обычном вертекальносверлильном с быстрозажимным патроном и вполне доволен. Хотя ER16 c конусом(B16) тоже купил. И люфт у меня примерно как у автора. Оборотов только маловато.
Лазерные линии, кстати, это первейшее усовершенствование всех подобных станков. Даже странно, что эта тема не сильно раскрыта и исследована на муське. Ибо всяких модулей на али продаются горы, а качество у них весьма разное.
До одного места этот лазер. Точка сверления и так известа, ибо сверло на миллиметр-два над платой парит. Другое дело, что выставить плату точно и быстро не всегда получается.
Приноровился при опускании сверла (ЛУТ, отверстия в меди 0,4мм) ослабить прижим платы, сверло, само тянет плату, заскакивая в углубление в слое меди. Затем прижимаем плату и шпиндель вниз.
Так он есть, конечно же. Его в кадре нет, рядом на полу стоит. Шпиндель вниз не дует, пыль никуда далеко не разлетается. Тем не менее, при сверлении и пилении стеклотекстолита плотные очки и маска с фильтрами 3M 6035 всегда на мне.
Не ясно, как быть, когда высота сверла и толщина заготовки сложаться так, что ручка будет смотреть в неудобное направление. Судя по размерам, для протыкания платы и подъема сверла на 1-2 мм над платой достаточного минимального движения подачи, а значит ручка должна быть в удобном положении, сродни ключа у морзянщиков, для отработки микроскопических движений.
Как по мне -самый большой недостаток этой конструкции-осевая нагрузка на подшипники двигателя. Зубчатую рейку, наверное можно было бы заменить тягой тросиком для удешевления а так просто класс.
Я тоже так думал. Однако без него ток стабилизироваться прекращает. Накручиваешь 18 В — всё работает как надо, чётко 100 мА. Убираешь модуль — ток растёт до предела. Почему это происходит я так и не понял, вроде всё должно работать, но нет. По-идее, туда вообще надо было бы поставить специальный драйвер, но у меня такого пока нет. Или отказаться от микросхем вообще и включить последовательно резистор на 56 Ом.
Странно. Единственное объяснение — совсем уж «левая» LM-ка. Без MP1584 на ней всего 0.8Вт в тепло улетает. И входное напряжение до максимального ох как не дотягивает.
А вот это очень даже может быть — покупал её в ЧиД, «славящемся» изобилием подделок и перемаркировок. Раньше часто и помногу закупался отличными оригинальными деталями на LCSC. Но он в последнее время что-то совсем скурвился, доставка только через DHL, который везёт мало того, что дико дорого, так ещё и не менее двух месяцев (!!!). Ранее обычной почтой прилетало за 12~14 дней как по расписанию.
Чип и Дип? Уамно полное. Я у них только в крайнем случаи беру.
В реале у нас Проконтакт и Всё сам по паре магазинов есть. И цены приемлемые и качество нормальное. Да и «в каталоге есть, но у нас нет. Под заказ и только 100500 штук» у них ни разу не встречал.
В даташите в схеме есть всего один конденсатор 100 нФ по входу. Он у меня установлен. Его номинал предварительно проверил — соответствует. Нужно ещё что-то кроме этого конденсатора?
Пытался пользоваться сверлилками сначала Советского, а намного позже китайского производства. Зажимы цанговые, центровки никакой и ничего кроме разочарований в такой работе нет.
В средине 80-х годов нашел моторчик и патрон до 6мм. Единственная деталь которой нет в готовом виде, это конус Морзе. Заказал у токаря. Только не надо мне писать, что у вас нет знакомых токарей, у меня их тоже нет. Захотите найдете, а домой к вам токарь не придет. Получилась такая конструкция.
Недостаток был в том, что под вал двигателя отверстия было больше необходимого. Пришлось проложить один слой латунной фольги и посадить все это на эпоксидку. Центровка идеальная. Сверлю от 0,4мм и выше.
В марте 2017 года купил такую вещь, но до сих пор лежит не распакованная.
Покупал здесь https://aliexpress.ru/item/item/32751707364.html
На странице продавца выглядит так:
Для крупных вещей приобрел такую вещь.
Недостаток в том, что крепление подходит не ко всем эл.инструментам, а в остальном только плюсы. Хранится в коробке и собираю по необходимости. https://aliexpress.ru/item/item/33003241595.html
Станок конечно хороший, в плане биений. Но дорого. поскольку делаю максимум 1-2 платы в месяц, то сварганил такое чудо. Деталей на 3-4 долара. Покупал уголки, пластину, хомут и направляющие Для хобби мне хватает. Места занимает мало. По времени создания 2-3 часа
Такой же дремель есть как постом выше. Тоже была мысля сделать из него… Но лучше все таки более специализированный станочек.
Двигатель 24V/2,7A/3300 min. Немецкий, с какого то древнего принтера. Питаю от лабораторника.
Сверлю твердосплавными сверлами. 0.25мм без проблем.
Заказывал как то на али патрон 0.3...4мм + двигатель(на подшипниках). Для плат самое оно, осталось тока скалбасить станок. Вручную тонкими твердосплавными сверлить не есть хорошо.
Отлично! Подъёмный столик для сверления печатных плат- самое оно. Можно для поднятия столика приспособить вал с эксцентриком, чтобы начало сверловки и выход сверла был плавным, моторизовать и на педаль включение, чтобы обе руки свободны были. Вынашивал годами такой сверлильный столик, но сейчас собираю свой CNC для подобных дел.
Это мне как раз очень часто сильно мешает — неискоренимая привычка делать слишком большой запас по всему. Изживаю её как могу, но дело идёт медленно и печально.
Они стоят своего бабла. Если уж хотите DIY, то есть несколько сотен проектов, которые дадут больше профита по цена/качество/время. Либо поискать старый советский станок, там есть белорусские стойки довольно годные и бу их можно найти за очень сочную цену.
Станок как у автора, если уж пошли делать, то по-моему уже сразу ЧПУ стоит делать, притом даже под фрезер. Добавив заднюю бабку и вырезать по долям миллиметров пазы.
Ну ЧПУ делать из такой конструкции такое себе. Китайская стойка с ремнем и подшипниками (а не прямо в вал, что требует движка подороже с другим подшипником внутри и потяжелее, что в свою очередь и жесткость поднимает) отлично работает сверлом-фрезой с подрезной кромкой, можно ручками водить и получить достойный результат. А что по металлу, так по металлу ЧПУ совсем другой собирают. Притом он не сказать что дорогой, сейчас можно легко купить в Китае все что нужно. Раньше хрен где найдешь мощный мотор и редуктор, а сейчас стоит копейки: https://item.taobao.com/item.htm?id=602520452674
Он без проблем через ШВП и на токарник пойдет, и на дрыгостол для ЧПУ по металлу. Тихий, легкий, просто управляется с 380. Аналогично докупается все, кроме рамы, ну а раму уже сам сваривать будешь, тиг сварка копеечная, уголок на магнитах тоже есть, инклинометр и все такое, чего не было даже 10 лет назад. А щас прямо с коробки шикарная точность, неплохая смазка, очень дешево, не требуется подгонять с крайне высокими трудозатрами. То есть реально доплатил ну всего в 3-4 раза больше и получил станок совсем другого класса, который собрал всего за 2 раза дольше.
кроме того, что это асинхронный двигатель, так там еще и червячный редуктор который имеет не хилый люфт, для швп применяют шаговые или серводвигатели и стараются избегать без необходимости применения редукторов.
Нууууу ненааааю незнаю… когда нужно сделать больше 100 дырок — дергать такой рычаг рука устанет… ИМХО на основе жизненного опыта понравилась эта конструкция. Причем как концепт, не обязательно искать одинаковые приводы от ЦД-ДВД можно ж взять вертикальную подачу как у ЧПУ на шаговом. В общем это нечто среднее когда ЧПУ это слишком, а в ручную уже напряг.
не поленился решил сплюсовать стоимость всей указанной автором комплектухи
Благодарю, очень признателен! Дополнил в обзоре. Теоретически, сумма несколько меньше, т.к. большая часть материалов закупалась в августе-сентябре прошлого года. А цены с тех пор изрядно подросли.
Комментарий к главе «Подсветка»:
Я закрепил светодиоды (1W) на уголок вот такой формы
чтобы яркость света на рабочей зоне не изменялась при приближении сверла к детали.
В этом станке классно то, что потенциально его можно оснастить приводом и сделать педальку, с двумя положениями — приближение сверла и сверление — выведение.
ЛУТ долго не страдал, геморрно
С фоторезистом пару лет повозился, платы загляденье, пока не доходишь до сверления. Проблемы с точностью, обычные свёрла тупятся мгновенно, твёрдосплавные ломаются так же мгновенно.
В итоге плюнул и собрал CNC.
Поставил в гараже и забыл все эти ЛУТ и фоторезисты как страшный сон.
Раньше самым нудным был процесс изготовления ПП, сейчас — процесс пайки деталей на плату
.
С пайкой да, есть нюансы. Лучше и быстрее всего конечно пастой паять, но с дозацией всё сложно — руками давится неравномерно, а пневматические дозаторы дико дорогие.
 Представляю вниманию обзор самодельного станка для сверления печатных плат. Циничное глумление над всеми принципами машиностроения и охальное огуливание законов физики, сопромата и здравого смысла — под катом.
Представляю вниманию обзор самодельного станка для сверления печатных плат. Циничное глумление над всеми принципами машиностроения и охальное огуливание законов физики, сопромата и здравого смысла — под катом.





Для подсветки можно взять кольцевую подсветку от микроскопов.
в итоге в среднем на плату трачу 35-50 минут, которая готова к пайке и никакой возьни с принтерами-утюгами-шаблонами и банками с реактивами:)
такие дорожки лутом у меня никогда не получались:
а гравировкой легко
но учитывая рухнувший рубль сейчас любые-сколько-нибудь крепенькие ЧПУ фрезеры влетят в не хилую копеечку
что до шума, асинхоронники работают тихо, шум примерно как от электробритвы
впрочем кому что нравится тот то и использует:)
не за какие расчеты садиться не нужно, все расчеты выполняет CAM программа.
и как раз с помощью гравировки предсказуемых результатов процент намного выше, чем ЛУТ-а, фоторезист в принципе не рассматривал из за его большей трудоемкости.
А вообще в целом, как свой идеал домашнего производства плат, я вижу такой вот техпроцесс:
Вкратце суть. По краям заготовки ставим «якоря» чтобы её можно было снимать и возвращать обратно без смещений. Заливаем заготовку краской. Лазером выжигаем дорожки. Травим дорожки и смываем краску. Сверлим отверстия, вырезаем плату по контуру.
Одно только во всём этом плохо — что всё делается на одном и том же станке, у которого шпиндель меняется на лазер. Это очень плохо, потому как чудес не бывает — винтовой привод отлично подходит для фрезеровки, но слишком медленный для лазера. Ищу способ как делать то же самое на двух независимых станках.
и как я 2 года уже умудряюсь гравировать кривой текстолит вообще без карт высот:)
в общем проблема кривого текстолита абсолютно надуманная и раздутая на ровном месте
тут все очень просто, берем тонкий 2 сторонний скотч, клеем с его помощью текстолит всей плоскостью на жертвенный стол — все, кривизны нет, есть микроперепады толщины у некоторых бракованных кусков, проблема решается либо отбраковкой таких кусочков либо гравировкой чуть ниже клеевого слоя, как правило такой глубины достаточно чтобы избавится от непрорезов.
вот пример
что касается вашего способа, он рабочий, но применим только для простых и грубых плат
более перспективная технология сравнении с вашей это засветка лазером фоторезиста, на радиокоте выложен в свободный доступ проект такой установки и многими успешно опробован.
почему бы и нет, попробуйте, может удастся получать стабильный результат, но по мне так слишком много промежуточных операций и никуда не деться от химии
А слой меди конечно тоже идеально ровный? Суть проблемы с фрезеровкой в том, что у текстолита ни в коем случае нельзя нарушать клеевой слой между фольгой и подложкой, и тем более саму подложку. Иначе через открывшиеся дыры текстолит немедленно начнёт тянуть воду из воздуха. Да, я видел на YouTube ролики, где ухитряются фрезеровать чисто фольгу, никак не трогая подложку. Но по странному совпадению абсолютно все эти примеры сделаны на станках, цена которых стартует от двух тысяч евро. Во всех остальных примерах, где авторы гордо показывают результаты своих трудов, даже без микроскопа видны торчащие из фрезерованных дорожек нити стекла и загнутые вверх кривые края фольги. И нет, это не фреза тупая, это кривой текстолит и фольга неоднородной толщины.
Слышал про такое, но воплощать не спешу, сперва с краской поэкспериментирую. Абсолютно все мои опыты с фоторезистом во всех возможных вариантах успешно провалились. Так что ничего хорошего я от него уже не жду.
и напротив, для прототипирования даже на заводах иногда используют метод гравировки, а не фоторезиста, потому, что это быстрее, пример таких профессиональных станков есть у немецкой фирмы LPKF
www.lpkf.com/en
слой меди при толщине 30микрон, гуляет в районе +-3-5 микрон, клеевой слой в 2 раза толще меди
кроме того проблема с нарушением клеевого слоя точно такая же надуманная, я по началу тоже боялся, гравировал исключительно не ниже клеевого слоя, но потом забил, т.к. разницы нет от слова совсем
за 2 года сделано больше сотни плат, все устройства нормально работают.
если делать платы на станочке типа 3018 в стоковом исполнении то да, торчать там будет много чего
на моих платах ничего не торчит, даже если смотреть в микроскоп :)
Вот эти участки выглядят подозрительно. Возможно, просто артефакты сжатия картинки?
но как правило хватает модернизированного 3018, где висячие валы заменены на профильные рельсы, усилена жесткость, устранены люфты, желательно наличие ШВП, ну и замена моторчика 775 на полноценный шпиндель с минимумом биений.
попавшие пылинки, непрорезов там нет, фотка в большем разрешении тут, это тестовая плата не несущая никакого практического назначения, делалась для проверки минимально возможных дорожек, получились 0.12мм
Да, теперь вижу. Выглядит неплохо.
есть, но ценник учитывая рухнувший рубль вам вряд ли понравится
после 3018 что-то хоть что-то отдаленно напоминающее гравировальный станок начинается с модели «3020»
на младших версиях ставят висячие валы и винт трапецию, обычные двигатели общего назначения в качестве шпинделя с переходником на цанговый патрон:
https://aliexpress.ru/item/item/1005001316315907.html
подороже ставят уже швп вместо трапеции, и полноценный шпиндель на 24000 оборотов
https://aliexpress.ru/item/item/33015099871.html
https://aliexpress.ru/item/item/32921520141.html
есть версия с цилиндрическими рельсами и швп, они еще дороже, в последнее время не попадались, видно из за конского ценника при ущербной конструкции их мало кто покупает
а с профильными рельсами мелкий формат (3020 вообще) не попадался
все это достаточно хлипенькие граверы способные фрезеровать дерево и пластики, неспешно погравировать цветмет.
для гравировки плат они подойдут, для широкого круга задач вряд ли из за крайне низкой жесткости.
если нужно что-то более жесткое, то тут либо или собирать самостоятельно станок с нуля, или копить на что-то из серии "вектроник", при самостоятельной сборке можно неплохо сэкономить
Этот сайт тоже находил. Интересно было бы сперва их где-то пощупать и посмотреть живьём. Потому что когда начинается «распальцовка» (цитирую их сайт): Накоплен колоссальный опыт в проектировании и постройки станков. С уверенностью можем сказать — мы делаем лучшие станки — то уже заранее знаешь — жди беды. Либо честно заказанное у китайцев окажется, либо вообще набор плохо совместимых деталек вместо законченного изделия, «после сборки доработать напильником» ©.
отзывов по станкам полно, на том же cnc-club есть ветка по ним, негатива не встречал.
РП — серия на профильных направляющих, типа HGH15 РП [снят с производства]
Не успели начать производство — и уже всё с него поснимали. И что теперь делать? Покупать станок, который уже заранее не поддерживается?
сейчас там продают только СМ — собранная механика, и полностью укомплектованные, по отдельным, не собранным частям не продают.
а на заказ потому, что мелкосерийное производство организованное одним человеком.
P.S. на самом деле CNC 3020 это полноценная «игрушка для детского технического творчества», и своих денег действительно стоит. Это уже не GRBL, а полноценный Mach3. В остальном согласен с «exe», он все правильно пишет, в том числе и про вектроник.
Теперь понимаю, чем именно — ценник тот же. А платы выходят красивые, да… За пять сотен тысяч деревянных… Чего бы им не быть красивыми? Просто берёшь и покупаешь станок… за полмиллиона. И можно сразу начинать писать в комментах о том, как легко, приятно и аккуратно фрезеруются платы, без выгрызания местами верхнего слоя текстолита и лохмотьев фольги по краям дорожек. «Мифы о неровности текстолита и фольги преувеличены», да…
рекомендую заглянуть на cnc3018.ru, у людей получаются платы не хуже на станках стоящих в 10раз дешевле.
ну а то, что стоковый 3018 выдает не аккуратненький рез, а борозду как от трактора, это закономерный результат, ведь по сути это даже не гравер, это макет гравера — конструктор для обучения
насчет разных станков — ну выставлять по контрольным точкам. да, немножко муторно, но возможно будет быстрее чем на винтах выжигать
тут как говорится, кому что нравится :)
я просто не понимаю зачем использовать краску — это ж плюс вонь, а операций по сути столько же. нанесение краски/фоторезиста, выжигание/засвечивание, ну ок, для фоторезиста тут еще проявка, а для краски наверно просто протереть тряпочкой со спиртиком, далее травление и смывка краски/фоторезиста. да, добавляется проявка, зато убирается вытяжка, да и лазеру от дыма не сильно хорошо.
при фрезеровке (обрезка по контуру) всю пыль собирает пылесос с аквафильтром.
что касается работы например с фотошаблонами, где придется работать хлорным железом при травлении плат, то это еще тот яд когда наберет в себя меди, и дыша этими парами вы себе точно не прибавите здоровья.
Намного лучше солянка+перекись. Плюс легко регенерируется.
в любом случае хлорное железо уже не лучший вариант. грязь эта везде, ржавеет всё вокруг, руки желтые… бррр
но солянка+перекись — лучше. ))
А те, кто говорит, что гравировка плат это не перспективно или не качественно просто не освоили эту технологию, либо у них проблемы со станком.
Что до грязи и пыли, то их нет, совсем, из зоны обработки стружка удаляется стружкоотсосом.
Цена выйдет, как за гиперболоид Гарина.
Поиском на али «Ангельские глазки» или «Angel Eyes» — это кольцевая подсветка автофар.
Они и с плафонами бывают.
А эти колечки светят под нужным углом — у меня именно из них сделана подсветка на китайском "Зеленом 710Вт" сверлильном станочке и такое же кольцо стоит на конце 500Вт-ного шпинделя.
На фото выглядит так, словно светодиоды там направлены прямо вниз. Но вариант в целом действительно интересный, поищу такие кольца с тёплым белым светом, попробую пристроить.
То есть светодиоды прямо физически наклонены под углом около 20° к центру. Плюс ещё у каждого из них свой угол рассеивания. Таким образом получается хороший, плотный конус света.
А на «глазках» у нас что-то вот такое:
Для автомобиля — отлично, для подсветки — сомнительно…
Только в микроскопе плотный и направленный свет нужен для просмотра на просвет биообразцов в отраженном от нижнего зеркала свете, а на сверлилке нужно просто создать световое пятно — осветить место сверления. И это место находится, максимум, в 10-15см от источника света, а при диаметре кольца 70мм получаем угол от 13 до 19 градусов, что при кольцевом освещении создает достаточный уровень бестеневой освещенности в месте сверления.
Но меня уже впечатляет одна пластинка на которую мотор прикручен за 2610 руб.
Места на раб.столе займёт-как ИЛ-86 в ангаре обслуживания.
А одну-две платы в год посверлить, так сразу слова «Ильича»
на ум приходят: *Экономика должна быть экономной!*… :-))
Основных требований в данном случае три:
1. Скорость шпинделя 30-60 тысяч об/мин
2. Отсутствие люфтов.
3. Перпендикуляность.
И всё, даже бой шпинделя не от Вас зависит (ибо конус и цангу не Вы шлифуете), обсуждать жёсткость в данном случае тоже особо смысла нет (если 100 грамм нагрузку «влево-вправо» держит, то вполне приемлемо ибо нагрузка-то НЕ боковая у свёрел в отличии от фрез). Так что на всем остальном можно и нужно в данном изделии экономить: рейки с шестернями в топку, простого рычага вполне достаточно, да и направляющих (в данном конкретном случае) хватит от… обыкновенного платяного шкафа:
youtu.be/rqn46zl_OkA
youtu.be/MBGUwdvzmmw
Покупка 12мм дюралевой пластины в данной конструкции вообще не оправдана. Если очень сильно этого хотелось, можно было 4-5мм толщиной его купить и поставить из него «два треугольника» накладками сбоку на колонны (как откосы) ибо это самое слабое место всех подобных конструкций. Но для домашних самоделок подобного уровня в большинстве случаев и фанеры хватает (см. канал JSK-koubou).
P.S. и да, на мой взгляд совершенно незаслуженно при конструировании сверлильных мини-станков, большинство пользователей даже не задумываются, что можно двигатель и вообще жестко закрепить, а поднимать только сам столик:
Сверлильных станков на слесарном участке хватало, но этот не простаивал. Более того, я на нем частенько фрезеровал 4мм оргстекло 6мм фрезой (4х-перой). Клипсы делал девчонкам из цветного оргстекла («листочки»), детальки на столике вообще не крепил, работал просто держа «в руках»… при фрезеровке на нём дабы уровень один и тот же держать ручку шестерни (рычаг) тупо упирал в верстак и слегка придерживал локтем. Звучит возможно «дико», но желающие на нем поработать стояли в очередь ибо НС-12 и 2м112 для мелочевки не очень удобны…
Вы накидали кучу ссылок на видео с идентичными друг другу стойками для дрели, но среди них почему-то нет ни одного, где сверлят твердосплавным сверлом 0.6 мм. Совпадение? Не думаю…
Вы такую конструкцию вообще пробовали лично? Нет? Очень зря. Потому что выглядит она конечно крайне инновационно и нанотехнологично, но на практике просто неимоверно неудобна. На ней можно только дырки делать, вместо отверстий — ни о какой точности с такой подачей даже речи быть не может. И опять же, ни у кого из известных производителей станков таких конструкций нет. Совпадение? Не думаю…
Вообще-то это «круглые рельсы» называются, основной их недостаток… ЛЮФТ. Микрометром валы гляньте, они минус 0,05мм, а каретки наоборот в плюсе, «болтанка» в них компенсируется только кривизной сборки самого изделия самодельщиками, так что для серьезных изделий разумеется профильные ставят. Но в данном случае (когда речь идет о PCB) обсуждать все это стрёмно…
P.S. первые 15 лет за станками всегда тяжело, вторые 15 лет уже легче…
К сожалению нет, это не «круглые рельсы». Потому что цилиндрические рельсы выглядят немного иначе:
И каретки (подшипники) на них ставятся разрезные:
В моей конструкции этого нет, там просто обычные валы и линейные подшипники. Цилиндрические рельсы не стал использовать потому что во-первых, вы совершенно правы — у них реально дикие люфты, в основном из-за того что подшипник не замкнут; и во-вторых, было бы сложнее организовать привод каретки.
Однако, за 15 тыр, да даже за 10 тыр и менее не рассматривали покупку настоящего советского б/у станка? Есть высокооборотистые заводские сверлильные настольные станки. Пригодится и для сверления более крупных отверстий.
На худой конец — дремель в стойке?
У всех стоек под граверы есть один общий, но фатальный недостаток — ничтожных размеров рабочая зона. Просто потому, что для длинного выноса пиноли нужна хорошая жёсткость. А когда начинаешь увеличивать жёсткость, растут габариты, вес, меняется механика — и вот мы уже плавно подбираемся к представленной в обзоре конструкции…
Не нужен там длинный вынос. У вас станок для сверления печатных плат. Рабочий род пиноли там нужен маленький. А сам дремель перемещается по направляющим и фиксируется на них в нужном положении. Кмк, очень удобно. У нас такой есть, так очень редко приходится его перемещать.
Типа такой:
Отлично работает, сверла не ломает.
П.С. У вас мах. 12 тыс. об.
А вот дремель может существенно больше, что для плат хорошо.
Хорошо для фрезеровки, да. Но меня интересует сверление. Объясните пожалуйста подробнее, в чём именно преимущество более высоких оборотов при сверлении? Я таких доводов ещё не встречал.
P.S. не путайте божий дар с яичницей, шпинделя (более-менее) нормальные начинаются с 800вт, а водянки обычно 1,5кВт начинаются. А игрушки никто не охлаждает…
Исключение из правил: синхронные трехфазные BLDC-двигатели с датчиками холла — ТЫЦ / ТЫЦ они безщёточные (Brushless Spindle Motor). В принципе, если китайцы не накосячили, должны быть довольно надежными. Все остальные — обычные коллекторники из одной бочки. Только покупать эти безколлекторники смысла не вижу — обороты на них те же 12 тыс. а цена конская.
То, что нужно ставить на самом деле 30-60 тыс. об/мин стоит совсем не дешево — $215, так что обычно берут на 24000rpm с воздушным охлаждением (чтоб не заморачиваться с водянкой). В принципе если на него заморочится, то можно найти и за 6,5 тыс.руб. но цена на частотник к нему (инвертор) все одно все испортит. Так что вместо высокооборотного шпинделя самодельщики много чего применяют, вплоть до движков пылесосов иногда бывает…
P.S. в отличии от домашнего использования, твердосплавные сверла для PCB на промышленном оборудовании работают долго и не ломаются. После использования их по прямому назначению киты умудряются даже затупившиеся сверла продавать.
P.S. так, что человек Вам правильно пишет:
Только на самом деле там и 12 тыс. нет (измеряли подобные неоднократно тахометрами). Разумеется получить «идеальные режимы» рекомендованные производителями дома не реально, но по возможности стремится к этому имеет смысл.
крылоБоинг и выпускают их под заказ.Вы ведь грамотный человек ;)
P.S. когда копирую цитаты других, практически никогда их не правлю (были давно прецеденты — люди обижались, теперь стараюсь не трогать).
aliexpress.ru/store/1163294/
P.S. сам в нём пару штук JFD-S ZW-S2015 «на запас» давно покупал, впечатления от самих инверторов положительные в отличии от документации…
легко. можно сделать чугунную станину на полторы тонны, водрузить на неё еще полтонны железа и сверлить этим платы сверлом 0.5мм. хотя в принципе там жесткости хватит чтобы 10мм лист стали просто продавливать пробойником.
я ж не спорю что жесткость нужна. но и например плита из 12мм дюрали тут пипец какой перебор.
Циничное глумление над всеми принципами машиностроения и охальное огуливание законов физики, сопромата и здравого смысла
Прекрасно понимаю что весь аппарат — это явный перебор. Народ на YouTube вон из фанеры и мебельных направляющих чё-то там лобзиком выпиливает — и у них тоже всё работает. Ну а мне вот так захотелось сделать.
Жёсткость? Как помнится её вполне хватает даже для механики на колёсах и ремнях(>9мм), если скорости не задирать.
Но если вам нужна была обычная сверлилка, то не проще было её и сделать? Зачем собирать такой портал под неё?
Ну и если у вас уже есть подобный станок с ЧПУ, то не проще было присабачить сбоку отдельную кнопку, которая бы запускала сценарий обычного сверления вверх-вниз? Даже более того, обычно на станках можно выбирать сценарии, так сделать типовые сценарии для автоматического сверления разных рядов отверстий под элементы, а для хорошего ручного позиционирования отверстий прикрутить на станок линейные лазеры.
То есть у вас не разобран именно вопрос обоснования такой вашей конструкции и ухода от ЧПУ к примитивному ручному станку.
Обосновывать тут попросту нечего — мне в дополнение к CNC нужен чисто сверлильный станок с ручным приводом. Вот я его и сделал. И даже написал об этом обзор, чтобы поделиться идеей конструкции — мне такие ещё не попадались, иначе сделал бы по ним.
Люфт если и есть, то минимален. Даже если внезапно стандартного выноса сверлилки не хватит, всегда его можно сделать каким угодно, просто сварив раму под штангу. То есть понятно, что вы сами написали про оверинжениринг, но возникает ощущение что тут не про сверлилку, а оверинжиниринг ради оверинжиниринга.
Не только. Ещё он позволяет «малой кровью» увеличить размер рабочей зоны.
Знакомая вещь, была у меня такая. В ней «ластохвост». Добиться от которого плавного хода без закусываний не особо реально: затянешь посильнее — клинит; ослабишь — болтается. На тисках «ластохвост» вполне уместен и полезен, там закусывания никакой роли не играют, т.к. губки при работе должны фиксировать заготовку, а не ездить туда-сюда, в отличие от пиноли.
ОК, предположим что мне нужно увеличить вылет пиноли у этой стойки вдвое. Что делать? Я смог придумать разве что дико наркоманский вариант — собрать куб, из верхней плокости которого сверху вниз идёт цилиндрическая стойка.
Но это уже что-то прям совсем за гранью добра и зла.
Про это я ещё до cut-а писал — что тут будет лютый угар и оверинжениринг. Не из какой-то реальной потребности, а просто потому что захотелось именно вот так — чтоб было максимально сурово.
не соглашусь. на рынке покупал советские твердосплавные, были в ассортименте. и сейчас доступны
Эпоха, про которую я говорил — это конец 80-х/начало 90-х. В конце 80-х были деньги, но невозможно было что-либо на них купить. А в начале 90-х стало возможно купить всё, но не стало денег. Сейчас-то, в наше время, уже полное благорастворение: денег много — покупаешь хорошие дорогие свёрла; денег мало — покупаешь дешёвые «так-себе-качество» свёрла. Работать будут любые, вопрос в ресурсе и всяких мелочах типа заточки, марки стали, геометрии и прочее.
Шток и втулки с двигателя старого проигрывателя, конструкционный материал — оргстекло 8 мм из монитора.
Для создания узла подачи была разработана метода, где все получается ровным даже с кривыми руками :)
Испытания на биения делал: сверлом 0,3мм «штопал» 1,5мм стеклотекстолит — грубо, быстро и резко — сверло выжило.
В конструкции с движком сверху при ручной подвижке платы опилки мешают сильно и нужен отсос.
Ну и в конструкции автора можно сверлить сталь, запас прочности конструкции конский, что не нужно для плат и сильно увеличивает цену. Ход в сантиметр достаточно для плат и удобнее было сделать электропривод и педаль
Как направляйки кстати можно взять из помойки любого автосервиса амортизаторы старые, халявные и весьма неплохие даже для силовых инструментов
Зачем диод то поставили? ))
Кликбейт! Порушенные ожидания! По информации из шапки в мыслях виделась самоделка в стиле «из желудей и пластилина» со всеми вытекающими, а на деле что? Эх…
Шутка :) За обзор и за руки зачет.
внутри фильтр многозвенный синфазный и дифференциальный. корпус от удлинителя maxxtro. подключаю приборы лабы и остальное. выключатели все заменил, поставил нормальные
а другой-*под* столом. *Под*-для инструмента, *над*-
для того, что настраиваю\проверяю\собираю…
P.S.: Единственное, пока жаба душит-уж шибко ценник
на подобные «корпуса» задран. ;-)) А так-удобны и
по форме, и по дизайну.
протухлине открываются?Потом в это углубление заливалась канифоль и вставлялось разогретое сверло (или попросту заматывалось изолентой), мотор включался и тут же, пока канифоль не застыла, сверло центровалось пальцами.
Смешная конструкция, но я сам ее придумал в 11 лет и тогда, в начале 80-х не было у меня ни дрели, ни патрона, ни даже обычного коловорота.
Приноровился при опускании сверла (ЛУТ, отверстия в меди 0,4мм) ослабить прижим платы, сверло, само тянет плату, заскакивая в углубление в слое меди. Затем прижимаем плату и шпиндель вниз.
Но! Блочок MP1584 абсолютно лишний. Учитывая размер «радиатора».
В реале у нас Проконтакт и Всё сам по паре магазинов есть. И цены приемлемые и качество нормальное. Да и «в каталоге есть, но у нас нет. Под заказ и только 100500 штук» у них ни разу не встречал.
В средине 80-х годов нашел моторчик и патрон до 6мм. Единственная деталь которой нет в готовом виде, это конус Морзе. Заказал у токаря. Только не надо мне писать, что у вас нет знакомых токарей, у меня их тоже нет. Захотите найдете, а домой к вам токарь не придет. Получилась такая конструкция.
Недостаток был в том, что под вал двигателя отверстия было больше необходимого. Пришлось проложить один слой латунной фольги и посадить все это на эпоксидку. Центровка идеальная. Сверлю от 0,4мм и выше.
В марте 2017 года купил такую вещь, но до сих пор лежит не распакованная.
Покупал здесь https://aliexpress.ru/item/item/32751707364.html
На странице продавца выглядит так:
Для крупных вещей приобрел такую вещь.
Недостаток в том, что крепление подходит не ко всем эл.инструментам, а в остальном только плюсы. Хранится в коробке и собираю по необходимости.
https://aliexpress.ru/item/item/33003241595.html
и сколько вышла по деньгам такая конструкция?
Это загадка даже для меня самого, см. здесь.
только на 2х сразу. Решил чтобы надежно. Ваша выглядит аккуратнее.
Двигатель 24V/2,7A/3300 min. Немецкий, с какого то древнего принтера. Питаю от лабораторника.
Сверлю твердосплавными сверлами. 0.25мм без проблем.
Заказывал как то на али патрон 0.3...4мм + двигатель(на подшипниках). Для плат самое оно, осталось тока скалбасить станок. Вручную тонкими твердосплавными сверлить не есть хорошо.
https://item.taobao.com/item.htm?id=610850472938
https://item.taobao.com/item.htm?id=624605067821
И еще штуки 3 моделей разных.
Они стоят своего бабла. Если уж хотите DIY, то есть несколько сотен проектов, которые дадут больше профита по цена/качество/время. Либо поискать старый советский станок, там есть белорусские стойки довольно годные и бу их можно найти за очень сочную цену.
Станок как у автора, если уж пошли делать, то по-моему уже сразу ЧПУ стоит делать, притом даже под фрезер. Добавив заднюю бабку и вырезать по долям миллиметров пазы.
Хотя при взгляде на конструкцию мысль очепеушить таки не покидает…
https://item.taobao.com/item.htm?id=602520452674
Он без проблем через ШВП и на токарник пойдет, и на дрыгостол для ЧПУ по металлу. Тихий, легкий, просто управляется с 380. Аналогично докупается все, кроме рамы, ну а раму уже сам сваривать будешь, тиг сварка копеечная, уголок на магнитах тоже есть, инклинометр и все такое, чего не было даже 10 лет назад. А щас прямо с коробки шикарная точность, неплохая смазка, очень дешево, не требуется подгонять с крайне высокими трудозатрами. То есть реально доплатил ну всего в 3-4 раза больше и получил станок совсем другого класса, который собрал всего за 2 раза дольше.
datagor.ru/practice/diy-tech/2562-sverlilnyy-stanok-dlya-pechatnyh-plat-na-baze-mehanizmov-diskovyh-privodov.html
Тут конечно система на реле и концевиков нечто!
ну что то типа www.drive2.ru/c/1571413/
Я закрепил светодиоды (1W) на уголок вот такой формы
чтобы яркость света на рабочей зоне не изменялась при приближении сверла к детали.
Немного громоздко, правда, получилось. Зачем такая ширина?
И комплектующие, жаль, что не все из Китая…
вот моя конструкция)
С фоторезистом пару лет повозился, платы загляденье, пока не доходишь до сверления. Проблемы с точностью, обычные свёрла тупятся мгновенно, твёрдосплавные ломаются так же мгновенно.
В итоге плюнул и собрал CNC.
Поставил в гараже и забыл все эти ЛУТ и фоторезисты как страшный сон.
Раньше самым нудным был процесс изготовления ПП, сейчас — процесс пайки деталей на плату
.
mySKU.me/blog/aliexpress/39254.html
Где то видел более приличную самоделку с олед экраном и меню выбора компонентов, не смог найти
Именно подтекание пасты критически важно для нормального дозирования.