Сегодня на обзоре будет 3д принтер Flashforge Adventurer 4. Это одна из новых моделей принтера от данной компании.
Так же как и Finder 3 он позиционируется как принтер для новичков, но это более «серьезная модель». И несколько дороже.
В этот раз не совсем стандартный обзор, так как принтер который у меня появился, он хоть практически новый, но бу. Я давно хотел поковырять эту модель, мне было интересно что же у нее внутри, как он печатает. Но ценник для экспериментов меня конечно отталкивал. ~60 т.р потратить на эксперименты все же серьезная сумма.
Я немного был наслышан об этой модели, в основном по зарубежным каналам, у нас они не пользуются большим спросом среди DIY сферы. Там люди восхищались качеством печати, по их обзорам печатает он довольно хорошо. Но при этом механика обычного дрыгостола, но в нарядной, красивой коробке меня конечно отталкивала. Но подвернулся хороший вариант, и решил им воспользоваться. Ссылка в обзоре — это продавец сказал брал у данного продавца, мне он приехал от него сдеком по моей просьбе. Коробка оказалась очень огромной. Принтер поставляется полностью собранный. На фото он на фоне Voron 0.1. Если будете брать, имейте ввиду, лучше заказать курьерскую доставку, мне в седан коробка не зашла никуда.

Не могу сказать какая была полностью упаковка в новом принтере, но думаю только не хватает пленочек которыми обычно обильно замотано все. Несмотря на это принтер пропутешествовал отлично, без повреждений. А это определенно плюс.

Такой комплект был в моем принтере, думаю это полный комплект который поставляется с принтером. Кабель питания, небольшой набор инструментов, флешка, запасное сопло, пару фитингов, щуп, игла.

На чем хочу обратить внимание.
Щуп это мега удобная штука, замена бумажке по которой многие выставляют зазор. Я много лет пользуюсь щупом из автомагазинов 0.05мм. Он максимально тонкий, им хорошо выставлять зазор, но он узкий, и вызывает некоторые неудобства. Комплектный щуп так же тонкий, но он большой и широкий, мне очень понравился.
Игла, такая у меня была наверно от древнего Inventor, которая не раз меня спасала. Когда случается пробка, я просто ее вставляю и с силой проталкиваю пробку. Это прям спасение в некоторых моментах. Мелочь, а оказалось очень удобной вещью.
Фитинги у них свои, ощущение что они делали их специально под себя. Таких я раньше не встречал, их положили прям с запасом.

Запасное сопло. Оно поставляется в индивидуальном пакете, с своим калибровочным кодом (об этом позже). И в целом это не совсем сопло. Это неразборная конструкция включающая в себя само сопло (на высокотемпературной версии стальное, на штатном латунное), нагреватель и термистор. Он быстросъемный. То есть никакие ключи не нужны, на голове нажимаются две кнопки и сопло снимается

И конечно же принтер во всей красе. Бесспорно это самый красивый принтер что был у меня когда то. Это уже «продукт». Это не набор профилей и выглядящий как станок. Это уже красивое устройство, которое можно попробовать вписать в интерьер.
Насколько я понимаю, основной рынок этих принтеров это Европа, Сша и другие страны, куда он поставляется даже в гос учреждения. Да и хоббисты судя по интернету их успешно используют.
Но опять же внешний вид как по мне на все 5 балов. Он строгий, аккуратный, все внутри. Даже катушка пластика ставится вовнутрь. Никаких печатных деталей, все литое, литье очень даже хорошее.
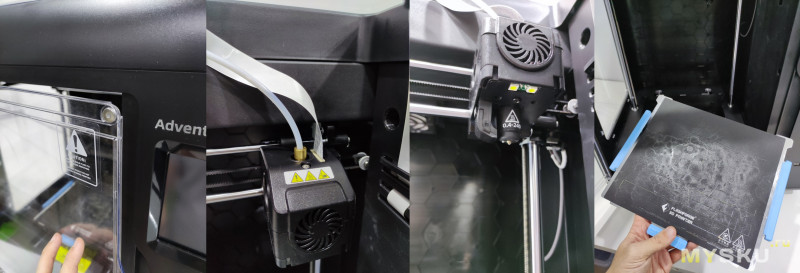
Дверцы и прозрачные элементы из поликарбоната (по крайней мере на старых моделях даже была маркировка), дверца на магните. К голове все подключено одним шлейфом на разьеме. Конечно же есть обдув модели. Есть подсветка печатной зоны, управляемая полностью с меню принтера. И съемная магнитная платформа, с покрытием на ней.
Вертикальные направляющие валы 12мм, валы оси Х по 8мм, а валы стола 10мм.

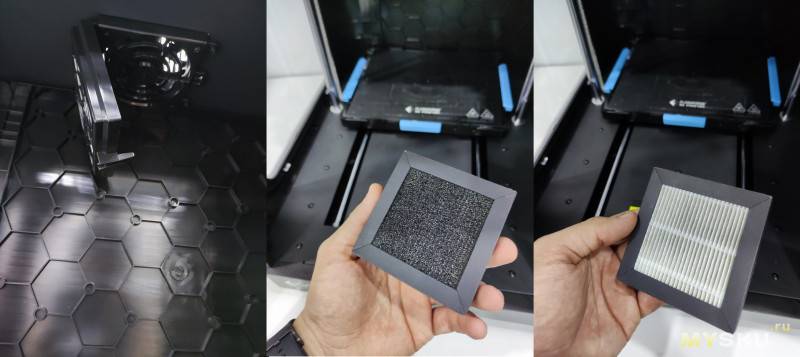
Внутри принтера, сверху, установлен фильтр Hepa13 с вентилятором. Все так же управляется с меню принтера, можно включать «вытяжку» и фильтровать запахи и испарения.
Не могу ничего сказать насколько он фильтрует вредные испарения во время печати или насколько успешно он глушит запахи. У меня в мастерской всегда печатают принтеры и стоит очень мощная вытяжка. Одним принтером больше — я не заметил разницы, но думаю это лучше чем ничего как минимум. А может он какую то эффективность и дает.

В принтере так же есть встроенная камера. Она установлена сбоку, есть даже сервисное окно с заглушкой. Камера конечно не супер, но в ней прекрасно видно состояние печати.

Справа в принтере есть место для установки пластика, разьем для подключения сети кабелем, разьем для подключения питания, кнопка включения принтера. Касаемо пластика, тут хорошая просторная ниша, килограмовая катушка помещается отлично. Механизм подачи стандартный для FF, такой я видел на многих их продуктах. В данной модели встроенный датчик окончания филамента на входе в механизм. Катушка устанавливается, дверца закрывается. Видно и количество остаточного пластика, и пыль не будет садится на нее, да и выглядит это супер.

Сзади никаких разьемов нет, принтер можно ставить вплотную к стене. Наверху есть место для выхода «отфильтрованного воздуха».
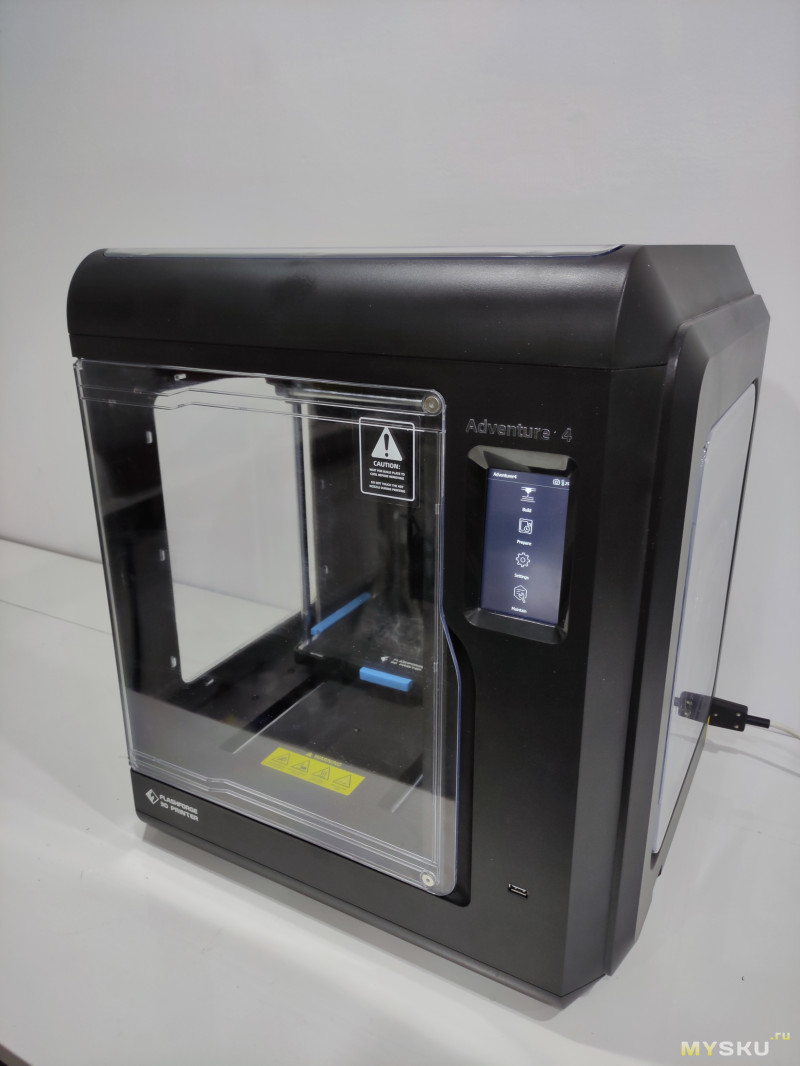
А спереди есть разьем для подключения флешки и сенсорный экран для управления принтером. Причем даже включенный экран вписывается в общий дизайн. Цвета меню и иконки подобраны отлично под него
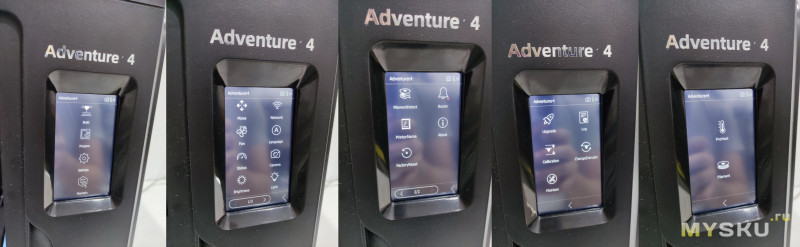
Касаемо меню. Тут все подобрано так, чтоб в нем разобрался даже новичек, даже человек который далек от этого всего. Все интуитивно понятно. Никаких лишних пунктов, регулировок и тд
Можно отключать датчики, камеру настроить, подключить к WIFI. Даже обновить прошивку по сети, если вышла новая.
Пункты меню сделаны так, чтоб на них просто интуитивно понятно нажать и выполнить нужное действие. Я считаю для новичков это очень и очень удобно. Фактически можно печатать и работать с принтером, как с обычной бытовой техникой.

Печатать можно как с флешки, так с внутренней памяти. Так же как в Finder файлы с флешки сначала копируются в внутреннюю память, а оттуда уже печатается. Причем при работе с родным слайсером подгружается картинка деталей которые вы будете печатать. Так же он без проблем переваривает русский язык в файлах.
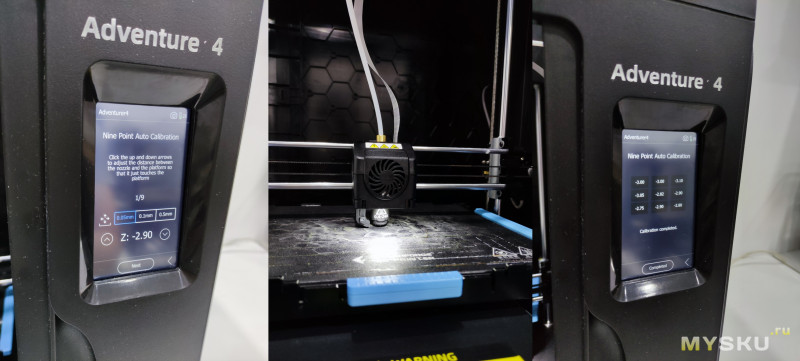
Перед началом печати конечно же нужно откалибровать платформу. И тут есть некоторое вау. На столе нет привычных барашков вообще. Он намертво прикручен. Регулировка полностью электронная. Сначала принтер становится в центр и предлагает выставить зазор, затем предлагает по 9 точкам выставить зазор и запомнить карту «неровностей», чтоб по ним корректировать печать.
Для дрыгостола это определенно огромный плюс. Сколько у меня их было, из-за того что стол катается туда-сюда, от вибраций периодически откручиваются барашки и периодически нужно перекалибровывать. Тут такой проблемы в принципе не будет. Один раз выставили стол и забыли об этом на долгое время.
На цифры в конечном варианте не обращайте внимание, первично я на глаз натыкал цифры, интересно был результат.
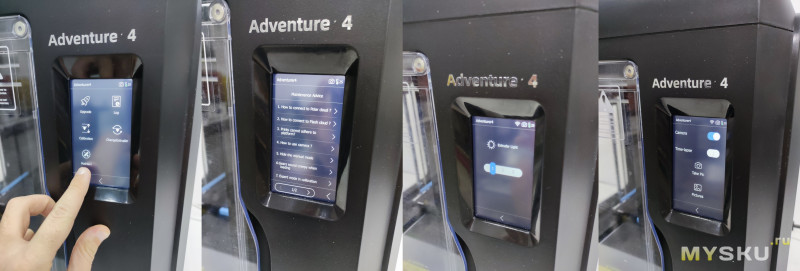
Из пунктов которые хотелось бы выделить. Первый это такой мини FAQ по основным проблемам. Faq прям в меню принтера. То есть не надо искать буклет, не надо гуглить, все уже подготовлено и прям на принтере можно почитать.
Еще — яркость подсветки сопла можно регулировать, регулировать с меню принтера. Это прям мини вау.
Касаемо камеры. В меню можно посмотреть фото которые вы сделали, а самое главное можно включить сьемку Таймлапсов во время печати.

И надо бы что-то напечатать на нем. Я загрузил их оригинальный PLA, и запустил печать файла который был в внутренней памяти. Без каких-то настроек.

Результат печати… Я не знаю что комментировать, смотрите сами. Я очень долго пытался сфокусировать телефон чтоб показать «слои». Приходилось ловить свет, чтоб падал на грань и хоть как то передать. Качество реально крутое. Ниточка к ниточке, слой к слою, все супер. Не знаю на каких параметрах он печатал, но сам факт такого результата уже огромный плюс.
Затем я запустил другой файл из памяти, тут тоже все отлично. На гранях даже звон от ремней не видно.

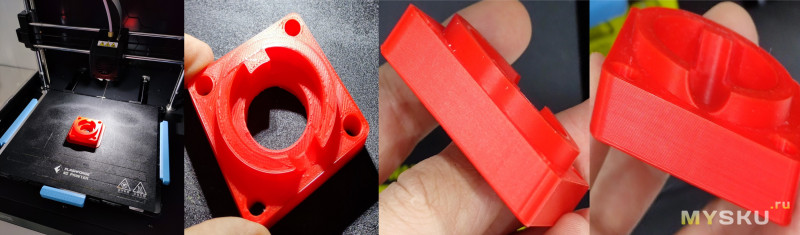
А затем я решил закончить это баловство с Pla пластиком. У нас принтер закрытый полностью, стол греется отлично, надо бы и Абсом попечатать. Я поставил высокотемпературное сопло, ввел калибровочный код, пластик ABS+ от Стримпласт. Мне нужно было в новой мастерской сделать свет, и я нарисовал такие детали. Это крепление к потолку, к ним прикручивается патрон под GX53 лампу и в него уже лампа. Снизу предусмотрел места для охлаждения и заход кабель канала. Деталь сугубо техническая, видеть я ее за светом ламп не буду, качество мне было вторично, нужно было скорость. При сопле 0.4мм, я установил ширину линии 0.55мм, высоту слоя 0.3мм. Скорости поднял до 100м\с, только на внешнем контуре была 70мм\с. С поддержками я решил не играться, выключил их вообще. Включил режим «мосты» в слайсере, он позволяет нависания печатать лучше. Печать без подложек, бримом, прям от стола.
Все детали отпечатались без проблем, одна за одной. Слои спеклись отлично, укладка слоев отличная. Мосты отпечались без проблем. Можно обратить внимание на обратную сторону, левую часть плафона. Эта часть углом висит в воздухе. И она отпечаталась. Первые витки естественно повисли в воздухе, но поверх все отпечаталось без каких то проблем.
По скорости печати этих деталей… На Voron 0.1 были запущены эти же плафоны, на тех же параметрах слоя. Но в нем в Cura мне стало лень настраивать кучу параметров мостов и включил немного поддержек. И вот Нолик и Adventurer отпечатали по времени одинаково детали. То есть фактически нолик отпечатал быстрее так как он еще печатал поддержки, и за счет бОльших ускорений сделал за тоже время. Но ускорения в FF заложены вполне хорошие. При этом конечно качество печати стенок немного пострадало, но для этих деталей было незначительно.
И вот тут у меня появились вопросики, как он это смог. Ведь это дрыгостол в пластиковом корпусе. Надо разобрать его и посмотреть что внутри.
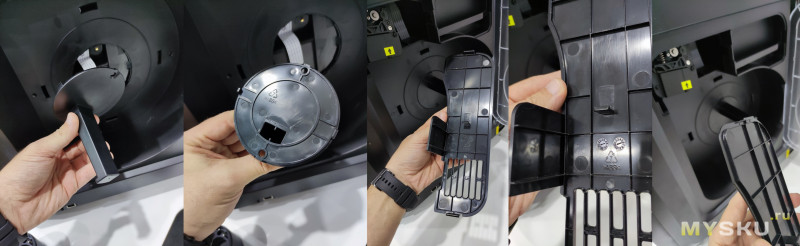
Что касается любых пластиковых деталей принтера. Они все литые. На них всех есть маркировка типа пластика, как минимум для утилизации. Это уже показывает уровень производства. Такие метки я привык видеть на всех деталях в автомобиле, я полез поковырять мою кофеварку Bosch и даже там мало где я увидел такое. Более того, некоторые заглушки установлены на защелках, которые работают. Детали сидят плотно, защелки не одноразовые. Просто представьте, для каждой детали в этом принтере (а их очень много), выточили массивные пресформы, отлили на ТПА, детали смыкаются хорошо, зазоры отличные, все становится от принтера к принтеру на место. Это очень много работы только над пластиковыми деталями, перед тем как выпустить его в продажу. Это брендовый принтер, показывающий «смотри как я могу». И мне не дают
покоя брендовые российские принтеры за очень много денег, в которых банально даже болты не могут в размер ставить и от принтера к принтеру печатают проставочки, чтоб оно работало Можно сказать, что пример старого принтера, но даже принтеры FF годов так 16 были так же все в литых деталях.

Далее я решил разобрать хотэнд и посмотреть как все устроено в нем. Ремни Gates, все на разьемах. Где то защелки, где то притянуто винтами. Но при разборе я не увидел на хотэнде радиатора охлаждения.
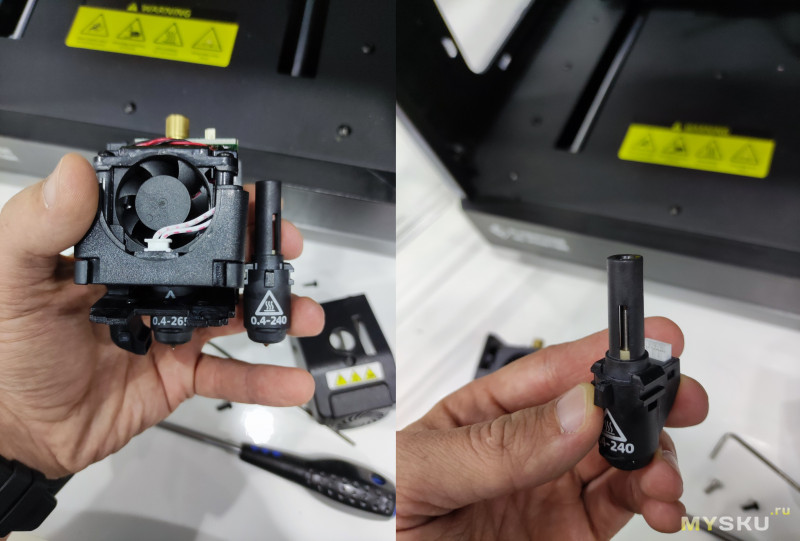
А его и нет. Сопло, оно не сопло, это целый быстросьемный хотэнд. который меняется без ключей за пару секунд. И главный вопрос. А как он работает то без радиатора. Принтер в термокамере, пробок нет, и он печатает. Я не знаю как они это сделали, но это определенно вау.
p.s стоимость запасных «хотэндов» лучше не смотреть. Это немного шокирует. Но с другой стороны используя качественный пластик я за много лет не получал засоров сопла практически никогда. Но где-то в подкорке сидит, что сопло все же расходник. Обычно я выкидываю сопла когда не могу прочесть его размер. Ну или когда каленые сопла стираю композитом, но это другой уровень печати.
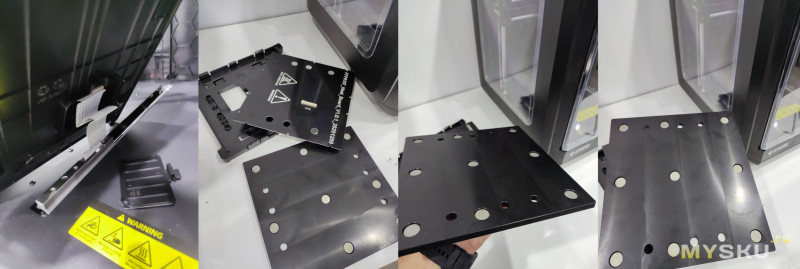
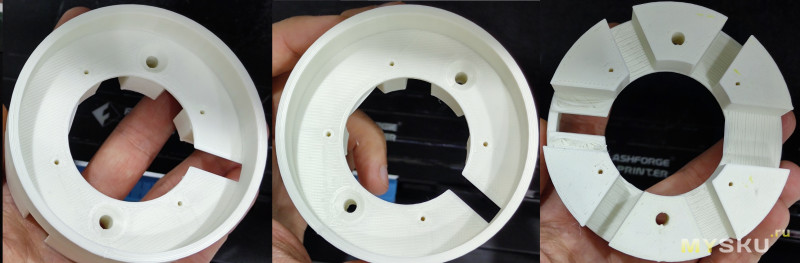
Затем пришла очередь стола. Он прикручен к довольно массивным алю кронштейнам. Подключение стола под заглушкой. Питание подведено шлейфом. Сам стол выполнен в виде бутерброда. Отдельно весь кронштейн, в который «вщелкивается» стол, отдельно нагреватель. И сам стол, он 8мм толщиной! Это весьма массивная плита, идельно ровная и отфрезерованная. В ней так же есть пазы в которые установлены мощные неодимовые магниты.

А теперь самое главное, куда я хотел добраться. Это подвал. И когда я снял защитную крышку я несколько встал в ступор. Тут у меня отпало масса вопросов. Вопросов почему же он столько стоит. Ведь качество литья и то как он выглядит это вторично. Первично это все же качество печати. Отличное качество печати дрыгостола в пластиковом корпусе. А еще и вопросы почему он такой тяжелый.

Под всей площадкой стола огромная алюминиевая плита, толщиной 15мм! А эта плита прикручена к стальному дну, толщиной 1.8мм на весь размер принтера. Кстати верх у принтера тоже стальной, закрытый пластиком, куда установлена механика. Кронштейны подшипников стола так же массивные и алюминиевые, только снизу поджаты пластиковым корпусом.

Следующий шок, это мотор оси У, который таскает этот тяжелый стол. Чтоб понимать размеры я приложил обычный шаговик, которым укомплектованы почти все принтеры с Али. И этот мотор прикручен к плите Алю кронштейном толщиной 12мм.
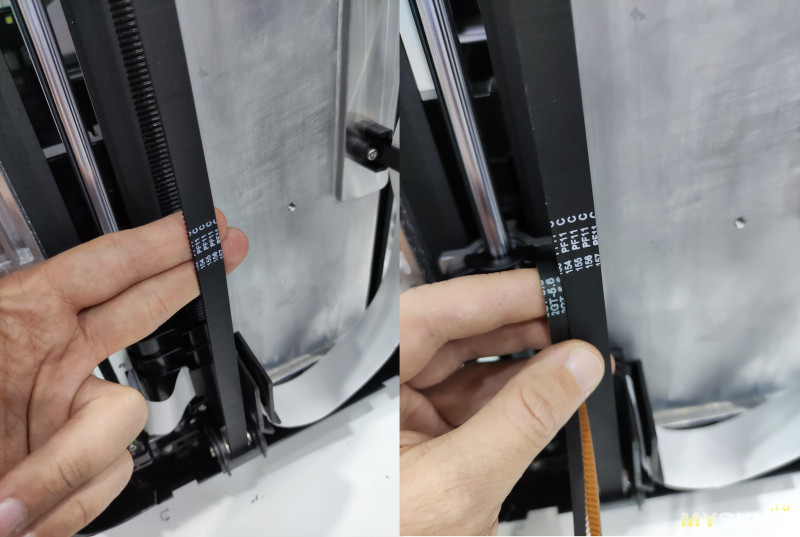
Если этого мало, то вот ремень. А на фоне обычный ремень 3д принтеров gt2 6мм.
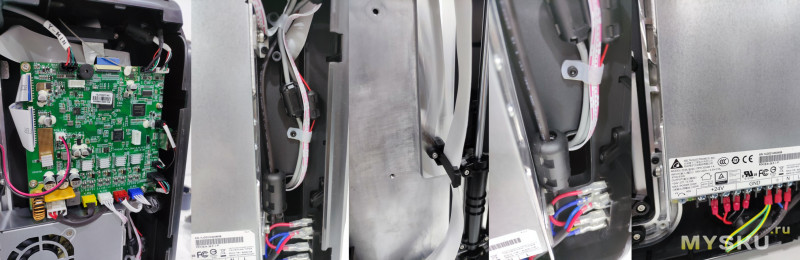
К довершению всего — электроника вся установлена по своим местам, даже отлитые кронштейны для фиксации шлейфа. На всех ответственных кабелях одеты ферритовые фильтры. Блок питания Delta Electronic. Места где провода заходят через стальное основание защищены пластиковыми заглушками, чтоб не перетерлись во время эксплуатации.
По итогам что могу сказать. Я полностью поменял мнение о данном принтере. И это мнение больше поменялось после вскрытия. До этого я к нему относился с ухмылкой. Я считал что это просто дрыгостол, в нарядной коробочке, с особо ненужными опциями, красивый и за много денег.
Но все оказалось иначе. Я считаю он все же стоит своих денег. Но это не принтер который станет массовым как какой нибудь Ender3 или кингурун. Цена не на каждый кошелек все же (опять же при данном курсе валюты и уровне зарплат большинства населения). Но если взять пример человека который может себе его позволить, и ищется принтер не в цех на производство. Иногда меня спрашивают какой принтер купить для ребенка, чтоб он разобрался в нем и учился печати. Тут и очень простой в управлении слайсер, и простое меню управление. Он выглядит вполне достойно, чтоб поставить его в квартире или в каком то офисе. И он не напоминал чпу станок в квартире с хорошим ремонтом. И при этом несмотря на его цену, я думаю технологически его цена более чем оправдана.

главный вин, он же фейл — катридж. вин — легко снимать/ставить, при замене можно не перекалибровывать, т.к. ставится он достаточно точно. плюс не надо собирать все на горячую и вот это вот все… а теперь о фейлах:
самый главный — у сборки картриджа нет теплообменника! вообще:
да-да — все тепло снимается потоком воздуха через вот эту щелку с вот этой вот стальной трубки! и вишенка — похоже, что как у 3й модели нет отдельного вентилятора для обдува — либо обдуваем все, либо нет. так что будут щелчки и хиткрип. ну и еще — цена картриджа порядка 2 т.р., сейчас может быть выше. и хоть оно и стальное, его стойкость не сильно выше обычных сопел. если быть откровенным, то в половину этой суммы обошелся перевод на хитблок e3dv5 с дополнительным вентилятором.
ну и довесок — файлы принтер берет с расширением .g(обычный g-code) и .gx(с миниатюркой модельки) есть свой слайсер, можно настроить куру и таскасать на флешке, я же куровский код отправляю через их слайсер по wifi(ну и что б каждый раз расширение не менять).
если говорить о моих впечатлениях, то оно двоякое: с одной стороны — вроде бы продукт с притензией на серьезность, (сделан вроде бы на совесть, курьезный момент — сгорела индуктивность на цепи вентилятора обдува, найти инфу по наминалу не смог, сделал запрос в магаз, они отправили к производителю, производитель мотивируя гарантийным сроком выслал новую матплату, но сообщать номинал индуктивности отказался — коммеческая тайна, у них же не опенсорсный продукт!), с другой — хватает, мягко говоря, сильно спорных решений и если я свой брал за 20 т.р. и с этим можно мириться, то за 60 ничего особо интересного не предлагает.
если интересно, могу написать обзор мода.
П.С. если интересно делал тестирование вариантов обдува сопла, вот результаты:
Номера внизу это код модели с Thingeverse.
P.S. На своем анете, когда что-то замерял тестером, случайно замкнул нагреватель головки. Все, думал, пипец, сейчас плату вытаскивать и полевик менять. К счастью, полевик замыкание пережил. Возможно, помогли длинные провода до головки, возможно, полевик на плате стоит с хорошим запасом.
Насчёт «притензии на серьезность», думаю скорее нет. Тут был упор на надёжность. Типа из коробки достали как кофеварку и печатаете свои детальки. Серьезность — это про Guider3, creator 3
Большинство народа хотело тогда чтобы было как у них. Вот результат. Теперь везде как у них.
А то что Вам отказал производитель (между прочим правильно сделали -фраза из к-ф Иван Васильевич меняет профессию). Потому что ни едного документа постороннему глазу -фраза из к-ф Место встречи изменить нельзя.
За фрезерованный дибонд, требующий доработки, как по мне, с печатными детальками и дешевыми комплектующими с алишки хотят 55…
Правда кубик, а не дрыгостол.
Идея же очевидна. Максимально облегчить
Движущихся части. Что позволяет увеличить скорость перемещения и ускорения…
До этого 5 лет печатал на боуденах и проблем не знал. И многие до сих пор печатают.
И не на каждом принтере можно поднять скорость в 1.5р с утяжеленным директом, ЛА не панацея. Вот скорее накатить клиппер и ИШ вырулит получившийся звон от тяжёлой головы.
Но жаловаться на устаревший Боуден в 2022? Я бы скорее жаловался на обилие дрыгостолов повсюду, как и тут. Но дрыга это большая надёжность, особенно в кривых руках.
Идеалогия принтера — он для домохозяек. Красивый, надёжный, кнопочку тык и печатай. Им до одного места Боуден у вас, Ла, или чего то там.
Директ на дрыгостоле с одной стороны ставится гораздо проще, чем на XY-механиках. Но с другой, именно тут привод стола заметно массивнее привода головы, так что боуден имеет некоторую рацию.
Выгода, разумеется, есть. Элементарная физика. Меньше вес, больше ускорение при равных условиях(жесткость конструкции). При типовой печати, ускорения значительно влияют на скорость печати. Если говорить, про распространенные кинематики кубиков, CoreXY, H-Bot… Выгоднее всего моторы таскать вместе с Y балкой(порталом). Проблема — вес. Работать будет, но, медленно и печально…
Что касается, пружинит и т. д. Все это отстраивается. Разумеется нужно получить, какой-то опыт. Но, это справедливо для любой сферы… В тех же Ultimaker применена схема с боуденом. Тем не менее считается, чуть ли не эталоном качества печати).
Что бы не быть голословным.
Принтер — фанерный кубик боуден 60см. + E3D v6, кинематика CoreXY. Электроника OrangePi Zero + SKR 1.3. Прошивка Klipper.
Скорости: Перемещение 150, заполнение 110, стенка наружная 90, внутренние 100.
Ускорение 3500 мм/с^2
Эти параметры далеко не предел. Дальше просто становится шумно)
Материал PET-G от FDPlast(Сопутка). Слой 0.2, сопло 0.5
Никакой постобработки не производилось.
Я не против директ схемы. Она вполне актуальна и в каких-то ситуациях выигрывает у боуден. И наоборот.
Скажем так. Имея некоторый опыт(я печатаю с лета 2017г.) получать достойный результат можно независимо от схемы подачи. Не спорю, что на боудене несколько сложнее))).
Кстати хорошо назвали ещё одну сложность с высотой дельты. Чем выше область печати, тем длиннее нужны кабель с трубкой. Хочешь высоту в метр — кабель должен растягиваться на весь этот метр в начале печати, и как-то сворачиваться чтобы не мешать движению головы в конце.
Основная проблема дельт это настройка и сборка, где каждый градус отклонения башни портит геометрию
Основная и неизбежная да. Я же возражаю именно против приписанного дельтам достоинства «максимальной высоты детали». Дельты много выше снаружи, но не внутри.
Но в целом разделяю мнение что ну его на фиг со всеми сложностями, а если делаешь свой самосборный реально большой принтер, то это только кубик.
P.S. а вообще на моё мнение ориентироваться не стоит, я пока считанные по пальцам модели напечатал.
Точно также и дрыгостол хуже, чем неподвижный или двигающийся по высоте стол. Чтобы там кто не заявлял насчёт идентичного качества печати, в реальности на оси движения стола деталь имеет геометрию хуже, чем на оси движения головы. Тупо из-за ускорений, которым подвергается ещё не застывший пластик на детали.
Не лучше ли эту настройку бы вынести в слайсер, который просто вместо одной команды на длинное перемещение будет давать много маленьких?
По-хорошему, LA настраивается под конкретные сопло и пластик, да. Но на практике достаточно его подобрать один раз и выставить значение меньше идеального. Так положительный эффект всё равно есть, а перекомпенсации в других условиях не будет. Товарищ выше ещё верно заметил — железный LA можно регулировать прямо в процессе, не пересчитывая всего кода полностью.
1. Настройка по 9-точкам, принтер после 5-6 печати забывает все калибровки и приходится настраивать заново.
2. Если сопла подходят от предыдущей модели то можно покупать дешёвые (12 €) от фирм Monopriсe или Bresser. Всё тоже самое.
3. Можно нарезать модели в Cura и отправлять g-code через родной слайсер по Wi-FI, единственное, у меня не работают версии 5 и выше, после 4 слоя он перестаёт печатать, возможно не понимает какую-то команду, в общем если на до режу на более ранних версиях.4.
4. Принтере плохо умеет делать рандомный старт слоя, вся поверхность потом бугристая, сколько не играл с настройками.
5. Реальный размер сопла 0,36 мм, если выставить параметр path wide в этот размер, как по мне качество становится лучше. Может быть поэтому они и выставляют высоту слоя 0,18 как половину от реального размера сопла.
И главный вывод — данный принтер для домохозяек, детей и начинающих. Купил, распаковал и печатаешь.Что и подтверждается контингентом в зарубежной FB группе, где я помогаю людям. Для людей не первый день в печати это уже не серьёзный уровень. Но как принтер, который достал и давай печатать он неплох, качество печати вполне приемлемое, разбираются даже 10-летние дети.
П.С. Вообще, я заинтересовался этой маркой, когда Bosch под брендом Dremel начала выпускать свои принтеры, которые для них изготавливал FlashForge. Насколько я понял, сейчас Bosch отказался от идеи продавать принтеры.
П.П.С. 99% проблем у людей возникает из-за неправильной калибровки стола и засорением сопла.
2. Осталось найти их у кого примерить. Хотя думаю в интернете их уже мерили.
5. Вот тут у меня другой опыт. Если сопло 0.36, то в куре я бы забил именно этот размер и ширину линии 0.4. по моему опыту получается лучше и крепче, когда ширина немного больше размера сопла.
И по главному выводу я согласен на все 100%. Людям с опытом печати я думаю он совсем не подойдёт. За эти деньги почти можно тот же Ворон 2.4 кит взять и собрать. Это будет уже другой уровень печати.
Нейлоном он пекёт?
Прошивка Marlin или что-то свое?
Мое сопло 265. Стол 110 грел на АБС, больше не грел. Сопло если не ошибаюсь я как раз 265 под нейлон грею, а вот нужно бы побольше, 120-130 хотя бы чтоб деталь прилипла. Я даже не пробовал больше греть.
Так что в теории да. )
Ну и у них все принтеры на своей прошивке и заточены под свой слайсер. Вряд-ли кто-то дал им исходники Макербота, чтоб они могли все принтеры под нее собирать)
Если нужен хороший fdm принтер просто берете Picaso и не ломаете себе голову. Все остальное гемор за ваши деньги
Логичнее же сперва написать текст, а потом прикрепить фотографии чтобы уже снизу можно было посмотреть что вы рассказываете.
А в данном случае видим фотки, смотрим что там. потом читаем текст, понимаем что именно автор показывает, снова смотрим фотки. Это неудобно. Это не гост, это не картина, это повествование, обзор. Текстовый. Поэтому текст должен быть первым. А потом уже фото. Мы же не смотрим на ютубе видео в обратном порядке, где сперва автор рассказывает что-то, а потом вы должны чтобы это увидеть отмотать видео на 10 секунд назад. Тут такая же логика.
Мне обзоры автора нравятся, они интересные. К тому же близки мне по тематике. Но вот такая подача материала реально просто неудобная. К тому же практически никто из других авторов на муське так не делают.
Ps: И боуден вместо вишенки… А какой размер печати, я что-то не увидел в обзоре?
Vs3d за 50к, rat rig за 70к и ещё один с водянкой. Китаец тоже был. Деньги на ветер — рассыпается на глазах. Но другого ожидать и не приходится за такие деньги.
Цитирую: «речь пойдёт про ghost 5, точнее как превратить его в нормальный принтер».
На видео печать идёт очень медленно, наверно поэтому посредсвенные китайские валы и подшипники живут более-менее долго.
Если бюджет ограничен, наверное это неплохой вариант. Я в последнее время предпочитаю сразу собирать принтер из заведомо хорошей комплектухи.
Собирать принтер это максимализм какой-то, если есть времени много и денег. Медведь 6 мне 19 тыс. обошелся летом по предзаказу.
40к на али между прочим…
3dtoday.ru/blogs/red-samuray/karetki-relsov-flyingbear-reborn2-ustroistvo-ustranenie-pricin-zakusov-i-dalneisaya-profilaktika
«На валы flyingbear ghost подошли плохо, имеют люфт при поперечном шатании, скользят хорошо, но ставить не стал, вернул родные подшипники наместо, т.к. уже ставил подшипники с люфтом и в итоге печатная каретка дребезжит при резких перемещениях, качество печати падает. Родные люфта не имеют, может лишь чуть-чуть. Но я думаю это проблема в валах, они просажены по диаметру. Это уже вторые новые подшипники которые люфтят. Не могу поверить, чтобы от разных продавцов, разные брэнды LM8LUU имели одинаковый люфт. Наверно flyingbear заказывали подшипники и валы на одном заводе, а там схитрили с допусками, чтоб чужие запчасти не подходили»
Надо сразу понимать, что у китайцев (а медведь типичный китаец) все не так. Замена подшипников на хорошие выльется в замену валов и так далее.
Валы ни разу не обсуждали.
С валами или единичная проблема или доработка под высокие требования какие-то от перфекциониста.
У меня печатает из коробки, я даже сопло не знаю как на нем менять, лучше было бы 0.6 поставить, но и с 0.4 нормально. Уже коммерческие заказы простые отпечатал.
Из доработок присматриваю «шапку» новую из акрила, чтобы внутри принтера был пластик и сразу сушился.
Первый — Каждое сопло имеет свой калибровочный код, который указан на пакетике, в котором оно упаковано. При этом одно сопло уже установлено и ни какого пакетика естественно нет и записи об этом коде тоже нигде нет. Несколько раз обращался в техподдержку, отвечали всякую пургу и потом вообще перестали отвечать. Вот теперь и думай — а вдруг потеряешь пакетик с какого ни будь сопла? А с установленным штатным, что делать без калибровочного кода?
Второй — за такие деньги и всю остальную крутизну — поставить безумно шумный вентилятор вытяжки?
По первому пункту у меня был тот же вопрос, когда я поставил назад медное родное сопло. Тут я методом тыка подобрал код уже.
По второму не скажу, у меня вытяжка мастерской заглушает все ) но не сказал бы, что бросился сильно шум от вентилятора.
Как я понимаю калибровочный код, это параметры Pid регулировки. Соответственно выбираю коэффициент, грею до какой то температуры и смотрю чтоб циферки не плавали как он нагреет.
И потом просто отпечатал тестовый куб, убедился что все ок и все
Другое дело, что на характеристику системы будут влиять внешние факторы — обдув, перемещение, подача филамента. Это в статике учесть не получится.
Кстати, пытался калибровать ПИД, вручную подавая филамент примерно со средней скоростью печати (на глаз). Вообще не получилось, значения прыгают как хотят. Хотя тоже считаю, что калибровка в статике не вполне верный подход.
Руками же всё просто. P — такой, чтобы грелось без сильных перелётов и медленного подползания. D берётся сразу плюс-минус полсотни, чтобы не скакало и не убегало. Наконец I выставляет точный уровень (когда держит ровно 246/250 например). В результате получается что-то вроде «16 0.45 250», без излишне кривых цифирей, пригодное даже для быстрой замены кубиков с соплами и нагревателями.