Статья больше рассчитана на «чайников» и идет как продолжение —
этой.
Многие в личке просили подробно обьяснить как поставить другой механизм подачи и как это прописать в принтере.
По методу установки\креплению в принципе все механизмы одинаковые, я напишу на примере BMG Mini. Есть два пути — можно купить полностью механизм в сборе с того же Али, или купить набор DIY, напечатать корпус, докупить немного мелочей и собрать. Я пошел по второму пути.
Я заказывал набор по ссылке вверху.
Пока набор ехал напечатал корпус для него. Воспользовался этим проектом —
ссылка. Я распечатал его из ABS+ Стримпласта, но можно и из PETG. Pla я бы не стал использовать, шаговый мотор бывает разогревается и до 50-70гр, Pla не переживет этого.

Для установки потребовалось следующее-
1 x купить набор шестерен по ссылке выше
1 x пружинка, ее я взял от механизма подачи Aquilla
1 x M3X30 болт для натяжителя
1 x M3 шайба для упора пружины
1 x M3 гайка
1 x PC4-01 фитинг. Фитинг можно купить или с али, или в магазине с пневматическими комплектующими.
4 x M3X35
И начинаем собирать.

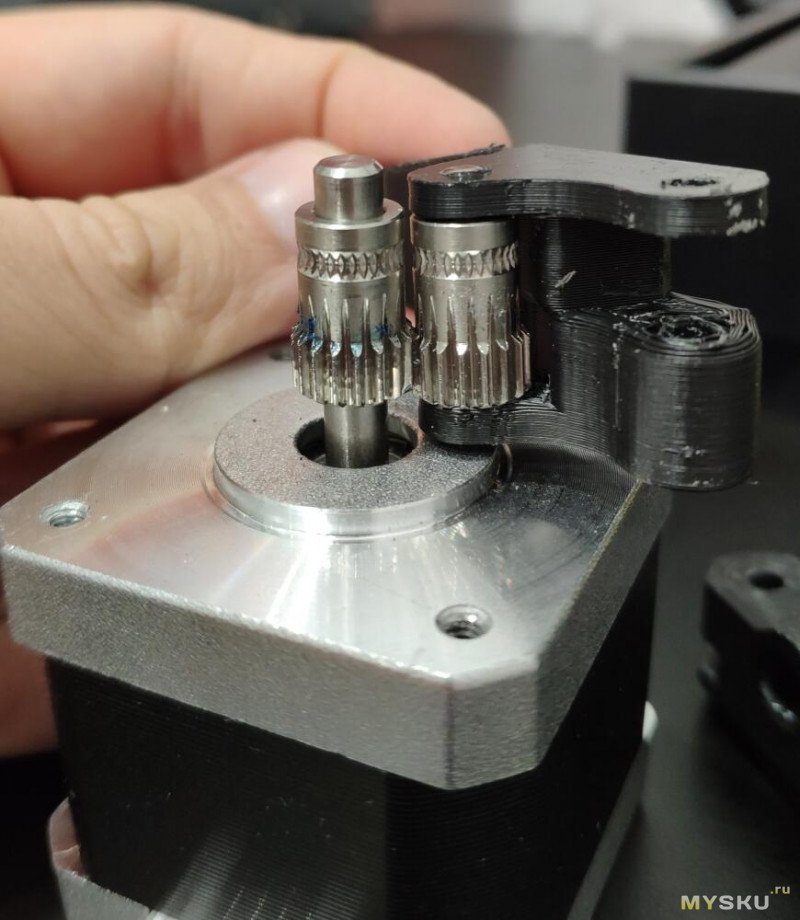
Гайку м3 нужно вставить в паз на детали слева. По центральной детали — Одна шестерня идет с винтом, она одевается на шаговый двигатель, другая без него. В нее вставляются 2 подшипника и вал и все ставится в эту самую центральную деталь. 2 квадратные гайки из комплекта нам не пригодятся.
И просто собираем все в кучу и идем к принтеру.

Одеваем оставшуюся шестерню на мотор, ставим механизм подачи, и притягаем все, чтоб отцентровать. Можно вставить шплинт\шестигранник в те отверстия, где проходит филамент, там самым у нас отцентруется шестерня, и подтягиваем через окошко.
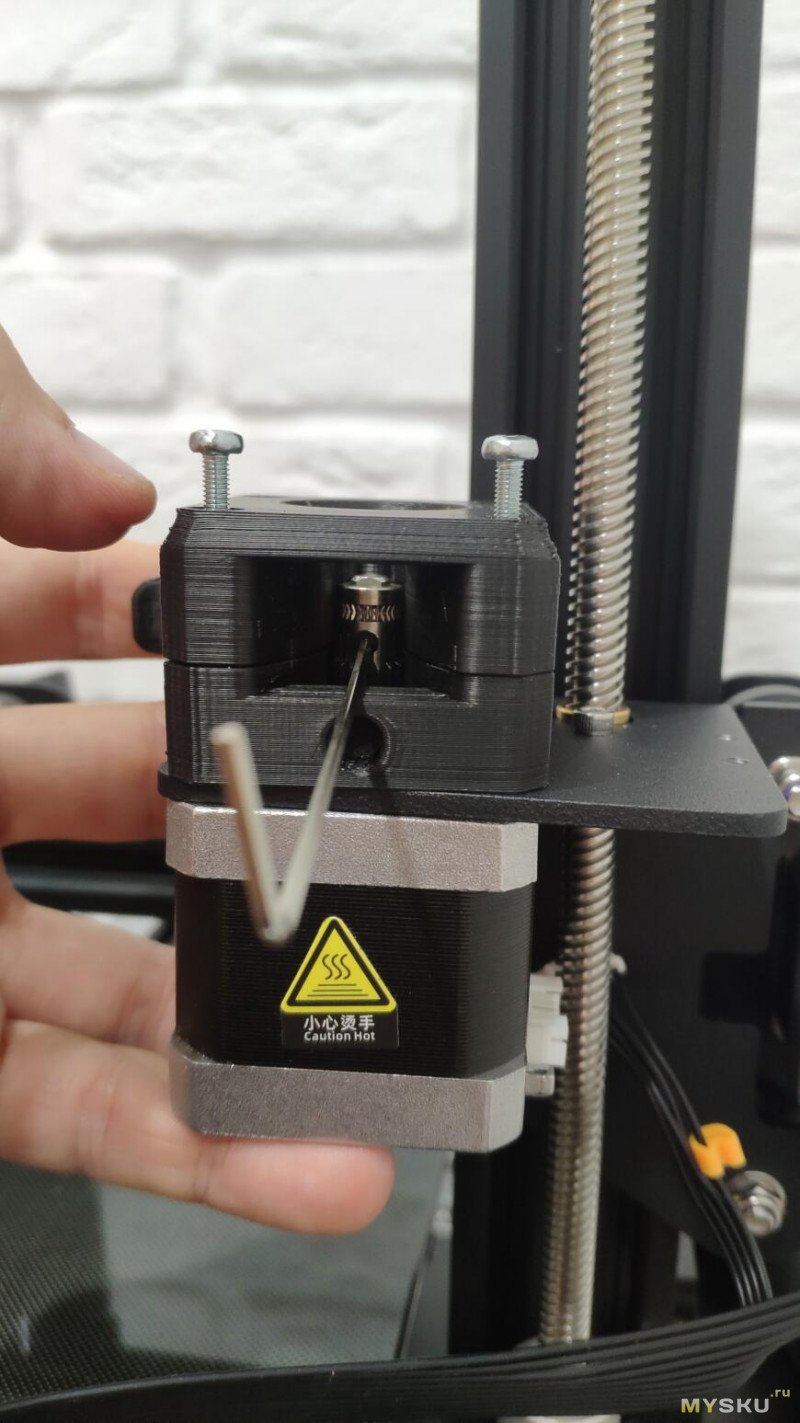
А затем я снял механизм и затянул нормально без него. Иначе не подлезть ключем было.

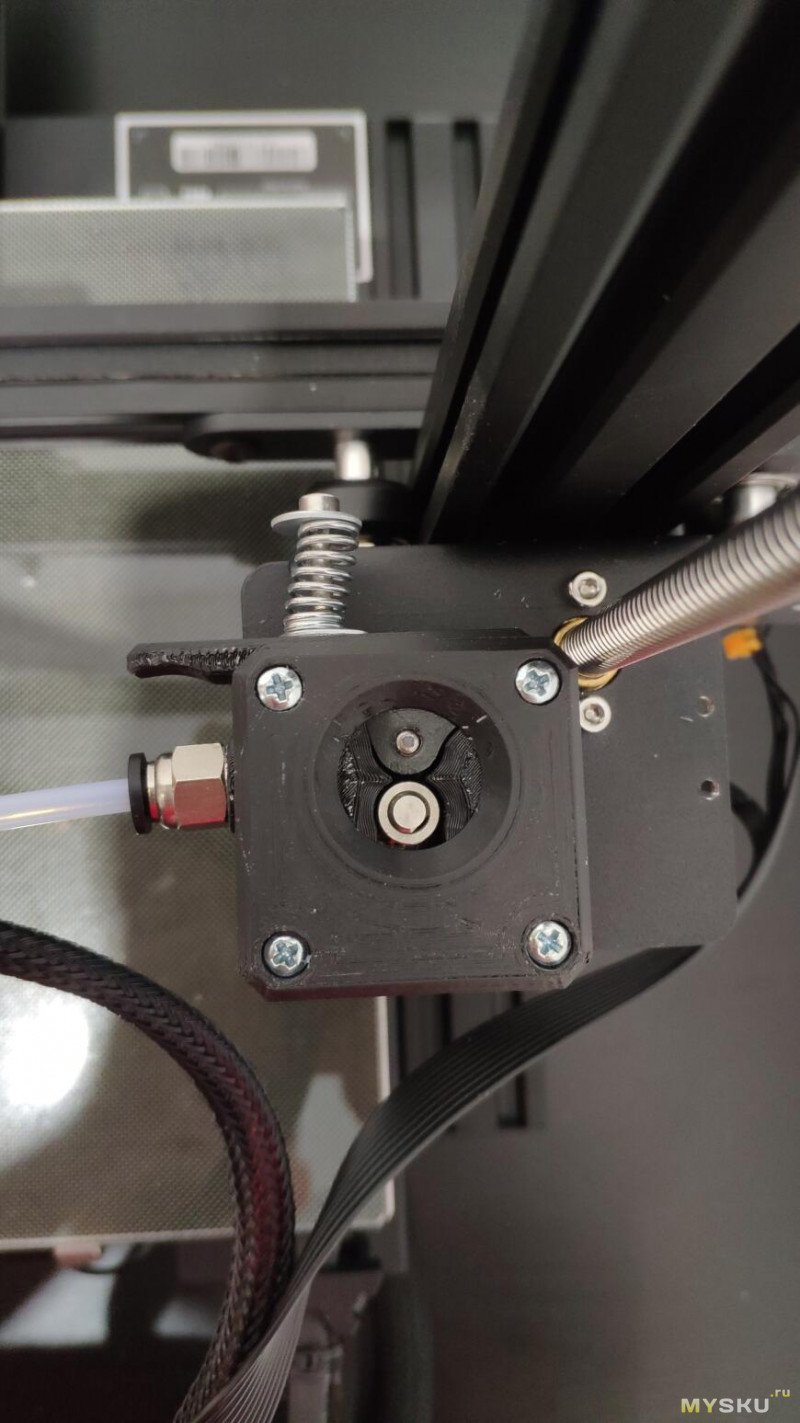
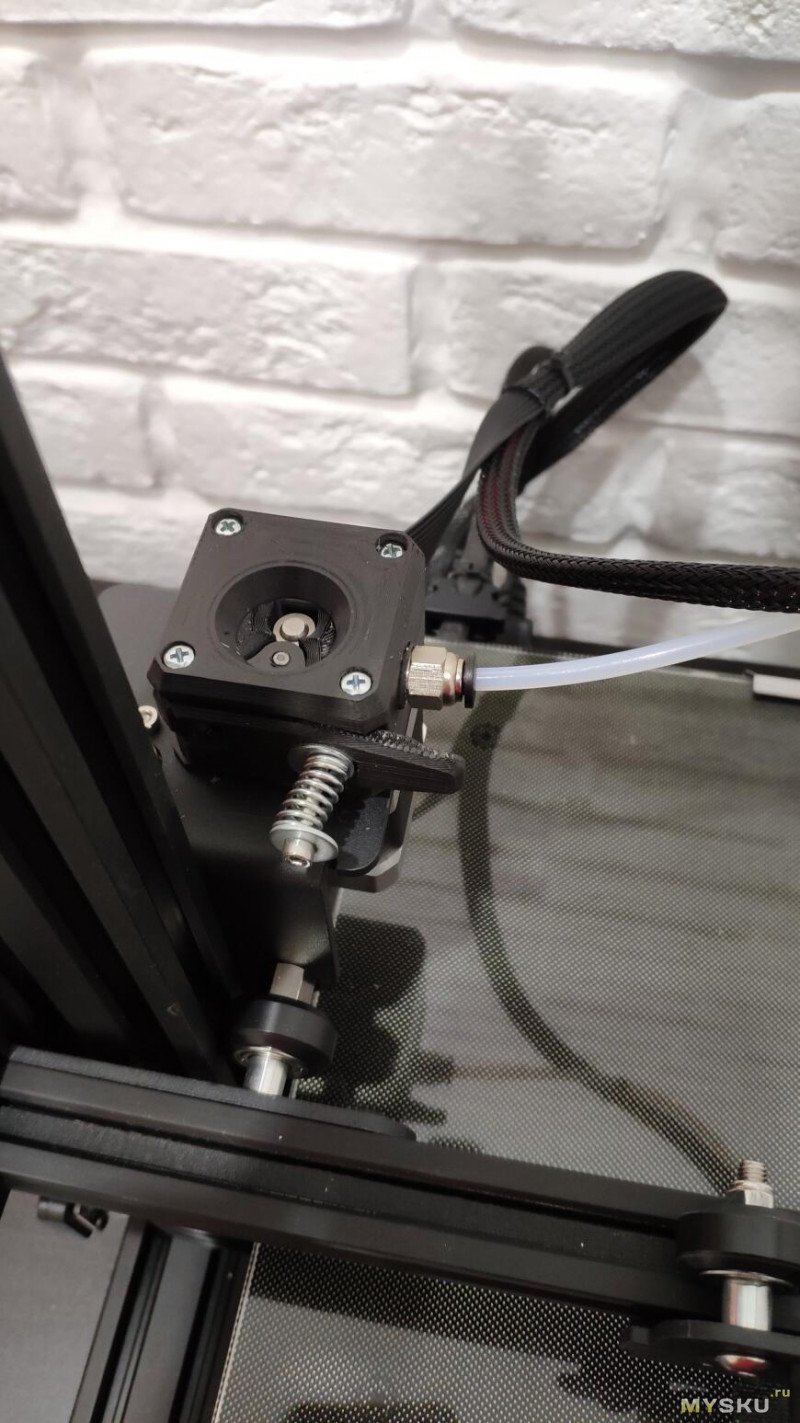
Далее все закручиваем на место, фитинг вкручивается в свое положенное место, собирается прижимная часть с пружинкой, трубка ставится на место и механически все готово.

И общее понимание, чем отличаются механизмы подачи. Родной — один из простейших, но при этом работает неплохо. На нем даже какая-никакая регулировка прижима прутка есть. Для более мягких пластиков нужно снижать прижим, иначе пластик будет сплющивать(например флексы, sbs).
На подшипнике выемка под пруток, а с другой стороны прижимает шестерня и давит. Это все неплохо работает до определенных скоростей, либо до каких-то специфичных пластиков. Либо до сложных 3д моделей, где будет много ретрактов.

На БМГ две шестерни в зацеплении и у обоих есть паз, пластик с всех сторон поджат и давится отлично. При этом не происходит сплющивания прутка, или излишнего среза глубокими зубцами (как на родном).
Затем начинается интереснее. В прошивке есть пункт «сколько нужно сделать шагов, чтоб выдавить 1мм пластика». У каждого механизма подачи они свои, и желательно калибровать. И затем все внести в прошивку.
Ссылку на исходник прошивки Voxelab любезно предоставили — тут. В принтере стоит прошивка Марлин, и судя по всему не очень сильно изменена от Ender3 v2. То есть плата-экран и все остальное все таки отличная копия Эндера, но за меньшие деньги. Это хорошо.
Но есть нюанс, от которого страдают и владельцы Эндоров. Версия V2 шьется через флешку, через нее же шьется и экран. Подробные инструкции как отредактировать прошивку, как из нее сделать необходимый *.bin файл находятся в ютубе например по запросу «Creality ENDER 3 V2 — How To EDIT & UPLOAD New Firmware».
Честно говоря мне было очень лениво этим всем заниматься ради одной только строчки, я пошел другим путем, более быстрым.
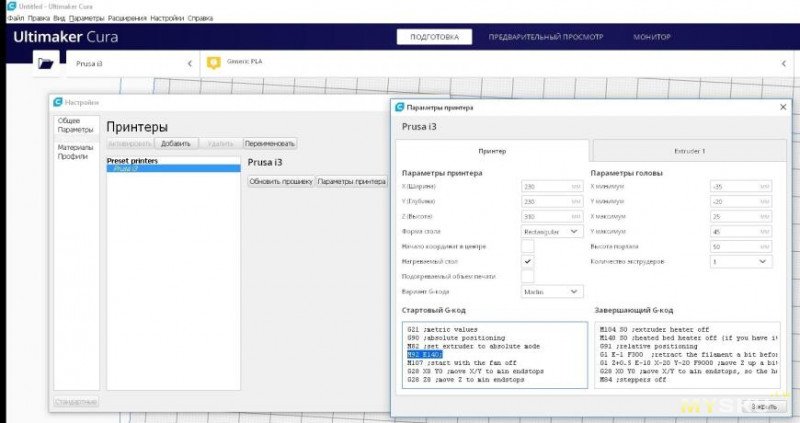
Открываем слайсер в котором вы работаете, например Cura. Переходим в настройки принтера, находим строчку «Стартовый G-Code». В нее вписываем строку — M92 E140;
140 в данном случае и есть нужные нам шаги для БМГ Мини. Если у вас другой механизм, то у него свои шаги. Это можно уточнить у продавца, например. И все, никаких перепрошивок не понадобится. Может быть способ немного «костыль», но он работает и делается в несколько секунд.
А далее распечатал тестовый куб, чтоб проверить что все работает.

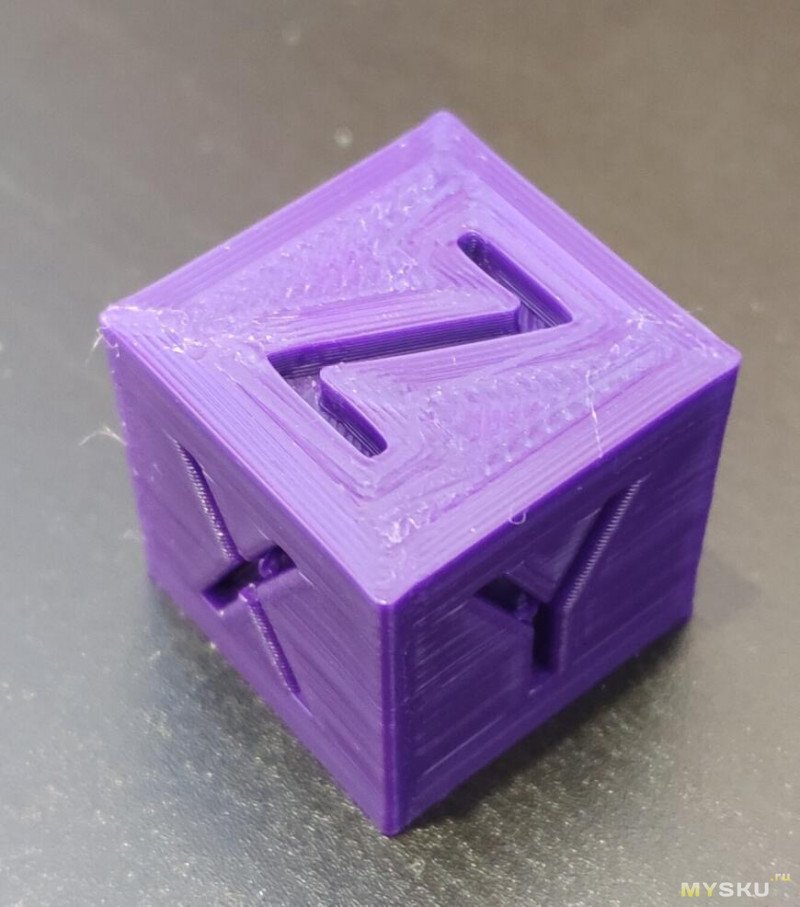
Очень даже хорошо для одного из самых дешевых 3д принтеров.
А далее я решил напечатать Бенчи и сравнить с прошлым результатом.



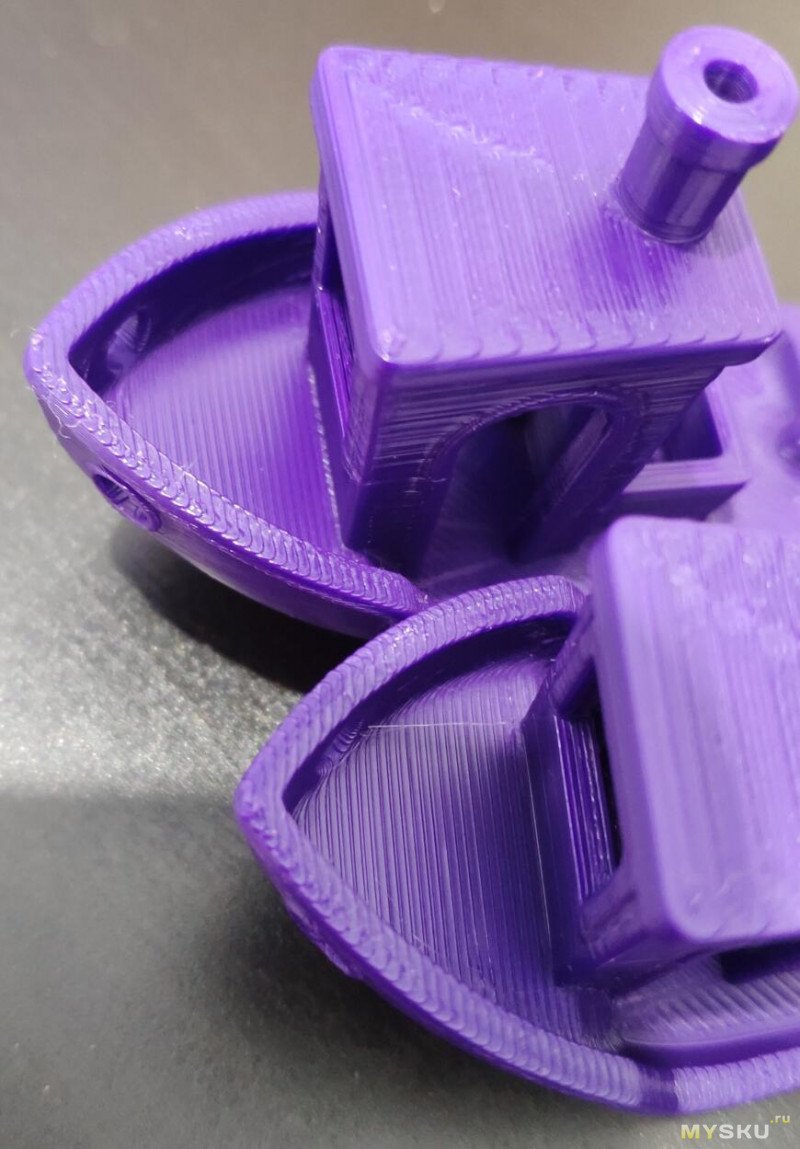
Огромных отличий на них не нет. Даже в первом случае Бенчи получился очень неплохим. С БМГ более точнее стала подача, сбоку «прыщи» стали чуть меньше. Щели возле квадрата палубы стали меньше. Ну и «труба» на крыше более ровной. А в остальном — в обоих случаях результат очень и очень неплохой.
БОльшие отличия могут проявиться на более сложных, более больших деталях, когда будет много ретрактов, много перемещений, тогда бывают случаи что родной механизм может не справиться как надо, и например на частых ретрактах перетереть пруток.
Следовательно если не гнаться за лУчшим качеством и не использовать какие-то специфичные пластики, а печатать PLA, Petg материалами, то можно особо не заморачиваться, а печатать как есть.
Если все же есть желание добиться немного лучшего качества и более правильной и стабильной работы, то конечно стоит заменить. Тем более цена довольно гуманная, а работа не сложная.

Кстати, кто нибудь может подсказать, как сделать чтобы простой 3D принтер мог печатать двумя пластиками?
А так есть же смешивающие хотэнды на 2 и 3 пластика.
аппаратно — на плате управления должен быть второй канал управления двигателем второго экструдера (если Е0 — основной, то E1 — дополнительный или второй) + должен быть канал управления нагревом второго хотенда. Это реалезовано на большенстве современных плат управления (преимущестьвенно 32-х битных)
программно — Марлин это может
так как ты БП и аккумукляторы расписываешь и тестируешь я не смогу — таланта нет
по платам управления 3Д принтерами нужно большой пласт поднимать, их реально очень много. Есть универсальные, подходят на большество принтеров, есть от разработчиков принтеров только под свои модели.
Эта плата хоть сколько нибудь известна? Актуальна? Чтоб что-то на ней начать собирать или просто продать на барахолке? Или это безымянный ненейм — выкинуть и забыть?
1. Микроконтроллер должен поддерживаться популярным ПО, ну например тем же Марлин. Дальше чем больше портов тем лучше, чем выше тактовая частота (скорость работы mcu) тем лучше, чем больше оперативной и программной памяти тем лучше. Разрядность контроллера на которую обычно все эрегируют абсолютно пофигу.
2. На плате должно быть как можно больше дергалок и разьемов под них, т.е. релюшек (мощных мосфетов) и кроваток под драйвера шаговиков. Также приветствуются гребенки с выводом всех незадействованных портов микроконтроллера. Очень не рекомедуются платы с интегрированными драйверами шаговиков, лучше кроватки. Поскольку все что дергают питается относительно высоковольтным напряжением, а дергающая цифровая электроника низковольтная, то нужен интегрированный на плату качественный вторичный блок питания (понижающий dc-dc преобразователь), стабильный и с запасом по мощности, с этим, я думаю, вы разберетесь самостоятельно. :)
3. Желательно отсутствие всякой интегрированной пропиетарной хрени типа картридеров, мутных недосмартдисплеев и т.п. Нужно ручное управление, печать с карт и флешек, вайфай и т.п. — покупается полноценный терминал: jz-ts, btt tft, mks tft, малины, апельсины, мандарины, которые подключаются к управляющей плате по uart, общаются на уровне команд g-кода и которым не требуется специальная поддержка со стороны прошивки. Т.к. скрещивание ежа с ужом, т.е. вкорячивание непосредственно в прошивку поддержки дисплеев, картридеров, вайфаев и т.п. — очень дурная идея. Прошивка должна дергать моторы, нагреватели, смотреть за датчиками и все. И делать она должна это оперативно, не отвлекаясь на всякую хрень.
Да собствено и все. Для большего понимания посмотрите схему RAMPS — поймете что ничего волшебного на управляющих платах нет. Есть какие то
стандартытрадиции на предмет к каким номерам портов контроллера что подключать, но побольшому это пофигистично т.к. в прошивке все можно переназначить.у моего Сапфира есть возможность
есть место под дополнительный драйвер + есть канал управления нагревом второго хотенда
Если же это было утверждение то определитесь с
трусами и крестикомпредыдущим своим же утверждением. :)она у меня в Сапфире Про стоит
что не так с моип предыдущим утверждением?
при желании могу поставить ещё один хотенд и экструдер, и реализовать печать двумя пластиками.
если использовать родную прошивку, то дополнитедбные каналы управления не задействуешь
если Марлин поставить или Смузи, тогда можно
функционально плата не сильно отличается от той же SKR 1.3
купил флайбир торнадо 2 про с 2 головами — долго добивался печати 2 цветами — результат меня сильно не порадовал и всплыли проблемы при печати АБС больших деталей — второе сопло тупо сбивает модель в какой то момент(((
в итоге — снял втрое совсем и все стало хорошо…
сейчас жду как раз такой экструдер, только уже надоело играть в сделай сам — заказал оригинал (да не недешево...)
Заходим на сайт Bondtech ( www.bondtech.se/en/product/bmg-extruder/ ) и видим следующее:
Собственно, «хай перформанс энд резолюшн» достигается, скорее, за счет редукции 3:1, которая в вашем примере просто вычеркнута. По факту, у вас получился тот же МК8 или МК10 — только в корпусе, с двойными зубчатыми колесами и с регулировкой прижима.
у ТС он развернут на 180, неправильно стоит. прижимная часть должна быть на входе.
потом для директа взял BMG Dual Drive c редуктором https://aliexpress.ru/item/item/32969060157.html
оба проблем не доставляли, но директ быстрее.
И в чем собственно разница?
у треуглов он стоит так
и фитинги там с обоих сторон. на своем наоборот ставить не пробовал, даже в голову не пришло.
в вашем печатном, действительно, фитинг для трубки только с одной стороны.
у вас ручка прижима в профиль не упирается при замене прутка, удобно менять?
я печатные не рассматривал для себя, это был первый фидер после родного эндеровского.
я тогда много апгрейдов накупил второпях :)
Как раз на этой печатной версии фитинг с одной стороны
Но китайцы могут, да.
что бы этот принтер за копейки начал нормально печатать в него нужно ещё денег вложить, примерно столько жде сколько он стоит
Печатают примерно так (фото специально не сжимал, чтобы можно было рассмотреть ньансы):
китайские поделия с Али и т.д. не предлагать, это всё клоны и не свегда удачные
Китайские поделия вполне отлично себя чувствуют
Готов поспорить, что далеко не все
Если так, то почему микрошаг не уменьшить. Или нужно повысить момент?
В других случаях микрошаг используют, и никто сильно не жалуется, так что версия с повышением момента для слабого, легкого мотора, выглядит убедительней.
Момент удержания при микрошаге гораздо меньше чем при полном шаге.
Что дает микрошаг, так это снижение уровня шума.
А вот для гибких пластиков я заказал нечто под названием OMGv2 с редукцией 3 к 1 и двумя парами шестерней, жду вот:
(у меня дельта и flying extruder — между экструдером и соплом 15-см отрезок трубки)
И всё равно после всех этих танцев получить нормальную печать мягкими флексами не получится. Таковы недостатки боуденов.
Только вот TPU-пластик, зараза, цепляется за PTFE-трубку 1.9 и плохо по ней ползёт к хотенду, у MK8 не хватает сил протолкнуть его вперёд.
Возможно, в каких-то очень редких случаях это полезно, но я такие не смог придумать.
на Тао такой набор стоит в районе 2$, на Али можно за 4$ найти
а за 8 баксов можно весь экструдер купить, а не только рем-комплект
https://aliexpress.ru/item/item/4001250706492.html
Скупой платит дважды.
Для механизма подачи, качество шестеренок критично важно. Подобный набор я покупал у треугольников, качество шикарное. Подобные наборы делали и у нас, качество тоже хорошее.
В обзоре не помешали бы более крупные фото зубов шестерней. И про смазку ни слова, или просто не увидел?
вот например: https://aliexpress.ru/item/item/33042679166.html