Обзор новичка в 3D печати на 3D принтер Sapphire Pro от магазина TWO TREES (Два дерева). Рассмотрим комплект поставки, сборку 3D принтера, тестовую печать, впечатления от покупки. Кого заинтересовал, прошу под
Кат (трафик, много фотографий)
Примерно год назад заинтересовался 3D принтерами. Начал штудировать профильную литературу, сайты, youtube. Очень скоро от переизбытка информации кругом пошла голова… Ещё бы, куча новых терминов, конструктивных решений (пруше подобные, ультимейкеры, H-bot и coreXY, delta), не говоря уже о прошивках и ПО для компьютера. Очень понравился цикл статей по постройке
«Правильной дельты» на сайте 3dtoday. Да, дельта-принтер не самое удачное решение для первого принтера и постижения азов 3D печати, но как гласит поговорка: хочется — хуже, чем болит! Были закуплены материалы, комплектующие и неспешно начался процесс сборки. Но, как бывает в таких случаях, собрать 3D принтер не имея в доступе рабочего 3D принтера задача почти нереальная. Заказывать печать на стороне, особенно когда идет процесс прототипирования комплектующих, не самое разумное решение. Поэтому встал вопрос о покупке не сильно дорого 3D принтера с более/менее качественной печатью. Анализ рынка 3D принтеров на Aliexpress поверг в глубокое разочарование. На торговой площадке было большое разнообразие вполне доступных по цене 3D принтеров (250-400$) и при этом абсолютно безбашенная стоимость доставки, от 80$ и выше, убивала всякое желание что-либо покупать. На Тао ситуация была не лучше…
Но в жизни иногда случаются приятные сюрпризы. Этим сюрпризом стала цена на Кит-набор для сборки 3D принтера
Sapphire Pro от
TWO TREES. На момент заказа действовала скидка, принтер стоил $287.28 (вместо $399.00) и доставка составляла всего $21.05 с украинского склада. Грех было не воспользоваться таким предложением. Заказ был оплачен,
и уже через 3 дня курьер доставил принтер мне домой.
И так, что же я таки приобрел…
Для начала, кому интересно
Параметры принтера
Модель: Sapphire Pro
Цвет: Черный
Материал принтера: Металл
Количество сопел: 1
Диаметр комплектного сопла: 0,4 мм
Размер горячего стола: 235*235 мм
Максимальный размер печати: L235*W235*H235 мм
Размер печати: L220*W220*H220 мм
Точность печати: ± 0,05 мм
Толщина слоя: 0,1-0,4 мм
Метод печати: TF-карта / онлайн-печать (ПК)
Дисплей: Цветной сенсорный экран 3,5"
Скорость перемещения экструзионной (печатающей) головки (MAX): 1000 мм/с
Скорость печати: 300 мм/с
Температура экструзионной головки (MAX): 260°С
Максимальная температура горячего стола (MAX): 100°С
Точность позиционирования по осям X и Y: 0,01 мм
Точность позиционирования по оси Z: 0,0025 мм
Материал для печати: PLA, ABS, PETG
Диаметр нити: 1,75 мм
Язык интерфейса: EN, RU, ES, FR, IT, ZH-CN, ZH-HK
Формат программного обеспечения: STL, OBJ, JPG
Формат файла для печати: G код
Размер принтера: L405 * W380 * H466 мм
Размер упаковки: L500 * W430 * H260 мм
Вес принтера: 11.5 кг
Вес с упаковкой: 14.0 кг
Потребляемая мощность: 220В/110В 360Вт
Операционная система: Windows, MAC
Программное обеспечение: Cura, 3DPrinterOS, Repetier-Host и другое ПО
Рабочая обстановка: Температура: 5-40°C, относительная влажность воздуха: 20-60%
Кит-набор для сборки 3D принтера упакован в коробку с фирменными логотипами TWO TREES и указанием модели 3D принтера

Внутри коробки 3-х ярусная упаковка из вспененного полиэтилена в ячейках которой расположены комплектующие.
Большинство комплектующих упаковано в индивидуальные ZIP-пакетики с буквенно-цифровым кодом. В инструкции по сборке есть таблица, где по этому коду можно определить что это за комплектующие, а на приведенных рисунках указано на каком этапе сборки они применяются.
Итак, на верхнем ярусе упаковки

расположены: полностью собранная верхняя плита с шаговыми двигателями осей X и Y, рельсами и кареткой, инструкция, 200 грамм тестового филамента, а так же в zip-пакетиках: линейные подшипники, ремень GT2, концевик оси Z, датчик окончания филамента, набор винтиков для сборки рамы, комплект для выравнивания стола, ножки с винтиками, кронштейн для катушки филамента, полностью собранные экструдер и хотэнд, USB кабель для подключения принтера к ПК, а так же инструменты, TF-карта с картридером, тюбик со смазкой.

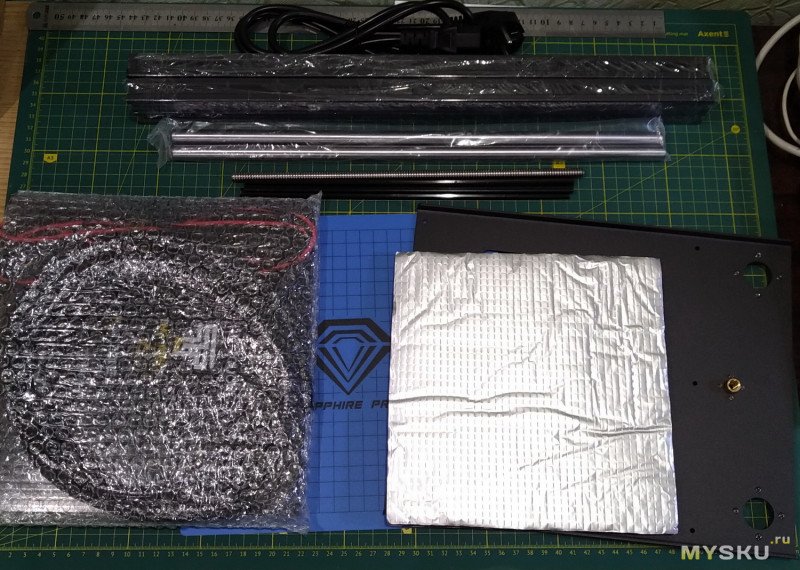
На среднем ярусе упаковки

расположены: шнур питания с евро вилкой, кронштейн для стола, стол с подогревом, теплоизоляция стола, адгезивная наклейка с логотипом TWO TREES, угловые стойки 20х20 из черного анодированного алюминиевого сплава, линейные направляющие (валы), винт с трапециевидной резьбой оси Z и декоративные накладки, чтобы спрятать провода.
На нижнем ярусе упаковки

расположен корпус принтера с ЖК дисплеем, электроникой, шаговым двигателем и хомутами валов оси Z
В самом низу, под корпусом, расположена нижняя крышка корпуса

Комплектующие более подробно (спрятал под спойлер большое количество фотографий с минимумом текста)
Комплектующие
Верхняя плита принтера выполнена из алюминиевого сплава с черным анодированным покрытием, толщина 6мм
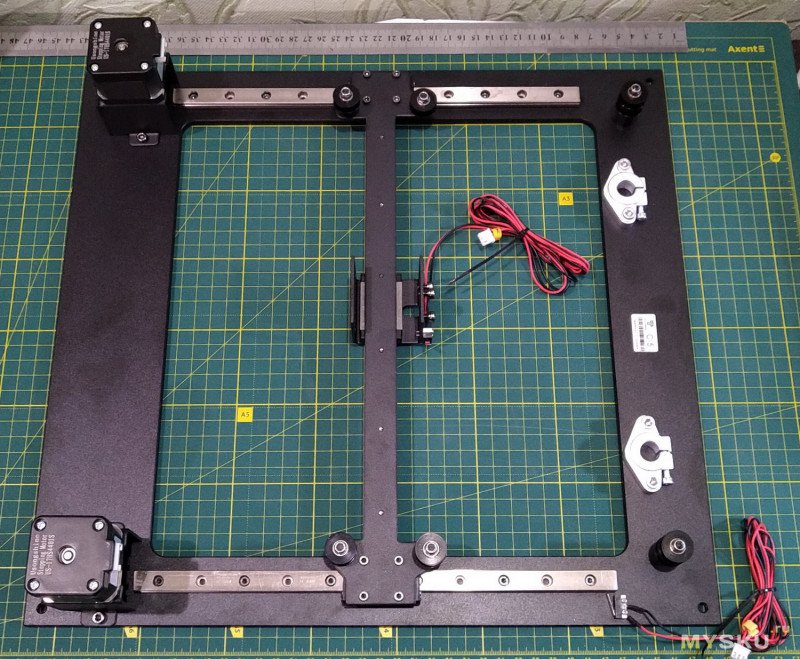
На плите расположены:
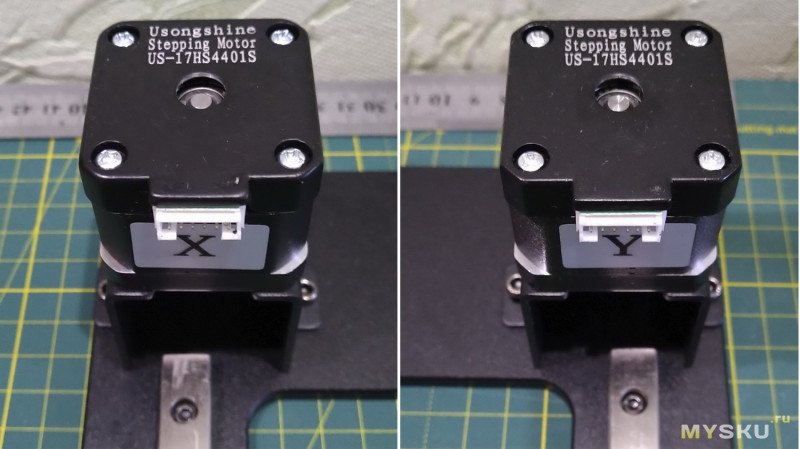
— шаговые двигатели 17HS4401S осей X и Y на кронштейнах
— направляющие для осей X и Y выполненные на китайских рельсах MGN12

Две рельсы оси Y закреплены непосредлственно на самой верхней плите, а рельс оси Х расположен на стальной балке толщиной 2мм, которая закреплена на каретках оси Y
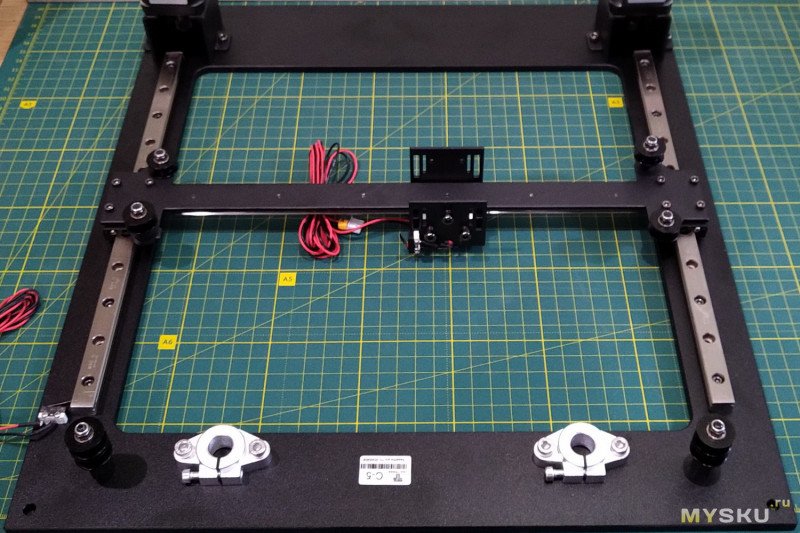
— каретка оси Х, полностью металлическая
— шкивы для ремней на подшипниках. В зависимости от того, какой стороной ремень будет взаимодействовать со шкивом, установлены гладкие шкивы или зубчатые

— верхние хомуты валов оси Z

— механические концевики осей X и Y, самые обычнуе с нажимным лепестком

Низ корпуса принтера согнут из стального листа толщиной 2мм. На верхнем листе корпуса расположены нижние хомуты валов оси Z, а также выступает вал шагового двигателя оси Z с соединительной муфтой

На передней скошенной боковой грани корпуса расположен сенсорный дисплей управления принтером (под защитной пленкой)

На правой боковой грани корпуса расположены: щель для вставки TF-карты формата microSD, USB-разъем для подключения к ПК, шильдик со спецификацией принтера, сетевая колодка с выключателем и предохранителем

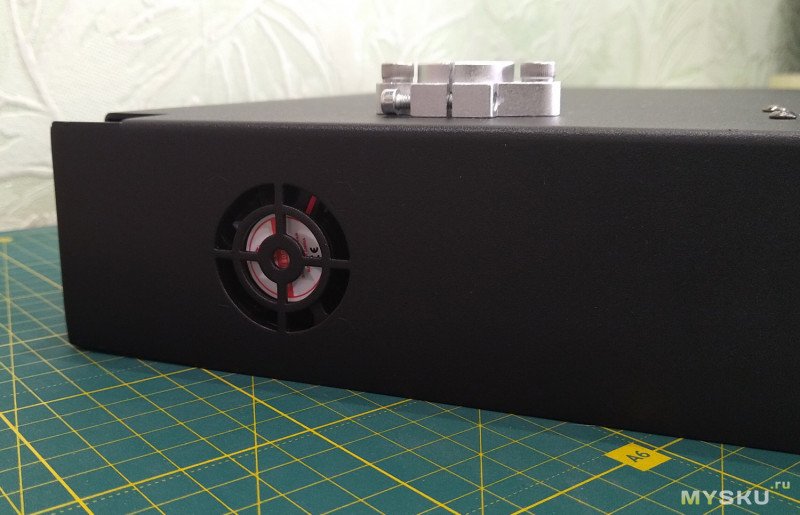
На левой боковой грани корпуса расположены вентиляционные отверстия

На задней боковой грани корпуса расположено отверстие вытяжного вентилятора системы охлаждения
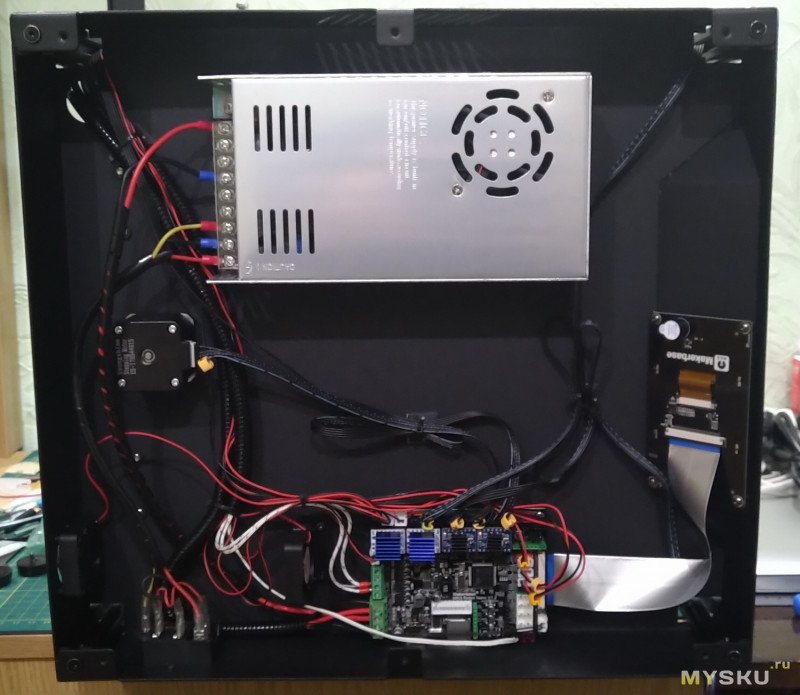
Внутри, в подвале, корпуса расположены:
— сенсорный дисплей управления принтером

— 32-битная материнская плата принтера MKS Robin Nano V1.2
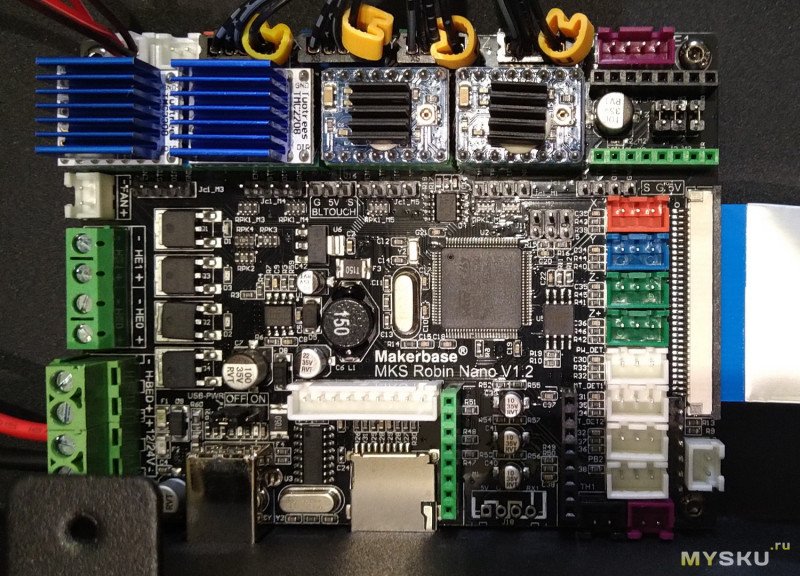
— на самой плате расположены 4 драйвера шаговых двигателей: два драйвера А4988 на ось Z и экструдер и два драйвера TMC2208 на оси X и Y (на драйверы уже установлены радиаторы)

— блок питания 360Вт 24В фирмы Cheng Liang, почти стандартный для китайских 3D принтеров, применяется очень часто
Вскрытие не делал, но кому любопытно, могут посмотреть его внутренности в
обзоре Vladsseven
— шаговый двигатель 17HS4401S оси Z

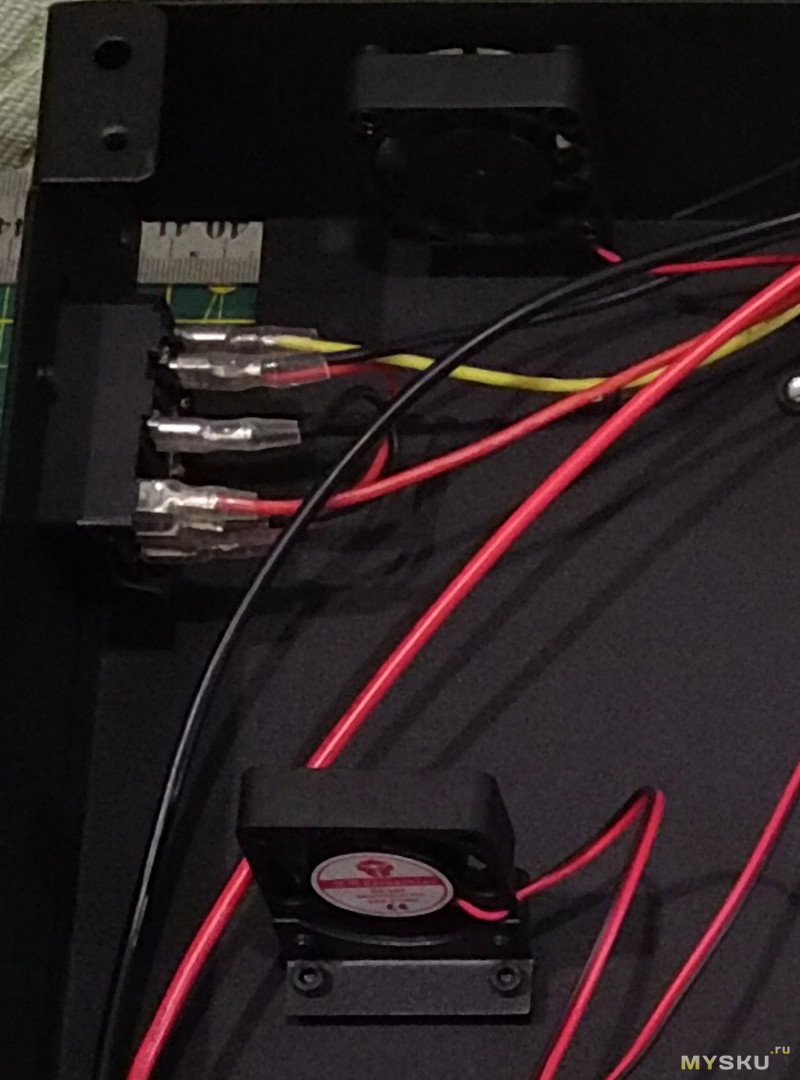
— обдув платы и выдув воздуха из корпуса реализован двумя вентиляторами 4010 на 24В
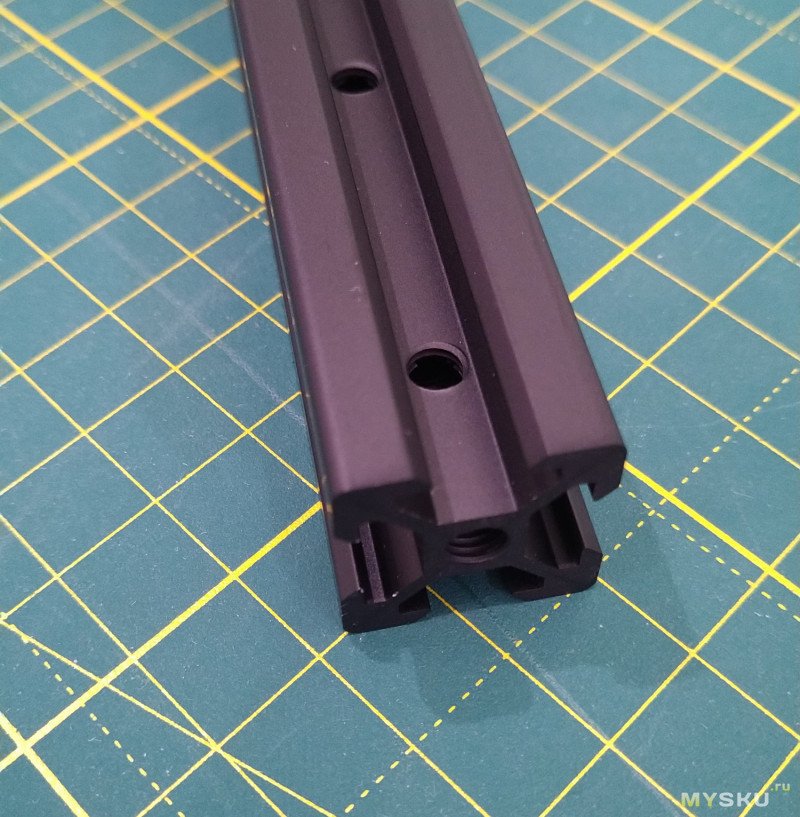
Для соединения верхней плиты с корпусом принтера применяются четыре угловые стойки из профиля 2020 с сечением V-slot с черным анодированным покрытием, длина каждой стойки 447мм

Анодирование произведено уже после порезки профиля, сверления отверстий и нарезки резьб
Для крепления стоек к корпусу принтера и верхней плите в комплекте есть винты М5*10 9 шт. и М5*16 9шт., при сборке принтера используется по 8шт., т.е. имеем по одному запасному винту

В качестве направляющих для оси Z используются два вала диаметром 12мм и длиной 385мм


По этим валам скользят два линейных подшипника LM12KLUU оси Z

На этих подшипниках висит кронштейн стола, выполненный из стального листа толщиной 2мм
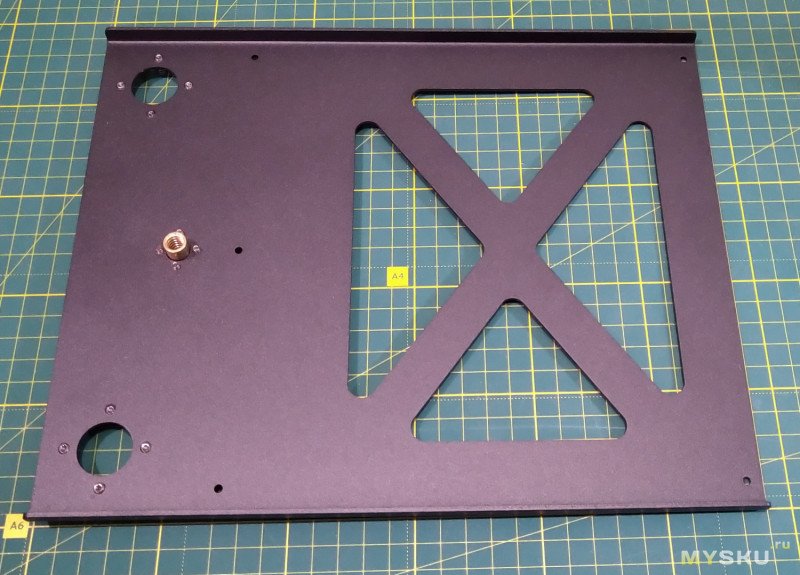
На кронштейне, с помощью комплекта для выравнивания стола

закреплен горячий стол принтера размером 235*235мм на 24В. В центре стола термоскотчем зафиксирован термистор для измерения температуры разогрева стола
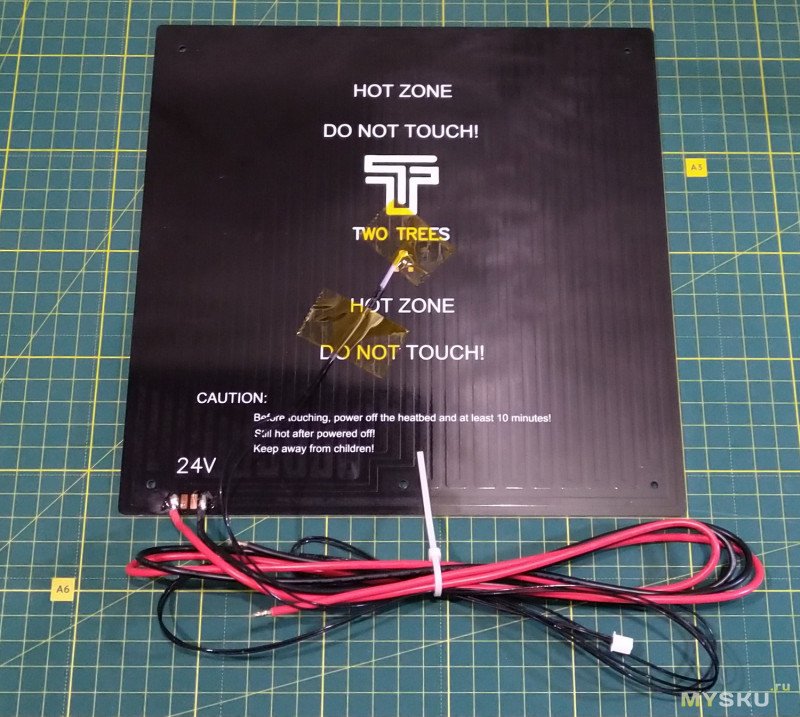
Снизу на стол рекомендуется приклеить утеплитель
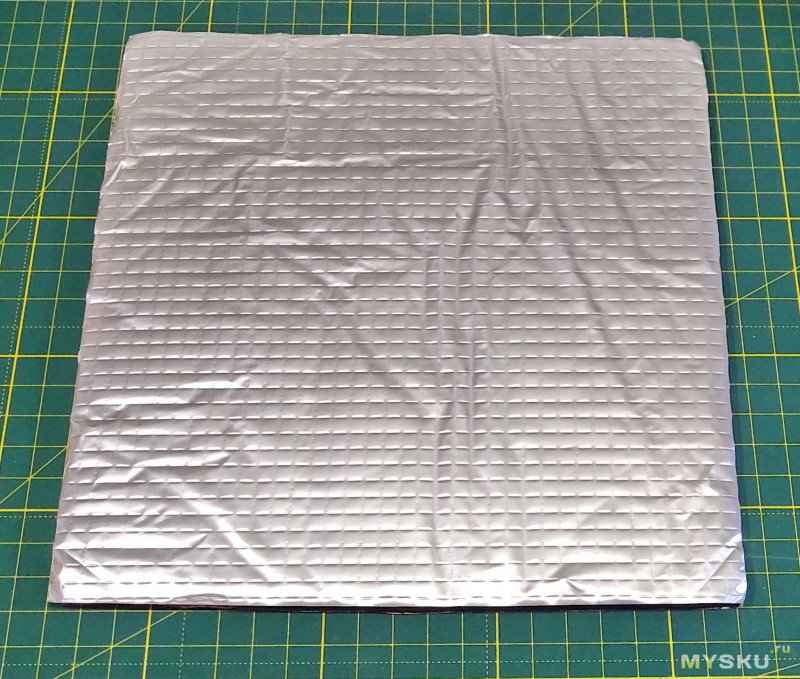
с ним стол будет быстрее прогреваться до заданной температуры, а также будет выше термостабильность.
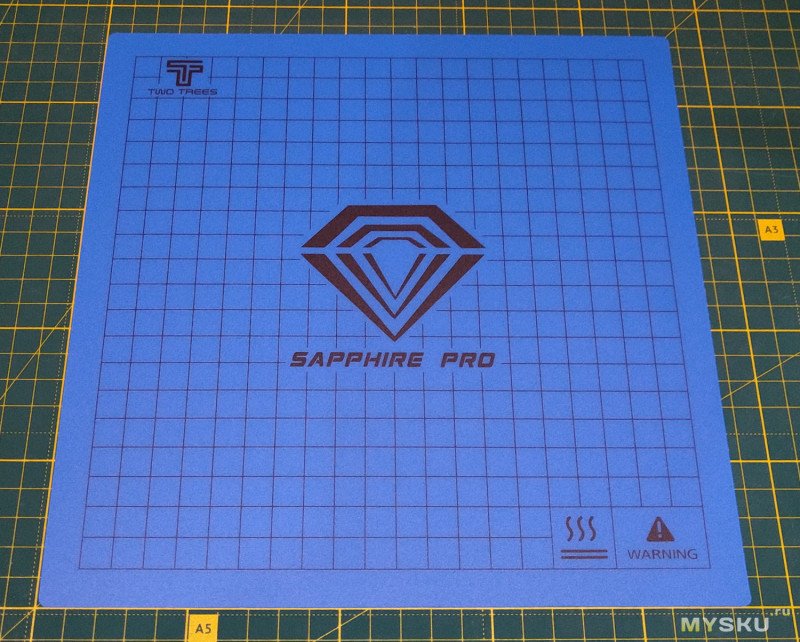
Сверху на стол рекомендуется приклеить адгезивную наклейку с логотипом TWO TREES, она улучшит прилипание пластика к столу при печати
Для перемещения кронштейна стола по оси Z применяется трапециедальный винт диаметром 8мм и шагом 2мм, длина винта 274мм

На левом валу устанавливается механический концевик оси Z

Для перемещения печатающей головки по осям X и Y применяется ремень GT2 шириной 6мм, длина ремня 2м

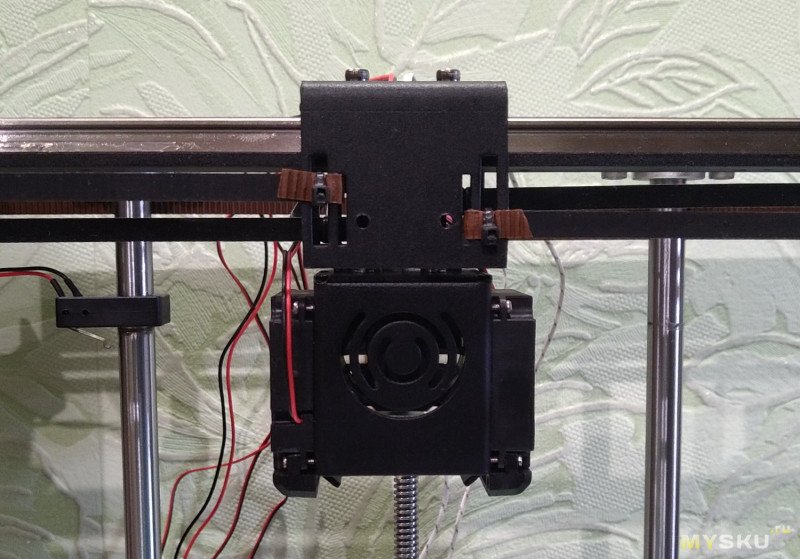
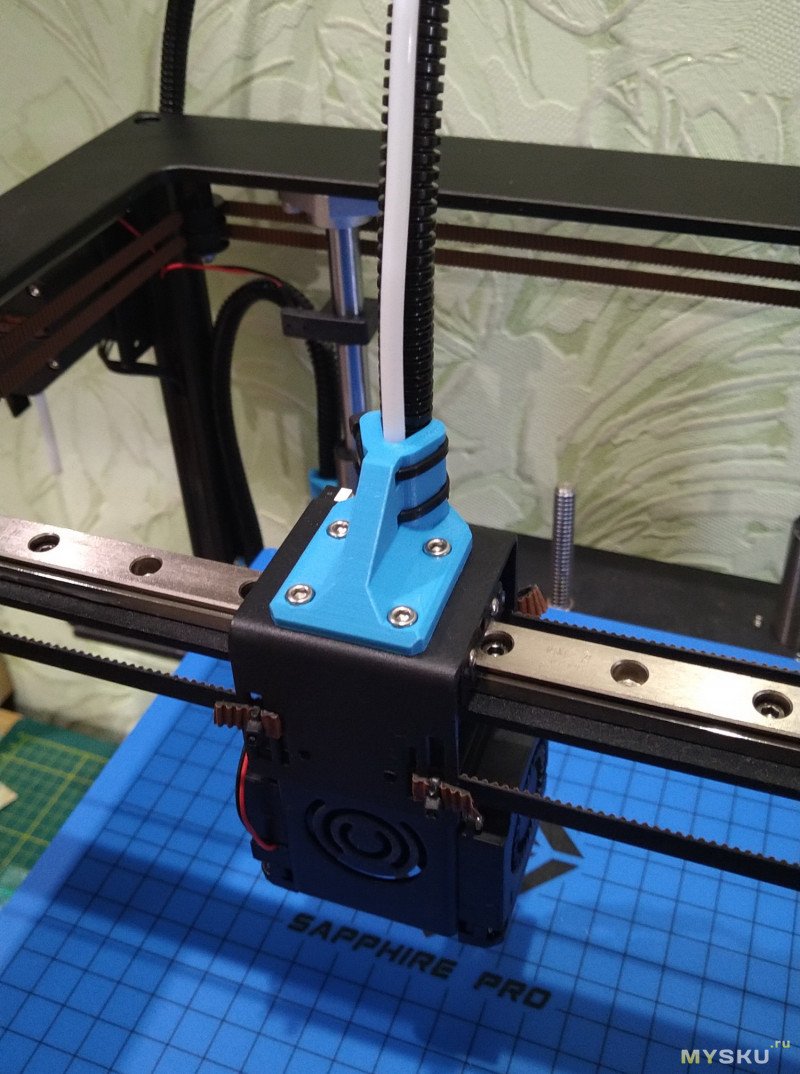
Печатающая головка принтера состоит из: радиатора с термобарьером хотенда МК8, самого хотенда МК8 в комплекте с нагревательным элементом на 24В 50Вт, термистора и сопла 0,4мм, вентилятора 3010 на 24В для обдува радиатора хотенда, 2-х вентиляторов (турбинки) 4010 на 24В с соплами для обдува модели
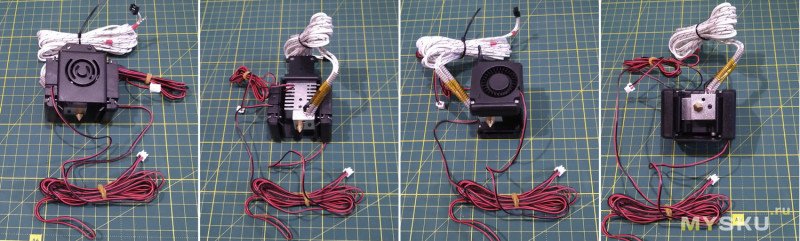
Для подачи филамента в печатающую головку применяется двухвальный экструдер Bondtech BMG (клон), с редукцией 1:3. Для его привода используется шаговый двигатель 17HS4401S. Весь блок экструдера собранк на пластмассовом угловом кронштейне, который с помощью 2-х винтов и 2-х Т-гаек крепится к угловой стойке

В данном принтере реализована система боуден, т.е. филамент подается от экструдера в печатающую головку через тефлоновую трубку (находится в пакетике с инструментом).
Для кабель менеджмента применяется пластиковая трубка (типа гофры) с продольным разрезом, диаметр трубки 10мм, длина 2м

Тестовый филамент PLA, диаметром 1,75мм, вес 200гр

Для катушки филамента есть металлический кронштейн, крепится к боковой стойке с помощью 2-х винтов и 2-х Т-гаек

Так же в комплекте к принтеру есть механический датчик окончания филамента

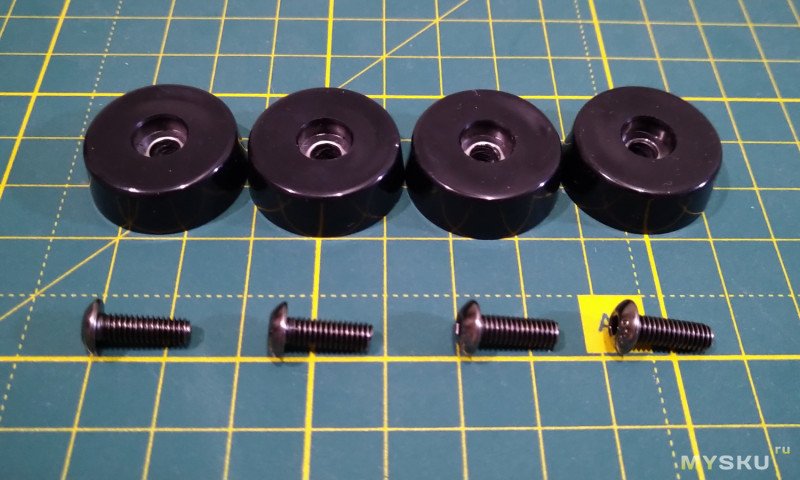
Для придания принтеру вида законченного устройства, а так же что бы уберечь стол на котором он будет стоять, в комплекте есть 4 резиновые ножки с винтиками
Так же в комплекте имеется стандартный для компьютерной техники кабель питания

USB кабель для подключения принтера к ПК, самый обычный, длиной 1,5м

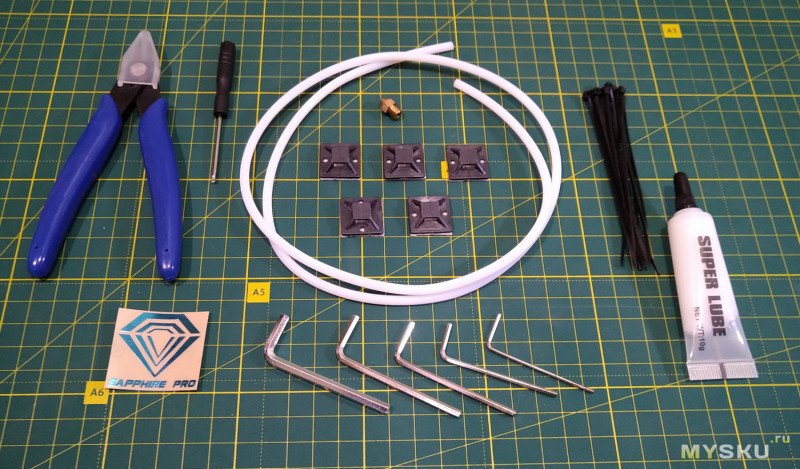
Инструмент входящий в комплект: кусачки для филамента (клон PLATO-170), 5 ключей-шестигранников, отвёртка для подстройки тока драйверов, 5 монтажных стоек на самоклейке, 10 стяжек, тюбик со смазкой, запасное сопло, тефлоновая трубка белого цвета внешним диаметром 4мм и длиной 1м
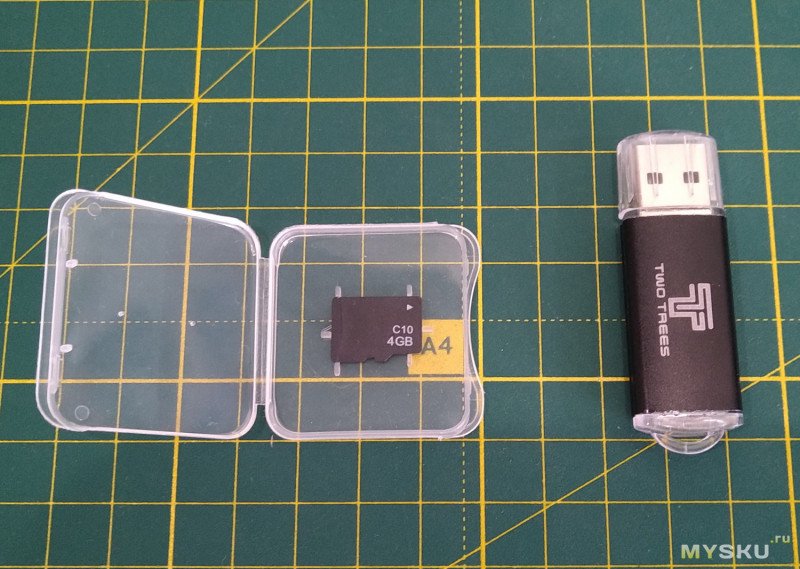
Вся информация о принтере, файл конфигурации, ПО для ПК, видеоролики по сбоке, настройке и установке ПО расположены на комплектной TF-карте формата microSD. Для удобства её использования в комплекте есть картридер с логотипом TWO TREES
Сборка принтера достаточно простая, почти весь необходимый инструмент есть в комплеке. Почему
«почти», потому что прямые руки нужно иметь свои собственные. Если что-то не понятно можно воспользоваться инструкциями, коих предоставлено аж 3 варианта: красочная книжица на глянцевой бумаге с краткой инструкцией на английском языке, такая же инструкция на русском языке расположена на комплектной TF-карте (вся электронная информация касательно этого принтера будет выложена на гугл-диске со ссылкой в конце обзора), тамже, на комплектной TF-карте, есть небольшой видеоролик по сборке.
Поэтому, полностью описывать весь процес сборки не буду. Остановлюсь лишь на некоторых моментах:
— каретки осей X и Y практические сухие
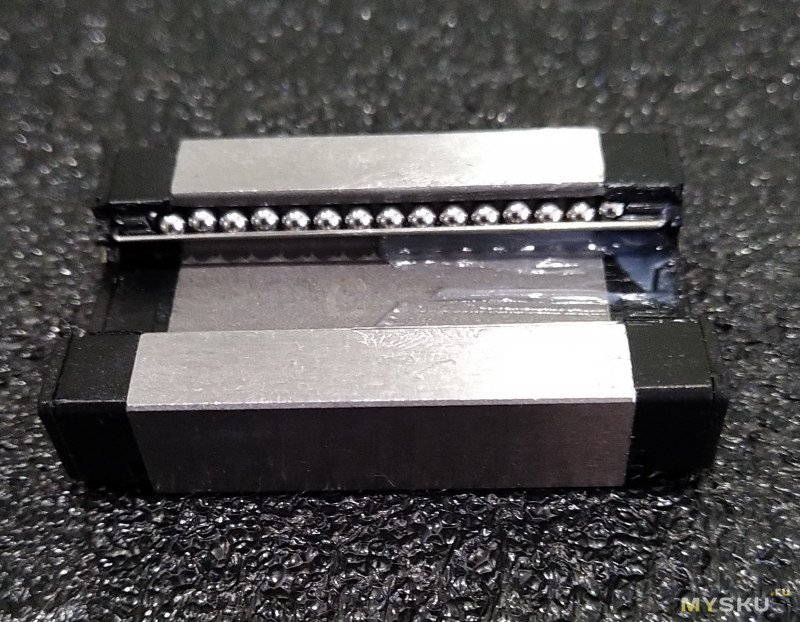
промыл и смазал по новой (при снятии каретки с рельса и обратной установке будьте осторожны, не рассыпьте шарики)
— во время сборки выяснилось, что не все винты, закрученные на заводе, нормально затянуты, поэтому рекомендую все винтовые соединения дополнительно подтянуть.
— в инструкции рекомендуют сначала собрать весь корпус принтера и уже потом установить ремни на оси X и Y. Я поступил иначе. Сначала на верхней плите смонтировал ремни
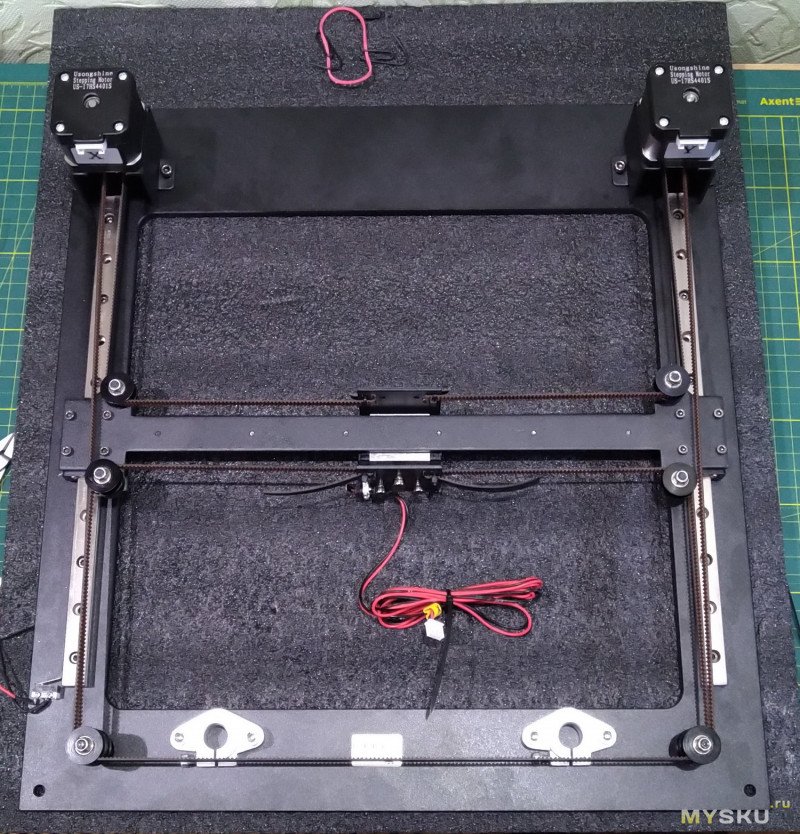
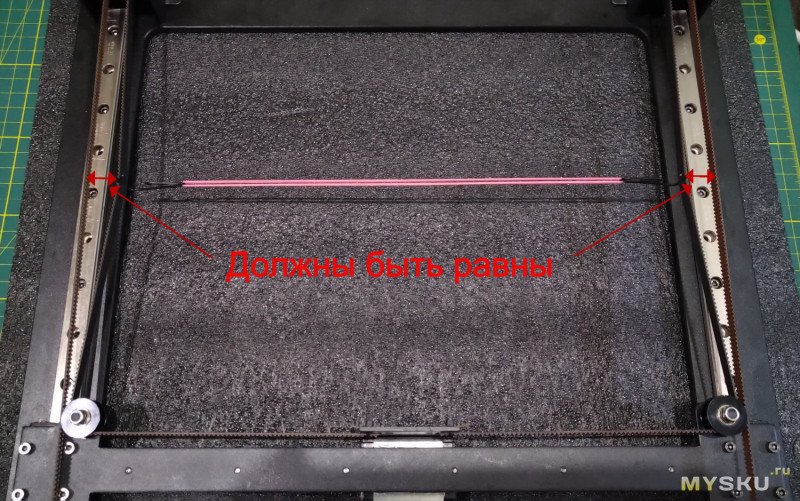
Вроде всё хорошо, но само крепление ремней повергло меня в уныние. Обычные стяжки, никаких продуманных креплений и натяжителей не предусмотрено
А от одинакового натяжения ремней зависит качество печати.
Простая и эффективная методика проверки натяжения ремней
Понадобяться 2-е скепки (немного подогнутые плоскогубцами) и резинка для денег
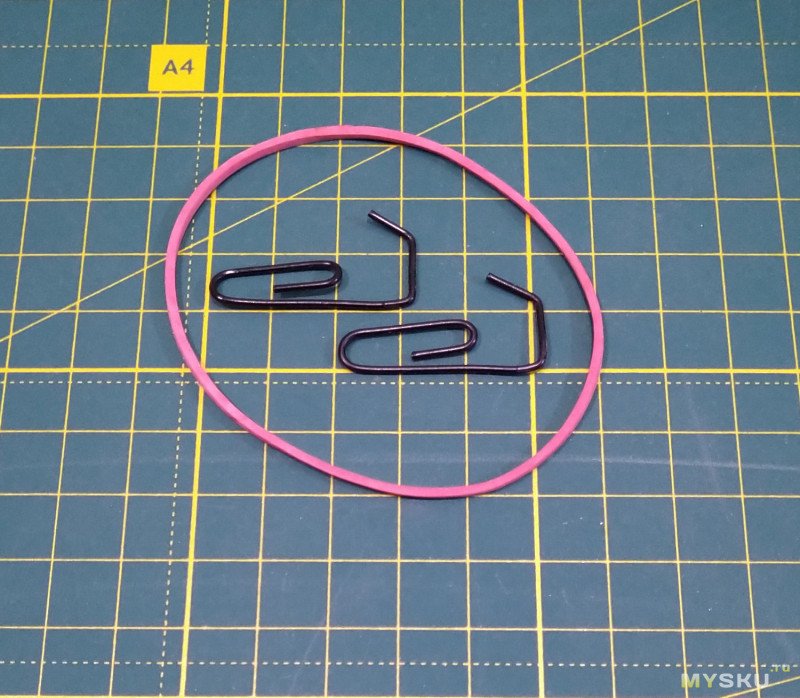
Методика очень проста:
1) отводим балку с рельсом оси Х в самое дальнее от двигателей положение
2) выставляем каретку оси Х с печатающей головкий строго посередине балки
3) закрепляем приспособление на ремнях посередине между двигателями и балкой оси Х
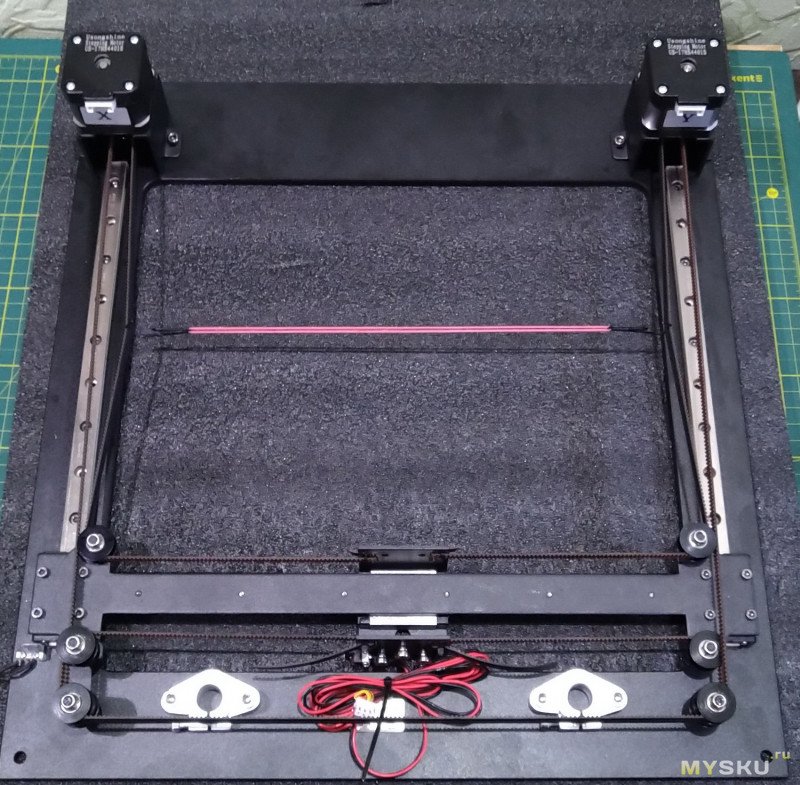
4) проверяем, чтобы обозначенные растояния были равны
Мне не понравилось, что шкивы для ремня установлены консольно

Ремни достаточно сильно натянуты и со временем винт, на котором установлены шкивы, может повести.
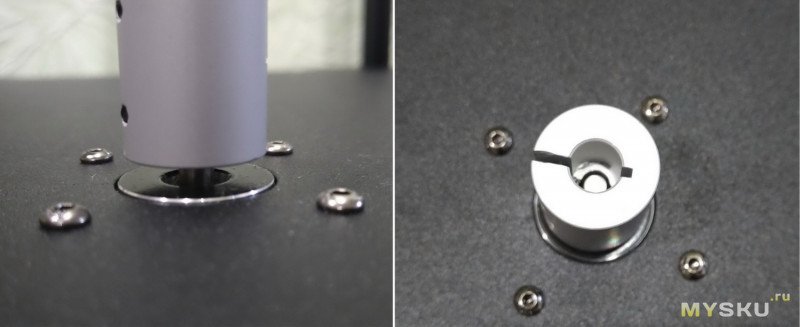
— соеденительную муфту оси Z рекоендую немного приподнять на оси шагового двигателя на 4-5мм, что бы трапециедальный винт, вставленный в муфту, не касался оси двигателя (так советуют спецы на профильных форумах)
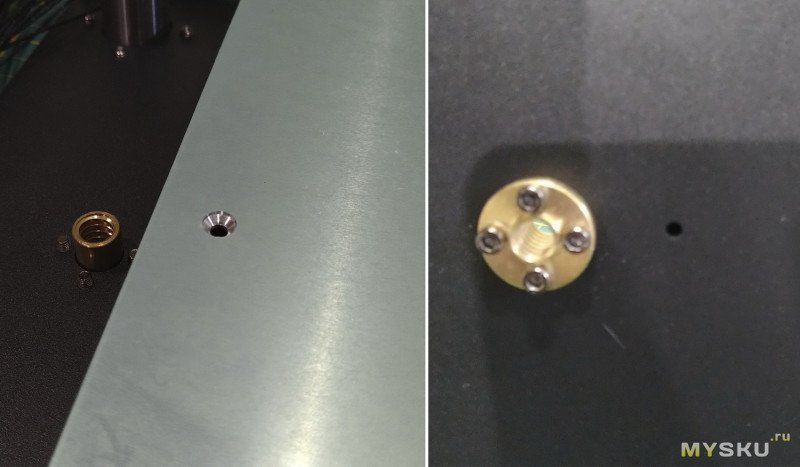
— при монтировании горячего стола на кронштейн можно реализовать 3-х и 4-х стоечное крепление.

Какой вариант лучше, для выравнивания стола во время калибровки его уровня, сказать сложно, на профильных форумах мнения разделились примерно 50/50. В данном комплекте можно реализовать любой из них. На столе и кронштейне есть дополнительно отверстие для варианта с 3-х стоечным креплением
— линейные подшипники LM12KLUU и трапециевидный винт оси Z так же рекомендую смазать.
Этапы сборки корпуса принтера
— при монтировании верхней плиты не забудьте предварительно надеть на левый вал оси Z механический концевик, иначе придется, как и мне, снимать плиту :-)
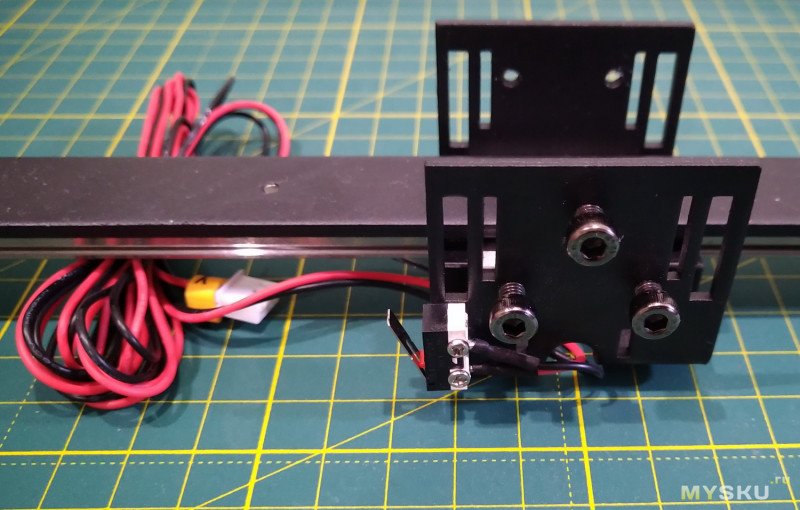
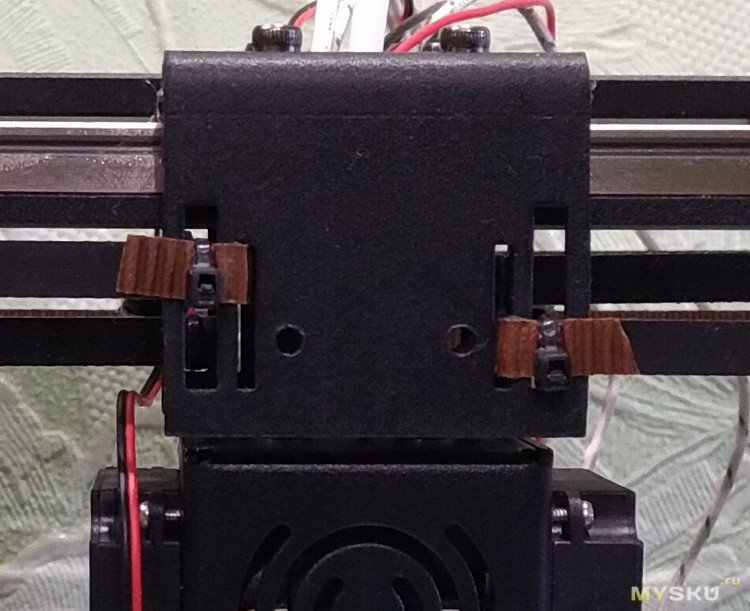
— установив печатающую голову на каретку оси Х,
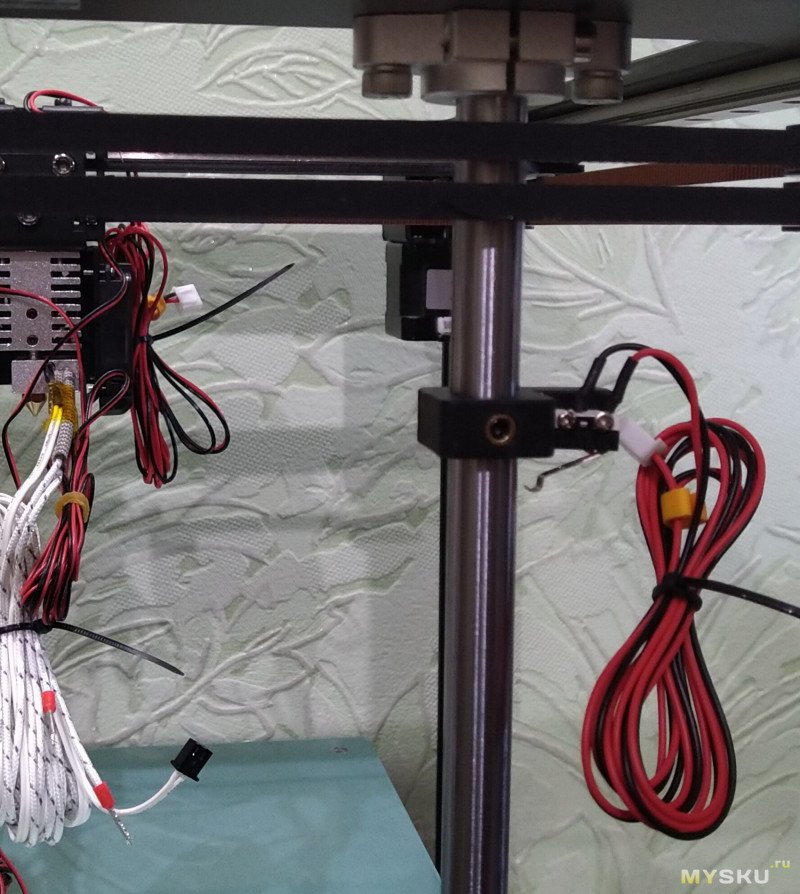
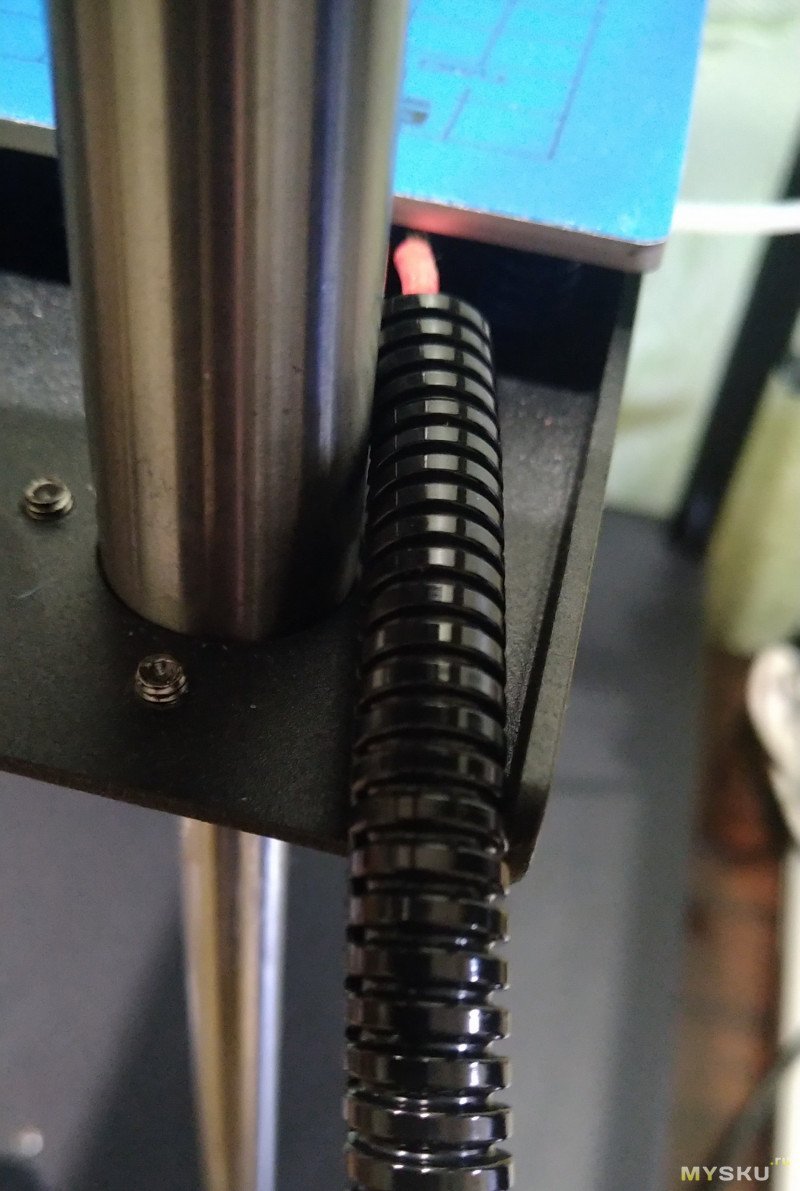
наблюдаем ворох проводов
по инструкции их необходимо засунуть в пластиковую трубку типа гофры с продольным разрезом. Раз необходимо, то засовывем и фиксируем на каретке с помощью стяжки
Место расположения этой стяжки выбрано неудачно. У меня случился казус. При первоначальной установке печатающей головки в «Домашнее положение» не срабатывал концевик по оси Y. При нажимании пальцем на сам концевик, он прекрасно срабатывал, а вот при автоматической парковке не хотел. Как оказалось, торчащая стяжка упиралась в хомут левого вала и не позволяла балке оси Х занять крайнее положение.
Также, прячем в гофру и провода от стола
Фиксируем провода в гофрах на профиле с помощью стяжек
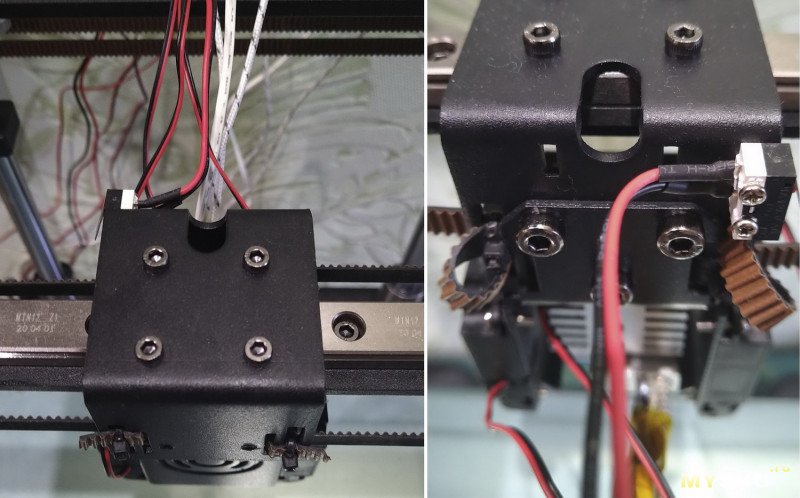
— одновременно с упорядочиванием проводов на печатающей головке, устанавливаем тефлоновую трубку для подачи филамента в хотенд.
Один конец тефлоновой трубки вставляется в фитинг на радиаторе хотенда

второй конец вставляется в фитинг на экструдере

Перед этим решил посмотреть, какой термобарьер используется в данной модификации хотенда МК8,
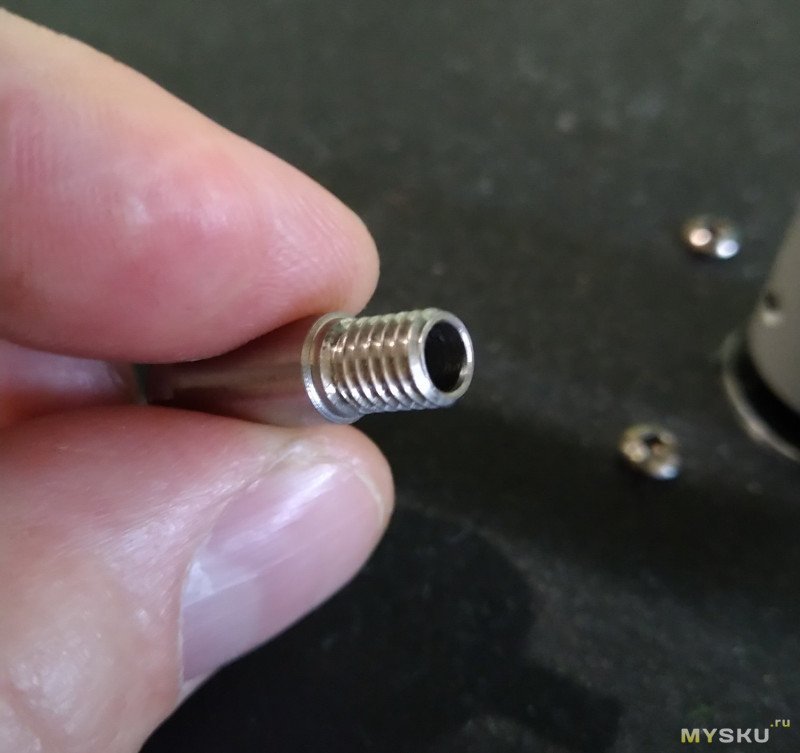
как оказалось со сквозным отверстием, т.е. тефлоновая трубка проходит через термобарьер и упирается непосредственно в тыльную сторону сопла.
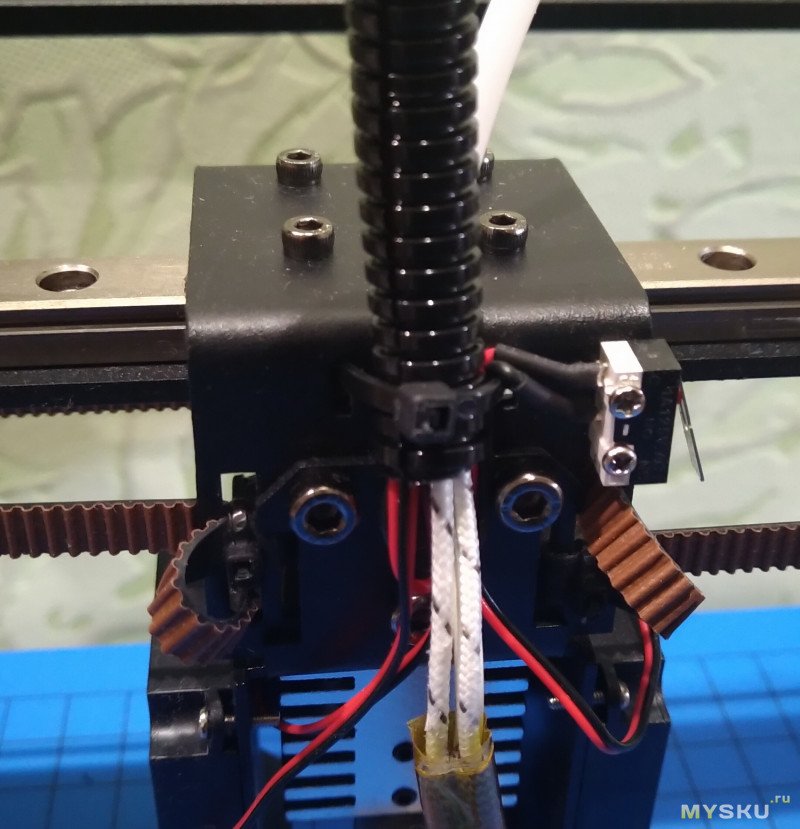
Срез тефлоновой трубки должен быть максимально ровным и под углом 90° к продольной оси трубки, иначе расплавленный в хотенде пластик будет выдавливаться между тефлоновой трубкой и тыльной стороной сопла. Кроме того, сама тефлоновая трубка должна быть вставлена в фитинг очень плотно.
Как можно заметить, жгут проводов и сама тефлоновая трубка не закреплены жестко на каретке (стяжка не в счет), что не есть хорошо. В будущем с этим нужно будет что-то сделать, а пока соединил гофру и тефлоновую трубку стяжками
— провода от шаговых двигателей осей Х и Y, а также от концевиков осей Y и Z укладываются в пазы профиля и закрываются декоративными накладками

— в подвале корпуса наводим порядок в проводах с помощью комплектных монтажных стоек и стяжек (10 стяжек для сборки принтера явно мало, рекомендую прикупить дополнительно)
Закрепляем на стойке кронштейн для катушки

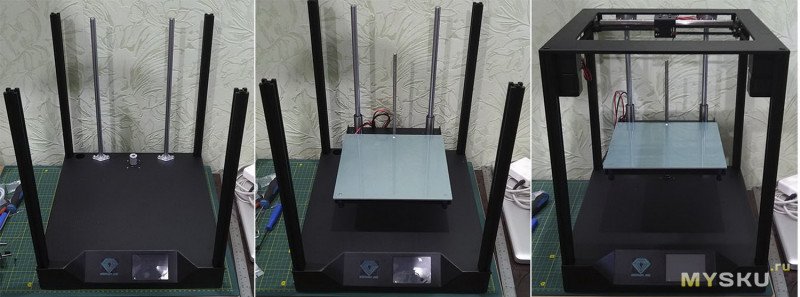
Итак, корпус и механика собраны, кабели упорядочены, можно включать…
Но перед первым включением необходимо выставить положение концевика по оси Z. Для этого, сначала закручиваем барашки, регулирующие положение стола, примерно наполовину — чтобы была возможность регулировать стол по уровню. После этого, вращая трапециедальный винт, поднимаем стол пока он не упрется в сопло. Затем, перемещая механический концевик оси Z, добиваемся его срабатывания и фиксируем его. Не самое удачное решение, точно поймать момент переключения механического концевика или оперативно внести коррективы достаточно сложно.
Так как в комплекте принтера датчика для калибровки нет, то предварительно откалибровал стол по листику бумаги (этот вариант калибровки показан в видео по сборке на TF-карте).
Включаем питание принтера и первое что слышим — это отчетливый шум вентиляторов охлаждения. Не сказал бы, что он сильный, но и тихим его не назовешь. Если оставлять печать на ночь, будет мешать.
Смотрим на экранчик, видим простое и лаконичное меню

Всего 3 иконки:
Инструмент (Tool),
Настройки (Setting) и
Печать (Printing). А что ещё нужно???
Поскольку изначально установлен английсктий язык меню, то заходим в
Настройки (Setting), нажимаем иконку
Language и выбираем
Ru русский. Теперь всё гораздо проще и понятней.
Нажимаем иконку
Назад и возвращаемся снова в меню
Настройки

Поскольку мы уже здесь, то рассмотрим, что же здесь можно настроить. А особо то настраивать нечего.
— пункт
WiFi. При наличии платы WiFi, можно посмотреть/изменить её настройки. Поскольку платы нет, то и настройки отсутсвуют
Как приедет плата WiFi, проверю какие настройки будут доступны и дополню обзор;
— пункт
вентилятор — настраиваются обороты вентилятора обдува модели

Можно плавно изменять обороты нажимая иконки
+ и
- или ступенчато, нажимая иконки
«100%»,
" 50%",
«0%», параметр изменяется от 1 до 255.
К сожалению, нет плавной смены значения при длительном нажатии на иконки
+ или
-;
— пункт
инфо — представлена информация о плате принтера, прошивке, настройках WiFi
— пункт
продолжить — запускает/продолжает печать модели. Поскольку у меня печать не была запущена, то открывается окно с содержимым TF-карты и предлагается выбрать файл для печати
— пункт
отклмотор — отключает шаговые двигатели.
Нажатие на иконку
назад приводит к возврату в первоначальное меню.
Переходим в меню
инструмент

— пункт
нагрев — позволяет выставить температуру нагрева стола или печатющей головки
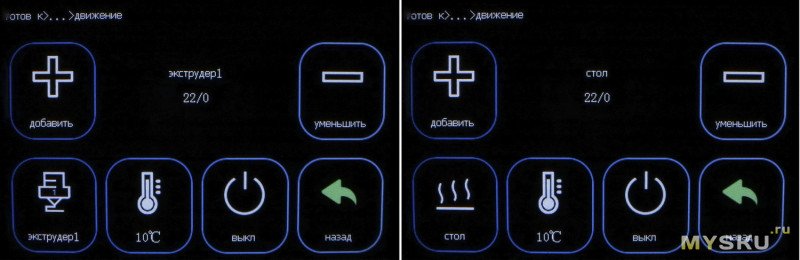
Кривой перевод на русский язык, само окно почемуто именуется
движение, а иконка с изображением печатающей головки — «экструдером»
Нажимая иконки
+ и
- выставляем необходимые значения. Шаг изменения значений можно менять:
1°С —
5°С —
10°С

Здесь также нет плавной смены значения при длительном нажатии на иконки
+ или
-, впрочем, как и в остальных подобных пунктах меню;
— пункт
экструзия — позволяет настроить подачу филамента

Здесь также кривой перевод на русский язык, иконки
+ и
- заменены на
втянуть и
выдавить с соответствующими стрелочками. Так вот, стрелочки сориентированы правильно, а надписи к ним вводят в ступор. Шаг изменения значений можно менять:
1мм —
5мм —
10мм

Саму экструзию также можно регулировать, доступны значения:
мин —
сред —
выс (минимальное — стредне — высокое)

— пункт
движение — позволяет перемещать печатающую головку по осям X, Y, Z
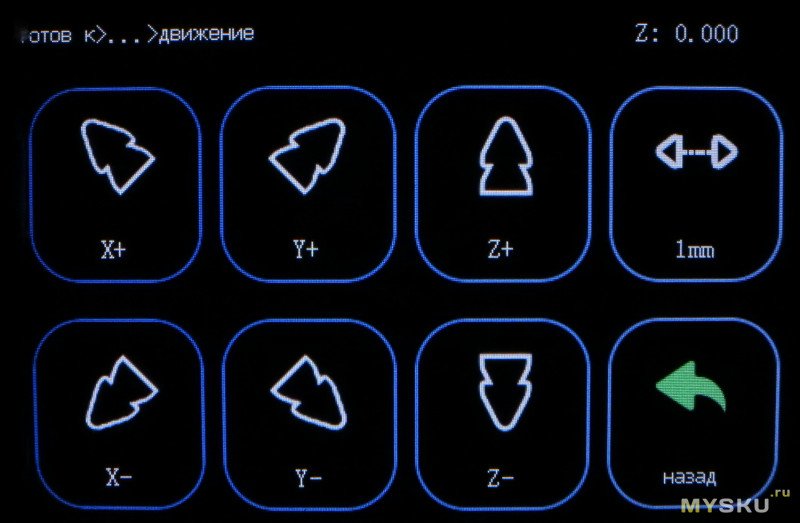
Созерцание стрелочек и указанных ими направлений вводит в ступор уже во второй раз. На мой взгляд, ничего общего с реальным перемещением печатающей головки нет.
Шаг перемещения можно менять:
0,1мм —
1мм —
10мм

— пункт
домой — позволяет вернуть печатающую головку в домашнюю позицию — дальний левый угол
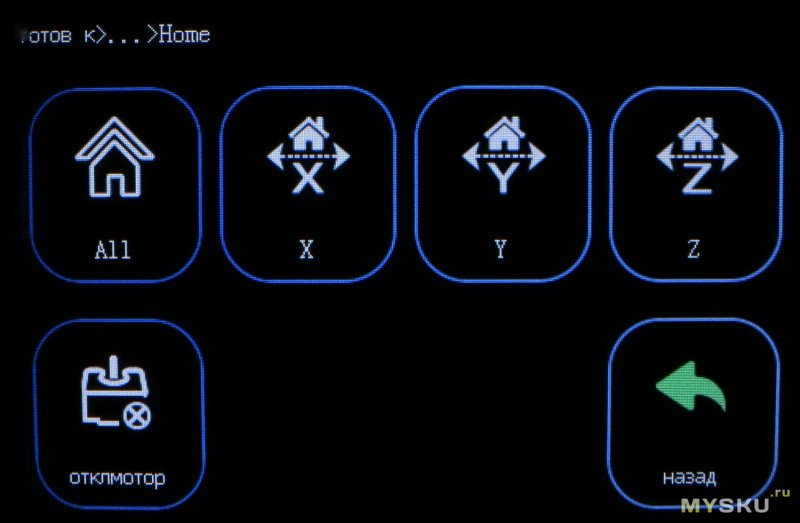
Здесь же нажатие иконок
X,
Y,
Z позволяет проверить работу концевиков по каждой оси в отдельности. Кроме того, здесь есть ещё одна иконка
отклмотор, позводяющая отключить двигатели.
— пункт
авто — вероятно, этот пункт должен запускать автокалибровку стола. Но при нажатии на эту иконку, печатающая головка сначала перемещается в домашнюю позицию, а затем в начало координат — левый ближний угол.
— пункт
замена — позволяет заправить филамент в печатающую головку
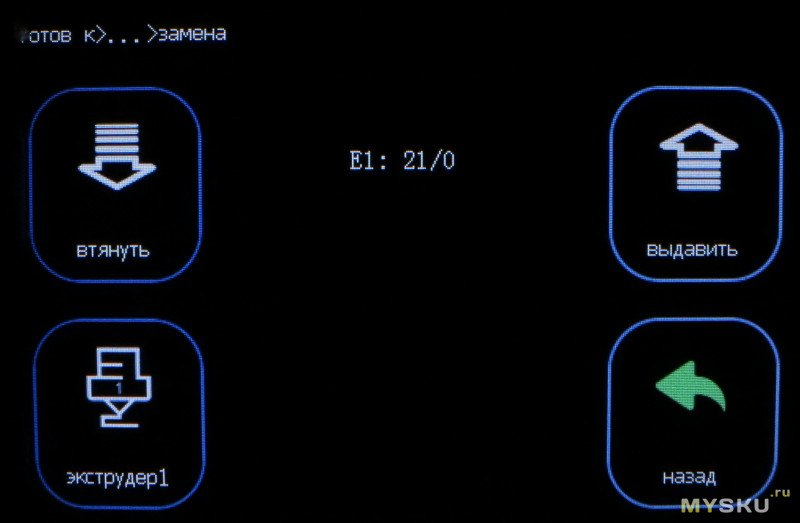
И здесь всё тот же кривой перевод на русский язык, иконки
+ и
- также заменены на
втянуть и
выдавить с соответствующими стрелочками…
— пункт
больше — а там пусто. Возможно, на перспективу…
Нажимаем иконку
назад и возвращаемся в первоначальное меню
— пункт
печать — позволяет открыть окно печати модели. Если сама печать ещё не начата, то открывается окно с содержимым TF-карты и предлагается выбрать файл для печати
После выбора файла, открывается само окно печати
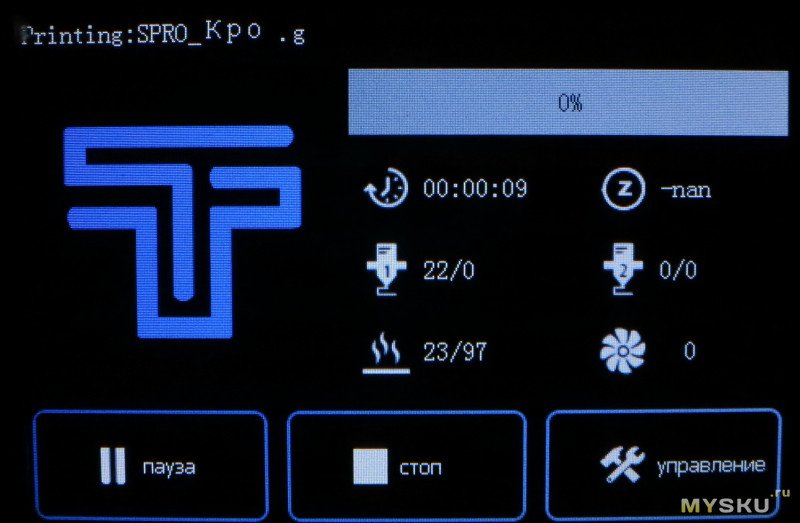
Здесь, в ходе печати, отображаются текущие параметры

Нажатие на иконки
пауза или
стоп, можно временно приостановить печать или остановить её полностью.
Нажатие на иконку
управление позволяет попасть в меню
настройки и изменить необходимые параметры печати: температуру стола и сопла печатющей головки, обороты вентилятора обдува модели.
Пункты меню рассмотрел, теперь пару слов о самой прошивке. В принципе это Марлин 2 – урезанный в плане дополнительных настроек и «перепаханный» для управления с сенсорного экрана.
Дополнительных настроек не то что мало, их почти нет. Что-либо тонко настроить невозможно. У знакомого
Sapphire S, на котором установлена плата управления
LERDGE-X — вот где простор для тонкой настройки
всего и вся…
Проведем тестовую печать.
Для нарезки G-кода буду использовать слайсер
CURA 4.7.1, последнюю доступную официальную версию.
Изначально слайстер CURA 4.7.1 принтера Sapphire Pro в своей базе не имеет. Что бы иметь возможность использовать даный слайсер необходимо либо добавить принтер со всеми его параметрами вручную, либо скачать уже готовый профиль с
github.com и положить скачанные файлы по пути C:\Users\@___YOUR USERNAME___@\Application Data\cura\4.7. После этого в настройках CURA, в списке доступных принтеров можно найти TWO TREES и модель Sapphire Pro. Также на комплектной TF-карте есть файл
sapphire-pro.curaproject (2).3mf с базовыми настройками печати для принтера Sapphire Pro — его необходимо скопировать по пути С:\Program Files\Ultimaker Cura 4.7\resources\meshes\sapphire-pro.curaproject (2).3mf.
Теперь можно заправить филамент и произвести первую пробную печать
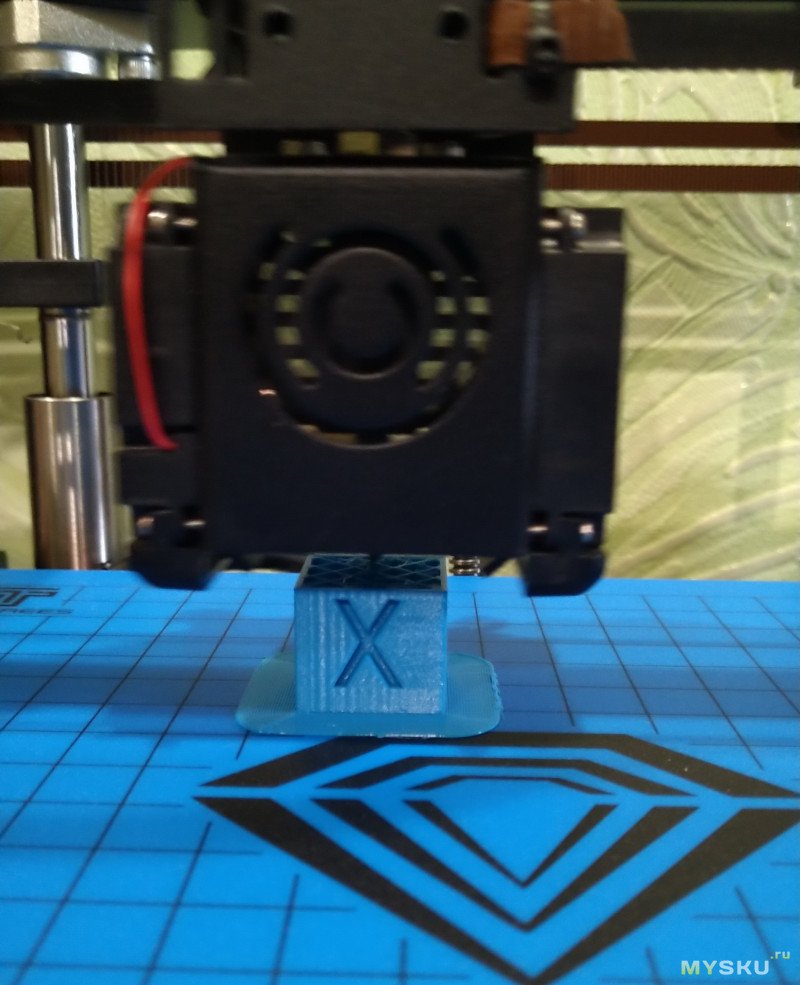
Сначала я распечатал тестовый кубик
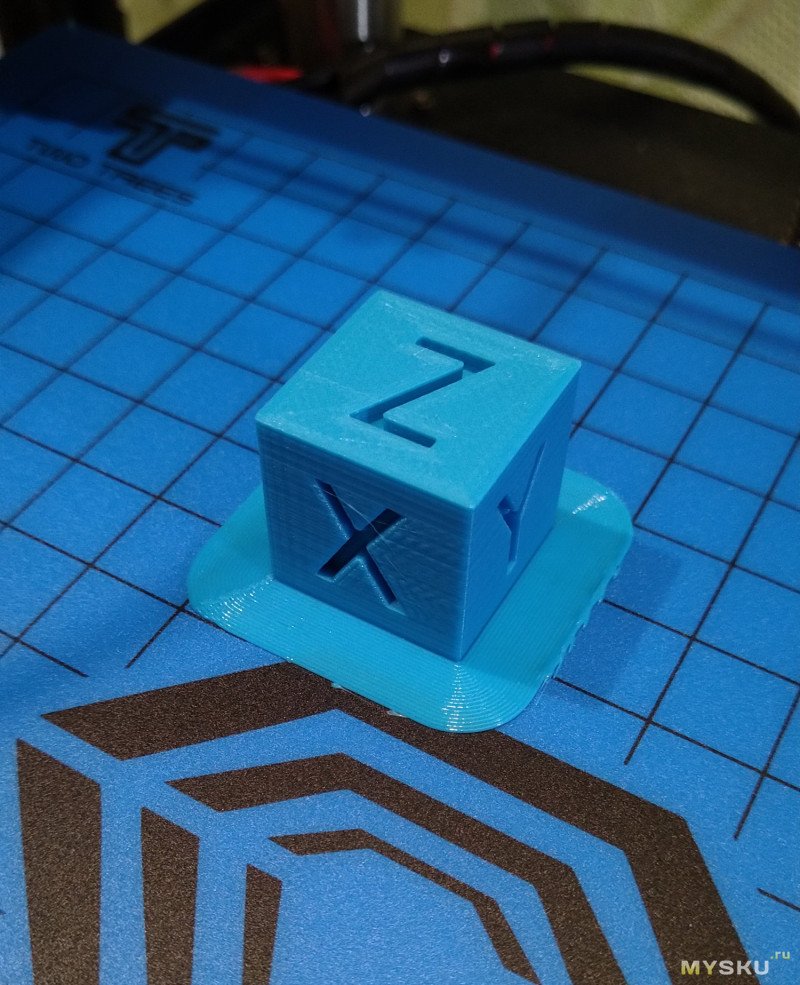
Детальное рассмотрение кубика показало,

что присутсвует воблинг по оси Z и эхо по осям X и Y.
Воблингом страдает большенство принтеров, имеющих по оси Z трапециедальныйный винт. Как бороться с этой проблемой, можно почитать на профильных сайтах. А эхо по осям X и Y — это уже настройки слайсера и, возможно, придется «поиграться» с натяжением ремней.
После этого распечатал кораблик Бенча
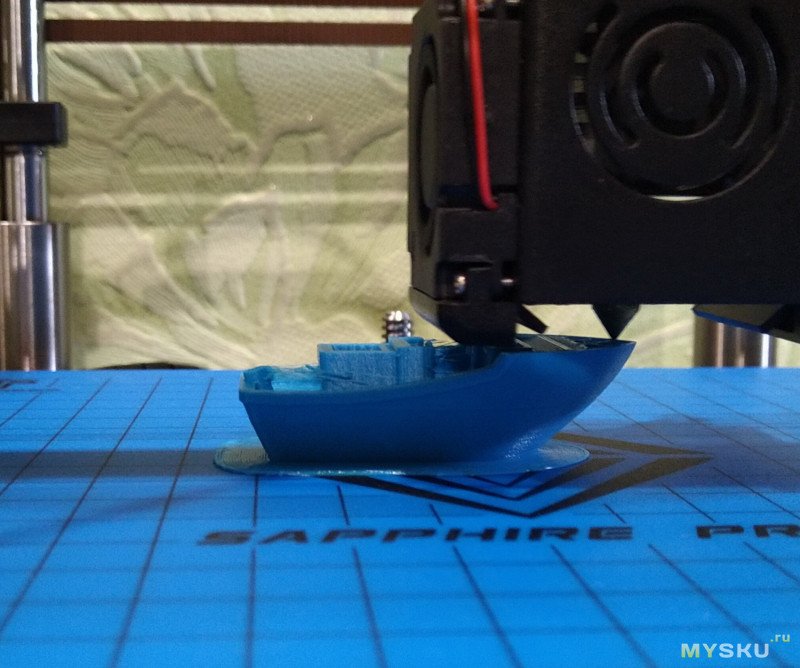

Мда, не фонтан, нужно основательно засесть за настройки слайсера.
Почитав форумы, совершив звонок другу
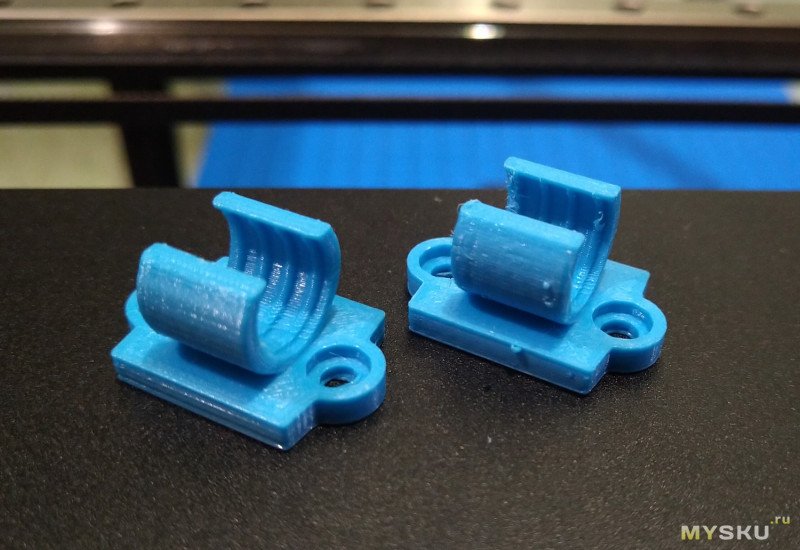
13Z30, покопавшись в настройках слайсера и внеся в них необходимые изменения, решил сделать ещё одну пробную печать. Но печатать кубик или кораблик не стал, а распечатал более полезные модельки — фиксаторы для гофры.
Сначала 2 штуки
на стойку
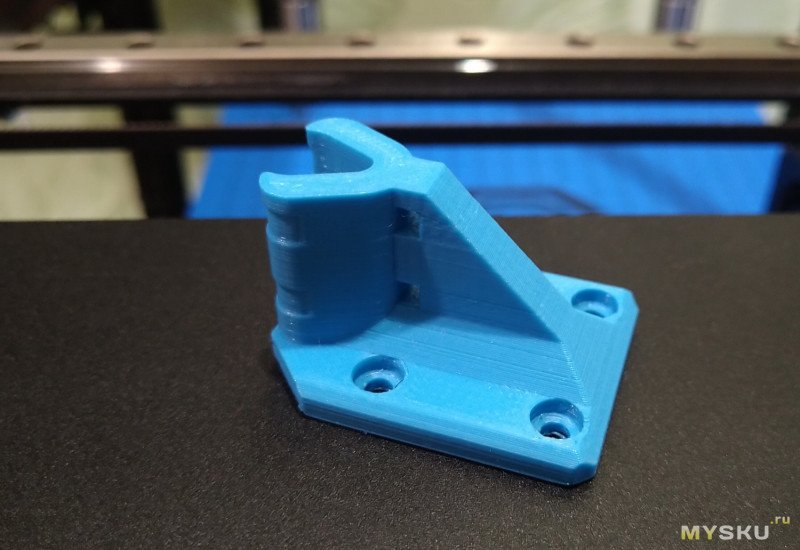
потом на
печатающую головку
и на
кронштейн стола
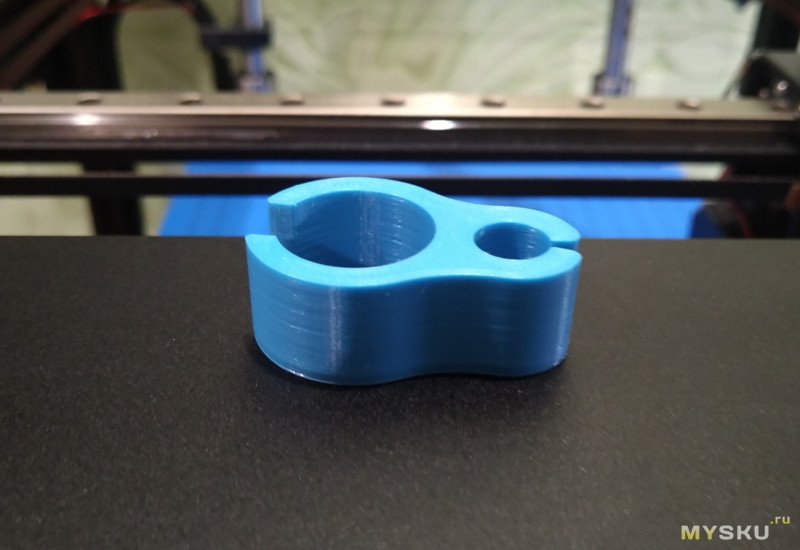
Не идеал, но уже значительно лучше.
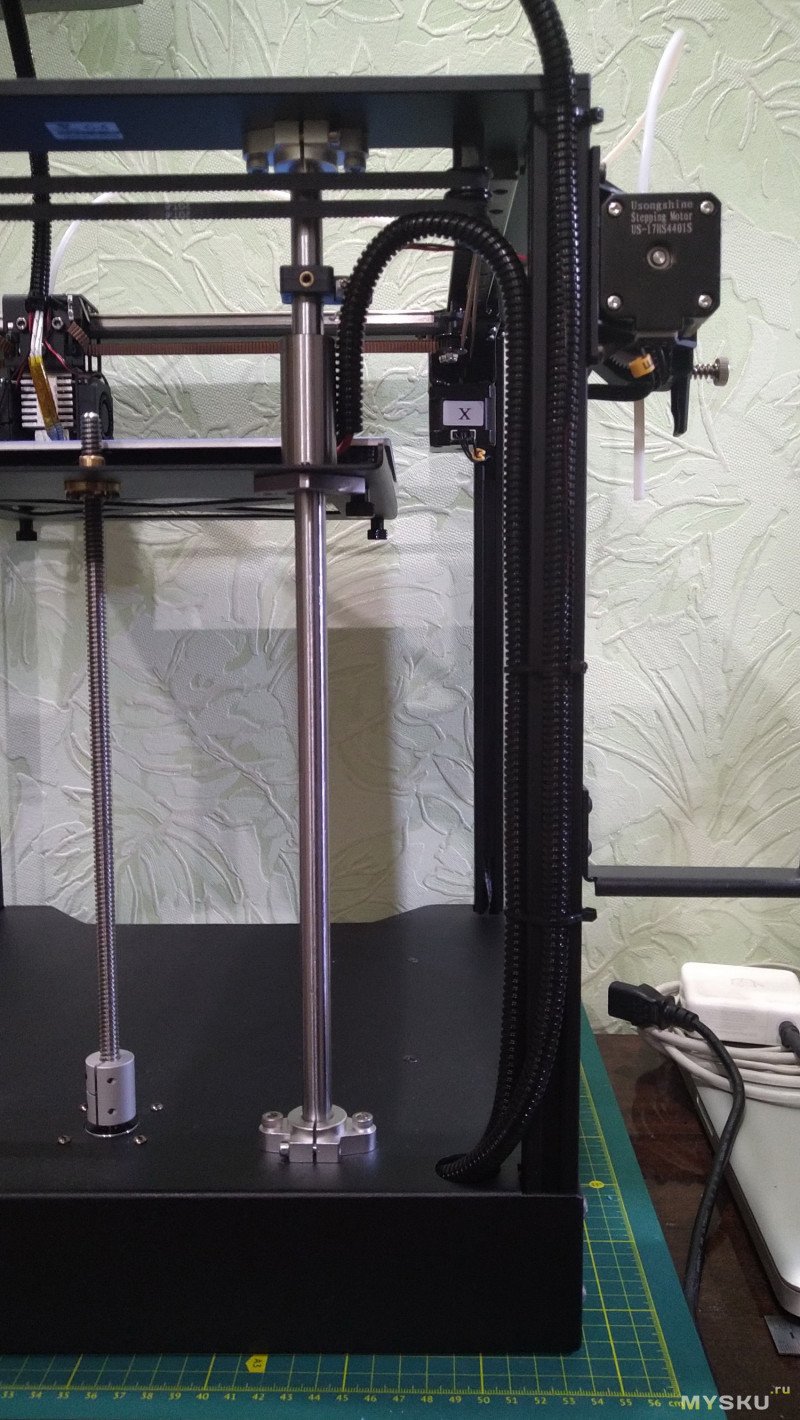
Ещё несколько минут и распечатанные модельки заняли свои рабочие места

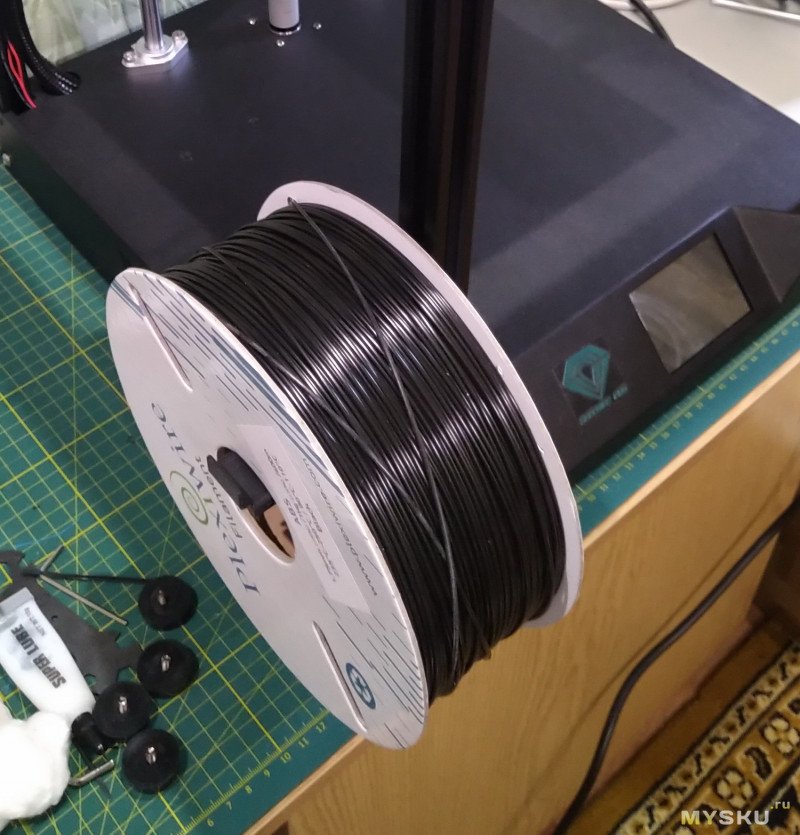
Кстати, комплектный филамент по качеству не очень… Или старый, или набравшийся влаги. Будучи заправленным в выключенный принтер, несколько раз сам ломался на входе в экструдер.
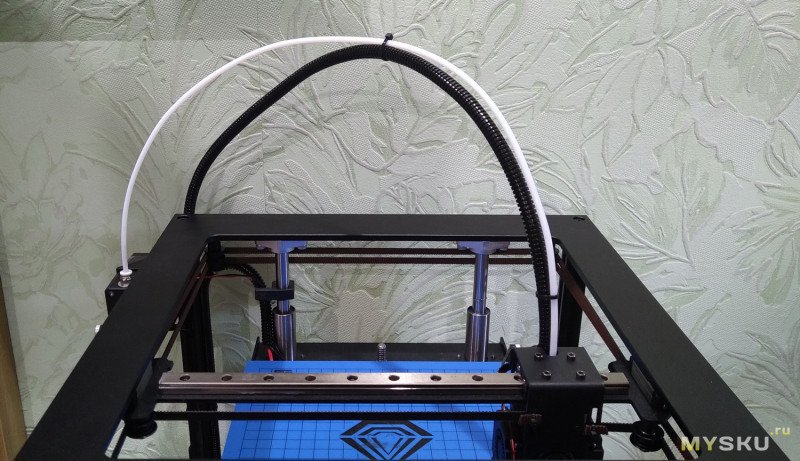
Когда установил новую катушку с филаментом, выявил ещё один неприятный момент. Катушка пластика, достаточно сильно, выпирает сзади за габариты рамы принтера
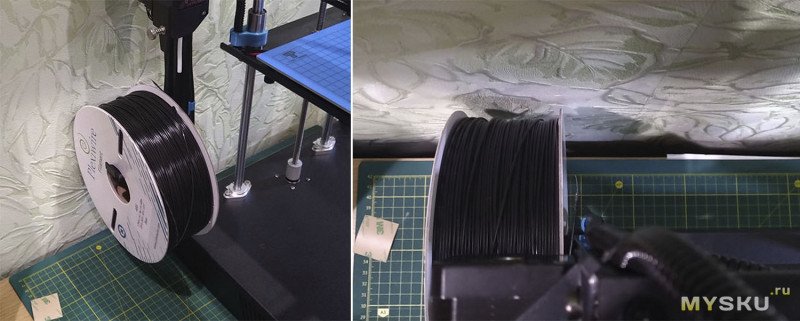
Как итог, вплотную к стене принтер уже не поставишь.
Временно перевесил кронштейн на передний профиль
Подведу итоги и обозначу
плюсы и
минусы:
Что понравилось:
+ жесткий металлический корпус;
+ хорошая кинематика Core XY на рельсовых направляющих;
+ 32-х битная плата управления с достаточной вычислительной мощностью;
+ тихие драйвера ТМС2208 на осях X и Y, работу шаговых двигателей на этих осях практически не слышно;
+ удобный для управления сенсорный экран с хорошей отзывчивостью;
+ всеядный двухвальный экструдер Bondtech BMG, пусть даже и клон;
+ с небольшой «натяжкой», но таки «печатает из коробки».
Что огорчило:
— сухие, не смазанные, каретки и линейные подшипники;
— непродуманное крепление ремней, нет натяжителей;
— консольное крепление шкивов;
— шумные вентиляторы охлаждения;
— шумные драйвера на оси Z и на экструдере, двигатели «поют» на разные голоса и долго рядом с принтером не высидишь, тем более, не оставишь печать на ночь;
— урезанная прошивка, без возможности тонкой настройки параметров;
— перевод меню на русский язык оставляет желать лучшего. Многие пункты переведены «коряво»;
— механические концевики на осях без возможности подстройки их положения;
— неудобный кронштейн для катушки, точнее, место его расположения.
Хотя количество
минусов и превышает немного количество
плюсов, но неустраняемых недостатков 3Д-принтер не имеет. Как за свои деньги, очень даже неплох. С небольшой «натяжкой», можно сказать, что «печатает из коробки». Лично мне понравился, рекомендую. При наличии прямых рук можно заставить нормально печатать. Но для новичка, как первый 3Д-принтер, наверное, покупать не стоит…
Ссылка на
гугл-диск, там собрано: кофигурационные файлы на принтер, инструкции по сборке, программное обеспечение: RepetierHost и Ultimaker_Cura-4.7.1-win64 с файлами профиля и базовыми настройками печати для принтера Sapphire Pro, тестовые модели и видео по сборке, калибровке и настройке ПО от TWO TREES.
Выражаю особую благодарность
13Z30 за идейное вдохновение, моральную и техническую поддержку.
На этом всё, первая часть обзора закончена.
Спасибо за внимание, жду конструктивную критику и комментарии.
PS
Вторая часть будет посвящена доработкам принтера, исправлению его «детских болезней» и модернизации. Но скоро не ждите… ;-)
Мой перспективный план модернизации, не факт, что всё перечисленное в итоге будет реализовано. Но, тем не менее, хочу:
в ближайшее время:
— переделать крепление ремней, установить натяжители
— переделать крепление концевика по оси Z, возможно поставлю
оптический концевик
— устранить консольное крепление шкивов
— переделать крепление кронштейна катушки с филаментом
— установить боковые панели на корпус (фанера, плекс или алюминиевый композит — пока не решил, что именно)
— установить/попробовать альтернативную прошивку, есть несколько вариантов, кому интересно и невтерпеж, спрашивайте, поделюсь ссылками и добавлю на гугл-диск
в перспективе:
— если с альтернативной прошивкой не получится, заменить плату управления на LERDGE-X (есть в закромах, покупал для Дельты)
— заменить драйверы А4988 на оси Z и экструдере на TMC2208/TMC2209/LV8729 (есть в закромах, посмотрю, что лучше будет работать)
— заменить комплектную муфту на оси Z на
пружинную или
с эластичной вставкой (уже куплены, как приедут, буду проверять, сравнивать)
— переделать боуден подачу филамента на директ
— добавить подсветку стола
— установить более точные двигатели с шагом 0,9° на оси X, Y, Z
OK42STH47-1684MA (есть в закромах, покупал для Дельты), а на экструдер Bondtech BMG — маленький и легкий NEMA
17HS4023 «блинчик»

при желании можно самому сделать не переплачивая, тем более там акрил.
я хочу сделать из композита
Я поменял драйвера на lv8729 вместо а4988, поставил прошивку Marlin2, нарисовал и напечатал укороченный крепеж для боудена (над кареткой для печати надстройка стоит, есть на тиньке). Хорошо еще усиление стола (от прогиба на консоле) сделать. Оптические концевики отлично зашли.
В принтере неверно оси сделаны и говорят может геометрию врать, я печатал другие, чтобы ровнее было, ремни стоковые трэш, заказывайте сразу хорошие. Каретки средние, шарики там менять не выйдет, нестандартные. Голову можно облегчить, убрав большую металлическую защиту.
Сейчас так выглядит:
И в нем проблема печатать высокие тонкостенные детали, тупо потому, что стол дергается туда/сюда, и деталь начинает дребезжать, и соответственно чем выше от стола, тем кривее ложатся слои. По идее в кубике такого эффекта быть не должно. Потому планирую сколхозить кубик.
Ну и то, что экструдер будет максимально низко находиться, опускается центр тяжести, т.е. меньше раскачка корпуса.
Хотя сам портал не очень нравится, склоняюсь к тому, чтобы он был цельный.
github.com/makerbase-mks/MKS-Robin-Nano-V1.X
У mks-подобных плат есть специальный текстовый конфиг, если его закинуть на флешку — при старте платы она считает из него параметры
просто в обзоре хотел все штатное показать
А у меня как-то не сложилось с принтером, стоит, пылится и пластик интересный есть.
я возможно вообще БП заменю, тем более есть на что Meanwell LRS-350-24
Так даже лучше, я уже и забыл :)
он на валах, а я хотел на рельсах.
вопрос спорный
я второй раз в жизни печать запустил, не особо вдаваясь в настройки
сейчас всё гораздо лучше печатает
PS зато честно показал, что получилось с первого раза
многие, уже наверное и не помнят, что у них было нечто подобное, забыли как страшный сон
В обозреваемом со столом вопросы будут постоянны
Я не помню, а облако помнит. А второй тест, после устранения косяков с осью z уже забыт, да. Tevo Tarantula Pro, если что.
Там и по звукам было понятно что с принтером что-то не так.
1. Драйвер на экструдер заменить на TMC2209, на ось Z — TMC2130(в режиме stealthChop)/TMC2208/TMC2209.
2. Поставить оптический концевик на ось Z, так как возможна проблема с запаздыванием срабатывания/смещением концевика (установлен он крайне погано) и как результат соплом исполосует покрытие стола.
3. Поменять прошивку. Прошивка старая, на сайте двух деревьев уже версия 2.0 есть. В новой добавлены настройки (двигателей, перемещений и ещё чего-то), которые в текущей только через конфигурационный файл можно поменять. Пробовал ставить марлин — такое себе удовольствие, для него сенсорный экран не нужен и реализация энекодера через кнопки — жуткий костыль. Но плату я по ходу дела немного пожёг, так что сейчас стоит Lerdge-K из загашника (экран по размерам подходит, а отверстия платы экрана — нет, так что надо переходную пластину печатать или вырезать из любого подходящего материала).
4. Распечатать и поставить натяжитель ремня с тингивёрса станет гораздо проще обеспечить одинаковое натяжение.
5. Поменять радиатор, если в комплекте идёт убогий глухой радиатор типа такого.
6. Поставить качественное сопло.
1) Комплектное V6 латунное сопло к Mellow NF-BMG-WIND от Mellow Store.
2) V6 сопло из закалённой железяки от Trianglelabs.
3) Комплектное V6 латунное сопло для Spphire Pro (годовалой давности).
4) V6 латунное сопло от Two Trees.
5) V7 сопло из закалённой железяки от Two Trees.
З.Ы.: Менять двигатели с шагом 1.8 на 0.9 большого смысла нет, диаметр ведущего ролика порядка 12мм, что даёт перемещение 0.188 мм перемещения на шаг (при шаге 1.8), а при использовании микрошага 1/16 получаем 0.012 мм что более чем достаточно.
З.З.Ы.: модифицированные стартовый и конечный G-коды:
1. есть, буду менять
2. есть, буду ставить
3. уже скачаны
4. уже распечатан, осталось поставить
5. нет нужды, нормальный
6. сопла с Тао уже едут
за
большое спасибо
Идея была такая: включаем нагрев экструдера и стола и запускаем парковку (лишние полминуты/минуту ждать пока запаркуется принтер перед нагревом очень жирно), далее опускаем стол на 15мм (разогревающееся сопло, упёршееся в пластиковое покрытие стола, не есть хорошо), после нагрева ещё раз паркуемся и прочищаем сопло по оси Y (по задумке производителей прочистка шла по оси Х но после установки оптического концевика на ость Z стал цеплять проводами за крепёж). ну а из конечного кода выкинул опускание стола вниз, т.к. доступ к модели и так есть, а после установки магнитной подложки и стального листа с PEI снять модель становится проще простого.
И ещё один момент, если будете менять плату на Lerdge обязательно ставьте MOS-модуль (типа реле на полевом транзисторе), так как столик кушает 250Вт при включении, а транзистор на Lerdge-K рассчитан на 150Вт максимум (хотя для Х версии, которая, как я понял, у вас есть он нужен в обязательном порядке).
магнитная подложка уже едет с Тао
Lerdge-Х он и работает только с внешним мосфетом, так что это я знаю, всё это есть.
А что за код для куры???
что ещё менял и куда шаловливые пальцы совал???
у меня базовый код, что в профиле, пока не менял, устраивает
сменил драйвера на Z и E, поставил 2209 и сменил прошивку на эту за 23.10.2020
мой сапфир печатает нормально
Причём это происходит совершенно случайно, бывало такое, что одну модель нарежет нормально, а после того как закрыл/открыл программу уже относительная экструзия отключена и гонит брак.
Сейчас благополучно съехал на SuperSlicer/PrusaSlicer.
Архив необходимо распаковать в «User\Application Data\PrusaSlicer\snapshots»
Потом в меню PrusaSlicer выбрать Настройки -> Снапшоты настроек там выбрать настройку «TTSP_21.03.03»
И обязательно в общих настройках принтера выставить своё «Смещение платформы по оси Z». Т.к. есть не нулевая вероятность пошкрябывания поверхности стола. Да и вообще при первом пуске с этими настройками держать руку на выключателе, чтоб отрубить всё если что пойдёт не так.
Можно ещё в общих настройках принтера выбрать форму платформы (лежит там же в архиве «sapphire_pro_bed.stl»).
Не факт что подойдёт полностью, как минимум пруток надо будет подбирать (у меня PET-G Dexp из местного DNSа), возможно придётся ещё скорости/ускорения/рывки править (у меня сейчас на X и Y стоят моторы NEMA17 42A08)
странно но не видит слайсер этого файла
жмём два:
выбираем файл «sapphire_pro_bed.stl»
и получаем вот это:
в папке «snapshots» должна быть папка «20210303T124639Z» её переименовывать нельзя, т.к. в наименовании зашифрована дата и время создания снапшота, оно совпадает с наименованием в файле «snapshot.ini», который расположен внутри этой папки, если наименования отличаются, то настройка не видится.
жаль что PrusaSlicer по WiFi принтер не видит
привык в куре по WiFi файлы на печать отправлять
это так же повлияло на выбор
Также явно видно неравномерность слоев по оси Z. Распорки по бокам или панели с жестким креплением. Это поможет и с гостингом.
Еще дополнительно использую постпроцессинг после смены слоя для выбора люфта.
G91
G1 Z2 F6000
G1 Z-2 F6000
G90
усилить стол можно, если перевернуть вниз линейные направляющие оси Z и от них поставить подкосы к столу. Немного потеряем размер печати по высоте, но зато уберем провисание стола
После укрепления рамы, установки доп направляющей, дополнительный G-код убрал этот нюанс.
От подпорок я вообще отказался.
А какой у вас люфт по горизонтали, если стол находится по середине?
У меня 2мм был при слабом нажатии.
Sapphire plus
У кого-то был с ним опыт?
Доставка по Украине очень подкупает)
Будет 11-го за $376
Или возможно есть лучше вариант до $500 с учетом доставки в Украину?
Закажу, а там уже будет видно как его улучшать)
Печатал разборную кассету. Поверхность была обращена вниз, на ней еще была «волосатость».
Принтер, зачем то, несколько раз пересекал пустоту, пытаясь соединить «берега». В этой детали это не является проблемой, но хотелось бы установить виновного.
Других проблем с этой деталью нет. На другой детали, с внутренней резьбой, такого «балкончика» нет и такой проблемы нет.
Пластик АБС.
Обдув выключен.
Они не смогли бы операться на стол, и еще одна поверхность была бы также «закакана». И выковыривать их пришлось бы через 5 сантиметровое отверстие.
Временно перевесил кронштейн на передний профиль@
Для себя нашел такое решение. Те катушки, которые использую — отлично входят по габаритам.
Модель взял где-то в открытом доступе. Когда отпечатал (тоже одни из первых моделей) — оказалось, что ось длиннее, чем нужно. Отпили сантиметра 2 и закрыл торец шурупом с широченной шайбой.
.Комплектный филамент — так же трескался, просто полежав ночь в заправленном состоянии.
как перенести профили печати из новой версии в старую
у меня получилось
Ремень стяжками креплю только один конец — на втором нарисовал и на печатал стопор, который никуда не торчит. Адекватного натяжителя не придумал, из того что видел на тинге не зашло ничего, так что пользую стяжки.
Штатные сигнальные провода заменил на сетевой кабель с разъемом. Теперь легко отключать подключать, менять компоненты не перетягивая весь пучок проводов.
— коврик магнитный (родной клееный убился)
— подсветка
— увеличенные барашки, которые надеваются поверх стандартных — намного легче регулировать стол
— вебкамера
— вайфай розетка
— пожарная сигнализация
«даже на не оригинал» — что, уже и их начали копировать???
— столько просят за оригинал и это только разъём;
— а столько просят китайцы за комплект.
И ещё по поводу неоригинальности, было у меня два разъёма серии 00 на 4 контакта от разных продаванов с алика, так вот они выглядят одинаково, но не стыкуются друг с другом. Каждый подходит только в своё гнездо. Диаметр посадочного места отличается на некоторый мизер, которого достаточно чтоб быть несовместимым.
GX12 на 7 контактов ~16гр. При железной каретке и голове 16гр — ниочём, Принтер этого даже не заметит.
Тем более у вас, судя по фотографии, в любом случае стоит ещё один пластиковый разъём на вентиляторы обдува модели. Так что если очень хочется съёмную голову иметь, то лучше на каждый элемент головы свой пластиковый защёлкивающийся разъём. Они будут лёгкие, при этом будут достаточно надёжно держаться.
Касательно же отбраковки Lemo — я как-то общался с прямым поставщиком этих разъемов и слегка удивился вслух слишком долгим сроком их поставки (там около полутора месяцев получалось ожидания от момента заказа). Так человек рассказал, что контора эта работает исключительно по принципу изготовления под заказ. Вот заказал я партию разъемов (да хоть бы и один) — они ровно столько, сколько заказано и сделают. Складов с готовой продукцией у них нет. Отбраковки, вроде как, тоже нет в продаже — они очень заботятся о сохранении лица фирмы. Правда это или нет — не знаю, «мопед не мой», как говорится.
Приоткройте, пожалуйста, завесу тайны…
Механика — натянуть ремни, проверить что ничего не люфтит не клинит.
Слайсер — настроить ускорения, правильно выбрать скорость печати
Собственно, проблему нельзя назвать эхом. Это скорее рябь на вертикальных поверхностях, слегка заметная. На прямолинейных поверхностях заметна чуть сильнее, чем на криволинейных (на сильных скруглениях пропадает вовсе).
Настройки скорости и ускорений на этот эффект не влияют абсолютно.
С одной стороны, можно «забить» и не париться. С другой, как-то неаккуратненько…
Если это рябь, а не эхо и не зависит от скорости печати, то надо таки механику проверять тщательнее.
— проверить что каретки (без ремней) по рельсам катаются легко (у меня был случай — шарик в канале каретки подклинивал)
— смазать все ролики(!), на которых ремени меняют направление
— ремни натянуты, но без фанатизма
— проверить боуден — выдавите колбаску в воздух на той же скорости как печатаете — должна быть ровной без перетяжек и не заворачиваться крендельком-какашкой: Может тормозить, если охлаждение недостаточно, температура слишком высокая или низкая, или трубка гавно или проскальзывает подача (было что подающая шестерня ослабла на валу двигателя)
— ослабить и закрутить гайки по алгоритму который я описывал выше — чтобы не возникало напряжений подклинивания в передвижении стола и кареток
— пружинки под столом должны быть сжаты (барашки затянуты) Есть товарищи, которые утяжеляют стол подвесными грузами.
— проверить затяжку шкивов на моторах, не доверять заводской установке (тоже было что болтался, т.к. был незатянут)
Это примерный список что пришло в голову сразу, с чем сталкивался и что помогло улучшить качество печати. Ну и максимизировать жесткость корпуса — прикрутить хотя бы пару панелей на профиль (по оси X/Y).
И я неправильно выразился. Скорее не эхо, а рябь. Вертикальные полоски на вертикальных поверхностях.
Для Core-XY кинематики для начала нужно распечатать кубик расположенный по диагонали. Т.к. при движении по диагонали будет задействован только один мотор, то можно будет определить какую часть кинематики перебирать. Проблема из-за точности изготовления роликов и качества двигателя. Если проблема проявится только по одной оси, то можно попробовать поменять двигатели местами, и если проблема на этой оси исчезнет, а появится по другой оси — значит проблема в двигателе или ведущем ролике, тогда поменять местами ролики и определить двигатель виноват или ролик. Пойманного негодяя — заменить.
Если нет, то надо перетряхивать пассивные ролики. Может быть в роликах стоят кривые подшипники и можно будет обойтись их заменой.
— перетянуть каретки в крайнее положение, подтянуть (не затягивать!) ближние крайние винты в этом положении, чтобы рельсу с некоторым усилием можно было сдвинуть
— перетянуть каретку в противоположное крайнее положение и подтянуть винту там
— вернуть каретку в начальное крайнее положение и затянуть ближние винты
— перевести каретку в противоположное положение и затянуть все винты
Полностью от перекосов избавиться не получится, потому что это конструктивный косяк этой модели принтера — в крайних положениях ремень отклоняется из-за некорректно размещенных поворотных роликов. Самые дотошные меняют их позицию (пересверливают или устанавливают на специальные распечатанные элекменты), чтобы ремень оставался всегда прямым.
ЗЫ. примерно также надо кстати и вертикальный профиль с вертикальными направляющими перетянуть. Ослабить винты и гонять стол по оси Z. Подтянуть винты внизу, когда стол внизу, потом подтянуть верхние винты, когда стол находится наверху, потом снова стол перегнать вниз и затянуть нижние винты, перегнать вверх и затянуть верхние.
стоп-кадр из ролика
и у меня
PS интересно, если ремни перевернуть на изнанку принтер печатать сможет???
Если так и не понял, то стяжки зачем то не поймёшь куда зафигачил и ремень гладкой стороной к гладкой стороне присобачен. А вот у китайцев и стяжки на правильном месте и ремень зубцами с зубцами соединён.
там у автора так же ремни стоят и никето не сокрушался…
Когда не понимаешь таких простых и очевидных вещей, то тогда и очевиден выбор принтера с консольным креплением стола, крепление ремней наизнанку и ещё много всего, о чём нет никакого смысла обсуждать с человеком, который не в теме.
только что-то я ни одной Вашей статьи не видел, ни одного путевого совета, ни одного примера печати…
а как критиканствовать, так Вы ГУРУ
То, что я написал — это прописные истины. Тем, кто этого не понимает, я ничего доказывать не собираюсь, так как бесполезно. Если есть вопросы по теме — спрашивай.
поищи на ютубе сравнение этих моделе, вроде видел
И нужно ли покупать новый ремень, если да, то сколько метров и какого размера?
родной ремень вполне достойного качества. Дина 2м
перегрелись наверное…
Принудительный обдув радиаторов в этом принтере сделан так себе. Кулер дует со стороны драйвера оси Х, обдувает 2 достаточно больших радиатора на ТМС2208 и до радиаторов драйверов Z и E поток доходит или ослабленный или уже подогретый. Нужно переделывать обдув…
я уже поставил на Z и E драйвера ТМС2209, они почти не греются. Возможно на X и Y так же их поставлю.
спросите у тех кто пользует, много ли было проблем с этими рельсами??? Я на форумах особо не встречал жалоб на рельсы.
А вот на крепление стоек к основанию у медведя жалобы были
3dtoday.ru/blogs/torontoss/flyingbear-ghost-5-est-za-cto-platit
всего один винт крепит стойку…
Интересно как быстро там всё расшатается?
принтер уже достаточно усовершенствован, пережевал уже более 5кг пластика, сейчас хочу переделать на директ.
Жду вторую часть.
https://aliexpress.ru/item/item/4000211622311.html
есть бесплатная доставка со складов в Украине и России
Новичкам вся информация интересна :)