Расходный материал для 3D принтера. Из интересного, доставка курьером за 4 дня! Я такого еще не видел.
Привез курьер из обычной службы доставки, вот трек по времени:
Итого Платёж получен Способ оплаты Дата получения
RUB 1 352,41 руб. RUB 1 352,41 руб. Кредитная карта 2017-04-18 18:33
Почему-то посылка была «готова» еще за 8 часов до оплаты:
2017.04.24 12:03 (GMT-7): 【Russian】Вручен
2017.04.24 07:28 (GMT-7): 【Russian】Выдан на доставку
2017.04.23 21:03 (GMT-7): Вручен
2017.04.23 16:28 (GMT-7): Выдан на доставку
2017.04.21 09:23 (GMT-7): 【Russian】Встречен в г.-получателе
2017.04.21 09:23 (GMT-7): 【Russian】Отправлен в г.-получатель
2017.04.21 09:23 (GMT-7): 【Russian】Сдан перевозчику в г.-транзите
2017.04.21 07:10 (GMT-7): 【Russian】Выдан на доставку
2017.04.21 06:40 (GMT-7): 【Russian】Принят на склад доставки
2017.04.21 02:29 (GMT-7): 【Russian】Возвращен на склад доставки
2017.04.20 18:23 (GMT-7): Встречен в г.-получателе
2017.04.20 18:23 (GMT-7): Отправлен в г.-получатель
2017.04.20 18:23 (GMT-7): Сдан перевозчику в г.-транзите
2017.04.20 16:10 (GMT-7): Выдан на доставку
2017.04.20 15:40 (GMT-7): Принят на склад доставки
2017.04.20 12:17 (GMT-7): 【Russian】Принят на склад отправителя
2017.04.20 11:29 (GMT-7): Возвращен на склад доставки
2017.04.20 09:38 (GMT-7): 【Russian】Отправлен в г.-получатель
2017.04.20 06:32 (GMT-7): 【Russian】Сдан перевозчику в г.-отправителе
2017.04.20 01:43 (GMT-7): 【Russian】Выдан на отправку в г.-отправителе
2017.04.19 21:17 (GMT-7): Принят на склад отправителя
2017.04.19 18:38 (GMT-7): Отправлен в г.-получатель
2017.04.19 15:32 (GMT-7): Сдан перевозчику в г.-отправителе
2017.04.19 13:22 (GMT-7): 【Russian】Order received successfully
2017.04.19 10:43 (GMT-7): Выдан на отправку в г.-отправителе
2017.04.19 01:22 (GMT-7): 【Russian】The parcel is ready to transfer to the courier
2017.04.18 22:22 (GMT-7): Order received successfully
2017.04.18 10:22 (GMT-7): The parcel is ready to transfer to the courier
У нас в офлайновых магазинах так же доставка может быть несколько дней, так как товар не ходовой пока что. Цены от 800 рублей за катушку самого дешевого пластика и далее чем дороже, тем лучше.
Масса 1 111 грамм, филамент и катушка. Лежал до сегодняшнего дня без дела, тут как-раз кончился китовый филамент что шел с принтером, решил попробовать. Брал сильно заранее, думал месяц будет идти или более.
Внешний вид катушки филамента. Упакована нормально. Ни царапинки, доставка очень аккуратная:
Наклейка с параметрами:
Толщина строго 1.75 мм, как и заявлено.
Испробую в деле. Заодно покажу, что можно делать некоторые 3D модели без сложных программ. Хоть в Пайнте нарисовать карту высот и отправить на принтер.
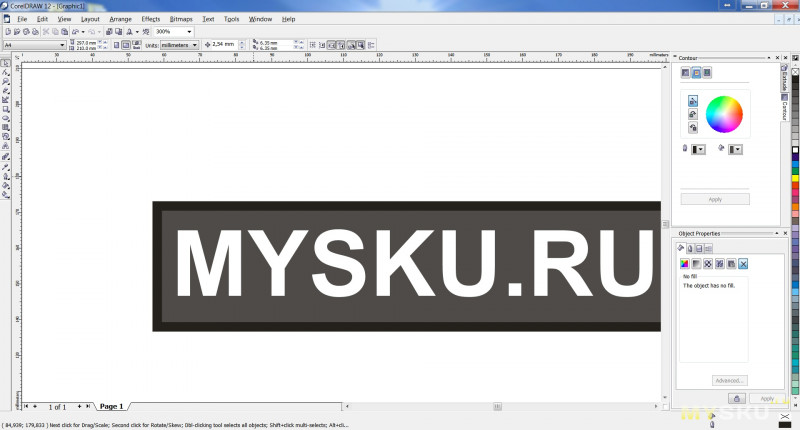
Рисую в Corel Draw карту высот. Черный нулевой уровень, белый высокий уровень. Серые цвета промежуточные уровни, чем светлее, тем выше. Тут написал текст, но в принципе так можно делать и всевозможные коробочки, корпуса и прочее. Пример художественного рисунка, их множество подобных можно найти:
Но у нас проще, зато полностью своё всё:
Экспорт картинки, ничего лишнего.
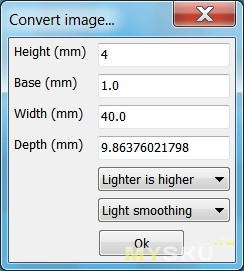
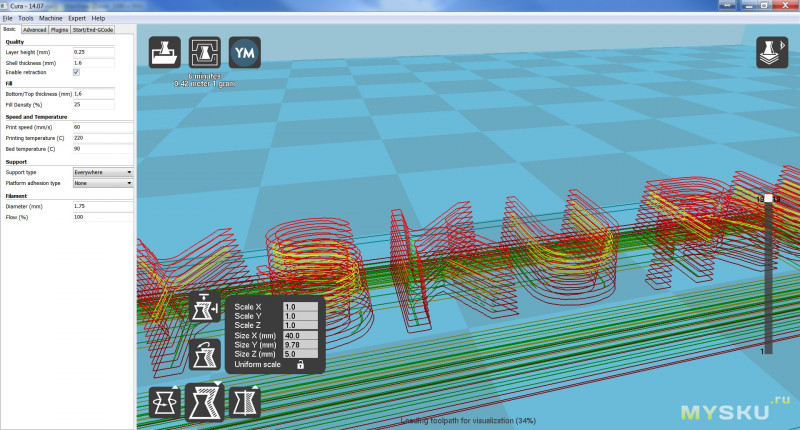
Импорт в Cura, программа что шла в комплекте с 3D принтером, отправляет данные на печать, или по USB, или на карту памяти. Мелочь удобнее печатать по USB, большие объекты на карте памяти, так как глюки компа не сбивает печать. Или, например, подключение мобильного телефона с операционкой Windows к компу сбивает печать, а Android подключается нормально, парадокс. Указываем размеры, сглаживание:
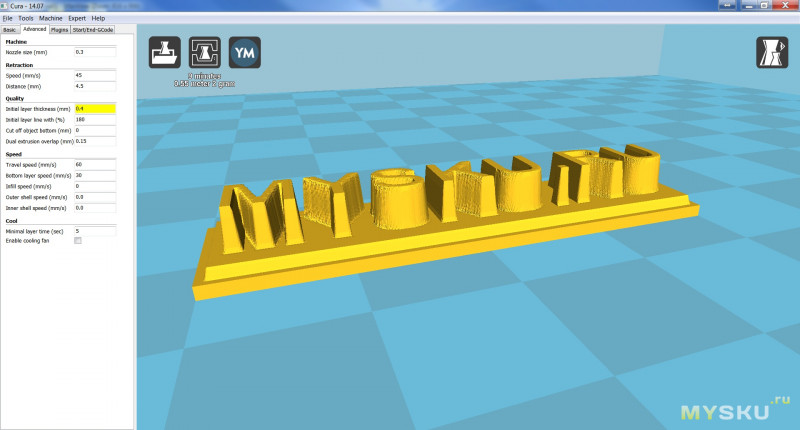
Вид в Cura, можно покрутить со всех сторон:
Заодно видим что вес модели 2 грамма и время печати несколько минут. По деньгам этот пластик, соответственно, обходится в 2.8 рубля.
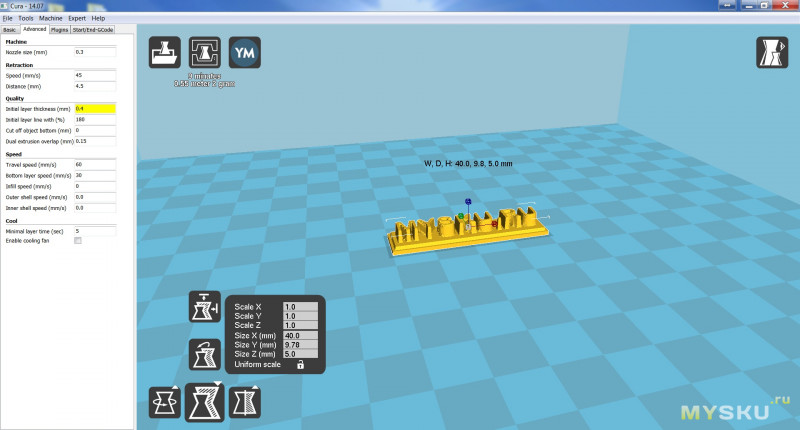
Поменять размеры, отразить зеркально и прочее.
Так будет ходить экструдер в пространстве по этим линиям. Перед печатью нужно глянуть. Иногда этих линий нет при тонких стенках. Если стенки тоньше 0.4 мм (диаметр сопла экструдера), программа их просто не печатает.
Там нужно разбираться. Например есть параметр «Expand walls» в новой версии, программа расширяет стены, или сужает если отрицательное число. Очень удобно.
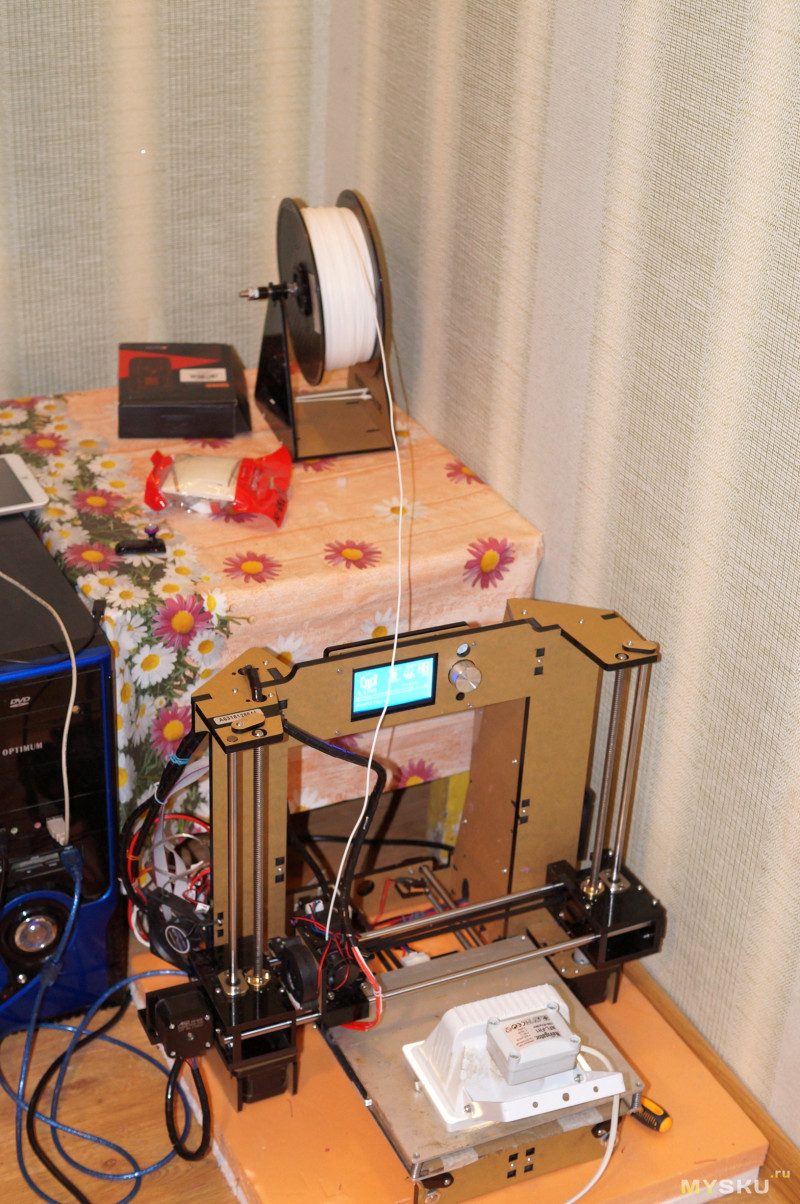
Водружаем ленту возле 3D принтера:
Прожектор на столе позволяет быстрее его нагреть. Он и сам нагреется, но так быстрее на несколько минут. Про силиконовые грелки на 220В знаю, уже едет, как и много других вспомогательных деталей.
Принтер Anet A6, самый дешевый с нагреваемым столом. Запускаем печать:
На 2:38 забавный вентилятор, подключил для охлаждения вентиляторов. Подключен параллельно нагревателю экструдера, работает только тогда, когда идет печать. Иногда неудачно туда попадают пальцы и у вентилятора отпадают лопасти, надо напечатать новые ))
Печатал на температуре выше рекомендованной (230 градусов), без обдува, толстыми слоями, главное побыстрее проверить. Первые 2 раза модель отклеивалась, вероятно был не настроен стол, поднял температуры и опустил экструдер. Филамент что был до этого, как мне показалось, держался за стол крепче. Иногда проблема была оторвать от стола.
Так же поверхность филамента более шероховатая, как у ткани, а не глянцево — блестящая. Вроде ни как не влияет. Может даже удобнее для окраски. Как пробовал красить маркером описывал в этой заметке.
Вот так получалось:
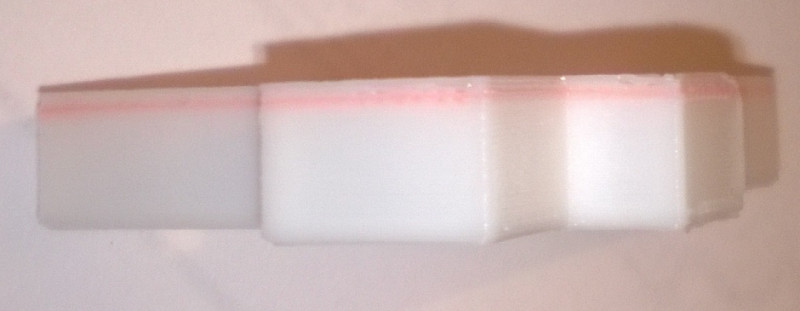
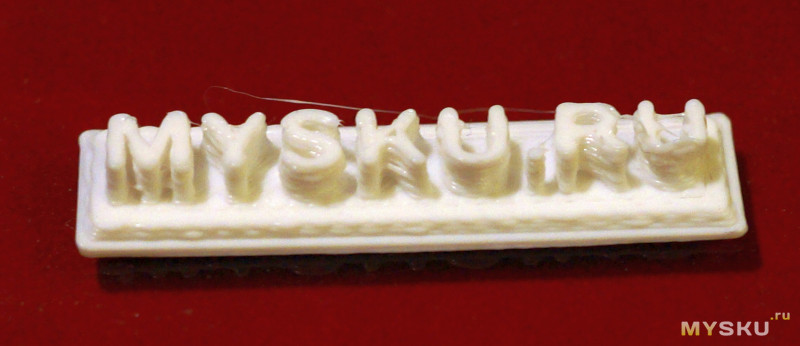
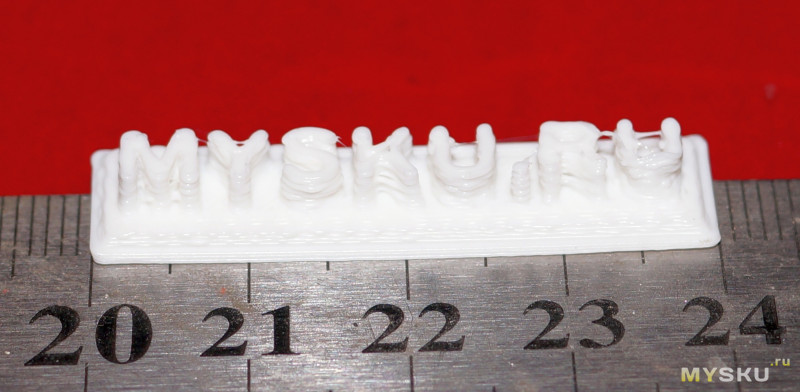
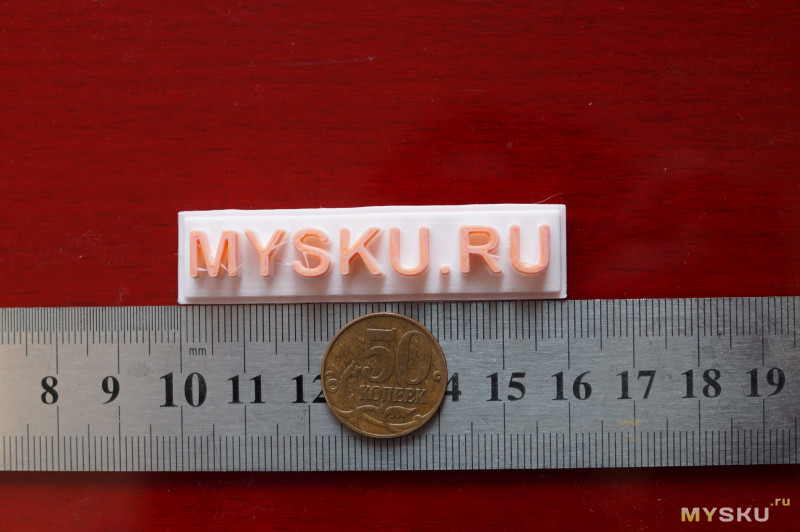
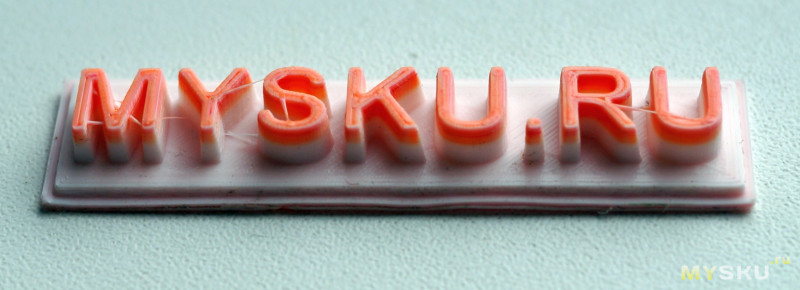
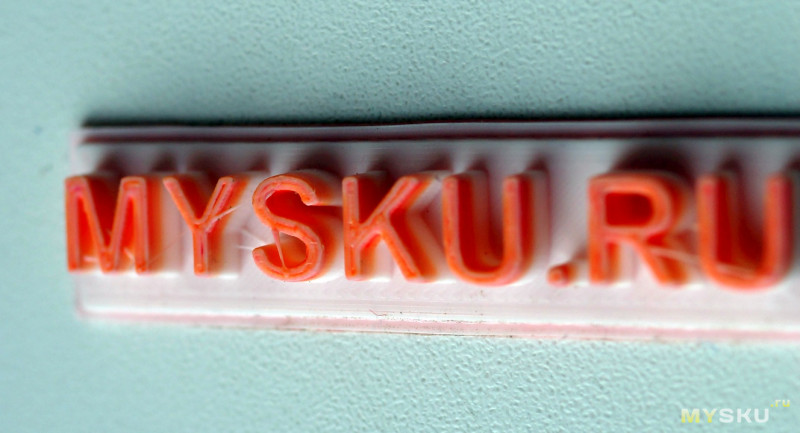
Через 10 минут смотрим на результат. Дно модели гладкое и ровно. На фотографии достаточно сильное увеличение, глазами неровности не заметны. Высота шрифта всего 5 мм, возвышение букв над основанием 3 мм:
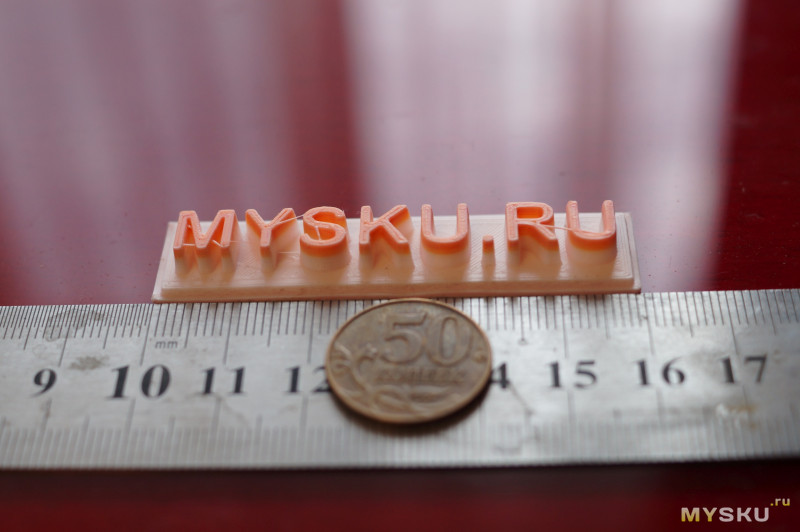
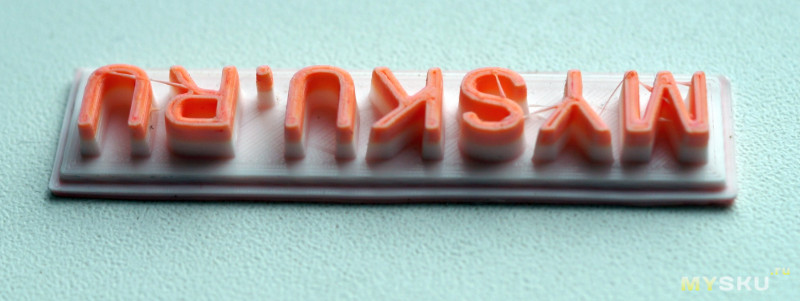
Отрывая модель от горячего стола немного деформировал её, выгнулась дугой. Надо было аккуратнее снимать или подождать когда остынет. И покрашенный филамент не успел дойти до экструдера. Хотел сделать буквы с розовым оттенком.
Вот так примерно печатает. Затратив немного времени можно лучше подобрать параметры. Ну и слои можно печатать по 0.1 мм (сейчас 0.25 мм), замедлить скорость перемещения, но в данном случае это и не нужно.
При желании можно печатать любые белые объекты. Например кошку:
:)
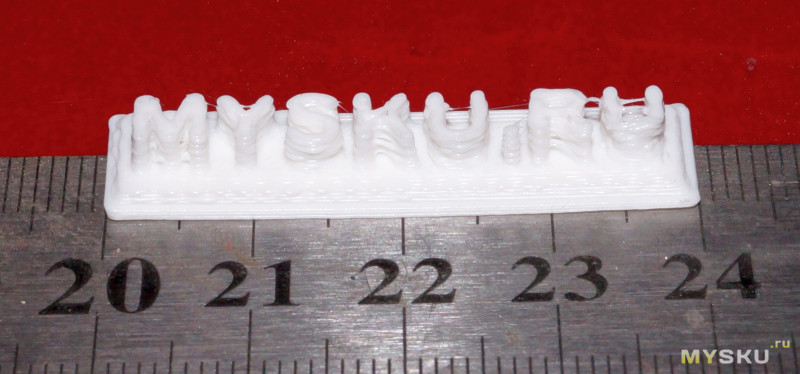
Обновление №1.
По совету из комментариев немного поменял параметры печати
— толщина слоя 0.1 мм вместо 0.25
— температура экструдера 210 вместо 230
— температура стола 60 вместо 90
— скорость 30 мм/сек вместо 60 (хотя крупные и простые детали и на 150 печатаю)
— retraction 2.25 мм вместо 4.5 мм
— включено охлаждение модели вентилятором
— увеличил размер модели в 1.5 раза по оси XY, высота та же
Соответственно увеличилось время печати с 6 до 44 минут.
Дополнительные наблюдения. Нет запаха при печати, или привык уже. До этого был PLA пластик, явно пах карамелью, ABS пластик имел запах пластика, этот ни как себя не проявлеят. Ну может объем печати маленький.
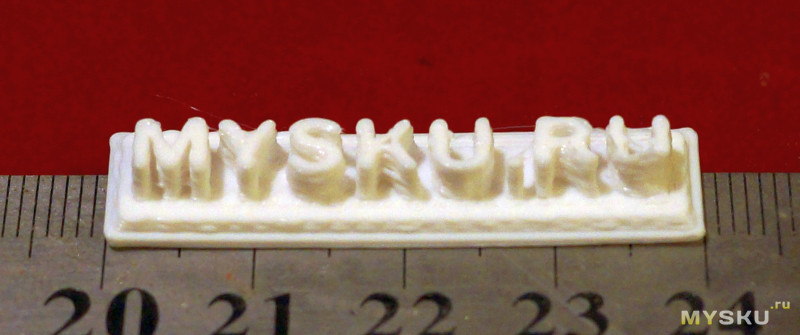
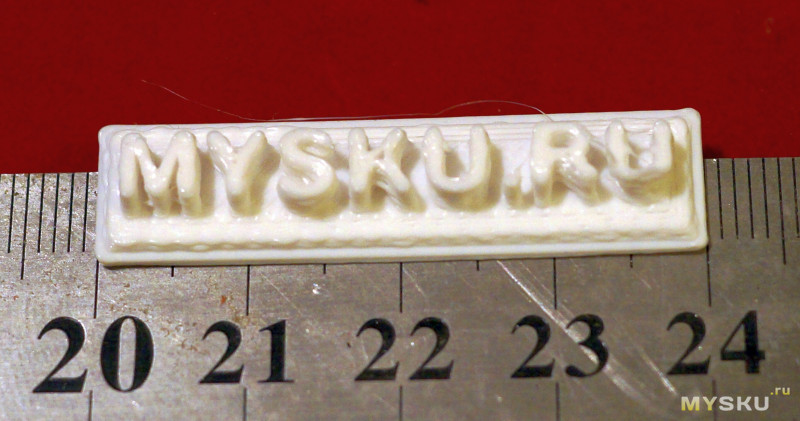
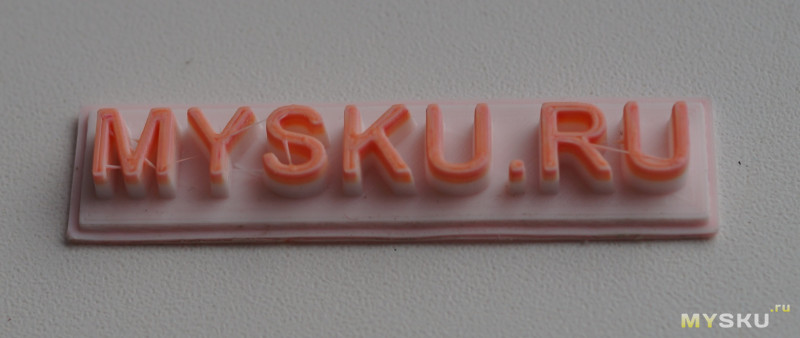
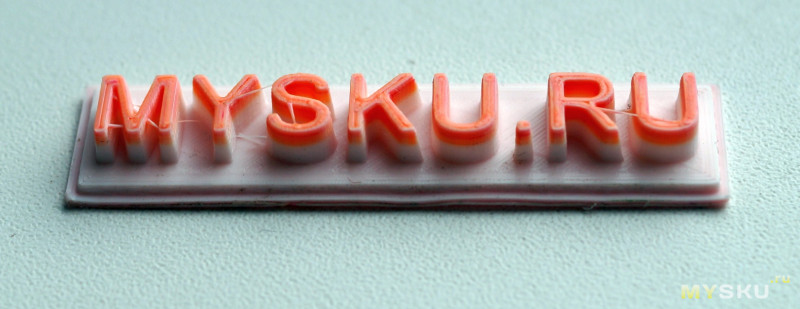
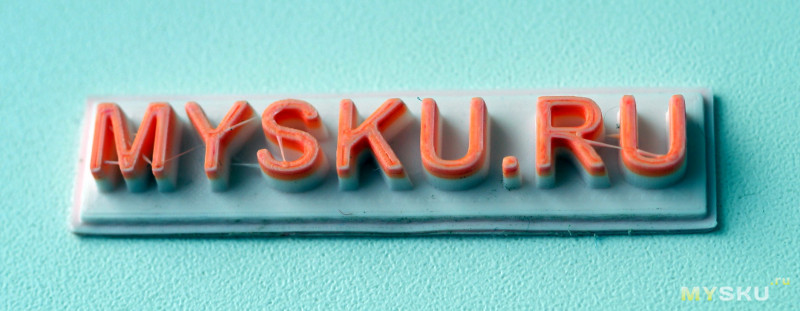
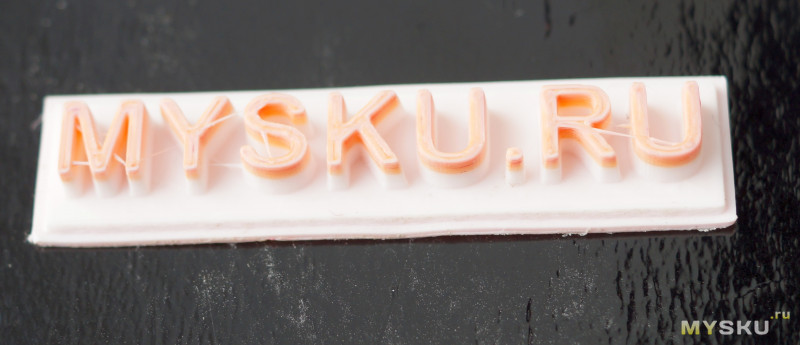
Заодно подкрасил маркером нижний слой и верхний. На этот раз получилось:
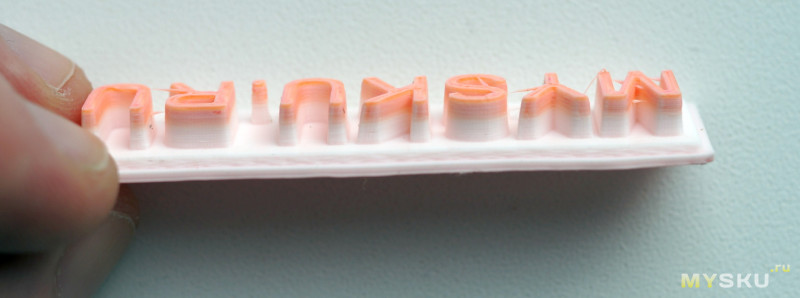
Обратная сторона:
У некоторых фоток подкорректировал контрастность, чтобы повысить четкость, так как у модели самой низкая контрастность, вся белая. На фотках с коррекцией немного смещен баланс белого, но четкость повыше.
Лишние капли пластика легко убираются пинцетом или иголкой, но не стал этого делать, чтобы было видно все особенности при печати.
Обновление №2. Печатал при 200 градусах тонкостенную деталь, она у меня развалилась. При 220 градусах нормально. По температуре ведет себя как ABS пластик. Но на ацетон не реагирует и без запаха. В экструдере не крошится. В целом нормальный пластик. Под вопросом соотношение цена/качество, так как в комментариях ссылки на пластик российского производства в 3(!) раза дешевле.
Планирую купить+17Добавить в избранноеОбзор понравился+7
+24
За 9 минут вряд ли кто-то напечатает лучше. А так можно много тестов провести, диапазон рабочих температур, прочность сцепления.
Если печатать тестовый кубик слоями по 0.1 мм и медленно, будет идеальная поверхность, даже не сомневаюсь, только будет ли это кому-то интересно? Обычный скучный PLA пластик.
плюс собственно при импорте с растрового рисунка нет ровных векторных линий (кроме чисто вертикальных и горизонтальных), поверхности достаточно зашумленные, что затрудняет печать букв
скорость печати поставь 20, толщину слоя 0.2, если можешь и знаешь где убери рывок (jerk) с 20 до 10. Ретракт как по мне большой. У меня на подобной машинке 1.6 мм Плюс ко всему температура 230 град для пла пластика слишком уж. можно смело ронять до 200-210. Температура стола для пла тоже большевата, можно 45-50 ставить.
У нас уже много производителей пластика, последний что брал это Волпринт, хорошее качество и приемлемая цена. Были проблемы с цветными пластиками у них, типа розовый и желтый полупрозрачные.
Надо попробовать. С температурами понятно, jerk и ретракт пока не менял ни разу. На больших моделях сделанных в 3D редакторе всё намного лучше, даже на продажу идут ))
Не, наоборот — перед объективом телефона побледнел :-D
А вообще тут ни первая ни вторая фотка не передали нормальный цвет этого пластика :)
Вот примерно такой он:
Да, можно и в ацетоне, но дихлорметан быстрее обрабатывает его :) К тому же он и для PLA подходит.
Цена у него не особо высокая — я заказывал по 260 руб/литр, а есть и по 100 руб/литр, тоже попробую заказать, посмотреть то же самое это или бодяга. И запах у него гораздо менее сильный, чем у ацетона, да и относительно безвреден он, в отличии от дихлорЭтана :)
Пластилиновый эффект получается если передержать в холодной бане, когда пары ацетона не слишком насыщены. Внешние слои при этом размягчаются медленно и за это время пары ацетона успевают проникнуть глубоко в модель. По хорошему размягчиться должен успеть только внешний слой 0.3-0.5 мм, он должен стать как пластилин, да. Оставить его на час проветриваться — и от пальцев уже не будет оставаться следов, а через день поверхность пластика обретет свою обычную прочность :)
Вообще, в идеале нужно подогревать ацетон для интенсивного испарения и принудительно перемешивать воздух внутри бани — ставить вентилятор (ацетоноустойчивый). Но неплохо получается и вот по этой методике:
Суть в том, чтобы заставить ацетон испаряться не со дна, а сверху и с боков.
Ну а сглаживание углов и мелких деталей — это да, минус такой бани :) Но это еще зависит и от степени обработки в бане. Вот этот мелкий чудик (Грут) на фото выше тоже побывал в бане, но слегка, только чтобы убрать следы после обработки ножом и надфилем. Все детали и углы остались на месте, сгладились только мелкие шероховатости :)
Ну а сильную баню имеет смысл устраивать для повышения прочности конструкционным моделям, в которых нет мелкого рельефа, а острота углов не критична. Только следует иметь в виду, что после сильной бани могут слегка уплыть размеры. Например, диаметр отверстий 9 мм может стать 8.9-8.8 мм.
Тоже попробовал распечатать модельку ради интереса.
Принтер тоже Anet A6, слой 0.1 мм, PLA, размеры оригинальные
Фото на столе, сразу после печати — вот так получилось.
Спасибо, не стоило. Но все равно надо ретрак настроить. И слишком тепличные условия вы для пластика устроили. Но ни чего. Все приходит со временем. Научитесь, поймете. Удачи.
Как выяснилось можно не только цвет поменять. Махнул PLA на FLEX в процессе. Интересненько получилось. Сплавилось на отлично, но FLEX всё же не RUBBER и крышка с прокладкой 2 в одном не получилась. FLEX он скорее на полиэтилен похож, из него гармошку напечатать можно, а вот прокладку нет.
Какое-то название… убогое что ли.
Дорого: www.fdplast.ru/plastik-dlya-3d-printera/pla/
678 рублей за 1 кг. Отправка через день, почтой 5 кг вышло что-то в районе 300-400 рублей.
Если именно ABS, то greg-3d.ru/ 1 кг встает в 430 рублей. Плюс один раз напечатать катушку для него.
Советую прикупить 5-6 и более кг в одну покупку. Выходит дешево. Я вот недавно флекс от филаментарно покупал, так вот доставка неделю, 3 дня из которых праздничные. Доставка вышла 300 рублей. А перед этим у грега 10кг пластика брал, доставка вышла 400 рублей.
А пруток не путается при покупке развесного без катушки? Просто в классике он разматывается так же как и наматывался, а тут пока хомутами тянут могут ведь сместить слои, не?
Не, он нормально стянут.
А вот с катушкой, которую они рекомендуют печатать, есть пара засад:
1. Внешний диаметр катушки маловат. Нет, моток в нее вмещается, но внешние слои получаются вровень с внешним краем катушки, стоит прутку чуть распуститься, как он сваливается с катушки.
2. В катушке не предусмотрена фиксация внутреннего кончика филамента, так что моток на этой катушке распускается только в путь. Я просто просверлил отверстие 3мм и вставляю туда внутренний кончик прутка, загибая его внутри катушки.
А так пластик у Грега вполне неплох, на мой неопытный взгляд :)
Внешний диаметр катушки маловат. Нет, моток в нее вмещается, но внешние слои получаются вровень с внешним краем катушки, стоит прутку чуть распуститься, как он сваливается с катушки.
2. В катушке не предусмотрена фиксация внутреннего кончика филамента, так что моток на этой катушке распускается только в путь. Я просто просверлил отверстие 3мм и вставляю туда внутренний кончик прутка, загибая его внутри катушки.
Из-за первого пока 1/5 не отпечатаешь с катушки пруток так и наровит при прокручивании катушки соскочить с катухи и затянуться по итогу… Ну и второе недоразумение… я пользуюсь катушками от бестфиламента (разбираются легко). Они в этом плане очень даже. Только распечтал вставки, ибо диаметр тоже маленький.
У меня нет ничего от бестфиламента, только пара китайских, шедших с принтером, и фдпластовские :) Да и те все еще с родным пластиком.
Я думаю распечатать и наклеить на греговскую катушку небольшие расширители, штуки по три-четыре на сторону.
Вставку, а точнее держатель на вал 8-10 мм я тоже недавно нарисовал и распечатал — http://www.thingiverse.com/thing:2299162, универсальный, практически для любых катушек (какие я знаю :)).
Сейчас у меня парятся в дихлорметановой бане стойки сверху на принтер для катушки :)
Как баню из дихлометана устроили? Просто интересно как у людей это устроено, все никак не соберусь свою своять, приходится сразу стараться хорошо печатать)
Дешево и просто :)
Только тара у меня пластиковая и магнитиков для удерживания бумажных полотенец нужно в два раза больше — один изнутри, второй снаружи через стенку :)
Дихлорметана (или ацетона) нужно наливать так, чтобы он полностью и максимально пропитал полотенца, и даже чуть-чуть стекал с них. Только модель поставить на какое-то возвышение, чтобы она не оказалась стоящей в лужице дихлорметана :)
Пробовал просто наливать в емкость на дно немного ацетона или дихлорметана и ставить модель внутрь на какую-то подставку, но тогда высокие модели не по всей высоте обрабатываются — пары растворителя скапливаются внизу и обрабатывается только нижняя часть модели.
Со временем хочу сделать нормальную баню с подогревом растворителя и вентилятором внутри, но пока и так сойдет :)
Это есть не только у них. У бестфиламента тоже встречал. У грега отпечатал пока пару кг, точнее 6 катушек по 300 с копейками грамм. Ни разу не было. Единсвтенное их катушка печатная ущербная. Она маленькая и пруток так и наровит соскочить. Пользуюсь по случаю катушками тогоже бестфиламента. Они легко разбираются и становятся сборными потом _ Только диаметр центровины маленький. Вот решился напечатать проставку чтобы бумагу не подсовывать больше ) Печатаю ) И наконейц я победил этот дебильный воблинг по Я )
Подачу прутка я настроил нормально по тестам. Задирать ее — полезут некрасивости и начнут сильно гулять размеры.
Греговский ABS на тех же настройках прекрасно сваривается между слоев, да тот же фдпласт, но не красный, а синий, ведет себя гораздо лучше :) А красный как-то не очень. Не сваривается, модель получается матовой.
Открываешь заказать в интернет магазине, набиваешь корзину, потом в корзине сформирвоать заказ кажется и ждешь. С тобой свяжется менеджер. Раньше я просто переводил менеджеру на карту. Точнее не менеджеру а на карту ИП с которого будет продажа. И все. Доставку сам решаешь. Я оплачивал на месте. У меня «дисконт» на всех доставках, ибо все уже провинились )
Естественно. Но и осматрвиать не чего. Ибо все уже давно всем известно и отзывов вагон. А вот китайцы… Читал отзывы когда приехавший ПЛА печатался только от 230, когда рядом лежащий ПЛА от фдпласта при 190 и китайский ПЛА реагировал на ацетон. Так что… обзор у вас не вышел от слова совсем. То что это ПЛА вы не доказали, того качества с которым можно печатать не показали.
бестфиламент не панацея. Из 5 кг одна катушка ПЛА из коробки сырая, абс вообще межслойная адгезия ужасная, 2 катушки оказались запутанными. Пришлось распутывать. Хорошо было на что мотать и несколько. Ибо целиком даже 200 метров ума не дал бы, пришлось резать.
Всем привет. Тоже с удовольствием читаю про 3д принтеры. И вот наконец заказал. Заказал Дельту на 12 рельсах и 42 моторами от flsun на али за 330уе. Прозивал на гербесте акцию Дельту за 230. Потихоньку читаю про дельты и в целом про печать. Изучаю freecad понемногу. В общем Ждун пока не приехало.
По-хорошему нет, а там уже зависит от кривизны настроек и качества используемых материалов =)
Если все делать правильно, слои получаются без зазоров и швы не так просто разорвать, к тому же в большинстве конструкций используется двойной слой стенок.
Можно резистором снизить напряжение, или Step Down модуль за 0.4$ и накрутить любое напряжение. От 14 вольт вентиляторы проработают не 50 000 часов, а 40 000 часов, для 3D принтера домашнего вообще без разницы.





















Если печатать тестовый кубик слоями по 0.1 мм и медленно, будет идеальная поверхность, даже не сомневаюсь, только будет ли это кому-то интересно? Обычный скучный PLA пластик.
www.dropbox.com/s/el4w3qpv9a1soyy/test.stl?dl=0
плюс собственно при импорте с растрового рисунка нет ровных векторных линий (кроме чисто вертикальных и горизонтальных), поверхности достаточно зашумленные, что затрудняет печать букв
У нас уже много производителей пластика, последний что брал это Волпринт, хорошее качество и приемлемая цена. Были проблемы с цветными пластиками у них, типа розовый и желтый полупрозрачные.
Это, правда, ABS :)
А вообще тут ни первая ни вторая фотка не передали нормальный цвет этого пластика :)
Вот примерно такой он:
У меня правда не очень получилось, пластик после бани становился как пластилиновый и отпечатки пальцев хватал, надо с технологией разбираться.
И эффект от бани имеет свои плюсы и минусы. Без бани углы, например, острее.
Цена у него не особо высокая — я заказывал по 260 руб/литр, а есть и по 100 руб/литр, тоже попробую заказать, посмотреть то же самое это или бодяга. И запах у него гораздо менее сильный, чем у ацетона, да и относительно безвреден он, в отличии от дихлорЭтана :)
Пластилиновый эффект получается если передержать в холодной бане, когда пары ацетона не слишком насыщены. Внешние слои при этом размягчаются медленно и за это время пары ацетона успевают проникнуть глубоко в модель. По хорошему размягчиться должен успеть только внешний слой 0.3-0.5 мм, он должен стать как пластилин, да. Оставить его на час проветриваться — и от пальцев уже не будет оставаться следов, а через день поверхность пластика обретет свою обычную прочность :)
Вообще, в идеале нужно подогревать ацетон для интенсивного испарения и принудительно перемешивать воздух внутри бани — ставить вентилятор (ацетоноустойчивый). Но неплохо получается и вот по этой методике:
Суть в том, чтобы заставить ацетон испаряться не со дна, а сверху и с боков.
Ну а сглаживание углов и мелких деталей — это да, минус такой бани :) Но это еще зависит и от степени обработки в бане. Вот этот мелкий чудик (Грут) на фото выше тоже побывал в бане, но слегка, только чтобы убрать следы после обработки ножом и надфилем. Все детали и углы остались на месте, сгладились только мелкие шероховатости :)
Ну а сильную баню имеет смысл устраивать для повышения прочности конструкционным моделям, в которых нет мелкого рельефа, а острота углов не критична. Только следует иметь в виду, что после сильной бани могут слегка уплыть размеры. Например, диаметр отверстий 9 мм может стать 8.9-8.8 мм.
Принтер тоже Anet A6, слой 0.1 мм, PLA, размеры оригинальные
Фото на столе, сразу после печати — вот так получилось.
Пластик от Российского производителя FDplast, 500-600 руб/кило.
3dtoday.ru/blogs/sidoy-nvkz/3d-stickers-with-bulk-fill-/
Подмена пластика на паузе.
Дорого:
www.fdplast.ru/plastik-dlya-3d-printera/pla/
678 рублей за 1 кг. Отправка через день, почтой 5 кг вышло что-то в районе 300-400 рублей.
Если именно ABS, то greg-3d.ru/ 1 кг встает в 430 рублей. Плюс один раз напечатать катушку для него.
Советую прикупить 5-6 и более кг в одну покупку. Выходит дешево. Я вот недавно флекс от филаментарно покупал, так вот доставка неделю, 3 дня из которых праздничные. Доставка вышла 300 рублей. А перед этим у грега 10кг пластика брал, доставка вышла 400 рублей.
А вот с катушкой, которую они рекомендуют печатать, есть пара засад:
1. Внешний диаметр катушки маловат. Нет, моток в нее вмещается, но внешние слои получаются вровень с внешним краем катушки, стоит прутку чуть распуститься, как он сваливается с катушки.
2. В катушке не предусмотрена фиксация внутреннего кончика филамента, так что моток на этой катушке распускается только в путь. Я просто просверлил отверстие 3мм и вставляю туда внутренний кончик прутка, загибая его внутри катушки.
А так пластик у Грега вполне неплох, на мой неопытный взгляд :)
Я думаю распечатать и наклеить на греговскую катушку небольшие расширители, штуки по три-четыре на сторону.
Вставку, а точнее держатель на вал 8-10 мм я тоже недавно нарисовал и распечатал — http://www.thingiverse.com/thing:2299162, универсальный, практически для любых катушек (какие я знаю :)).
Сейчас у меня парятся в дихлорметановой бане стойки сверху на принтер для катушки :)
Дешево и просто :)
Только тара у меня пластиковая и магнитиков для удерживания бумажных полотенец нужно в два раза больше — один изнутри, второй снаружи через стенку :)
Дихлорметана (или ацетона) нужно наливать так, чтобы он полностью и максимально пропитал полотенца, и даже чуть-чуть стекал с них. Только модель поставить на какое-то возвышение, чтобы она не оказалась стоящей в лужице дихлорметана :)
Пробовал просто наливать в емкость на дно немного ацетона или дихлорметана и ставить модель внутрь на какую-то подставку, но тогда высокие модели не по всей высоте обрабатываются — пары растворителя скапливаются внизу и обрабатывается только нижняя часть модели.
Со временем хочу сделать нормальную баню с подогревом растворителя и вентилятором внутри, но пока и так сойдет :)
Греговский ABS на тех же настройках прекрасно сваривается между слоев, да тот же фдпласт, но не красный, а синий, ведет себя гораздо лучше :) А красный как-то не очень. Не сваривается, модель получается матовой.
mySKU.me/blog/aliexpress/44541.html
Или посправшивайте на 3dtoday.ru/ там постоянная тема обсуждений, очень подробно всё расписано про конкурирующие модели, все плюсы и минусы.
Может доплатить и взять H-bot а не «дрыгостол»? Совсем другая механика…
Если все делать правильно, слои получаются без зазоров и швы не так просто разорвать, к тому же в большинстве конструкций используется двойной слой стенок.
Подробнее в статье
По сути человек термос для кипятка напечатал, всё работает как и задумано.