Данный вид пластика производится из вторичного сырья, что несколько снижает прочность полученных изделий, так что производитель не рекомендует изготавливать из него детали, на которые будет воздействовать большая нагрузка. В остальном по внешнему виду и параметрам печати он не отличается от классического PETGа, но при этом стоит вдвое дешевле. А еще в syntech прислушались к негативным отзывам по поводу их старых катушек и начали делать новые, «круглые», из более плотного материала, с симпатичным принтом и окошком, отображающим примерный остаток филамента в граммах
Характеристики
Цвет: черный + натуральный(прозрачный)
Материал: PETG (полиэтиленгликольтерефталатгликоль)
Диаметр: 1.75 мм
Допуск: ±0,03 мм
Рекомендуемая скорость печати: 30-80 мм/сек.
Рекомендуемая температура печати: 230-250 ℃
Рекомендуемая температура стола: 25-80 °C
Рекомендуемый ретракт: длина 5-6мм(боуден),1-2мм(директ), скорость 45 мм/с
Вес: 1 кг
Распаковка и внешний вид
Упаковка осталась прежней

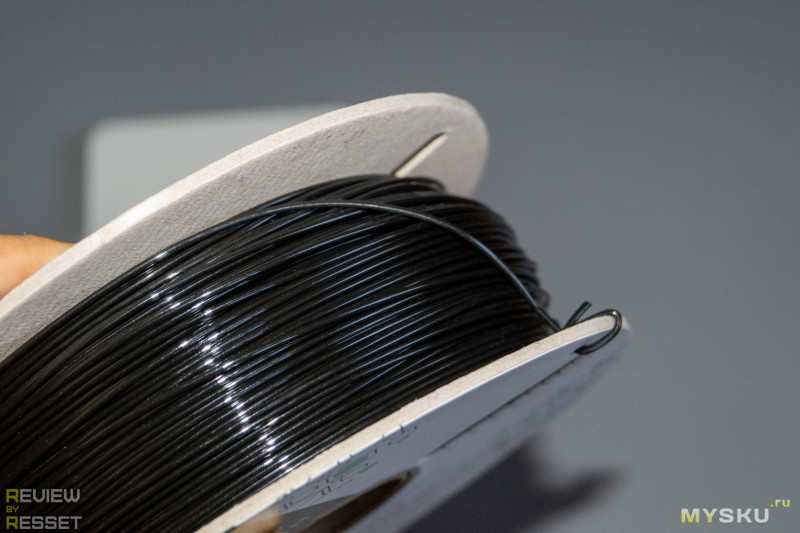
А вот внешний вид катушки заметно изменился, появилась наклейка с описанием содержимого

А так же «мерное» окошко, показывающее примерный остаток филамента с шагом 100г

Общий вес 1162г, заявленный вес катушки 120г, значит материала 1042г

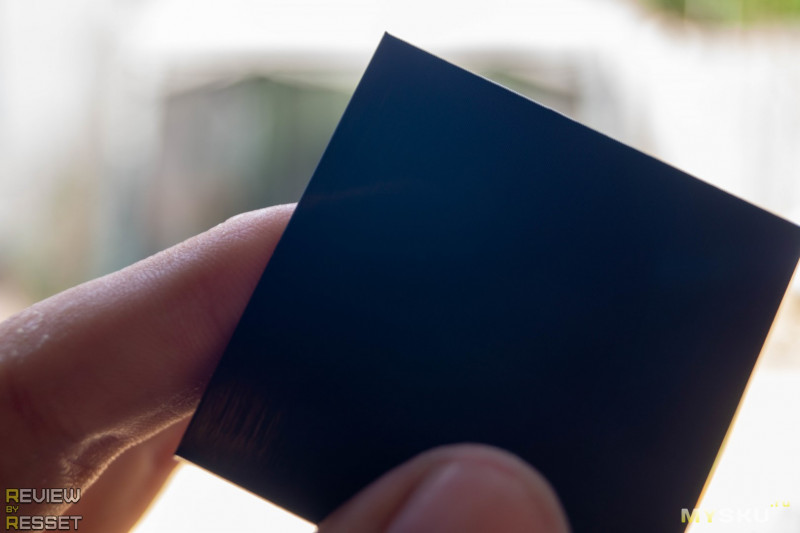
Внешне PETG как PETG, не пахнет, блестит, пруток гибкий, от классического бы не отличил
В июне уже тестировал
чистый PETG от Syntech, так что не буду затягивать обзор и сразу перейду к тестированию и выявлению отличий в результатах.
Температура сопла: 220℃. Рекомендуемая 230-250℃, но и 220 вполне хватает для нормального спекания
Высота слоя: 0.2мм
Скорость печати: 50 мм/с
Температура стола: 80
Покрытие: стекло + просроченный 3DM клей для FDM печати
Обдув: выключен
Первым запустил печать куба с периметром в один слой в режиме «вазы». Этот тест показывает равномерность экструзии и качество спекаемости слоёв, да и детали из ПЕТГа с двумя-тремя периметрами руками разламывать будет проблематично.
Первый результат получился, мягко говоря, неудовлетворительным

Тут несколько вариантов: неравномерная толщина прутка, наличие примесей с другой текучестью или филамент впитал влагу во время производства/хранения
Неравномерность прутка исключил с помощью штангенциркуля, наличие примесей я в мастерской проверить не могу, так что остается только просушить катушку. Для этого использовал дегидратор для фруктов за 1000 рублей. Выгрыз сетку в трех секциях
Оказывается, что вполне хватило бы и двух, ну да ладно, все равно после пластика еду сушить никто не будет
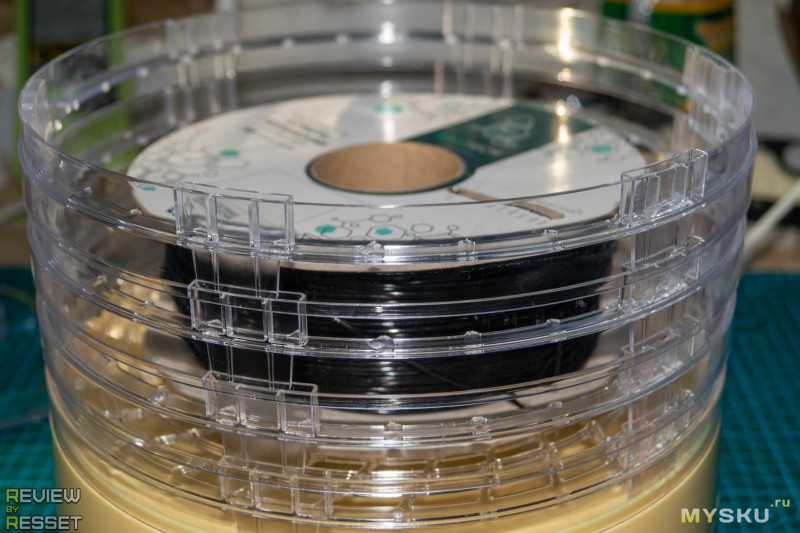
Данная модель может прогревать воздух внутри до 70+ градусов, так что оставил на ночь

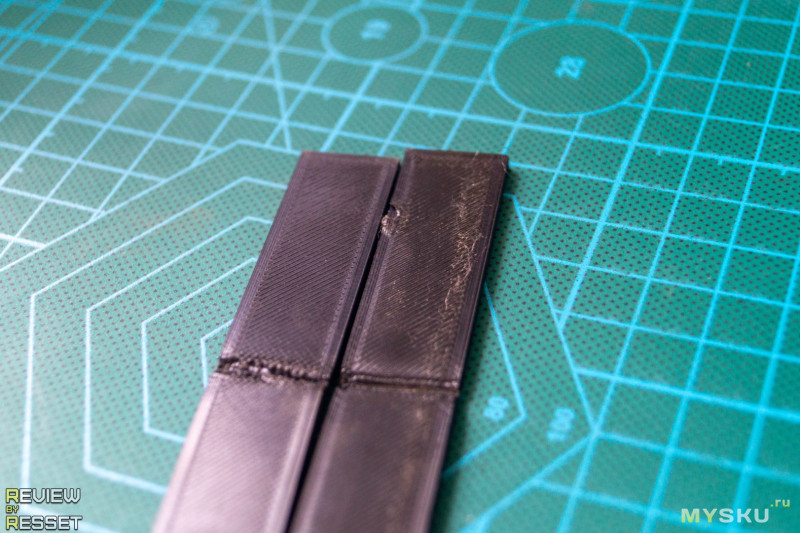
На следующий день катушка при легком сдавливании прикольно похрустывала, как снег под ногами, значит результат есть. Напечатал аналогичную модель, совсем другое дело
Два кубика рядом. Казалось бы, всего лишь немного влаги из воздуха, а такая разница в результате
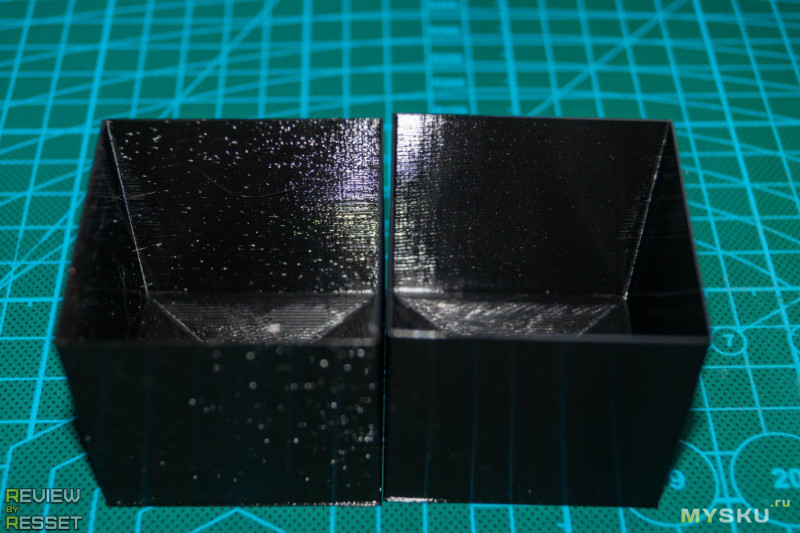
Конечно плохое качество слоёв сказалось и на прочности конструкции, при небольшом усилии кубик разломался
Стенки легко ломаются вдоль слоёв
А вот второй уже сопротивлялся больше перед тем как разлететься, дно катапультировалось под шкаф
Вдоль слоёв рвется так же неохотно, стенки отламываются мелкими кусками, так же как и с чистым ПЕТГ
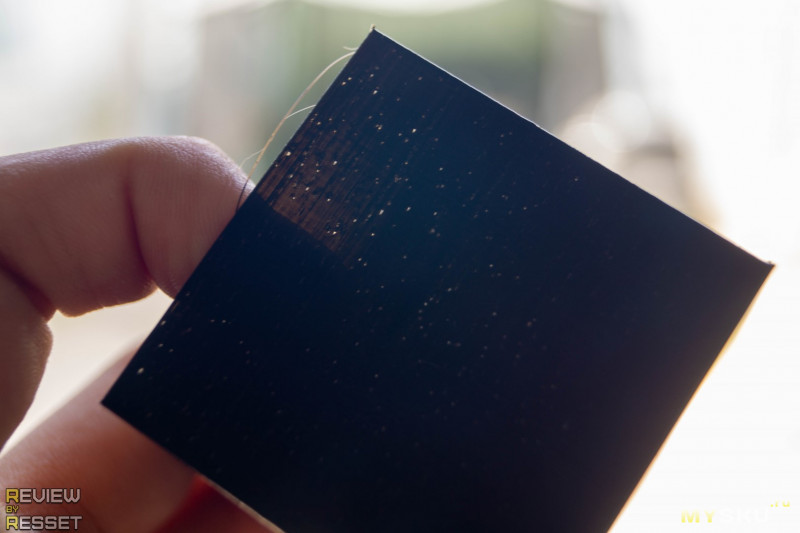
Тестовая палочка со 100% заполнением показала неплохой результат, излому сопротивлялась, в итоге верхние слои растянулись, центральные остались эластичными
При многократном сгибании разделить на две половины деталь не получилось

После просушки филамента физические качества пластины по ощущениям не изменились, но вид стал лучше
Кубик печатал в конце, так же никаких замечаний, слои аккуратные, местами немного поплыли нависающие детали(обдув был выключен), а так же есть «паутинка», но это нормально для ПЕТГа, главное крупных «соплей» нет

Итоги
По ощущениям детали, напечатанные из EcoPetg получаются чуть более хрупкими, чем из «чистого» ПЕТГа, но это заметно только на моделях с тонкими стенками, достаточно увеличить количество периметров или плотность заполнения и он не уступит по прочности тому же АБС, но стоит при этом заметно дешевле. Ну а для декоративных моделей это вообще идеальный вариант по соотношению цена/качество, т.к. внешне от обычного ПЕТГ результат вряд ли получится отличить. А еще мне показалось, что модели к столу липнуть сильнее начали, если раньше от касания отлипали, то сейчас приходится прикладывать усилие.
Так же не могу не похвалить катушку. Скруглили грани, вместо обычного картона используется более плотный биоразлагаемый материал, стойкий к физическому воздействию. Идея с мерной шкалой понравилась, пусть она и не идеально точно отображает остаток, но и примерное значение это лучше, чем ничего. Еще и место под наклейку с информацией о типе пластика и рабочих температурах оставили, так что не придется гадать что за катушка завалялась в коробке. Единственный минус, под фиксацию филамента отверстие только в одном месте и новое проковырять без подручных средств проблематично, но можно сразу просверлить еще несколько по периметру. В любом случае, неплохая работа над ошибками, видно, что производитель прислушивается к мнению пользователей, молодцы.
Как всегда, приветствуется конструктивная критика. Всем добра =)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.

Вообще, учитывая цену, необходимую вложить в 3D принтер, экономия на филаменте выглядит бессмысленной. Если только не печатаешь десятки катушек в месяц. Качество важнее.
Проблема лечится добавлением челнока, но не видел ни у одного из принтеров из коробки такого решения. А это ещё нужно догадаться, как сделать такой челнок, который будет разбирать запутанные витки SYNTECHLAB.
Сейчас мне пофиг, принтер легко разбирает запутанные витки. Но до того как я сделал челнок, у меня такие петли образовывались пару десятков раз, но я контролировал процесс, и каждые 30-60 минут проверял. Вручную подходил и распутывал петли. А один раз не успел и произошел обрыв, и у меня чуть не запоролась печать, которая шла почти 10 часов. Хорошо, что сработал датчик обрыва.
Короче, вывод один — при аккуратном использовании намотка вообще не имеет значения. Это вам не трос на лебёдочном барабане.
Поэтому 99,99% проблем возникает на стороне пользователя.
Принтеры сейчас не такие уж и дорогие. Да и тот же Longer LK4 Pro в 2020 году стоил 150 долларов, на эти деньги можно было купить менее 10 катушек петга. Если не будет больших нагрузок на тонкостенные детали, Вы его не оттличите от обычного петга )
Раньше мне попадались кривые катушки, но такое ощущение, что филамент при изготовлении мотали на основной катушке, а потом перетягивали на конечные, из-за чего слои частично могли скручиваться, что и приводило к закусыванию во время эксплуатации. Если же сразу мотать и не трогать ничего, перекручиваться и заклинивать не должно.
Если начать разматывать, слои будут уходить равномерно от верхнего к нижнему. Может поначалу они косячили с намоткой, думаю при разном натяжении нити в процессе производства, верхние слои могут под «рыхлые» нижние проваливаться, при равномерном натяжении такого происходить не должно и филамент разматывается так же без усилия
В таком режиме, при такой намотке как у SYNTECHLAB, есть большой риск, что соседние витки сдвинутся и станут поверх той нити, что разматывается. Всё ещё усугубляется тем, что при резком рывке основная нить натягивается, и если у ней возможность провалиться глубже, в внутрь намотки, она это делает. Дальше всё по схеме, изгиб, крючок, обрыв.