








| +29 |
2316
80
|
| +59 |
2578
76
|
| +77 |
3107
66
|
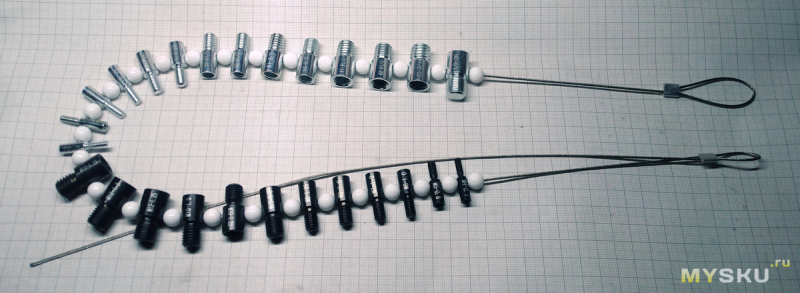
То их на хвост нанижет…
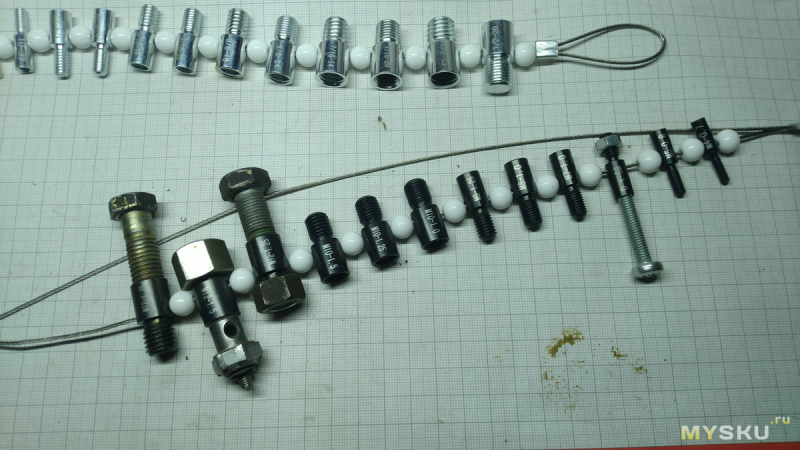
М4x0.7 — дало 3.69 — допуск 3.838
M6x1 — дало 5.78 — допуск 5.794
M10x1.5 — дало 9.72 — допуск 9.732
M12x1.5 — дало 11.85 — допуск 11.732
и речь про допуск наружней резьбы 6g
если принять во внимание тот факт, что сотые доли штангелем принципиально нельзя измерить, то наружний диаметр резьбы укладывается в допуски 6g во всех случаях кроме М4 (на разницу между допуском и измерением каким-то там штагнелем в районе 1сотки предлагаю не обращать внимание, а разницу в более пары соток штангель должен видеть без проблем)
исходя из доступного инструментария для измерений нельзя сделать столь однозначный вывод. разве что про экземпляр на М4. но результаты для остальных уперлись в точность измерения.
9,732мм это не допуск, а наименьший предельный размер, ниже которого начинается брак.
Автор намерил 9,72мм.
Даже если принять ваше предложение «не замечать» разницу в сотку, новые «либеральные» параметры 9,72 + 0,01 = 9,73 всё равно на «нижней» границе допусков 9,968-9,732. Что в принципе автор и подчеркнул.
Что не так то?
допуск 6g — это как раз что-то из серии про «стандартный крепеж».
mitutoyo и все остальные производители так считают, когда указывает размер ошибки измерения для своих самых крутых штангелей в не более +-0.02
и это исключительно для тех, что с завода идут с поверкой от лаборатории.
более того, это общеизвестный факт, что из-за кинематики механизма измерений, а также влияния температуры рук, усилия прижатия, упругости материалов и всего прочего — результат измерения штангенциркулей будет плавать как раз в пределах пары соток.
собственно поэтому допускаю что разницу в более чем пару соток исправный штангель должен видеть.
нижняя граница будто бы что-то плохое? укладывается в допуски, значит объективно все хорошо. личные оценки тут ни к чему.
более того, руководствуясь лишь тем нонейм инструментом, которым было произведено измерение невозможно делать какие-то последующие выводы про несоответствие допуску.
поэтому замечание уровня не имеет под собой почвы.
Метиз с полем 8g сертификацию по ГОСТу не пройдет. Только по ТУ.
Ну если вам так проще )
Если речь о цилиндре ДВС, конечно
А вот КИПовцам пригодится. Угадайка в резьбу на датчиках, манометрах и подводящих трубках, это постоянный челендж. Поди еще отличи резьбу М10 от дюймовой 3/8.
КИПовцам этот набор бесполезен. Все резьбы в нём именно «болтиковых» размеров, мелких шагов мало и те крупные (без 0.5 и 0.75). Проблема у манометров чаще всего в различии М10х1 от трубной G1/8, но трубной резьбы тут вовсе нет. И да, со стандартными болтиковыми допусками близкие размеры будут прекрасно неразличимы — в одну раздолбанную дырку на три витка влезут и М10, и 1/8, и 3/8.
Это я уже зафейлил, вот на этом:
«Годится разве что для корчеразборки»
подлорегулярно лепят резьбу М10х1 вместо правильной G1/8, в том числе на высокое давление. Настолько, что местами получились два равноправных, неразличимых и несовместимых стандарта.Манометры и с М8х1 бывают. Но там проще, G1/16 в реальности не существует.
Простой пример, есть мама с неопределенной резьбой, быстро определить что и как. резьбометром в такие мелкие отверстия не залезть при всем желании. Купить метчиков на все эти размеры, по нонешним ценам, то еще удовольствие. А тут по крайней мере знаешь что нужно купить.
Вот вам пример конкретный, отверстие для датчика давления в рампе дизеля 4jx1. Датчики давления с али иногда не лезли. Умники колхозники его проходили метчиками на 10*1, а потом поиски новой рампы, т.к. датчик давления выдавливало.
Вроде похоже на g1/4, но не оно. И не м10*1.
По итогу выясняется 3/8-24
Витков всего 3. Хрен подлезешь. И давит там 20мпа, резьба нагружена давлением.
Ценник правда на такое добро завышен, раза в два. Но буду смотреть, может попадется что нибуть бюджетнее.
В общем, Гаечка и Вжик там поженились и у них куча детей.
Вот уж 34 даже без секса.
ссылка
Кто знаком с камрадом tuz_83? Он из Питера. Частый обзорщик и комментатор всего, что связано с металлообработкой.
Последний раз был на форуме 29.09.2023.
Кто-нибудь в курсе, что с ним случилось, он жив-здоров?