Принтер получил примерно за 2 недели, привез курьер SPSR.
Принтер пришел в большой плоской коробке (~ около 7 кг)
Внутри был набор для самостоятельной сборки версии Anycubic Kossel Pulley, то есть на роликах. Версия на рельсах несколько дороже.
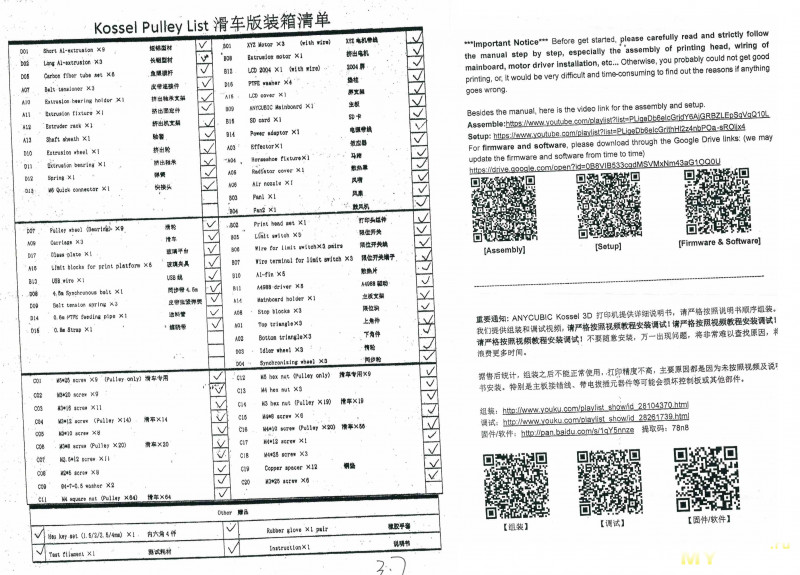
Перечень того, что входит в комплект
Все комплектующие расположены на предусмотренном месте (ячейке). Электроника — запаяна.
Все метизы для сборки и мелкие детали расфасованы в zip-lock пакетики с подписями этапа сборки.
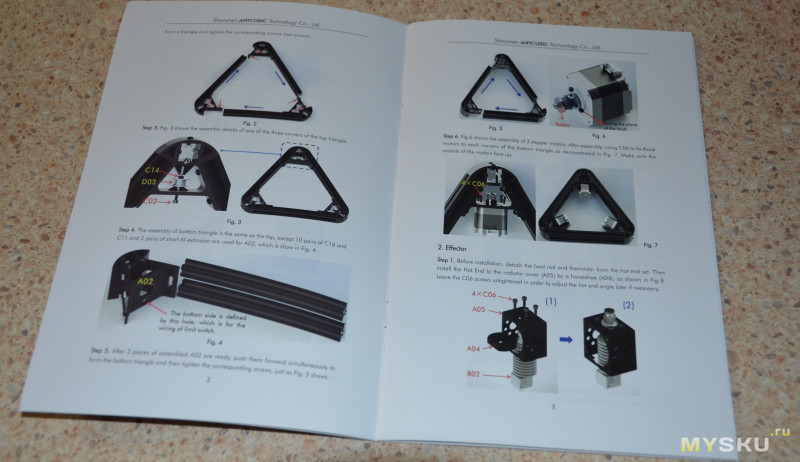
В комплекте очень хорошо оформленная инструкция (цветная), с большим количеством страниц. Есть QR коды для сканирования ссылок на софт, видео и настройку. Есть информация по установке и настройке ПО и калибровке высоты. Многие китайские производители пренебрегают подробными инструкциями. К сожалению варианта на русском языке — нет.
Теперь чуть более подробно про комплект и сборку.
Двигатели Nema17 двух типов: три для осей XYZ и один для экструдера.
Маркировка: 42HD4027-01 удержание 400 mN*m, второй 42HD6021-08 удержание 500 mN*m, оба 1.5A/3,3VDC/1.8°
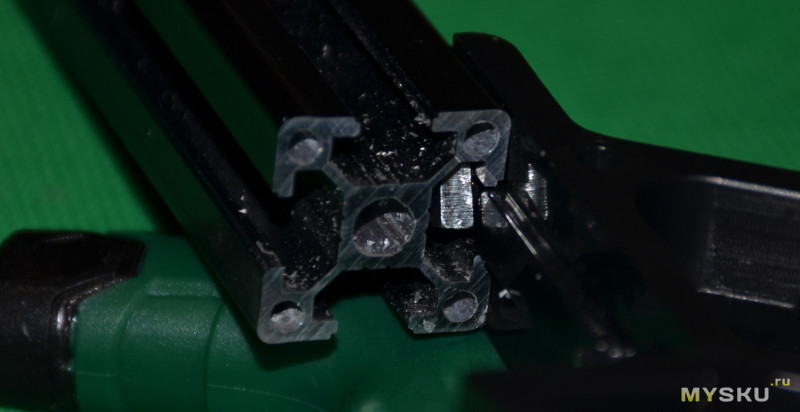
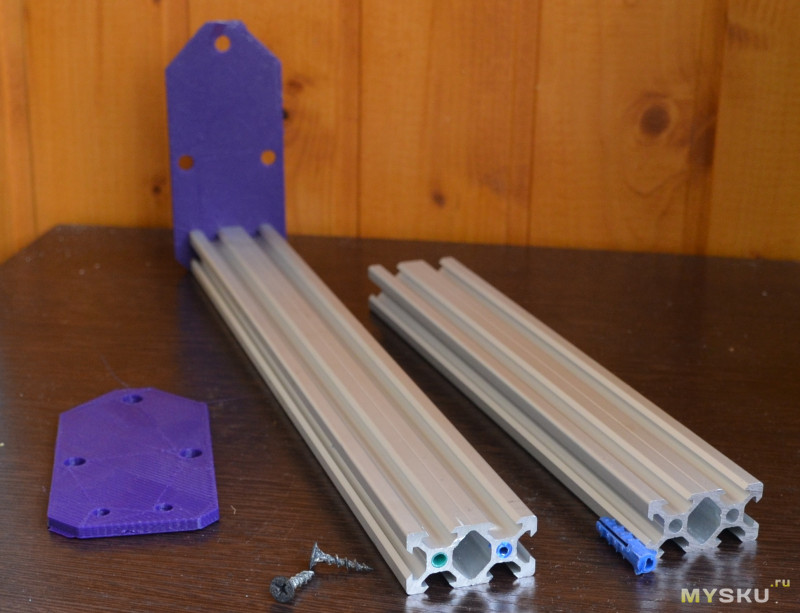
Профиль 2020 конструкционный, черного цвета (т. е. с покрытием): 9 горизонтальных отрезков по 240 мм, 3 шт по 680 мм.
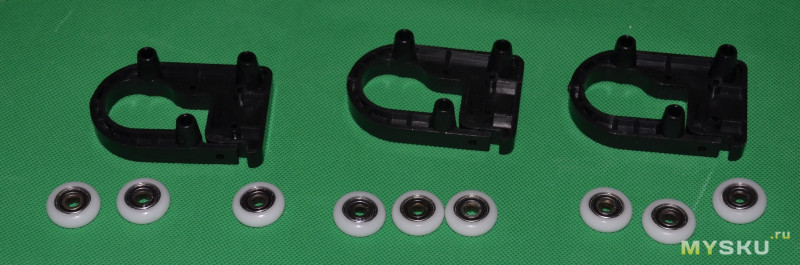
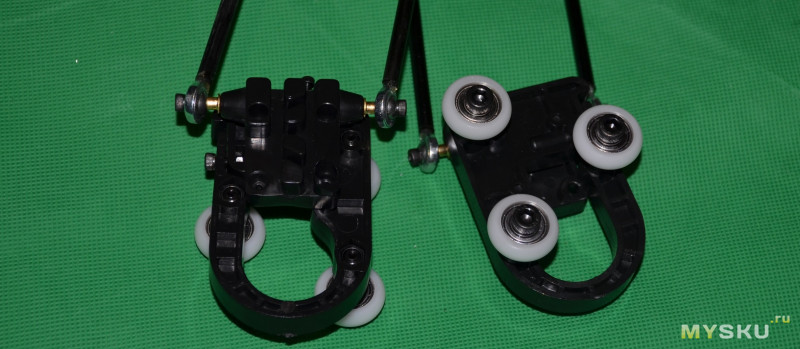
Ролики (pulley). Обычные на подшипнике, с фторопластовой оболочкой. Плюс каретки на 3 ролика с регулировкой прижима.
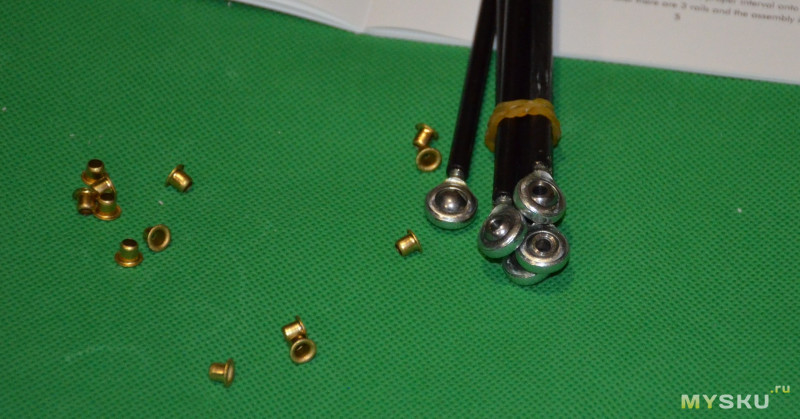
Карбоновые тяги с наконечниками типа fish-eye, в сборе. Длина примерно 220 мм.
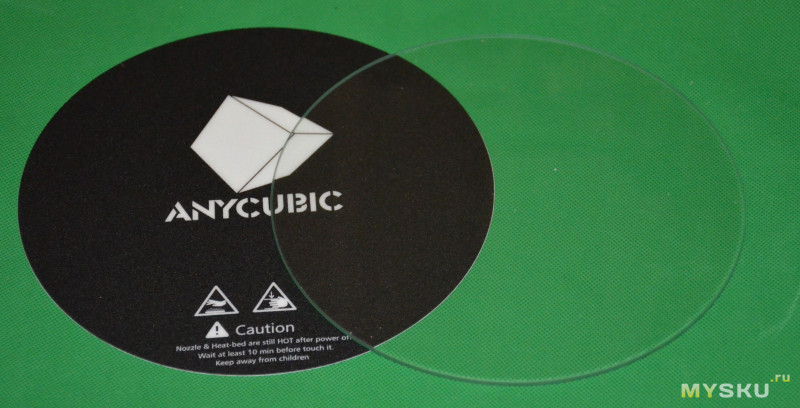
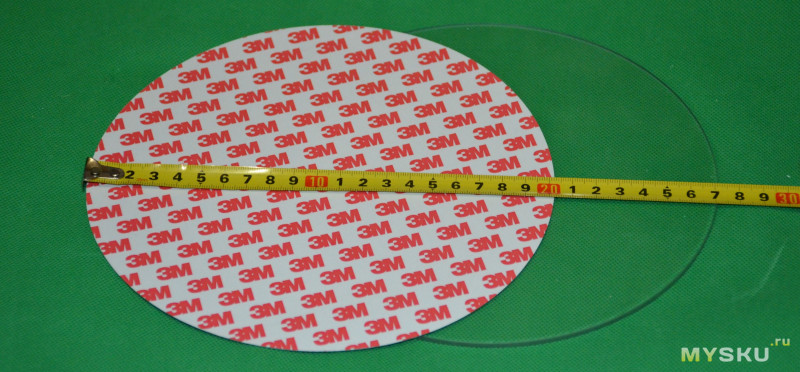
В комплекте боросиликатное стекло 200мм и наклейка для адгезии, фирменная.
Также имеется фирменная акриловая подставка под катушку. Собирается в два счета (винты М3, гайки М3 вставляются в прорези в акриле)
Еще детали из комплекта. Электроника
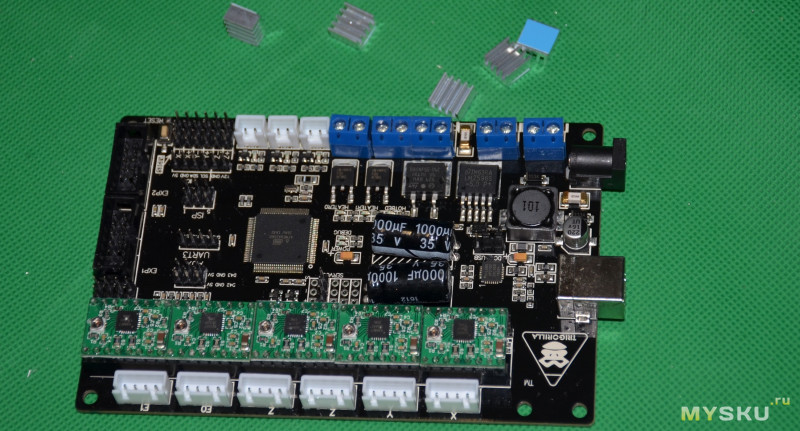
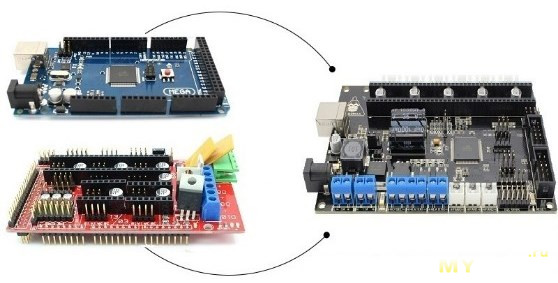
Управляющая плата — Trigorilla. Прошита и настроена
Кабели, переходники и мелочевка
Блок питания 12В/6А. С US вилкой и выключателем. В комплекте есть переходник на евровилку.
Для сборки потребуется инструмент. В комплекте есть набор Г-шестигранников, но лучше иметь Т-образную отвертку с шариком на конце.
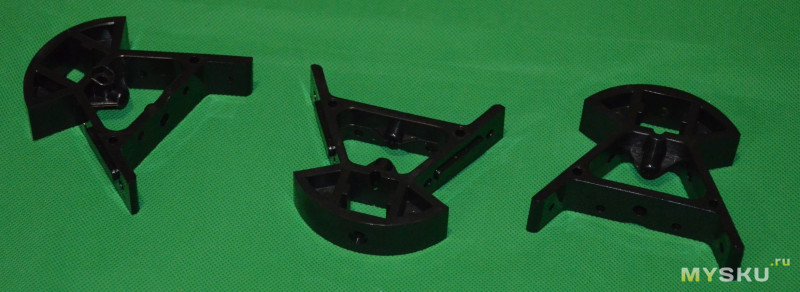
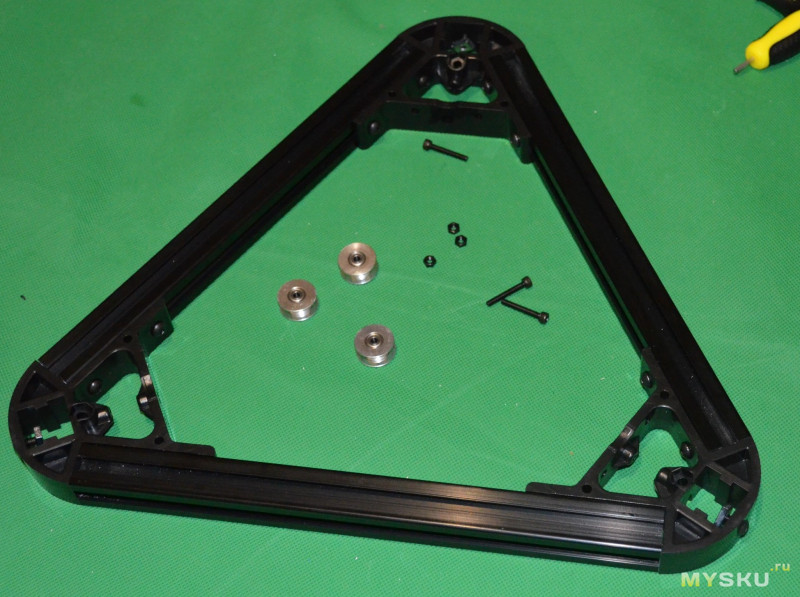
Итак, начинаем сборку с верхних и нижних вертексов (уголки, vertex)
Верх.
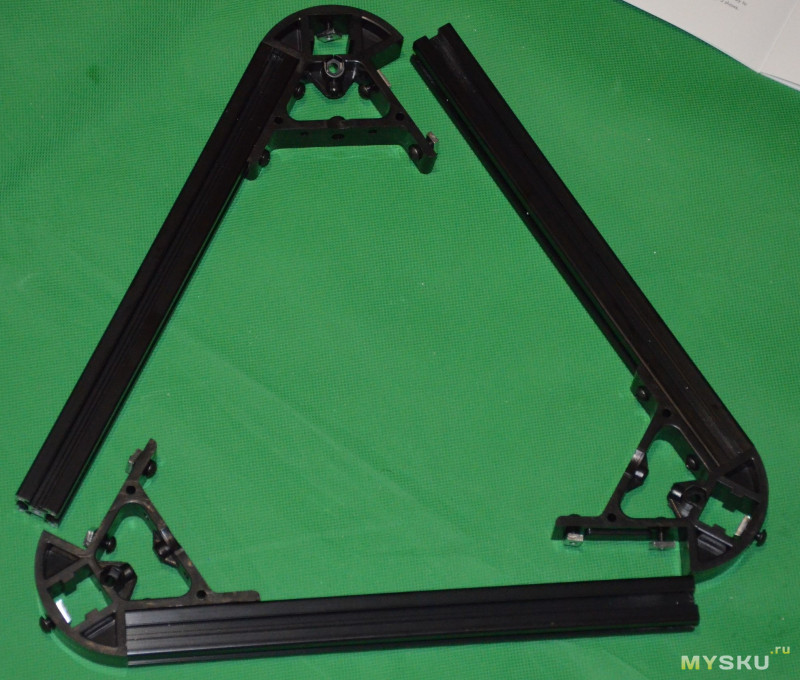
Треугольники.
Открываем инструкцию и начинаем собирать
Для удобства, можно сначала установить все винты и Т-гайки, и только потом устанавливать на профиль.
Смотрите, чтобы гайка вставала в паз ровно. Примерно вот так.
Сначала заводим гайку в паз
Затем потихоньку продвигаем гайку по пазу, пока не подойдет второй винт
Задвигаем до конца, без зазора. Это влияет на геометрию принтера
Собираем три части верхнего треугольника. Обратите внимание, уголки не симметричные.
Ориентируем их одинаково, собираем треугольник
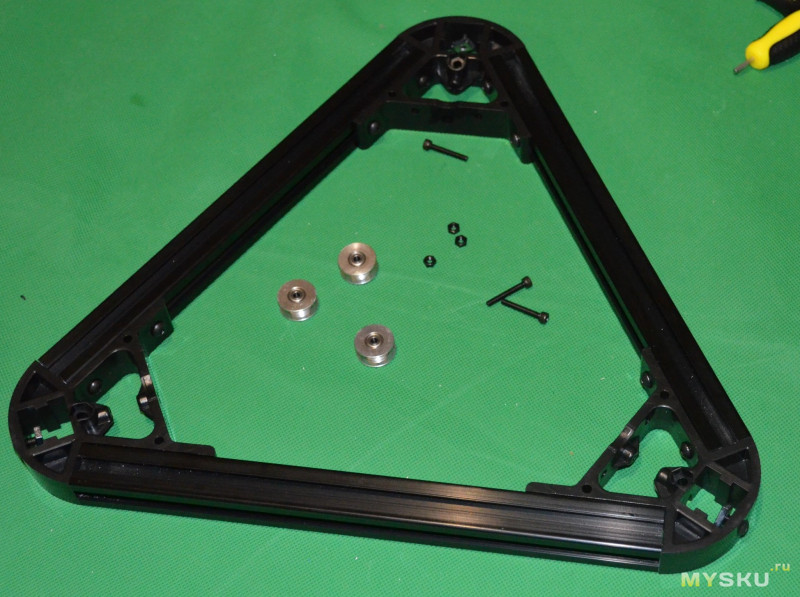
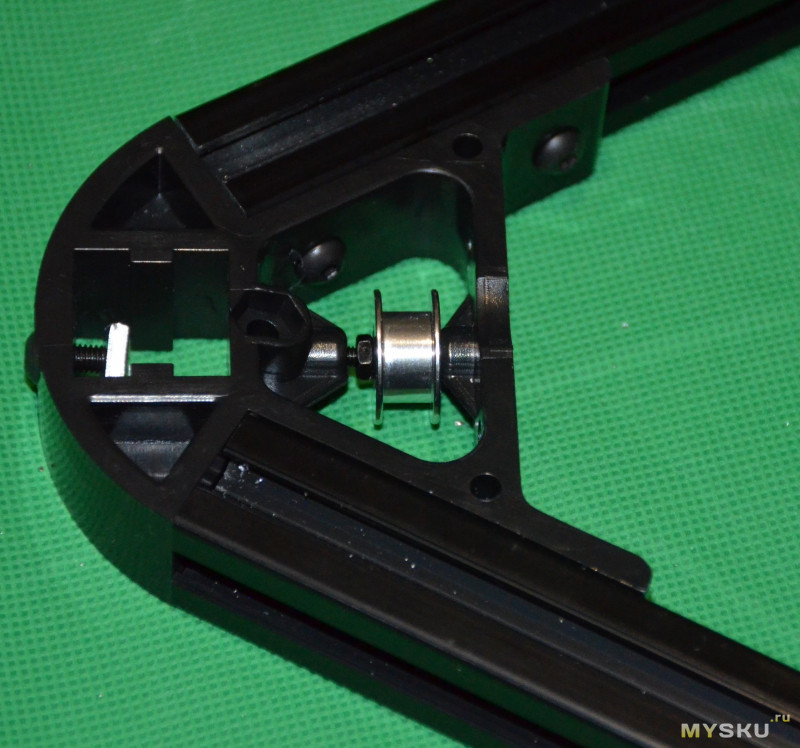
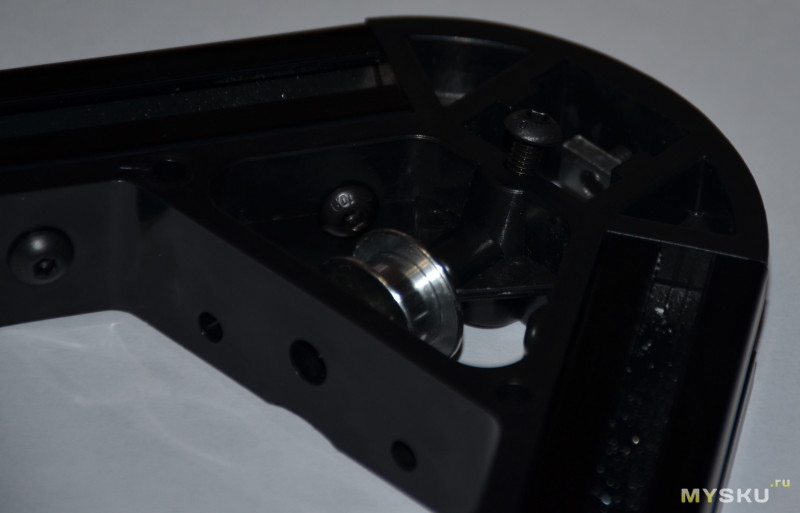
Устанавливаем обводной ролик на уголки. Внимание: в печатной версии инструкции нет ничего про установку винта М4*25. Собирайте по видео. Этот винт натягивает профиль/ремень.
Лучше конечно устанавливать с шайбой 4мм. В этом наши взгляды с саппортом Эникубика расходятся. Они видимо не знают, что так можно натягивать ремень. Если завести провода через паз, как на видео, то есть возможность их пережать винтом
Дальше сборка нижней части
Нижние треугольники
Точно также собираем профиль и уголки, сначала по одному, затем в треугольник. Отличие — в нижнем треугольнике по 2 профиля на уголок, т. е. всего 6 отрезков профилей.
Задвигаем все в треугольник
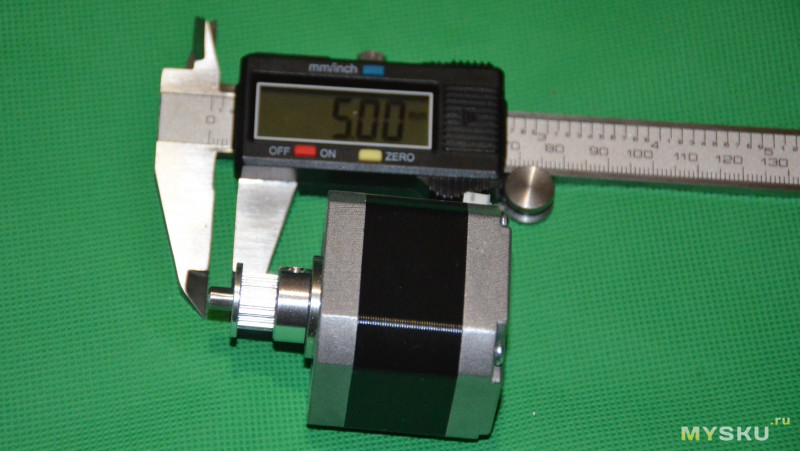
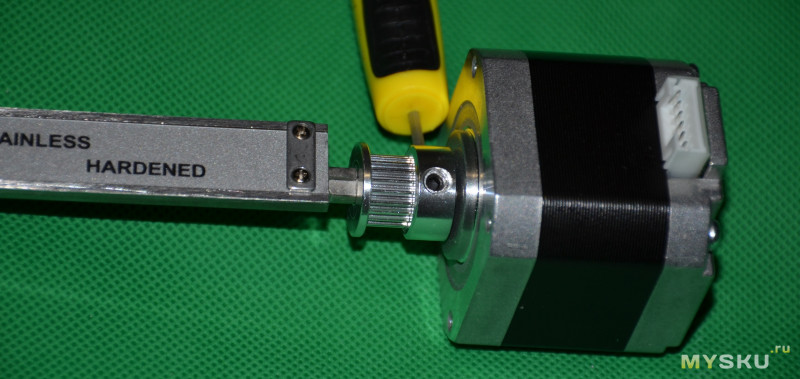
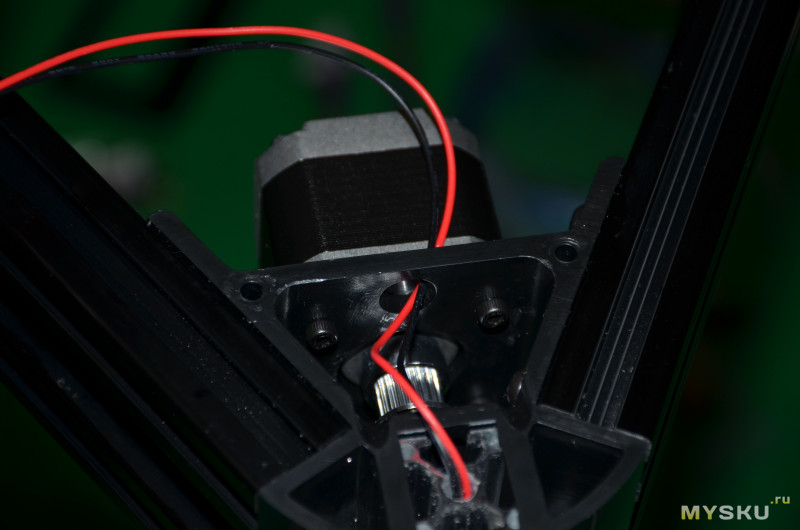
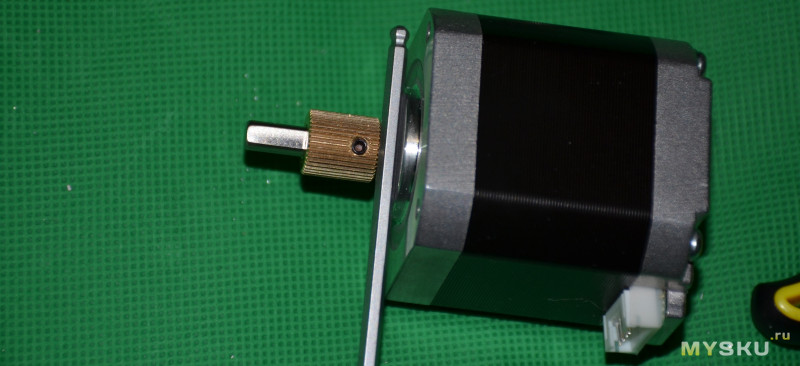
Выставляем приводную шестерню на валу двигателя. Я использовал штангенциркуль (глубиномер)
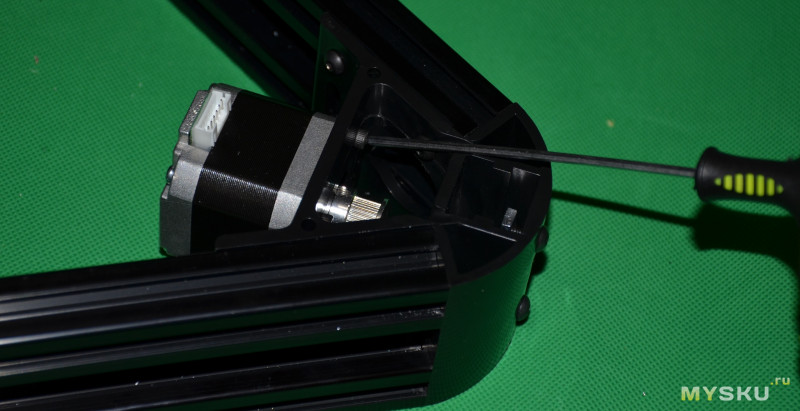
Далее винтами М3 крепим двигатель к уголку. Придется основательно попотеть, так как крутить нужно под углом. Лучше всего использовать отвертку с шариком
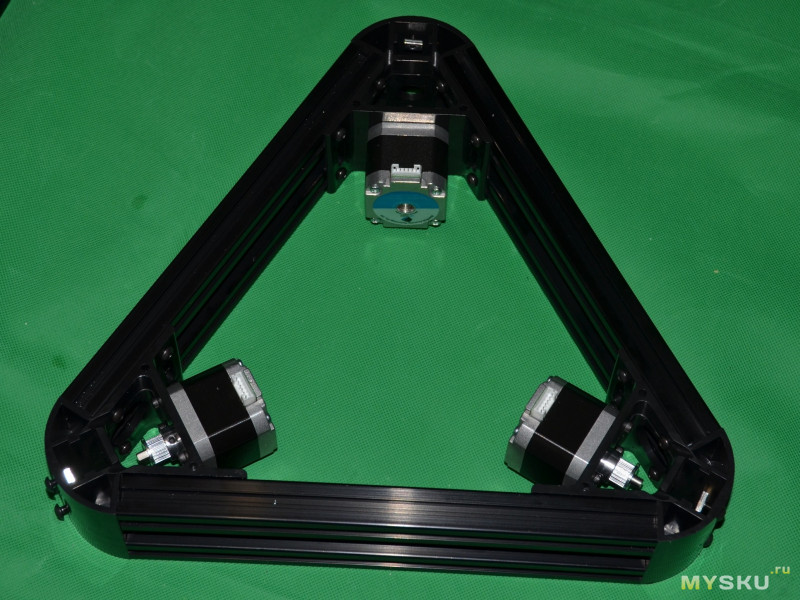
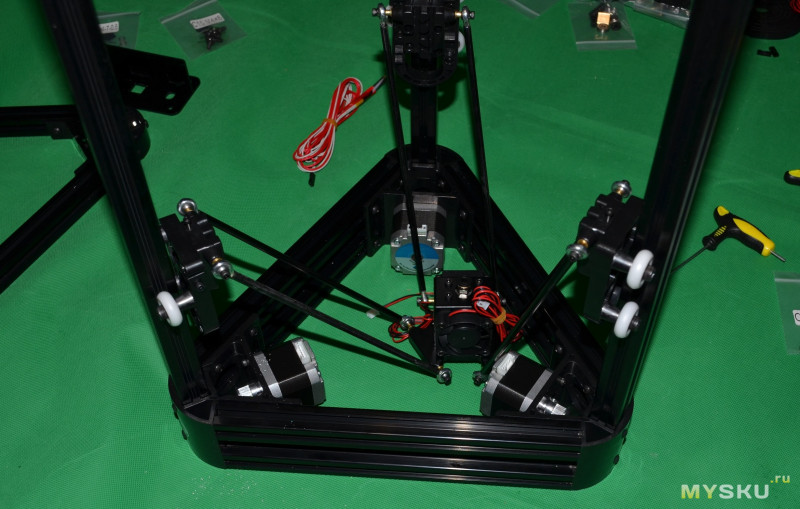
Итак, нижнее основание собрано.
Кстати, он полностью металлический.
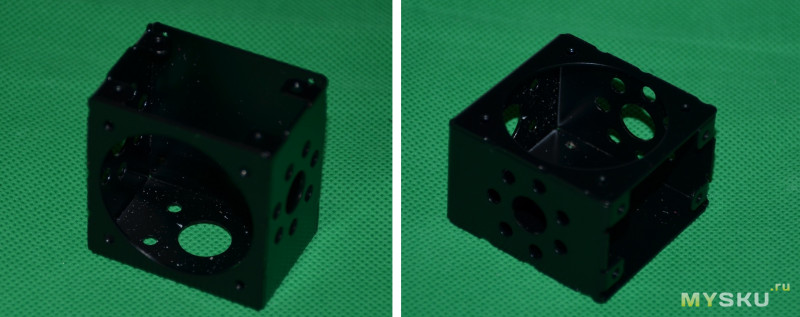
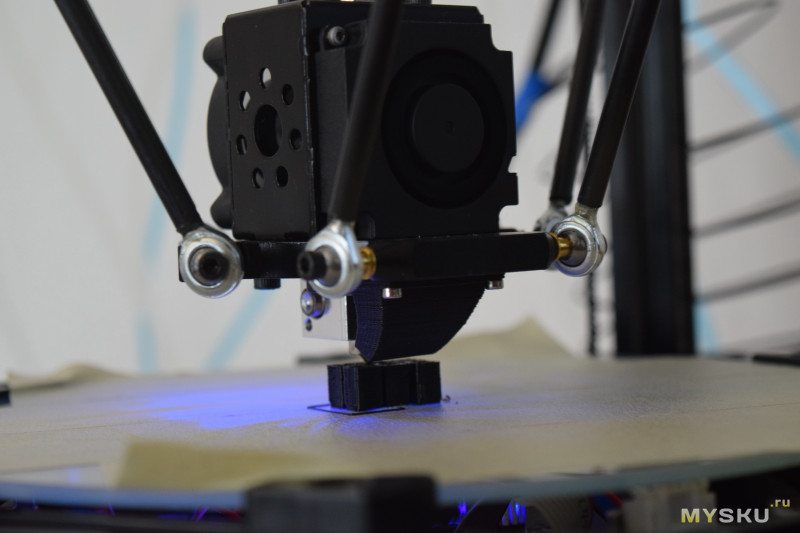
Корпус эффектора
Устанавливаем хотэнд E3D и крепим скобой
Далее собираем держатель
Устанавливаем печатное пластиковое сопло для обдува детали
Вот фото самого сопла. 3Д-печатное, качество среднее
Сопло установлено на держатель.
Уже с вентиляторами
Обдув модели мини-турбинкой
Вот так выглядит на рекламных фото
Сборка вертикальных профилей и роликов
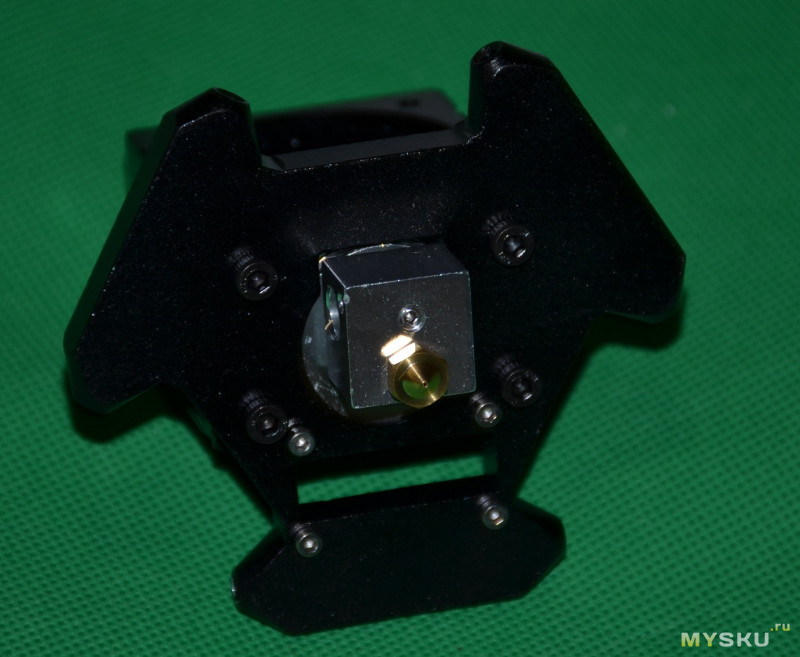
Сначала крепил карбоновые тяги к эффектору. Тут используются специальные медные втулки.
Вот так это выглядит
Затем крепится другая сторона к кареткам
Собираются роликовые каретки
И устанавливается эффектор. Получаем паук в сборе
Далее устанавливаем вертикальные профили в нижнюю часть
Цепляем ролики на эти профили
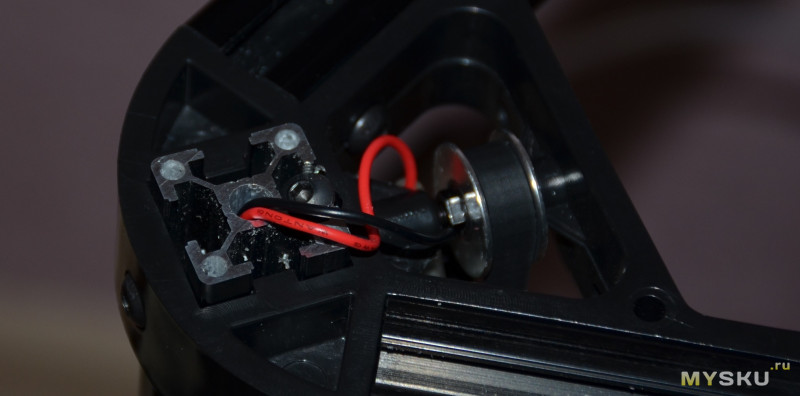
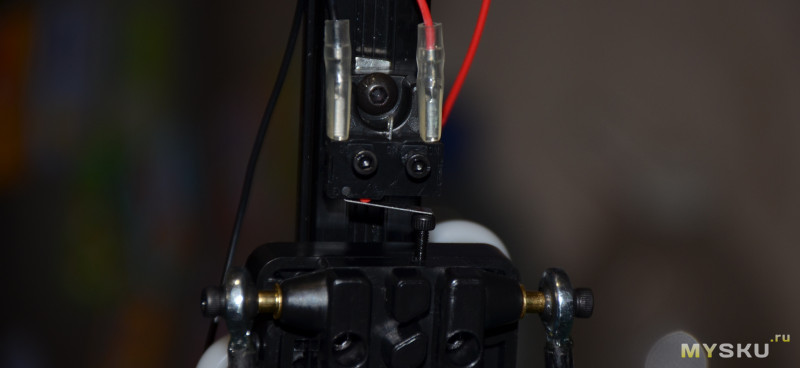
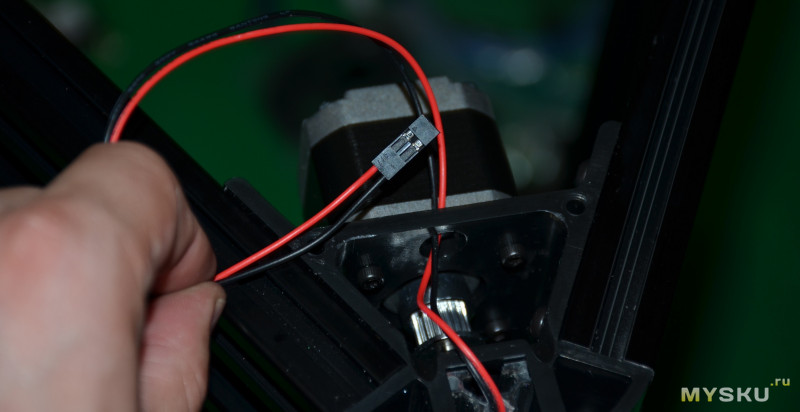
Затем по плану идет установка концевиков
Расстояние винта М3 для концевика я выставлял опять по штангелю
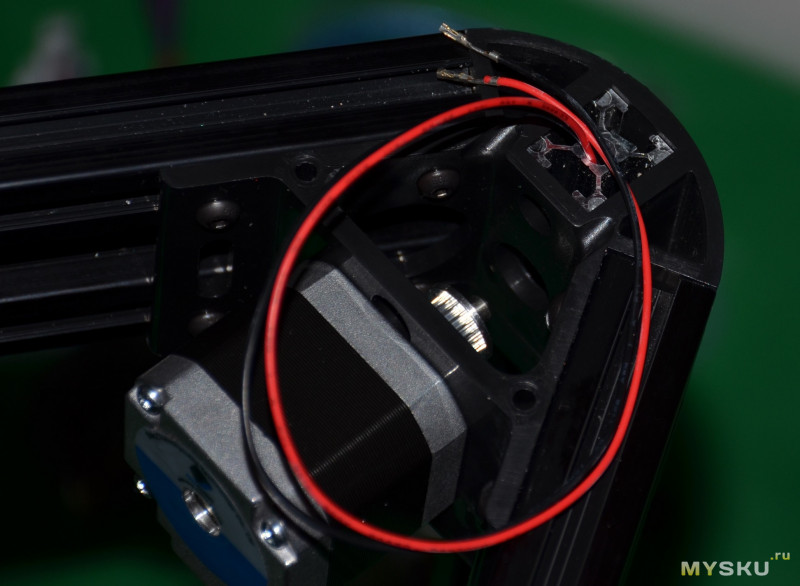
Провод БЕЗ КОННЕКТОРА продеваем во внутрь профиля
Выводим в отверстие под нижний уголок
И только после этого устанавливаем коннектор. Полярность можно не соблюдать, в механическом концевике это не так важно
Вот промежуточная сборка после 3 часов борьбы с принтером
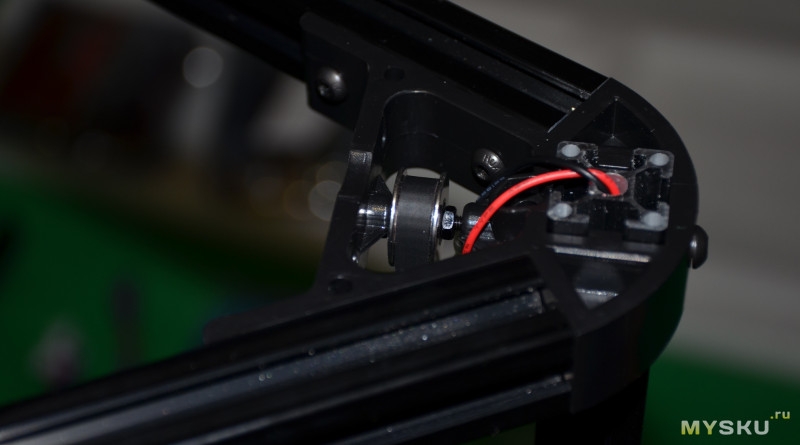
Ремни
Продеваем петельку в каретку, просовываем где надо ремень, закрепляем второй петелькой
Где надо — это приводная шестерня и обводной ролик
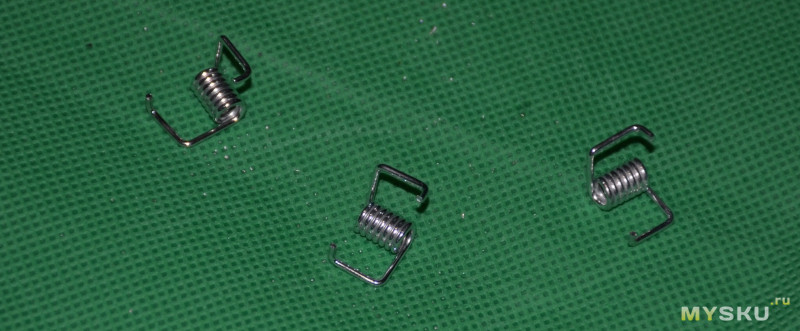
Можно установить пружинки
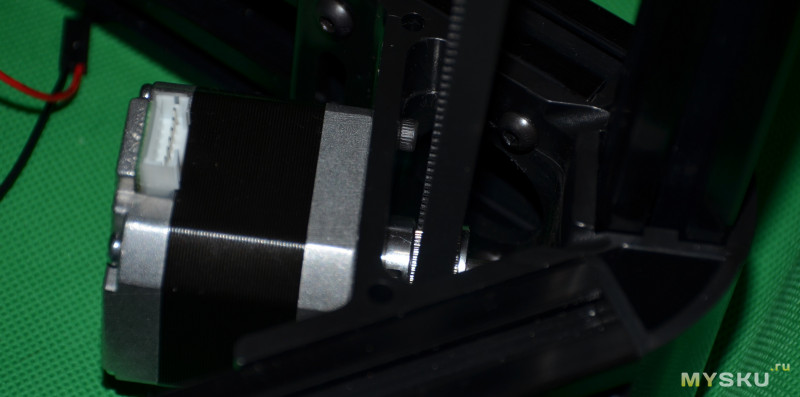
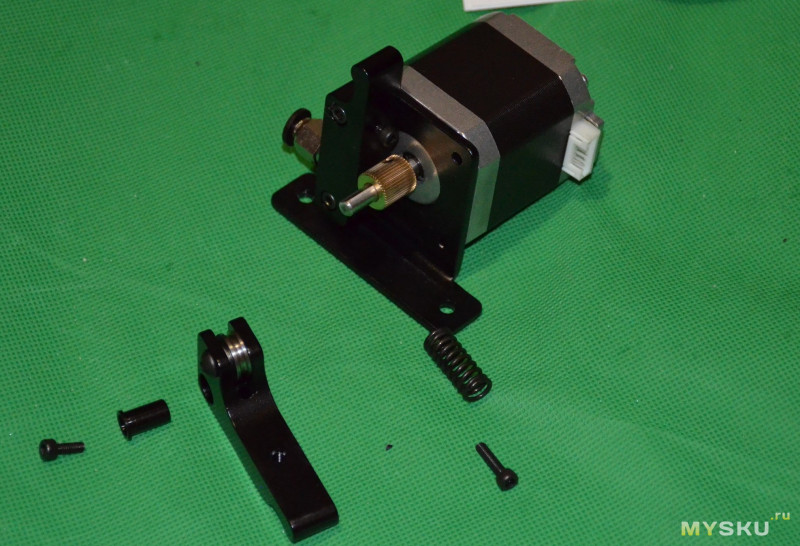
Собираем и устанавливаем экструдер
Расстояние вымерял — по толщине ключа №3.
Устанавливаем винты, подшипник
Механизм в сборе
Установить можно как на боковую стойку, так и на верх
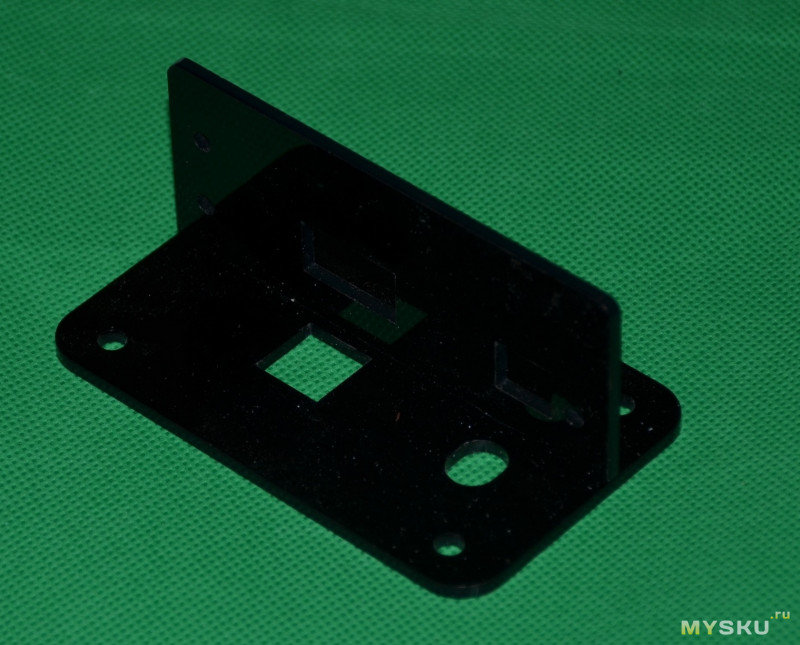
Крепежный акриловый уголок для установки на профиль
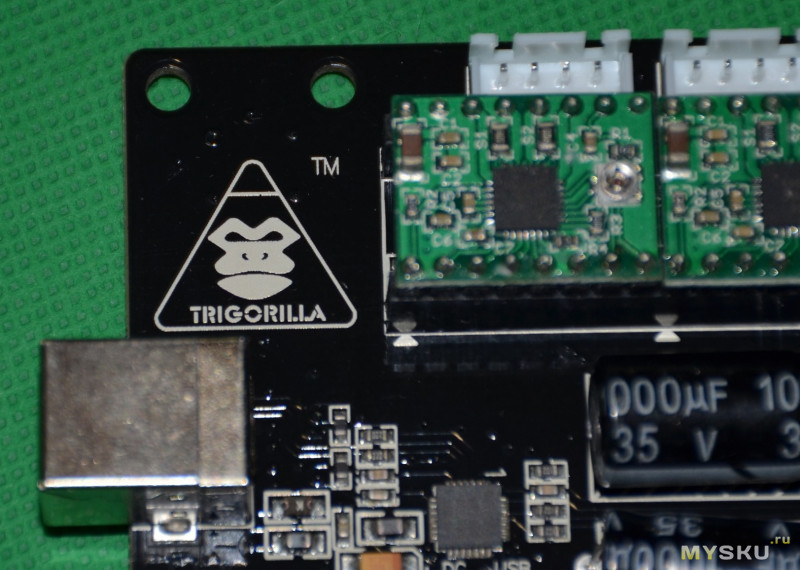
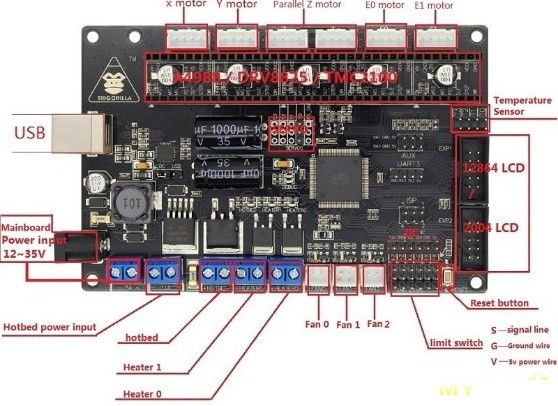
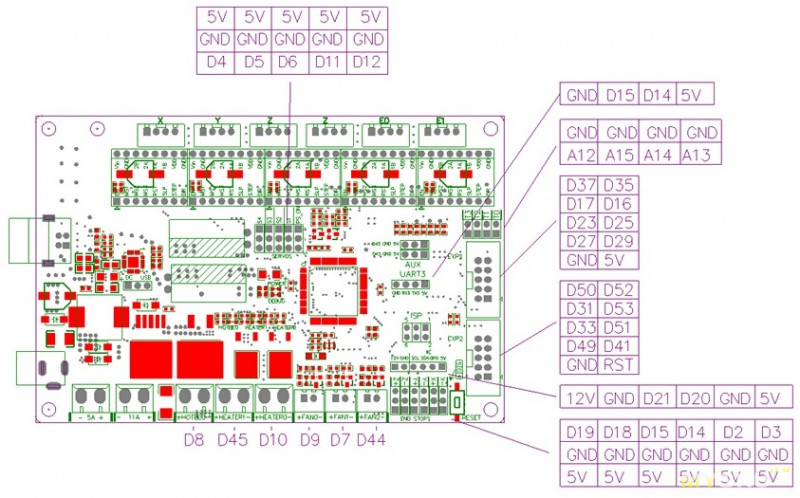
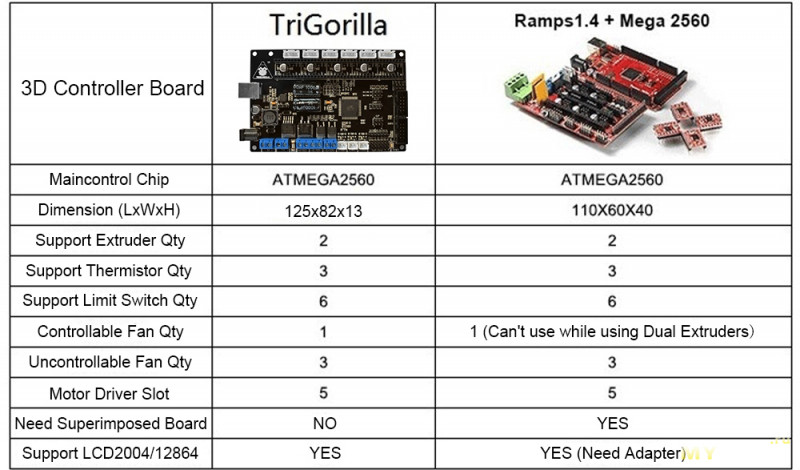
Плата Trigorilla
Представляет собой распаянный шилд типа RAMPS, но в отличие от других плат тут можно самостоятельно установить драйверы двигателей нужного типа (даже разные). Есть выход на 2 экструдера, а также на два мотора по Z
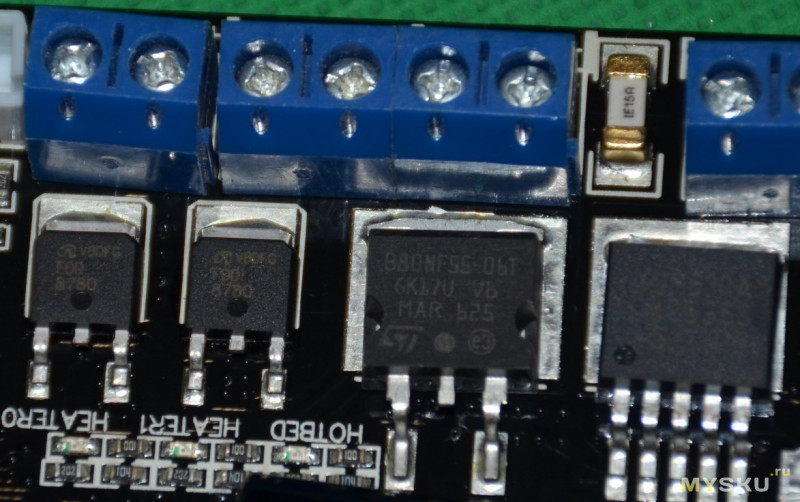
Силовые ключи
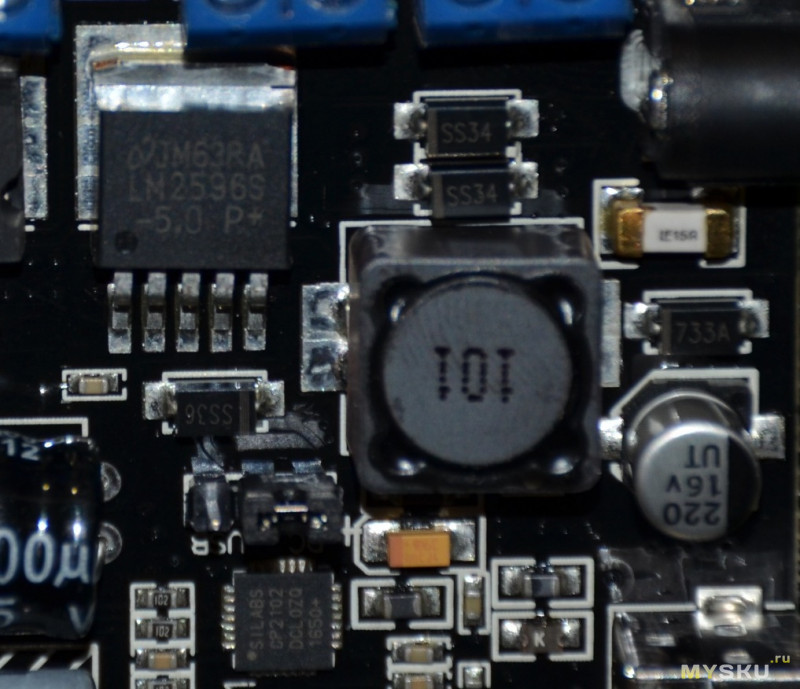
Стабилизатор питания
Логотип
Подписи драйверов. Фото до установки радиаторов
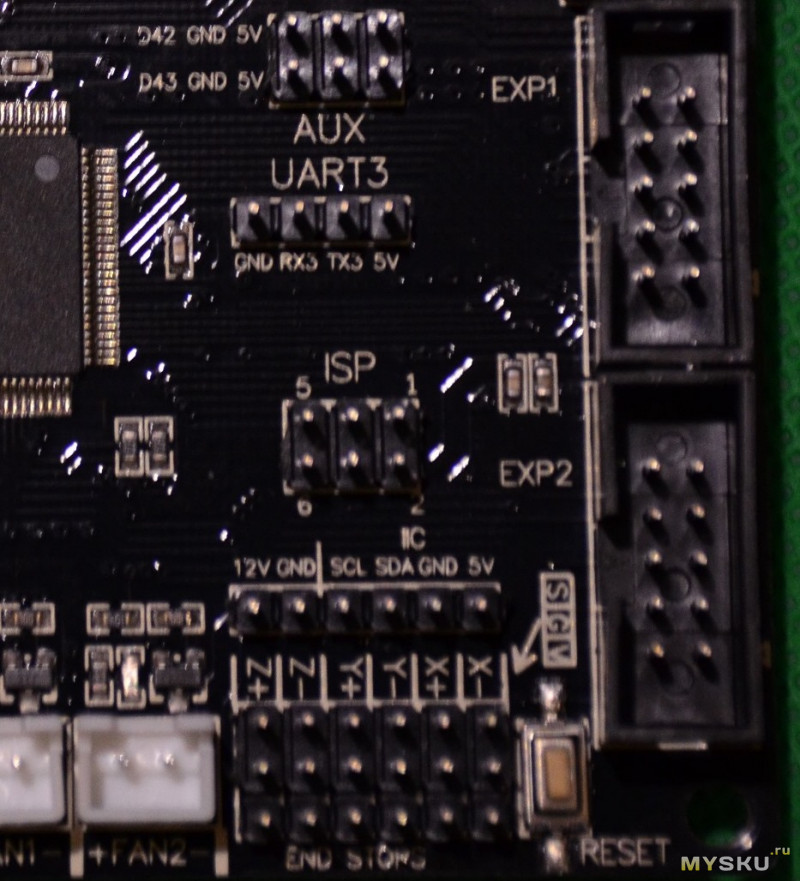
Разъемы расширения платы, AUX, Servo, UART, внутрисхемного программированимя и выход на дисплей EXP1/2
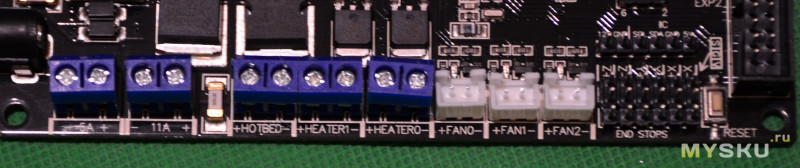
Силовые клеммники, вентиляторы и концевики. Все подписано
Установка платы в нижнюю часть принтера
Начинаем подключение согласно инструкции и подписям на плате
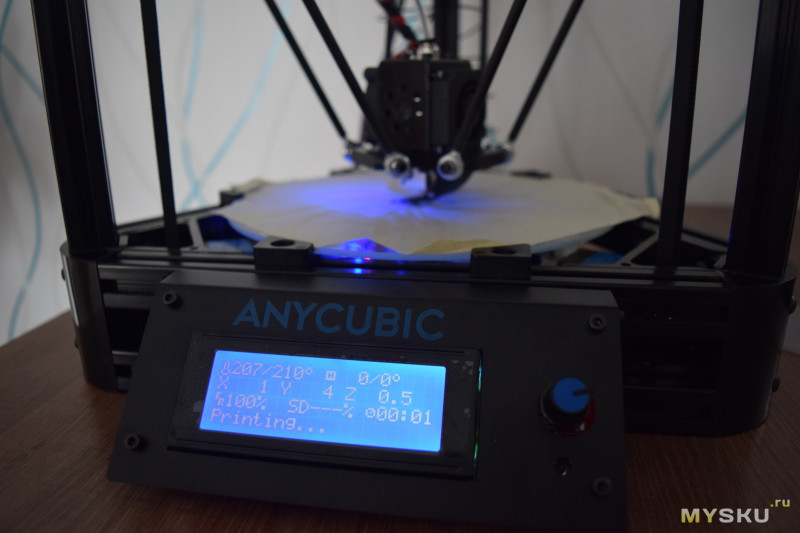
Дисплей
Далее нужно собрать дисплей: рамку, плату с дисплеем, шлейфы. Шлейфы слишком длинные (~70см). Переходник из комплекта дисплея не используется (он для RAMPS только)
Собранный дисплей крепится на профиль
Установка боросиликатного стекла (стола)
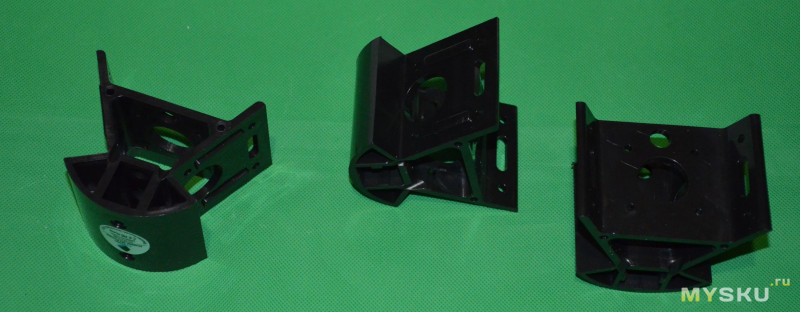
Фактически сводится к установке 6 держателей и наклейки адгезивного материала.
На фото пока 3 держателя. Наклейку для тестов не стал использовать, думаю после тестов наклею
В принципе все, можно включать и делать первые тесты.
Информация по настройке есть в инструкции Anycubic Kossel и на видео
Установку драйверов и прошивку пропущу, укажу на важное. Во первых, это выставление высоты при самом первом запуске
G28 — авто хоум
G1Z0 — опускание. Лучше делать постепенно G1Z50 ...G1Z20...G1Z10...G1Z-2....G1Z-5…
полученное нулевое значение (сопло уперлось в лист бумаги) записывается в прошивку (configuration.h) в параметр Manual_home_POS 300. У меня получилось POS 334.0.
Сохраняем и прошиваем.
Далее калибровка по 3 точкам
Делаем тоже самое в точках G1Z0Х0Y60, G1Z0Х52Y-30, G1Z0Х-52Y-30.
Гоняем до тех пор, пока не будет прижимать лист бумаги. Сила прижима регулируется винтом, который нажимает на концевик. Выкручиваем или закручиваем по чуть-чуть.
Если разница очень большая. можно двинуть вверх-вниз сам концевик соответствующей оси (грубая настройка).
Сначала печатал разные вещи маленького размера, чтобы проверить принтер. Потом начал что-то побольше. Опробовал несколько разных цветов пластика и разных производителей (PLA).
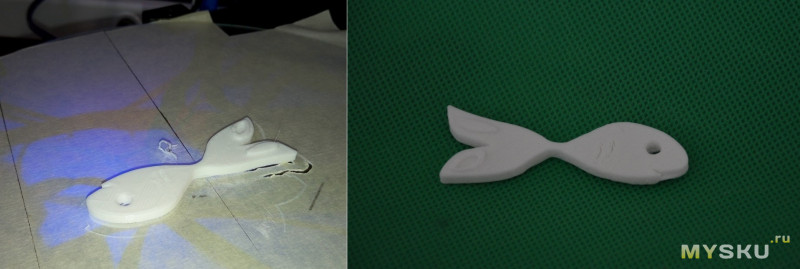
Маленькие рыбки для ребенка
пока печатал рыбок, успел подстроить ток на драйверах A4988, стоял маленький ток на экструдере. На рыбках по началу была сильная недоэкструзия (пропуск шагов).
Далее напечатал простую модель спиннера с заглушками на 608zz
Напечатал несколько штук, подарил соседским детям. Правда не обрабатывал пластик растворителем, так было бы еще лучше.
Видео печати. Если внимательно смотреть, видно, что до конца не откалибровал одну ось (чутка цепляет при перемещении).
Далее поправил калибровку и понеслось…
Супруге тоже досталось. Шпули для мулине были распечатаны в нескольких экземплярах и использованы по назначению
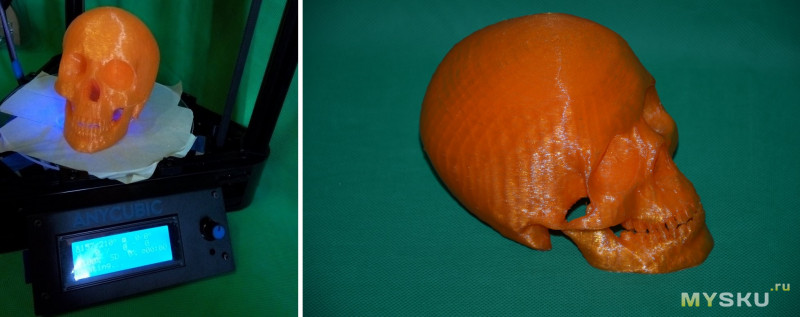
Более серьезная модель. Череп Йорика. Печатался чуть более 13 часов. Очень утомительное занятие.
Каретки для лазерного гравера
Игрушечный холодильник
Update Наверх ▲
Добавлю еще немного по итогам нескольких дней печати
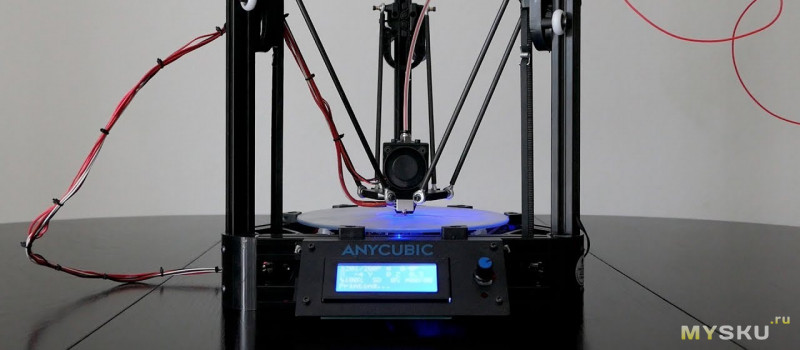
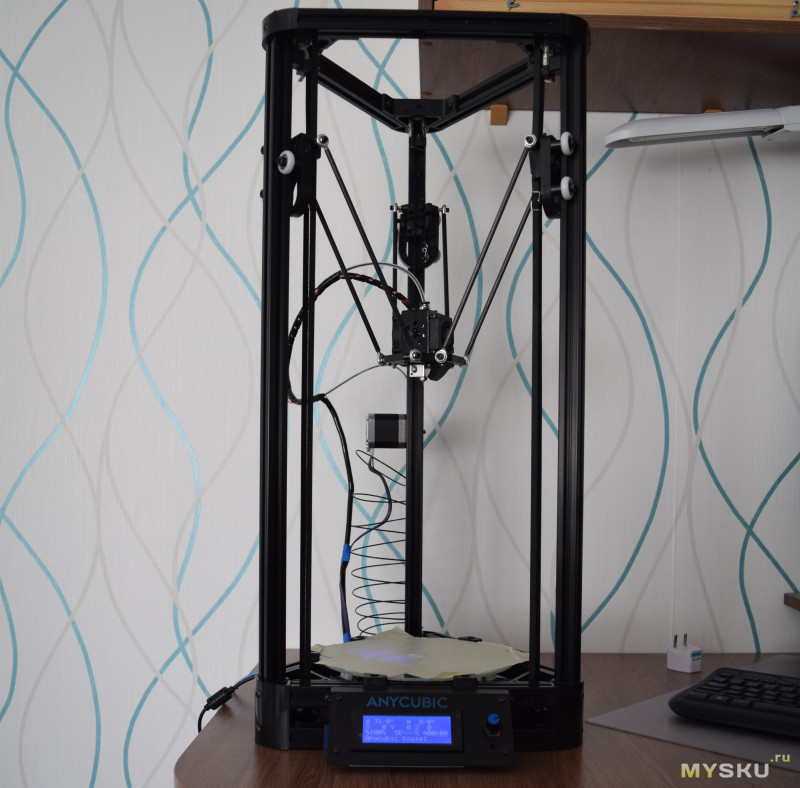
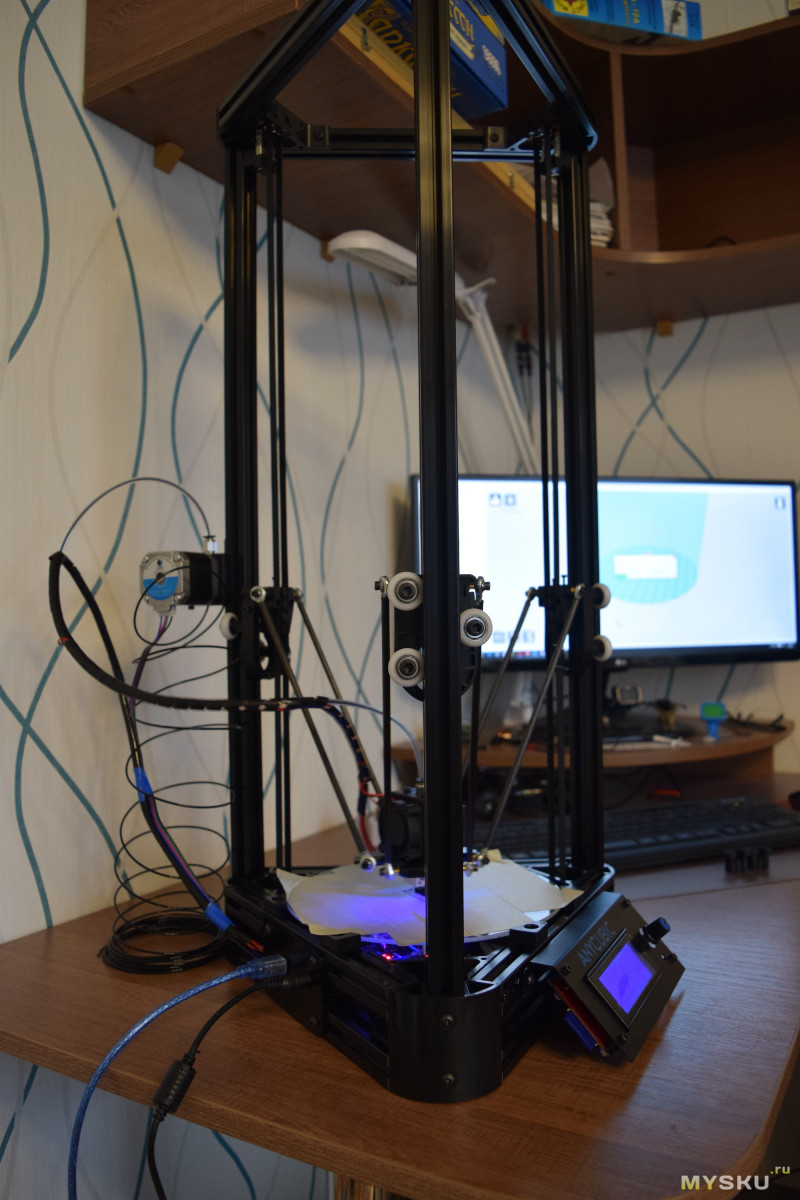
Фото принтера
Опробовал печать соплом 0,3 мм и 0,8 мм.
Маленькое может и чуть точнее, но боудену начинает сложнее проталкивать через меньший диаметр и получается принтер становится более критичен к калибровке. Чуть ушло — и экструдер пропускает шаги.
Сопло 0,8 показало хороший результат. Не так критично к калибровке, боудену полегче. Скорость печати возрастает а время печати уменьшается, если печатать слоем 0,3...0,4...0,5 мм. То есть печать и фактура детали крупнее. Если нужна деталь точнее, ничто не мешает печатать 0,1 мм.
Возможно выберу средний вариант, сопло 0,6 мм.
Принтер трудится вторую неделю, опробовал разные настройки и режимы печати (на фото выше видно, что детали получаются разные, покачественнее и не очень). Потратил 4 часа на сборку и 2 часа на настройку. Еще в процессе печати погонял различные настройки, подстроил ток на драйверах двигателей.
Отдельно хочу выделить следующее: не стоит требовать от принтера невозможного. Это принтер начального уровня, скорости печати должны быть невысокие (30...50 м/с). Можно и выше, если принтер хорошо настроен.
Принтер из коробки печатать не будет, если ему не настроить высоту и не сделать калибровку по трем точкам. Скорее всего, для получения большей точности придется делать более сложную калибровку.
Производитель не заложил (на текущий момент) способов автокалибровки, никаких скриптов или программ от Anycubic пока нет (уточнял у саппорта). Принтер в лотах называется как Anycubic Kossel Upgraded Pulley Version Unfinished 3D Printer, то есть принтер до сих пор в доработке. У меня были отличия в печатной инструкции с видео. Саппорт говорит делать акцент на видео, так как инструкция более старая.
Из минусов отмечу отсутствие более-менее удобного способа натяжения ремней. Пружинка сильно не способствует, скорее выбирает доступный люфт. Способ натяжки ремней через перемещение верхнего треугольника саппорт не признает (пропущенные шаги в инструкции).
Еще серьезный минус — очень слабая турбинка обдува модели. По совету саппорта заменил турбинку на более мощную 12В. Качество печати PLA пластиком выросло в разы))))
Если сравнивать с тем же Micromake D1, то отсутствует автоматическая калибровка.
Из плюсов отмечу грамотное оформление визуальных материалов (инструкция, видео, расфасовка деталей),
Качественные комплектующие (металлический эффектор, экструдер, плата Тригорилла).
Ну и низкую стоимость. Если собирать по отдельных запчастям, вряд ли получится дешевле. Этот комплект можно брать для последующей переделки и допилинга.
Принтер очень понравился. Я могу советовать его как первое знакомство с дельтой. Качество печати очень хорошее, особенно учитывая, что это ролики, а не рельсы. Соотношение цена/качество очень высокое.
Вот это обзорище! Только сейчас цена такая: $179.99 + $105.91 за доставку (или $285.9 с доставкой).
Хитрая фишка некоторых магазинов запихнуть половину стоимости товара в доставку.
Эта нормальная цена для этого принтера с подогреваемым столом и на рельсах. Тоже все собирался себе дельту прикупить, но решил что лишняя видяха для майнинга приносит куда больше ден средств, а работать при этом не надо )))
Уже много. При текущем курсе в районе 2600 за биток у меня в месяц выходит в районе 320. Это десяток ксеонов (криптонайт) и одной 1060 и вот недавно взял еще 1060. Из именно вложения 17500 рублей на вторую карту. но у меня бесплатная розетка и охлождение всего этого добра. У и вагон железа. Если вкладывать сейчас, то нет. Стоимость железа заоблачна, окупаемость будет долгая. Ибюо брать сейчас 3 гиговы видюхи нет смысла, только 6 гиговые, там ценник уже за 22-24 тысячи за штуку. Вот и считай.
Для меня это просто профит на ровном месте. Приносит — хорошо, не будут приносить — плохо, но я не расстроился. Ибо последнуюю видуху получается уже сейчас что я купил просто так.
Надо было сразу брать версию плюс на направляющих)
Я это понял только после того как начал печатать. В итоге докупил тяги и части рамы.
Только не понял, на первых фото есть адгезивная наклейка, а печать идет на скотче?
з.ы. Набор отличный. Только сразу углы на алюминиевые поменять и концевики оптические поставить.
Наклейки стоят 250р штука, а чтоб не скрести надо откалибровать сначала. Вчера откалибровал и по всему полю (200мм) идеально мажет первый слой.
Калибровать лучше по Escher Wizard.
Фотографии как раз с промежуточных настроек. Делал несколько итераций по настройке, между ними печатал пробные модели, маленькие. Так сразу видно, где косяк)
Наклейка помимо адгезии несет декоративную функцию: стекло просвечивает, видно провода и светодиоды
Боросиликатные стекла прочные, термостойкие и имеют малый коэффициент температурного расширения, то есть не деформируют деталь. Ну и технологично, китайская промышленность выпускает их массово для 3д принтеров
Оптические концевки — повторяемость выхода в ноль, от этого зависит повторяемость первого слоя.
Углы важны для жесткости конструкции. Чем выше модель тем сильнее сказывается недостаточная жесткость. Можно скорость печати и ускорения снизить, но увеличится время печати.
Ты же вроде умный парень. чего не взял сразу с подогревамым столом и на рельсах? Разница в цене не великая, а профит куда бодрее. Только надо сразу хотя бы одну каретку отдельно на рельсу прикупить, чтобы если что было с чего перебирать. Ибо как назло одна из 3 будет клинить )))
Pulley — ролики, фторопластовые на подшипниках
Linear — на китайских рельсах mgn ( или mgn9 или mgn12, длина рельсы примерно 450 мм, подшипники H, удлиненные). Это специальные линейные направляющие с каленым рельсом и кареткой с шарикоподшипниках
Linear plus — топовая версия на рельсах, с увеличенным размером печати
спасибо за обзор.
сам купил flsun большой с линейными направляющими. и сейчас мучаюсь.
1е сжег драйвер из за того что двигатель с экструдера поставил на направляющую
2е пока почему то перестала программа ардуино и репитерхост видеть саму плату.
Я собирал по вот этой теме roboforum.ru/forum107/topic15768.html и набивал свои шишки. Но у меня был уже собран принтер как тут обозревается.
Много инфо на 3dtoday.ru
Могу в личку на интересующие вопросы ответить и предостеречь от своих шишок)
да вопросов дофига, что точнее, простой или дельта, на сколько хороша эта точность, если допустим тяги будут из карбона отрезаны все будут на точном оборудовании? на сколько точно режет соберизавод? если скажем у меня вся конструкция до сотки будет одинакова? можно ли печатать микрослоями чтобы деталь получилась с самым шикарным качеством? Я так понимаю что пруток толкает шаговик, и по факту в центре паука только сопло с разогревом пластика?
как человек, перепробовавший 3 принтера, в том числе дельту, буду отговаривать от дельты. Не стоит она мучений по настройке. Чаще надо печатать длинные детали, а не высокие. Скорость тоже лучше снизить для хорошего качества. И тут получается, что с дельтой сплошной геморрой. на голову ничего не повесишь особо — места нет и она должна легкая оставаться. В случае какой-то ошибки при настройке, квадратный принтер трещит шаговиками, а дельта просто ломает свои карбоновые палки.
а почему у стола опора только с 1 стороны? или без второго винта не имеет смысла? Плюс как то не логично, две боковые рельсы вниз головой, а продольная рельса вверх головой, когда идеально было бы сделать на оборот?
стол консольный, потому что так намного дешевле. И этого достаточно.
Думаю, что этим рельсам всё равно в какой плоскости работать. Тем более, что нагрузок почти нет, они с большим запасом.
Я вчера такой же получил и собрал. На сборку ушло почти 8 часов. :) Еще не откалибровал. Заметил, что у меня на нескольких тягах в соединениях большой люфт (на глаз до 0.5мм). Вот думаю, можно на что-то заменить? Наткнулся в интернете на видео, где люди используют магнитные соединения. Никто не натыкался на такие в интернет магазинах?
Медные гильзы/проставки из комплекта внутрь отверстия в тягах не влазят да еще и встают немного криво. А люфт в самом шаровом соединении. Может мне такие кривые попались.
Я свой anycubic переделал на шаромагнитные соединения. Увеличилось рабочее поле и качество. В качестве поверхности рекомендую BuildTak — примерно, как та наклейка, что в комплекте идёт.
На эффекторе по центру между тяг крючки, а на каретках винт с шайбой. К крючкам пружина, к пружине леска, леска к каретке. На первой фотке видно, вроде.
Доработка не слишком сложная, но есть нюансы, конечно. Вкратце выглядит так:
1) Купил такой набор:
2)Нарисовал эффектор под «штатное» навесное:
3)Доработал (точнее полностью переделал) найденные на просторах stlfinder каретки:
В принципе все устраивает, но буду опять дорабатывать эффектор — надо посадочные магнитов сделать под углом к поверхности, иначе в предельных режимах печати возможно «отстегивание» эффектора. Ссылку на продавца первой картинки не дам — не понравились магниты своей разной геометрией и один шарик был без резьбы.
Если нужно подробнее — спрашивайте конкретно.
ЗЫ я больше читатель, чем писатель… а как картинки под спойлер прятать?
L200, как и штатные, но в прошивке нужно точное расстояние писать — надо измерять фактическое от центра до центра. Ссылок нет, я сам считал/рисовал/печатал/фрезеровал. Рисовал в солиде.
Пока решил проблему с помощью канцелярских резинок (6 штук из комплекта стягивали провода и еще что-то). Стянул ими тяги друг с другом и наверху и внизу. Сейчас жду пружины (в хозяйстве не нашел подходящих). Приедут — заменю резинки на них. А вообще, думаю в будущем надо менять на магниты.
первый принтер был Micromake D1 на роликах. Стол с подогревом, но комплектация тогда была без мощного БП, только на 6А. За один вечер собрал, во второй запустил. Благодаря автокалибровке печатает тут же на стоковой прошивке. Хоть с перекосом плоскости Z, но в пределах 2-3см от центра вполне терпимо. Легкие попытки поправить прошивку (точная длина тяг и прочая геометрия) почему-то привели к обратному эффекту. Главная проблема — линза, так и не победил. Вернулся на родную прошивку, благо в прилагаемой Cura она «вшита». Из полезных апгрейдов — утепление хотенда (ускорение нагрева в 1.5 раза) и стола (ускорение нагрева в 2 раза, без нагрева 110 градусов вообще не достигались, после — легко). Стол чуть поднял, распечатав подставки на нем же. Для питания использовал старый АТ блок питания на 250-300Вт, хватало даже на подогрев стола.
Следующим собирал Anycubic. Комплектация такая же (колеса и стол с подогревом). Сразу же бросилось в глаза то, что торцы профилей хуже обработаны, везде металлические опилки. В комплекте есть книжка, реально помогала, даже с наличием китайских видеоинструкций.
Вылезли минусы Anycubic: гораздо худшие каретки и ролики. Каретка гораздо тоньше, чем у микромейка, гнется при нагрузке. Ролики с круглым сечением, а металлические профили со ступенчатыми поверхностями, т.е. ролик катается по углу металла. При установке на рельсу каретка легко крутится (у микромейка ролики под 45 градусов и профили такие же, каретка четко стоит на профилях и нет ни малейшего люфта). Результат — микромейк может печатать гораздо быстрее, у кубика начинают плыть внешние грани.
Экструдер и эффектор у кубика металлические, как-то больше внушают доверия. К тому же у микромейка штанги вверху, а у кубика внизу, что вроде как должно несколько повысить жесткость конструкции и точность. Настройку кубика завершил только после продажи микромейка, поэтому весь процесс сборки сильно затянулся. Но печатает он в итоге точнее. Линзы нет сразу, остался только небольшой перекос плоскости Z примерно в 0.3мм, на который я пока забил (большинство деталей не более 5см в диаметре). Подогрев ставить пока не стал, PLA устраивает более чем (начитался про вонь ABS, а принтер в жилой комнате).
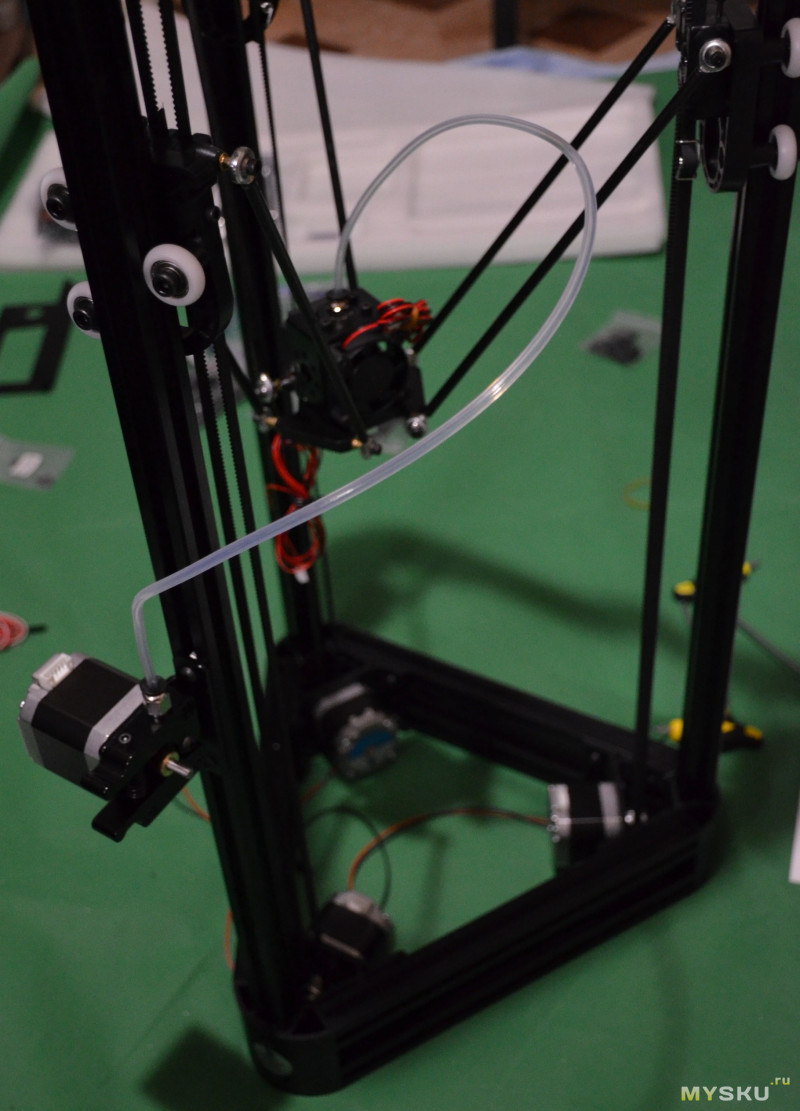
Еще из минусов кубика — вместо тефлоновой трубки в комплекте идет прозрачная из чего-то типа полиэтилена. Гораздо менее скользкая, в результате при максимальном изгибе (минимальные значения Z и головка близко к экструдеру) наблюдаются пропуски шаговика экструдера. Жду тефлоновую трубку, стоит копейки.
Но захотелось печатать широкие детали (и плоские для корпусов), поэтому заказал «дрыгостол» :)
В настоящее время доделываю клон Prusa от Tronxy (подобие А8). Эта сборка заняла у меня уже 2 месяца: пластиковые детали напечатанные с явным отлипанием от стола, т.е. выгнутые. Отсюда отсутствие параллельности проходящих через них направляющих. Дырки в акриле где-то как раз, а где-то больше нормы, валы болтаются. В результате печатал кучу деталей на замену и сразу на апгрейд (печатал на кубике из PLA). Собрал механику — оказалась трубка боудена короче нужной длины раза в 1.5, поэтому первая пришедшая трубка вместо кубика ушла сюда. Собрав до конца механику обнаружил, что на плате глючный конвертор FTDI (не левый с битыми ID), а вообще с левыми ID. Никакие шаманства с дровами и попытками перешить его не помогли, временно припаял распотрошенный USB-UART переходник на ch340. Плата упорно не шьется через порт (известная проблема с платами Melzi), пришлось шить через ISP. Чувствую, что четвертый принтер я буду собирать уже годами :)
Спасибо что обратили внимание на трубку, я сразу как то и не сравнил их. Если честно, я бы эффектор от микромейк установил бы на Anycubic — из-за автокалибровки.
были уже планы по переводу этой калибровки на тензодатчики (которые уже 3 месяца едут), но принтер ушел к новому владельцу. По скромному опыту на кубике (около 1кг пластика) эта калибровка в повседневной жизни и не нужна. Даже после того, как возил принтер на работу и обратно и учитывая, что стекло у меня крепится плотно, но вынимается для снятия детали.
Кстати, начинал печатать тоже на бумажном скотче и клее-карандаше (нужно выбирать без воды, иначе скотч начинает разбухать и коробиться), потом пробовал и ПВА и лак для волос… ПВА вполне успешно, но хорошо отдирается с деталью. Лак для волос не дал такого прилипания (и его надо нанести миллион слоев). Но самый лучший вариант для себя — это столярный клей «Секунда» (приплюснутый тюбик примерно 100г). Как нанес на стекло 2 месяца назад, так до сих пор держится. Отдирая крупные (от 5см) детали каждый раз боюсь, что сломаю стекло. На ютубе еще видел вариант разведенного БФ-2, пока не пробовал.
Я использую клеевой карандаш ЭрихКраузе.
Наношу на чистое стекло. Просто помазюкал в районе, где будет модель и все.
Держит отлично, иногда приходится чем-нибудь тяжеленьким сбоку трахнуть, чтобы отскочила, потому как ножом или штапелем отодрать бывает нереально — можно стол свернуть…
А для особо ответственных случаев — раствор ПВА-Люкс. Держит мертво, частенько даже приходится снимать стекло и держать под горячей водой, а в особо тяжелых случаях — и класть в морозилку после этого…
Кстати, у меня тут камрад хочет к своей тригорилле присобачить датчик автоуровня. Вы не подскажете, куда его там подключать?
А то у меня Micromake и плата совсем даже другая…
К сенсору по Z. Если серво/bltouch — там отдельный выход на плате есть типа aux и servo.
Официально саппорт сказал что пока не готов эникубик к автоуровню
Я очень долго мучился с pla и наклейкой на стол из комплекта кубика. Потом попробовал карандаш каляка-маляка и очень удивился результату. PLA липнет отлично на холодном столе. Также купил эрик-краузе, но еще не пробовал.
На мой взгляд, автокалибровка дельты такого размера не имеет особого смысла, особенно, если используются рельсы, а не колеса. Достаточно один раз откалибровать и получать вполне стабильные результаты. Сборка при этом, конечно, должна быть на высоком уровне.
Я себе на кубике настроил последний Марлин (1.1.3). Там уже есть и встроенная калибровка дельты и калибровка стола. Сначала использовал калибровку стола — разброс высот при измерениях был больше 1мм с разных сторон. Калибровка вроде помогала — печаталось более или менее. Потом включил в прошивке калибровку дельты — со второй итерации разброс высот по всему столу упал до 0.1-0.2мм. Его убрал с помощью калибровки стола. Сейчас вообще печатает отлично.
Шеф, как вы умудрились засунуть плату между профилями??? оО У меня она тупо не входит — пришлось одну микруху из панельки выковырять, иначе не получалось вставить плату. И наверняка у вас была та же проблема, что у меня — при прикручивании платы к Т-образному профилю выясняется что ножки с одной стороны (где 1 винт) не мешают, а вот с другой стороны, где два винта — они хорошо так упираются в акрил, миллиметра на 2. Полностью прикрученная плата выглядит очень криво, и похоже именно из-за этого не входит между профилями. (( upd. А, всё, понял! На видео платки с микрухами устанавливаются после просовывания основной платы, а у меня они в сборе приехали. Так у вас этой проблемы не было или все вынимали?
1) вынимал. Это драйверы А4988. Вы на них не забыли ток настроить?
2) попробуйте подложить со стороны где упираются в акрилл шайбу или гайку. Тогда будет «прослойка» на ваши 2 мм.
Лучше напечатать новое улучшенное крепление для платы первый вариант
Ток настроить — даже не пытался, побоялся в схему лезть руками и ногами. (( А чем это чревато, если не настроить?
Пока не могу печатать такие крупные детали — столкнулся с проблемами.
1-я — конечно прилипание. Тестовое колечко еще печатает, а вот тестовый кубик уже нет, он успевает отлипнуть где-то посредине печати. Сегодня уже купил карандаш Краузе, попробовал с ним печатать тестовую клетку с птичкой — она прилипла, но…
2-я — сбивание головки. Печатает несколько слоев (выставил уже минимальную скорость — 20, и 80 скорость порожняка, чтобы не дергался так сильно и не срывался), потом сдвигает головку в сторону на 5-10 мм и продолжает печать за пределами детали. Насколько я понимаю — то ли проскальзывает что-то во время сдвига, что смещает головку, то ли наоборот, что-то где-то застревает. Пока не врубаюсь что это может быть. Примерно 1 см «клетки-с-птичкой» напечатал и опять сдвинулся. (( Пошел его после этого калибровать и…
3-я проблема — при попытке калибровки в Pronterface — часто и надолго теряет принтер. Запускаю программу, нажимаю Connect, он пишет «Connecting...» и вешает принтер (на табло перестают моргать XYZ). Пробовал в разном порядке — и с перезагрузкой принтера. и с перезагрузкой программы, иногда помогает, иногда нет. Вот сейчас опять в это уперся — перезагрузка компа тоже не помогает. Винда — семка.
Спасибо за ответы. Личка не рулит, потому что индексируются и ищутся потом ответы только в форуме, а у народа могут возникнуть те же проблемы.
Насколько мог, сильнее натянул ремни, еле впихал пружинки (с опасением, что ремни порвутся), ток на двигаетлях задрал на максимум — проблема сбивания головки исчезла.
С подключением — косяк именно пронтера, потому что теперь я обхожу это единственным найденным методом: Кура принтер не теряет. Запускаем Куру, нажимаем Печать, дожидаемся пока в открывшемся окне становится активной кнопка «печать» — значит Кура с принтером соединилась (а она всегда соединяется), после этого открываем Пронтер и нажимаем «Соединиться» — 100%-е срабатывание.
Турбинка. Китаянка из Кубика мне ответила — «4010 12 В», но это какой-то стеб, потому что турбинка, которая идёт в DIY — именно 4010 12 В (40х40, толщина 10) — это не мощность, это ее размеры и вольтаж. И «любая» будет точно такая же по мощности, как и та что в комплекте — на Али у движков нигде нет ни тока, ни мощности — только вольтаж, а это ни о чем не говорит. Вопрос остается открытым — где взять более мощную.
Вообще впору уже писать свою статью по моим мытарствам с дельтой, потому что в открытых источниках некоторые ответы я так и не нашел, а по комментам искать — это неклассифицируемый кошмар. ((
Померял. Было 0.76 / 0.76 / 0.79 / 0.80 В, подкрутил до 0.96 / 0.96 / 0.96 / 0.96 В — всё правильно, или уменьшить до среднего, 0.92?
Кстати, 4-я проблема — у сопла вся морда в соплях. А прилагался только чёрный фил, другого у меня нет, чёрные сопли хорошо видны. Вы их чем отдираете/оттираете? Или так и висят?
И еще просьба — на более мощную турбинку, которую вам китаец посоветовал, ссылку не кинете? А то похоже у меня тоже плохо застывают слои.
Много вопросов) попробую в личку ответить.
Ток выставляется согласно инструкции и параметрам двигателей
Сопли вытирать надо, еще лучше проверить температуру печати, возможно перегрев. Турбинка любая на 12в, стоит около $2-3
Собираю такой принтер. Заметил, что центр ремня на шкиве мотора и верхнего ролика не совпадает с кареткой. Другими словами, каретка стоит намного дальше от профиля чем шкив мотора. Разница миллиметров 5.
Шкив мотора и верхний ролик максимально отодвинуты от профиля, на каретке это расстояние не регулируется.
Что делать? Может укоротить стойки к которым крепятся ролики на каретке?
Ещё вопрос, как регулировать давление роликов в каретке? Там даже при небольшом зажатии одиночный ролик перекашивается, т.к. конструкция каретки хилая.
Начал печатать. Подточил выступы на каретке к которым примыкает ролик на 2мм, теперь ремень ходит ровно. Плюс это дало увеличение площади печати (на 2мм радиус). Всего я намерил 173 мм, где там может быть 180 — не понятно?
Каретки очень хилые, они даже деформируются если «рука» становится в максимально горизонтальное положение, из-за этого не возможно настроить оппозитные точки, они всегда будут выше.
Ещё ролики кривоваты — овалят, самые кривые ставил вниз, чтобы меньше влияло.
на днях получил такой же принтер
возник вопрос: принтер печатает модель по размерам больше чем по проекту. 20*20*10 кубик получился примерно 21*21*10. По мануалу написано поменять значение DELTA-DIAGoNAL_ROD, по умолчанию стоит 217. Менял значения но толку нет… Пришлось в куре менять масштаб модели
Кто сталкивался с этим?



































































Хитрая фишка некоторых магазинов запихнуть половину стоимости товара в доставку.
Для меня это просто профит на ровном месте. Приносит — хорошо, не будут приносить — плохо, но я не расстроился. Ибо последнуюю видуху получается уже сейчас что я купил просто так.
Я это понял только после того как начал печатать. В итоге докупил тяги и части рамы.
Только не понял, на первых фото есть адгезивная наклейка, а печать идет на скотче?
з.ы. Набор отличный. Только сразу углы на алюминиевые поменять и концевики оптические поставить.
Наклейку берегу пока, так как пока настраивал скреб по стеклу часто) и так липнет отлично.
Калибровать лучше по Escher Wizard.
www.youtube.com/watch?v=6LCaiHTgEyc
escher3d.com/pages/wizards/wizarddelta.php
Наклейка помимо адгезии несет декоративную функцию: стекло просвечивает, видно провода и светодиоды
Углы важны для жесткости конструкции. Чем выше модель тем сильнее сказывается недостаточная жесткость. Можно скорость печати и ускорения снизить, но увеличится время печати.
Увлекательно и Познавательно.
Ха, походу придётся покупать новую мышь))))
УГуу!))
Linear — на китайских рельсах mgn ( или mgn9 или mgn12, длина рельсы примерно 450 мм, подшипники H, удлиненные). Это специальные линейные направляющие с каленым рельсом и кареткой с шарикоподшипниках
Linear plus — топовая версия на рельсах, с увеличенным размером печати
сам купил flsun большой с линейными направляющими. и сейчас мучаюсь.
1е сжег драйвер из за того что двигатель с экструдера поставил на направляющую
2е пока почему то перестала программа ардуино и репитерхост видеть саму плату.
Много инфо на 3dtoday.ru
Могу в личку на интересующие вопросы ответить и предостеречь от своих шишок)
Сейчас буду такой собирать.
Думаю, что этим рельсам всё равно в какой плоскости работать. Тем более, что нагрузок почти нет, они с большим запасом.
Пожалейте беззащитных земноводных!
Каретки — пластик, экструзия.
Эффектор — металл, штамповка.
ABS, sbs можно печатать, нужно будет позаботиться об адгезии и о сквозняках
Можно и другими типами. Мягкие скорее всего не пойдут для боудена (flex, rubber)
Кстати у них в каталоге есть еще 3D принтер Аnycubic, не дельтабот
Anycubic I3 MEGA $359.99
Полностью металлическая рама и сенсорный экран.
Доставка 15кг просто не выговорить…
Еще интересный вариант, Anet A8
$159.99
Я вот пока откладываю денюжку на Anet A8. Тоже хочу в хозяйстве 3D принтер иметь.
Там медные проставки есть, люфт уменьшают
Медные гильзы/проставки из комплекта внутрь отверстия в тягах не влазят да еще и встают немного криво. А люфт в самом шаровом соединении. Может мне такие кривые попались.
И давно хотел спросить, как ставить и как выбирать пружинки для растяжки тяг. У вас на фото их видно. Где почитать про это?
Остальное чуть ниже.
Спасибо.
1) Купил такой набор:
2)Нарисовал эффектор под «штатное» навесное:
3)Доработал (точнее полностью переделал) найденные на просторах stlfinder каретки:
В принципе все устраивает, но буду опять дорабатывать эффектор — надо посадочные магнитов сделать под углом к поверхности, иначе в предельных режимах печати возможно «отстегивание» эффектора. Ссылку на продавца первой картинки не дам — не понравились магниты своей разной геометрией и один шарик был без резьбы.
Если нужно подробнее — спрашивайте конкретно.
ЗЫ я больше читатель, чем писатель… а как картинки под спойлер прятать?
Если можно, дайте ссылки на модели для печати, очень хочется попробовать
Следующим собирал Anycubic. Комплектация такая же (колеса и стол с подогревом). Сразу же бросилось в глаза то, что торцы профилей хуже обработаны, везде металлические опилки. В комплекте есть книжка, реально помогала, даже с наличием китайских видеоинструкций.
Вылезли минусы Anycubic: гораздо худшие каретки и ролики. Каретка гораздо тоньше, чем у микромейка, гнется при нагрузке. Ролики с круглым сечением, а металлические профили со ступенчатыми поверхностями, т.е. ролик катается по углу металла. При установке на рельсу каретка легко крутится (у микромейка ролики под 45 градусов и профили такие же, каретка четко стоит на профилях и нет ни малейшего люфта). Результат — микромейк может печатать гораздо быстрее, у кубика начинают плыть внешние грани.
Экструдер и эффектор у кубика металлические, как-то больше внушают доверия. К тому же у микромейка штанги вверху, а у кубика внизу, что вроде как должно несколько повысить жесткость конструкции и точность. Настройку кубика завершил только после продажи микромейка, поэтому весь процесс сборки сильно затянулся. Но печатает он в итоге точнее. Линзы нет сразу, остался только небольшой перекос плоскости Z примерно в 0.3мм, на который я пока забил (большинство деталей не более 5см в диаметре). Подогрев ставить пока не стал, PLA устраивает более чем (начитался про вонь ABS, а принтер в жилой комнате).
Еще из минусов кубика — вместо тефлоновой трубки в комплекте идет прозрачная из чего-то типа полиэтилена. Гораздо менее скользкая, в результате при максимальном изгибе (минимальные значения Z и головка близко к экструдеру) наблюдаются пропуски шаговика экструдера. Жду тефлоновую трубку, стоит копейки.
Но захотелось печатать широкие детали (и плоские для корпусов), поэтому заказал «дрыгостол» :)
В настоящее время доделываю клон Prusa от Tronxy (подобие А8). Эта сборка заняла у меня уже 2 месяца: пластиковые детали напечатанные с явным отлипанием от стола, т.е. выгнутые. Отсюда отсутствие параллельности проходящих через них направляющих. Дырки в акриле где-то как раз, а где-то больше нормы, валы болтаются. В результате печатал кучу деталей на замену и сразу на апгрейд (печатал на кубике из PLA). Собрал механику — оказалась трубка боудена короче нужной длины раза в 1.5, поэтому первая пришедшая трубка вместо кубика ушла сюда. Собрав до конца механику обнаружил, что на плате глючный конвертор FTDI (не левый с битыми ID), а вообще с левыми ID. Никакие шаманства с дровами и попытками перешить его не помогли, временно припаял распотрошенный USB-UART переходник на ch340. Плата упорно не шьется через порт (известная проблема с платами Melzi), пришлось шить через ISP. Чувствую, что четвертый принтер я буду собирать уже годами :)
Спасибо что обратили внимание на трубку, я сразу как то и не сравнил их. Если честно, я бы эффектор от микромейк установил бы на Anycubic — из-за автокалибровки.
Кстати, начинал печатать тоже на бумажном скотче и клее-карандаше (нужно выбирать без воды, иначе скотч начинает разбухать и коробиться), потом пробовал и ПВА и лак для волос… ПВА вполне успешно, но хорошо отдирается с деталью. Лак для волос не дал такого прилипания (и его надо нанести миллион слоев). Но самый лучший вариант для себя — это столярный клей «Секунда» (приплюснутый тюбик примерно 100г). Как нанес на стекло 2 месяца назад, так до сих пор держится. Отдирая крупные (от 5см) детали каждый раз боюсь, что сломаю стекло. На ютубе еще видел вариант разведенного БФ-2, пока не пробовал.
Наношу на чистое стекло. Просто помазюкал в районе, где будет модель и все.
Держит отлично, иногда приходится чем-нибудь тяжеленьким сбоку трахнуть, чтобы отскочила, потому как ножом или штапелем отодрать бывает нереально — можно стол свернуть…
А для особо ответственных случаев — раствор ПВА-Люкс. Держит мертво, частенько даже приходится снимать стекло и держать под горячей водой, а в особо тяжелых случаях — и класть в морозилку после этого…
Кстати, у меня тут камрад хочет к своей тригорилле присобачить датчик автоуровня. Вы не подскажете, куда его там подключать?
А то у меня Micromake и плата совсем даже другая…
Официально саппорт сказал что пока не готов эникубик к автоуровню
А при замене стекла?
А при замене сопла?
Да то же растяжение ремней уводит калибровку напрочь…
2) попробуйте подложить со стороны где упираются в акрилл шайбу или гайку. Тогда будет «прослойка» на ваши 2 мм.
Лучше напечатать новое улучшенное крепление для платы
первый вариант
второй вариант
третий вариант
Пока не могу печатать такие крупные детали — столкнулся с проблемами.
1-я — конечно прилипание. Тестовое колечко еще печатает, а вот тестовый кубик уже нет, он успевает отлипнуть где-то посредине печати. Сегодня уже купил карандаш Краузе, попробовал с ним печатать тестовую клетку с птичкой — она прилипла, но…
2-я — сбивание головки. Печатает несколько слоев (выставил уже минимальную скорость — 20, и 80 скорость порожняка, чтобы не дергался так сильно и не срывался), потом сдвигает головку в сторону на 5-10 мм и продолжает печать за пределами детали. Насколько я понимаю — то ли проскальзывает что-то во время сдвига, что смещает головку, то ли наоборот, что-то где-то застревает. Пока не врубаюсь что это может быть. Примерно 1 см «клетки-с-птичкой» напечатал и опять сдвинулся. (( Пошел его после этого калибровать и…
3-я проблема — при попытке калибровки в Pronterface — часто и надолго теряет принтер. Запускаю программу, нажимаю Connect, он пишет «Connecting...» и вешает принтер (на табло перестают моргать XYZ). Пробовал в разном порядке — и с перезагрузкой принтера. и с перезагрузкой программы, иногда помогает, иногда нет. Вот сейчас опять в это уперся — перезагрузка компа тоже не помогает. Винда — семка.
Смотрите может ремень проскакивает или проворачивается шкив
С подключением влияет длина кабеля, попробуйте на другом компьютере.
Возможно косяк платы, бывает и такое
Насколько мог, сильнее натянул ремни, еле впихал пружинки (с опасением, что ремни порвутся), ток на двигаетлях задрал на максимум — проблема сбивания головки исчезла.
С подключением — косяк именно пронтера, потому что теперь я обхожу это единственным найденным методом: Кура принтер не теряет. Запускаем Куру, нажимаем Печать, дожидаемся пока в открывшемся окне становится активной кнопка «печать» — значит Кура с принтером соединилась (а она всегда соединяется), после этого открываем Пронтер и нажимаем «Соединиться» — 100%-е срабатывание.
Турбинка. Китаянка из Кубика мне ответила — «4010 12 В», но это какой-то стеб, потому что турбинка, которая идёт в DIY — именно 4010 12 В (40х40, толщина 10) — это не мощность, это ее размеры и вольтаж. И «любая» будет точно такая же по мощности, как и та что в комплекте — на Али у движков нигде нет ни тока, ни мощности — только вольтаж, а это ни о чем не говорит. Вопрос остается открытым — где взять более мощную.
Вообще впору уже писать свою статью по моим мытарствам с дельтой, потому что в открытых источниках некоторые ответы я так и не нашел, а по комментам искать — это неклассифицируемый кошмар. ((
Кстати, 4-я проблема — у сопла вся морда в соплях. А прилагался только чёрный фил, другого у меня нет, чёрные сопли хорошо видны. Вы их чем отдираете/оттираете? Или так и висят?
И еще просьба — на более мощную турбинку, которую вам китаец посоветовал, ссылку не кинете? А то похоже у меня тоже плохо застывают слои.
Ток выставляется согласно инструкции и параметрам двигателей
Сопли вытирать надо, еще лучше проверить температуру печати, возможно перегрев.
Турбинка любая на 12в, стоит около $2-3
Шкив мотора и верхний ролик максимально отодвинуты от профиля, на каретке это расстояние не регулируется.
Что делать? Может укоротить стойки к которым крепятся ролики на каретке?
Ещё вопрос, как регулировать давление роликов в каретке? Там даже при небольшом зажатии одиночный ролик перекашивается, т.к. конструкция каретки хилая.
По поводу ремней есть такая тема, лучше чтобы было все на одном расстоянии. Если укоротите — напишите с фото, я добавлю в обзор
Каретки очень хилые, они даже деформируются если «рука» становится в максимально горизонтальное положение, из-за этого не возможно настроить оппозитные точки, они всегда будут выше.
Ещё ролики кривоваты — овалят, самые кривые ставил вниз, чтобы меньше влияло.
возник вопрос: принтер печатает модель по размерам больше чем по проекту. 20*20*10 кубик получился примерно 21*21*10. По мануалу написано поменять значение DELTA-DIAGoNAL_ROD, по умолчанию стоит 217. Менял значения но толку нет… Пришлось в куре менять масштаб модели
Кто сталкивался с этим?