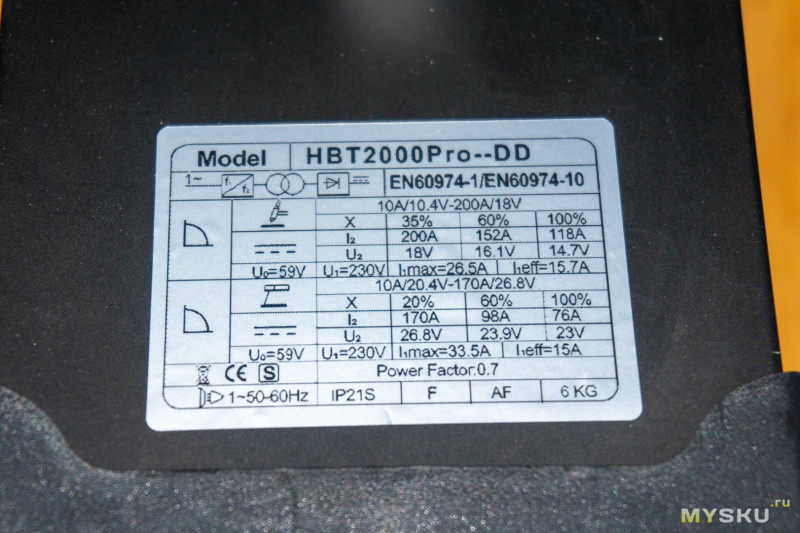
Ну вот пришла очередь попробовать в деле и аргонодуговую сварку. Многие пугали, что полуавтомат сложнее ММА, в итоге лично мне он показался гораздо проще в освоении, к TIG советовали даже не подходить, т.к. тут навыки оттачивать нужно долго и дорого, но когда нас это останавливало. Данная модель в режиме TIG имеет предел тока 200А, ПН при этом составляет 35%(100% при 118А), в ММА максимальный ток 170А с ПН 20%(100% при 76А). Для настройки используется циклограмма из 8 пунктов, имеется режим DC Pulse, 2Т/4Т, Spot, поджиг HF(бесконтактный). Подробнее под катом.
Характеристики
Производитель: HZXVOGEN Технология: Mosfet Напряжение питания: 220В ±15% Частота: 50/60 Гц Максимальная нагрузка: 43.6/28A Диапазон силы тока в режиме ММА: 10-170A Диапазон силы тока в режиме TIG: 10-200A Рабочий цикл: 200A 35%, 152А 60%, 118А 100% Тип розжига: Высокочастотный, бесконтактный Эффективность: 80% Коэффициент мощности: 0.73 Класс изоляции: F Класс защиты корпуса: IP21 Размер: 400х150х180мм Вес в сборе: 11 кг
Распаковка и внешний вид
Приходит в картонной коробке
Внутри она разделена на две секции, в верхней размещены комплектующие, под перегородкой сам аппарат
Вместо пенопласта используют пакет с воздушными вставками
Корпус небольшой
Характеристики наклеены на видном месте в верхней части
Сзади расположен кабель питания, кнопка выключения, трубка подачи газа, имеется наклейка с серийным номером, чуть ниже за пластиковыми решетками спрятан 100мм вентилятор, направлен на вдув, дефлекторы наклонены вниз
На лицевой стороне находится циклограмма для подробной настройки процесса сварки, для управления используются несколько кнопок и энкодер, в самом низу разместили коннекторы для подключения силовой части, а так же разъемы для канала подачи газа и электроники горелки
Провода толстые, на питание идет кабель с тремя проводами по 4мм2 каждый
Провода массы и электрододержателя по 25мм2, толще я пока не встречал
Трубка подачи газа армированная, диаметр 8х12мм, в комплекте имеется пара металлических хомутов
Горелка в отдельном запаянном пакете
Длина рукава 4 метра, довольно гибкий, рукоять удобная
В верхней части есть несколько элементов управления, отвечающих за пуск, продувку газа и корректировку тока
При желании можно снять заглушку без использования дополнительных инструментов
И заменить блок управления на другой, размер у него стандартный
В отдельном пакетике можно найти дополнительные цанги на 2.4 и 3.2мм, длинный колпачок и керамические сопла
В горелке уже стоит цанга 2мм
Нужно только вставить в нее электрод и затянуть длинный колпачок, я купил десяток WL-20 диаметром 2мм
Сборка окончена, горелка готова к работе
Настройка параметров
Для перехода по пунктам циклограммы используется крайняя левая кнопка, значения корректируются энкодером.
Первый пункт это время продувки газом перед дугообразованием, регулируется в диапазоне от 0 до 3 секунд с шагом 0.1. Позволяет вытеснить обычный воздух из горелки, если этого не сделать, во время пуска электрод будет быстро деградировать, да и поверхность заготовки испортить можно, особенно если после подключения трубки не была сделана принудительная продувка Начальный ток, регулируется в диапазоне 10-200А. Он может быть как меньше, так и больше пикового по ситуации, это позволяет как начать аккуратный прогрев поверхности, так и быстро сформировать сварочную ванну Время нарастания тока до пикового значения корректируется от 0 до 60 секунд Пиковый ток
После того как пользователь отпустит кнопку, процесс сварки не может завершится моментально. Точнее может, но результат получится не очень хорошим. Чтобы завершить шов без образования кратера, ток должен снижаться постепенно, так что запускается обратная пуску последовательность, задается время снижения тока Конечное значение настраивается в диапазоне от 5 до 200А Ну и финальная продувка, которая оберегает еще не остывший шов и вольфрам от окисления
Над потенциометром есть кнопка переключения режимов работы, следующим рассмотрим DC Pulse
В циклограмме при активируется дополнительный пункт базовый ток
И еще два пункта под ней, один отвечает за баланс перехода от одного значения к другому. Корректируется в диапазоне от 10 до 90%, по умолчанию 50%, это значит, что во время одного цикла будет выделены равные периоды работы с базовым и пиковым током
Второй отвечает за частоту, она изменяется в диапазоне от 0.5 до 200Гц
Чуть правее есть еще одна кнопка смены режима сварки, 2Т это классический тип, пользователь нажал кнопку, процесс начался, отпустил и процесс завершился. При 4Т кнопку удерживать не нужно, для окончания работы нужно нажать ее повторно. В режиме Spot активируется дополнительный пункт, позволяющий выбрать время импульса от 0.1 до 10 секунд, а на циклограмме можно выбрать только пиковый ток и время предварительного наддува
Ну и последний режим ММА, в нем можно выставить ток от 10 до 170А
Откорректировать форсирование дуги в диапазоне 0-170А, на это значение будет подниматься ток при затухании дуги, тем самым предотвращая залипание электрода
И задать значение горячего старта от 0.01 до 1, скорее всего это соотношение к максимальному току. Данная опция позволяет проще разжечь дугу на загрязненной поверхности
Тестирование
Начал с ММА как с самого распространенного типа сварки, минимальный ток составляет всего 10 Ампер, остальные параметры оставил по умолчанию: форсирование 50, горячий старт 0.1, электрод 2мм, лист металла так же 3мм.
Дуги практически нет, поверхность не разогревается, так что ванна не расплывается по поверхности, расплавленный электрод просто прикипает каплями, для двойки 10А явно мало, но тем не менее залипания происходили реже, чем я предполагал
20 Ампер, дуга появилась, начался прогрев поверхности, так что можно аккуратно работать
30 Ампер, дуга стала увереннее, попробовал макнуть электрод, форсирование не спасло
При 40 Амперах аппарат уже прощает неопытность сварщику, касание поверхности не гасит дугу
На 60А электрод заканчивается быстро
Перешел на 3мм, процесс медленно, но верно идет, при желании можно упереть электрод в заготовку
При 70А уже можно комфортно работать
А вот при 90А уже лучше не зевать, ну или подкрутить форсирование
Тот же ток, но уже с быстрым проходом
170А для 3мм заготовки и электрода уже явно многовато
Вот как выглядит дисплей во время работы, тут видны скачки при форсировании и сброс при залипании
Вот результат мучений железяки
После очистки шлака
Тут можно оценить высоту и равномерность шва
Ну и обратная сторона
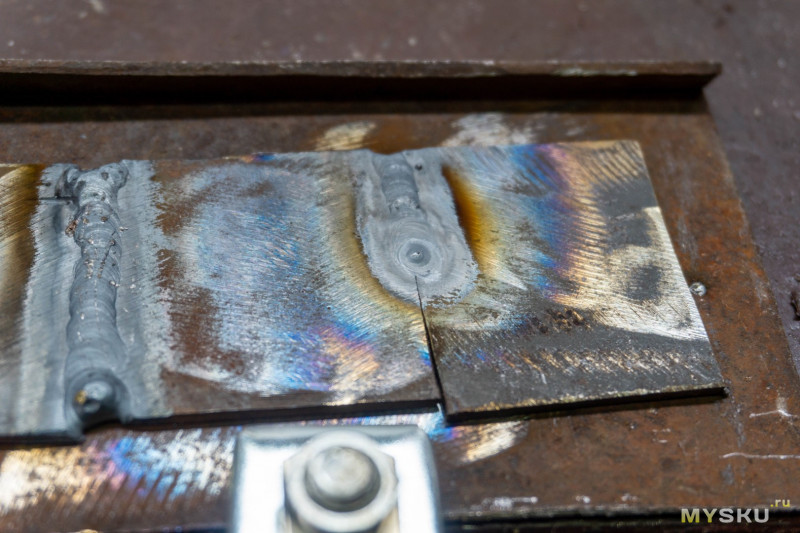
Переходим к железякам, с которыми эта модель может работать без проблем. Чтобы не затягивать материал, я не буду вдаваться в детали процесса, в сети хватает информации под каким углом держать горелку, как подобрать правильный ток, какой должен быть расход газа для той или иной оснастки и материала, мы тут просто смотрим насколько адекватно оборудование реагирует на наши действия. Нарезал пластинок толщиной 2мм, присадочный пруток использовал ER70S-6, аналог СВ-08ГС диаметром 1.6мм
Для начала выставил ток 20А, для нормального прогрева стыка пришлось поднять его до 40А
Затем до 50А, ванна сформировалась, можно подавать пруток
Для эксперимента плавно поднял ток до 80А, область прогрева заметно увеличилась
Снизил до 70А, при таком значении и процесс идет быстро и перегрева нет
По внешнему виду шва не очень понятно с каким током был проход
А вот с обратной стороны можно заметить разные цвета побежалости
Кончик иглы практически не потерял форму
Так же проверил режим DC Pulse, пиковый ток 70А, базовый 35А, баланс 50%, частота 3 Гц. Годная штука, главное поймать ритм и перетаскивать каплю припоя в момент перехода, при этом контролировать процесс становится гораздо удобнее, так что я бы только в «пульсе» и работал
Результат мне понравился, валик получился гораздо меньше, чем при первой попытке
Ну и очень было интересно как себя покажет режим Spot, ведь он редко встречается в бюджетных моделях, а значит исполнение может быть далеко от идеала. Оставил ток на тех же 70А, но время импульса поднял до 1/2с
Вот что получилось, шов тут практически не выступает над поверхностью, но в конце края оплавились и собрались в приличного размера уголок, так что углы нужно обрабатывать отдельно на малых токах
Если уменьшить время импульса до 1/10с, пластину не прогревает полностью, хотя точки выглядят прикольно
Но еще интереснее смотрится результат на нержавейке, ток 20А, импульс 1/10с. Только кратеры в центре не понравились, они появляются не из-за касания иглы, а из-за резкого перепада мощности дуги, для этого и придумано затухание в обычном режиме. Так то их можно перекрывать, ставя следующую точку ближе к центру предыдущей, но это будет долго, так же кратеры не образуются при минимальном токе, но пятно контакта получается очень мелкое, хотя стык тонкой нержавейки таким образом можно заварить, долго, но выполнимо )
С обратной стороны нержавейку в процессе сварки продувают аргоном или обрабатывают антикором после
При 30 и 50А размер точки заметно увеличивается, но металл явно перегревает
Говорят, что опытные сварщики могут многое сказать о сварочном аппарате только услышав звук дуги, так что смонтировал небольшое видео из кусков, которые использовал для гифок
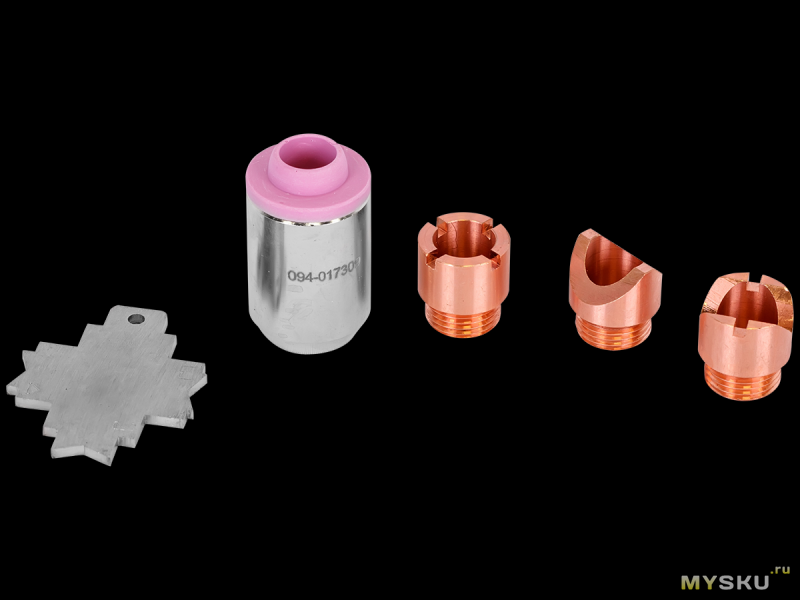
Еще нашел вот такие наборы под стандартную горелку для точечной сварки стенок внахлест
Вот небольшое видео с демонстрацией работы данного комплекта
Внутренний мир
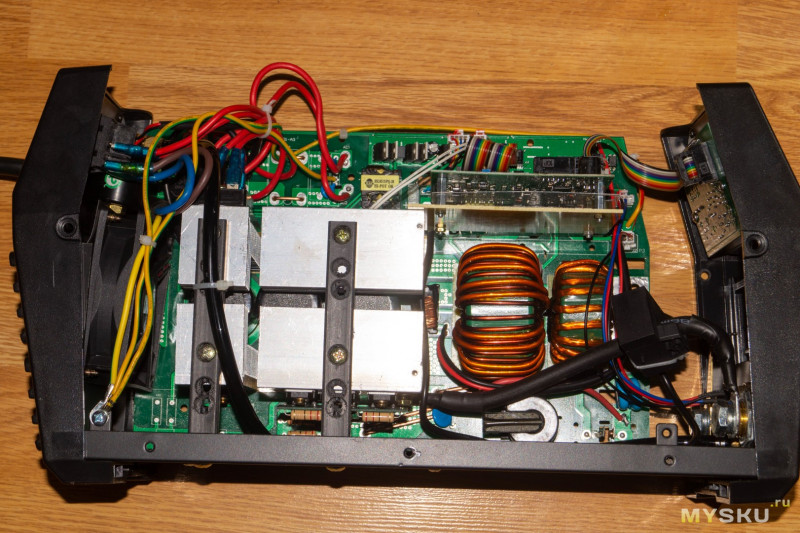
Плата со стороны боковой стенки прикрыта прозрачным листом диэлектрика, флюс смыт
Силовая часть отделена от платы контроллера и управления
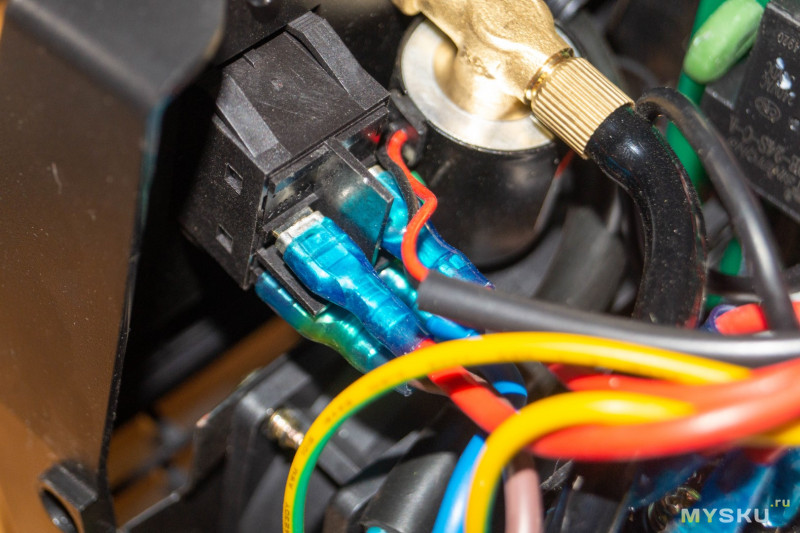
Провод заземления имеется, выключатель четырехконтактный, полностью разрывает цепь
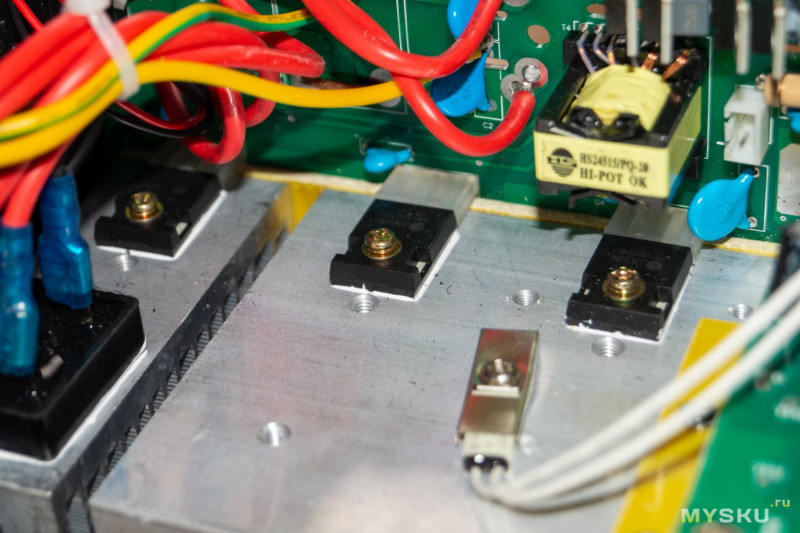
Три конденсатора спрятаны под радиаторами, разглядел только напряжение 400В, по размеру похоже на 470мкФ
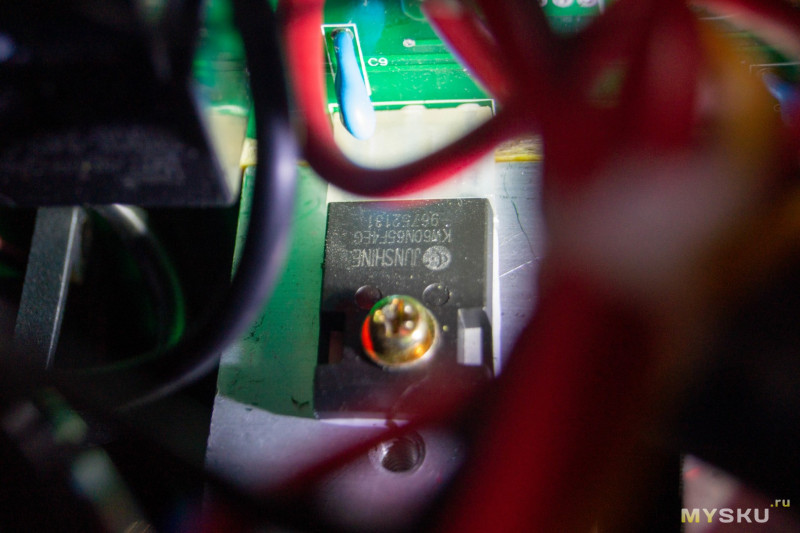
На крупном радиаторе yаходится датчик температуры и два транзистора 60N65
Думал на мелком рядом будут диоды, но там тоже оказался аналогичный
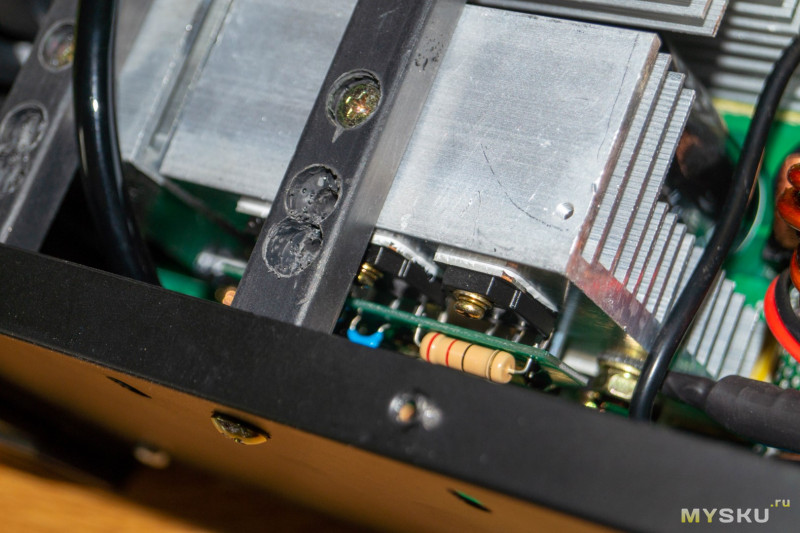
С обратной стороны радиаторы дублируются, но вверху на отдельной мелкой платке к нижнему прикручены еще три дополнительных элемента, это наверное и есть диоды, но маркировку рассмотреть не смог, т.к. добраться к ним было проблемно, все разъемы на герметике. Так что получается используется 6 транзисторов и 3 диода, но это не точно.
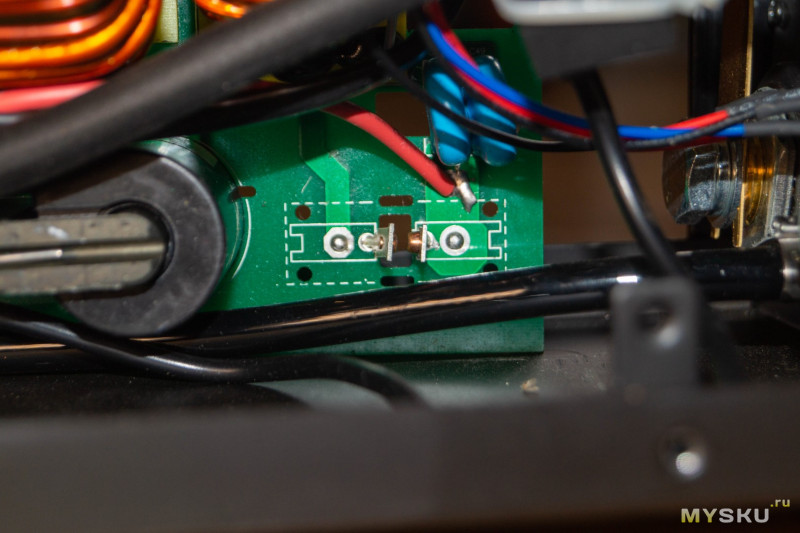
На выходе нашел разрядник, который жужжит когда игла далеко от заготовки
Жужжит страшно, так что желание проверять как «бьется» горелка если прикоснуться к ней пальцем, пропало
Купон
На время публикации обзора магазин выделил купон на $24, который берется на странице акций, ценник получится ниже, чем во время распродажи 27 июня
Итоги
Ну что могу сказать, TIG оказался не так страшен как многие рассказывали, мои действия поначалу контролировал человек с опытом работы, но понять принцип было проще, чем рассчитывал. Я бы сравнил данный вид сварки с пайкой феном(или ацетиленовой горелкой), только вместо потока воздуха тут маленькая, но очень горячая электрическая дуга. Видна ее форма и площадь, которую она нагревает. Добавляешь ток пока поверхность не начнет смачиваться небольшой лужицей расплавленного металла(припоя), которая следует за дугой и потихоньку тянешь её в нужном направлении не давая застывать. Если есть зазор или нужен валик на поверхности для дополнительной прочности/жесткости, в процессе нужно добавлять присадочный пруток. В режиме пульсации контролировать ситуацию еще проще, т.к. дуга периодически ослабевает, не допуская перегрева заготовки, но ванна при этом держится хорошо. Так странно называть эту маленькую капельку ванной после ММА сварки, где реально формируется большое пятно расплавленного металла.
Инициализация дуги происходит бесконтактным методом, а настройка процесса сварки осуществляется с помощью полноценной циклограммы, что редкость для моделей данной ценовой категории. Вот, к примеру, самый дешевый TIG в местном онлайне стоит $250, из настроек только ток, продолжительность подачи газа до/после дугообразования и переключатель в режим ММА, увеличивающий ток на выходе
Что-то похожее обойдется уже в $500+
Режим точечной сварки стыков без внесения присадки вызвал интерес, жаль, что аргон уже заканчивался к тому моменту и игла начала деградировать во время дугообразования. Понравилась не экономия присадочных прутков, а в состояние шва, который даже обрабатывать не нужно, обязательно поиграюсь с ним после заправки баллона. Беда в том, что на обмен у нас предлагают только баллоны на 40 литров, а всё что меньше(в моем случае 20 литров) возят раз в месяц на заправку, так что вряд ли успею дополнить эту часть обзора до публикации, но может поделюсь в будущих. Так же посматривал на насадки для точечной сварки металла внахлёст, которые позволяют создать более высокую в небольшой области и проплавить двойную стенку.
К ММА вопросов нет, варит, дополнительно настраивается форсирование и горячий старт, чего лишены многие модели среднего ценового диапазона, при 98А ПН(продолжительность нагрузки) составляет 60%, так что мощности вполне хватит для работы с электродами до 3мм. Кстати, впервые вижу минимальный ток 10А, жаль, что не нашел у нас в продаже 1мм электродов, интересно было бы «кузовщину» ими помучить вместо полуавтомата или TIGа там, где не нужна особая аккуратность.
Так же запомнились толстенные силовые провода и питания, имеется заземляющий провод, а четырехконтактная кнопка выключения разрывает всю цепь. Вроде мелочи, а видно, что не пытались максимально сэкономить на комплектующих, при этом ценник остался довольно гуманным.
Данный магазин имеет один склад с HZXVOGEN Official Store, у которых сварочные аппараты и принадлежности к ним расходятся довольно быстро, а склад общий, так что я буду стараться указывать фактические остатки во время публикации и периодически обновлять данные, т.к. в прошлый раз были жалобы на длительное ожидание после того как всё закончилось в RU складе.
В данный момент осталось: 275 штук
Как всегда, приветствуется конструктивная критика. Всем добра =)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Планирую купить+16Добавить в избранноеОбзор понравился+75
+101
Практически к любому инвертоу ММА можно прицепить горелку TIG. Без осциллятора вполне можно пользоваться. Интереснее ,TIG c переменной, уж вваливать деньги дык в него.
Практически к любому инвертоу ММА можно прицепить горелку TIG
Так обычно говорят те, кто её не цеплял. Напряжение на выходе почти любого инвертора гораздо выше нормы для TIG, розжиг «лифтом» без плавного старта то еще приключение и если не держать вторую руку на потенциометре, добавляя ток с минимума до рабочего, иглу можно испортить первым же касанием, так же перед прерыванием дуги желательно будет снова выкрутить его на минимум, чтобы шов в конце не выглядел хуже, чем при работе ММА.
Не спорю, работать можно, но опыта у пользователя должно быть явно больше, начинающий посмотрит на эти мучения и решит, что TIG не для него )
Ну и расход газа будет заметно выше при ручной подаче вентилем, а аргон не дешевый и таскать его на заправку хлопотно.
Ну я цеплял. И более менее поборол. И нержу и сыромятину. Терпимо вполне.
Значит уже явно был опыт работы тигом, я же не писал, что это невозможно, но ведь есть разница, работать по принципу электродуговой сварки, когда после касания железяки сразу пробивает дугу на выставленном токе и когда аппарат при поднесении иглы мягко её разжигает и после так же мягко гасит. Режим Pulse и Spot невозможно реализовать при использовании обычного инвертора, а они довольно полезны.
Но я согласен, что модель с AC будет практичнее если планируется часто работать с алюминием, но стоят они заметно дороже. Я в основном железяки варю, для них конечно и полуавтомата с головой хватает, но иногда хочется и красиво сделать, хотел сварить мангал когда аргон привезут, думаю симпатичнее получится, чем проволокой )
Алюминий на DC можно сварить, только тогда нужен аргон. Но так хорошо как на AC все равно не получится.
У меня MMA аппарат где можно TIG горелку подключать, но даже желания такого не было, считаю что для TIG нужен TIG аппарат.
Полностью с вами согласен. Мой полуавтомат поддерживает штатно сварку TIG, но осциллятора на нем не предусмотрен. Сварка касанием, убивает электрод через раз. Раз зажжёшь и нормально варишь, а другой раз рука дрогнет и привет, электрод снова затачивай. Да и газ открывать вентилем, такое себе удовольствие. Можно варить, но это уже от такой большой нужды, что я даже не знаю.
Поэтому я от такой сварки отказался и варю теперь исключительно полуавтоматом.
На работе, сварной, вообще варит аргоном от трансформаторного сварочного ТДМ-400, через балластник, переменкой. Это ж не говорит, что это норма жизни такая.)))
У меня знакомый как спичку разжигает, говорит поначалу часто иглы портил, а потом приловчился по касательной проводить, держа электрод под углом, стало ощутимо проще. Но во время работы как минимум дважды нужно дергать крутилку тока для плавного розжига, что не очень удобно, я привык заготовки касаться, чтобы лучше контролировать процесс )
Плюсану.С интересом прочитал. Но блин сварка это не мое :)
Я тоже раньше старался в стороне держаться от такого, только паяльником пользовался, ковыряя электронику, но потом переехал за город и началось, где-то забор поправить, беседку до ума довести, крыльцо повесить, ворота освежить. Сначала специально обученного человека звал, потом прислали первый небольшой инвертор, а после нескольких метров измученной профтрубы и кучи изученных статей в интернете, начало получаться. Сейчас ММА варю относительно уверенно, «на глаз» могу определить нужный электрод и ток для определенной толщины свариваемых поверхностей. Выходит может и не очень красиво, но прочно.
Потом дошли руки до полуавтомата. Все пугали, что это намного сложнее ММА, но в первый же день у меня начали получаться вполне адекватные швы, нужно было только привыкнуть к тому, что тут проволока заметно тоньше электрода и принцип настройки несколько отличается.
Ну а TIG уже не каждому необходим, но если нужен герметичный, аккуратный и красивый внешне шов, тут без вариантов
С герметичным швом под вакуум нужен хороший опыт, а не только аппарат.
Поскольку есть аппарат из прошлого века GUSMI 165 с горелкой TIG, есть желание потратиться на AC/DC аппарат, алюминий актуален, MIG его варит но весьма посредственно.
алюминий актуален, MIG его варит но весьма посредственно
Я в тот же день на остатках аргона пробовал варить полуавтоматом алюминиевой проволокой, получилось лучше, чем думал, особенно учитывая, что диаметр был меньше, чем хотел принимать режим Synergic. Плавно поднимал напряжение без увеличения подачи пока валик не растекся. Не понял откуда нагар взялся вокруг шва, то ли проволока такая, то ли газ под конец уже не такой чистый поступал
Раз Вы занимаетесь сваркой и пока хороший курс $, то можно сразу прикупить IGBT-транзисторы и мощные диоды на Али.
И сейчас будет распродажа. Покупать ЗДЕСЬ.
Раз Вы занимаетесь сваркой и пока хороший курс $, то можно сразу прикупить IGBT-транзисторы и мощные диоды на Али.
И сейчас будет распродажа. Покупать ЗДЕСЬ.
У меня есть знакомый, который занимается ремонтом сварочных аппаратов, так что самостоятельно ковыряться в случае поломки не планировал, но спасибо, поделюсь с ним ссылкой )
P.S. скинул ссылку, он ответил, что всегда у них берет
Правильно делает. Приходилось несколько раз (давно) давать ссылку ремонтникам на YouTube — они всё покупали всякий хлам «за недорого» на Али, а потом жаловались, что транзисторы сразу сгорают. Типа нельзя покупать на Али транзисторы и там только подделки и обман.
Не надо пытаться обмануть судьбу, в попытке купить новые оригинальные транзисторы на Али, за 2 копейки.
Новые транзисторы не всегда лучше, пока можно найти старые с разборки, зачастую брендовые, а не поделки китайские с неизвестным кристаллом внутри.
Я ведь не просто так дал ссылку именно на этого китайца.
На Али есть и оригинальные б/у транзисторы и мощные диоды. Тут каждый решает сам — либо оригинальные новые и относительно дорого, либо б/у транзисторы и диоды с разбора (недорого).
ResSet, я помню, что было обсуждение в комментах к какому-то из обзоров на тему гифок, и да, действительно 1-2 коротких момента проще показать в виде гифки, нежели вставки трехсекундного видео. Но, имхо, в данном случае это уже перебор. 37 гифок без возможности отключить их загрузку и проигрывание, которые меняют верстку страницы по окончании загрузки, что, в сочетании с «ленивой загрузкой» (не начинают загружаться, пока не попали в область видимости) делают невозможным чтение текста без предварительной полной промотки в конец обзора и ожидания полной прогрузки всех этих гифок (суммарный вес страницы выходит ~160 мегабайт). При этом вы все равно выкладываете финальное видео с тем же самым содержимым. Имхо, в данном случае стоило бы обойтись хотя бы картинками на месте гифок.
Я понимаю Вас, данную тему обсуждали неоднократно, но есть люди, которым гифки удобнее, чем видео, возможно потому что они служат для подкрепления текста и так он становится проще для понимания, а статичные изображения не раскрывают всей картины. Тут всем не угодишь, я себя могу утешать только тем, что трафик сейчас практически у всех безлимитный )
Действительно, всем не угодишь, потому и имхо.
Но мои возражения касались не самого факта использования гифок вместо видео, а их количества.
Ведь согласитесь: одно дело, когда в большом массиве текста встречается одна гифка, которая занимает то же место, которое бы заняло словесное описание происходящего на ней, при этом ее полная длительность (загрузка + просмотр) меньше или равна примерной длительности чтения эквивалентного текстового описания. И совершенно другое дело, когда у вас на странице между блоками текста по 2-3 предложения сначала вспыхивают пустые места, откидывая дальнейший текст куда-то вниз, а потом прогружаются зацикленные гифки (которых на типичный сейчас FullHD экран помещается три штуки в вашем текущем обзоре), и все это начинает бессвязно мельтешить на бОльшей площади контента, заставляя среди этого мельтешения с трудом выискивать тот текст, который ты, собственно, начинал читать.
В общем, как компромиссный вариант, я бы предложил вам ограничить использование гифок в обзоре количеством, при котором хотя бы при типичной 1080р высоте экрана в поле зрения читателя обзора не окажется более одной гифки, т.е. расстояние между ними в тексте будет составлять эквивалент 50 строк (с учетом, что часть строк может быть заменена статичным изображением соответствующей высоты).
Ну а насчет безлимитного траффика — да, у большинства он такой, но при таких объемах загружаемого контента и динамическом рендеринге (при котором загружаемый контент меняет верстку) становится важной реальная скорость подключения. И в данном случае, к примеру, на моем 25 Мбит/с канале (имхо, вполне себе средний по меркам большинства читателей Муськи), с учетом всех «накладных расходов» на установление соединения по каждому загружаемому элементу, задержек, времени начального и повторного рендера страницы после загрузки очередного элемента, итоговый результат «чистой» полной загрузки страницы (скролл в самый низ и отсечка времени по появлению HTTP-кода последнего запроса в консоли браузера) выходит: 3:07 минуты времени, 204 запроса, 158.43 MB траффика.
Гифок станет меньше если снять ограничение размера. При текущих 5МБ удается втиснуть только 10 секунд с троекратной срезкой частоты и шириной картинки 500 пикселей. Я стараюсь не пребарщивать и обычно в обзоре их менее 10, да и делать их не так просто как может показаться, но тут не получилось сократить. В идеале вообще видео в конце вставлять с комментариями чтобы было понятно что к чему, но мне стрёмно озвучивать, хотя дефектов речи вроде не имеется )
Интересно, администрацию можно как-нибудь привлечь в комменты, не используя слова, приводящие к автоматической пре-модерации?..
По идее ограничение размера картинок продиктовано чисто экономией места на хостинге. При этом в реальности выходит, что если в одном обзоре 100 миниатюр по 0,5МБ, а в другом — один оригинал фото с камеры на 6 МБ, проблемы будут у автора второго обзора, хотя на хостинге первый займет куда больше.
Поэтому есть предложение к администрации: при наличии технческой возможности, сменить ограничение размера вложения на ограничение суммарного размера вложений в обзоре. Также, возможно, имеет смысл привязать ограничение объема вложений на обзор к рейтингу автора (если автор имеет высокий рейтинг — то он умеет писать обзоры и сможет эффективнее использовать занятое место на хостинге, чем несколько неопытных с тем же совокупным суммарным объемом).
Интересное предложение, но эти ограничения действуют как минимум 7 лет и не особо мешают, ситуации конечно бывают разные и в 10 секунд иногда действительно трудно уложиться. У меня много трафика уходило только когда писал о сварке или 3д печати )
Так комментарии это не лучшее место, чтобы что-то сказать администрации :) лучше или на форум или в личках.
Ограничения не месте хостинг, с этим особых проблем нету. Ограничение на размер картинки, чтобы кто-то не загрузил RAW файл от камеры с разрешение 10000x20000 и потом люди не мучались.
Насчет GIF, нужно-ли увеличивать размер? или считаем, что все что больше — это уже видео и его лучше на ютуб загружать?
Насчет GIF, нужно-ли увеличивать размер? или считаем, что все что больше — это уже видео и его лучше на ютуб загружать?
С одной стороны, гифка удобнее видео по ходу повествования(StainlessSoul об этом написал чуть ниже) и если увеличить допустимый размер, можно вместить над ней больше текста. К тому же по правилам видео должно быть одно и к концу обзора.
А с другой, при снятии ограничений появится больше гифок с кучей бесполезных кадров, т.к. уже не нужно обрезать лишнее.
В идеале бы доработать редактор, чтобы можно было размещать картинки и анимацию в ряд без необходимости руками видоизменять код. Самое простое что приходит в голову это добавить несколько кнопок вставки изображения с масштабом 1/2 и 1/3, при нажатии на которые в коде уже будет прописана урезанная ширина и картинки идущие друг за другом будут выстраиваться в ряд.
Ну или перейти на интерактивный редактор, где все эти действия можно будет выполнять кликом мышки, это конечно сложнее, но станет гораздо удобнее оформлять материал.
Использовать mp4 или webm, gif же давно устарел, особенно для такого применения. Можно будет воспроизводить когда нужно или на паузу ставить и размер в разы меньше.
Начните писать обзоры и оформляйте их так, как вашей душе угодно.
ResSet сделал отличный и наглядный обзор, который не только интересно читать, но и смотреть. Ибо анимашки в тексте в тему в разы более понятны, чем в отдельном видео или в нескольких склеенных гифках.
Ничего уменьшать не надо и тем более — просить администпвцию делать ограничение на количество трафика в обзоре, если не пытаться обзоры на калькуляторе смотреть — иначе я буду просить ограничение на количество пользователей-неосиляторов))). А при текущих каналах и в режиме ленивой подгрузки изображений в нормальном браузере вообще никаких проблем не возникает.
Кстати, я заметил, что у них периодически происходит ротация цен в двух соседних магазинах, возможно это делается для распределения потока заказов в статистике. Сейчас эта же модель во втором магазине дешевле, а во время распродажи цена опустится до $213
Это вы куда то совсем не туда ссылку дали. по ней открывается MIG сварочник и еще и дороже обозреваемого.
Так я же отвечал на комментарий bdfy63 чуть выше, он на подорожание этой модели жаловался.
Но есть такая же, как в обзоре за ту же цену и купон аналогичный выделили. Заказывать можно и там и там, склад один )
Спасибо, давненько в гости не заходили )
Я переживал, что в комментариях будут жаловаться на маленькое количество примеров сварки ТИГом, сам с точечным режимом не наигрался, но нормальный баллон привезут в следующем месяце, а продавец просил опубликовать материал в этом.
Спасибо, самому интересно было покопаться в этой теме, так что советую тоже попробовать TIG, к Вашему сварочнику можно докупить горелку отдельно, а научиться пользоваться не так сложно )
Спасибо за отличный обзор, сильно жалею, что увидел ваш обзор). Так как захотелось тиг))) Вопрос такой, а есть что-то хорошее, аналогично из обзора но с переменкой, за вменяемые деньги, чтобы пока доллар не сильно высокий, купить и перекрыть все возможные задачи. Хотя люминий мне нравится горелкой паять с припоем fbk192 или 195.
Спасибо за отличный обзор, сильно жалею, что увидел ваш обзор)
Пожалуйста )
Вопрос такой, а есть что-то хорошее, аналогично из обзора но с переменкой, за вменяемые деньги, чтобы пока доллар не сильно высокий, купить и перекрыть все возможные задачи.
Смотря что называть вменяемыми деньгами. Hitbox заявили, что делают аппарат на переменке, но анонсируют скорее всего к концу лета, у них ценники гуманные. А так с AC+DC стартуют от $380
Кстати, а нет опыта с комбайнами 3,4,5 в 1? Тиг, миг, мма в одном аппарате. На сколько хорошо полуавтоматом варить алюминий? Реально производить восстановление алюминиевый изделий, как это например делают в шиномонтажках с помощью просто тиг на переменке для ремонта литых дисков. То есть, можно к примеру с помощью полуавтомата «присрать»(извиняюсь за мой французский, но другого подходящего слова не могу найти)), а затем с помощью тига и аргона разгладить шов/место сварко-пайки?
Универсальных комбайнов я не встречал, обязательно чего-то не доложат, так что лучше иметь отдельно ТИГ и отдельно МИГ с ММА. Алюминий полуавтоматом варить можно, главное чтобы в комплекте был тефлоновый боуден и сопло на один размер больше диаметра алюминиевой проволоки, ну и аргон конечно. Вот я мучил пластинки на разном напряжении в MIG, но обзор самого сварочника готовлю на июль )
Понял, спасибо. Мне в принципе по большому счету надо нержу и медь варить/паять(включая между собой) и основное требование это для пищевого использования (дела самогоноварные)). Что сильно ограничивает возможность использования припоев, в принципе их два типа всего, мягкий (пом) и твёрдые пср от 35-40% серебра, цены слишком дорогие на последние, а прутки тают на глазах)) Поэтому собственно и смотрю в сторону тига.
Извиняюсь, почему-то пропустил этот комментарий, возможно на премодерацию из-за ссылки кидали. ANDELI в руках не держал и смущает один отрицательный отзыв, но может брак
Эх, всё таки зря я увидел пост про тиг) Посидел, подумал и в итоге взял всё и сразу) (вариант тига с холодной сваркой как постоянным током, так и переменным). Надеюсь аппарат нормальный будет.
Главное чтобы начальные тесты пережил, а то отзыв один и тот не очень радужный. Но и посоветовать что-то сложно, холодную сварку и АС TIG я сам еще не пробовал, чтобы судить о соотношении цена/функциональность )
На эту модификацию мало отзывов. Вообще у андели крайне по дурацки сделана маркировка, так как из-за букв на конце один аппарат может координально отличаться от другого. В принципе я с электроникой дружу, поэтому при браке, не сильно переживаю, особенно если продавец в случае поломки вышлет плату. А так, в пределах 50тр мне больше ничего не удалось найти с холодной сваркой. Мне в принципе для алюминия она нужна, так как много всякой разной алюминиевой мелочевки и горелкой с прутком припоя не всегда получается хороший результат, чуть перегрел и алюминий поплыл) Поэтому в принципе решил доплатить.
Я пробовал АС TIGом алюминий варить, вроде не перегревает особо заготовку. Холодная сварка тоже интересна, но для черного металла и 0.1 импульса ТИГа хватает, а вот для тонкой нержавейки уже многовато, сжигает на минимуме тока
Ну по аппарату если смогу что то рассказать, то скорее всего не раньше сентября). Пока я сидел и думал, доплачивать за холодные режимы(без них, но с переменкой, был какой-то кейсайт за 24тр), упустил все варианты с доставкой из РФ. У продавца которого заказал числился якобы в наличии и платёж даже прошёл, а по факту написал, что может отправить только из Китая, в принципе мне не принципиально, просто у всех продавцов этих андели, с доставкой из Китая выходит дороже. А учитывая, что мне не надо ничего доплачивать и он обещал подарок), то и ладно.
У продавца которого заказал числился якобы в наличии и платёж даже прошёл, а по факту написал, что может отправить только из Китая
Хех, у хитбоксов ситуация 1 в 1, говорят «мы в Россию привезли партию 1000 штук, их разобрали через неделю. У вас их что, не продают?» ))
А у нас их продают, только ценники совсем не гуманны. Вот сейчас готов обзор на полуавтомат простенький со встроенным синергетиком и дешевле 100 долларов, отписались, что во время распродажи оформили 800 заказов, заказали еще столько же, ждём поступление на склад, горшочек не вари )
Кстати, вопрос: а зачем тогда вообще покупать ТИГ, если не варить алюминий?? Я имею ввиду, зачем так дешевить и покупать аппарат без переменного тока? Очевидно же, алюминия в быту ОЧЕНЬ много, работы полно. Плюс, когда делаешь новые изделия, далеко не везде можно/нужно брать сталь или нержавейку — вот тут как раз алюминий и пригодился бы! Благо, заготовки дешёвые, а финальное изделие будет шикарно смотреться с красивыми проф. швами.
Тиг с переменной стоит от 380 долларов, что ощутимо дороже. Я вот наоборот с алюминием не работаю, а тиг выручает на тонком металле или если не хочется после работы швы обрабатывать, т.к. они сразу хорошие получаются, плюс следить за заполнением проще при создании герметичных конструкций. Но если есть желание с алюминием периодически работать, лучше конечно доплатить практически вдвое, зато уже будет универсальный аппарат
Вопрос не в «дороже» — прикрутить проволкой стоит вообще меньше доллара! :))
Не всеми понимаемый момент: покупая аппарат (с AC или без), ты всё равно тратишь минимум 200 долларов! Но когда тебе приспичит варить люминь (к примеру, радиатор на авто), ты «простым» аппаратом уже ничего не сделаешь. Хуже того — ты его даже не продашь! (чтобы вернуть 200 баксов) Получается «полубесполезный» аппарат «валяется» за 200 баксов, хотя за 400 мог бы работать беспрестанно. Алюминий существенно расширяет твою возможность «подработать».
Тут же ещё проблема в том, что алюминий сложнее варить и не каждый новичок за это возьмётся, ведь выковыривает радиатор обратно чтобы отдать нормальному мастеру, то ещё удовольствие.
К тому же пачка алюминиевого прутка стоит более 100 долларов, а поштучно я не находил в продаже.
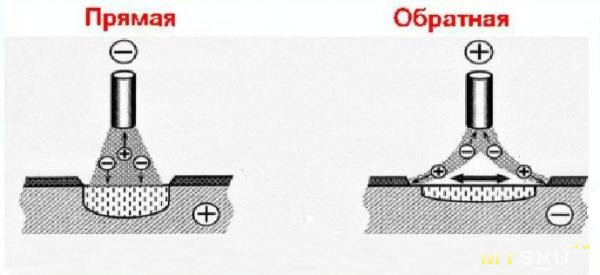
Да и тонкий металл можно на постоянке варить обратной полярностью на небольших токах, главное чтобы зазор небольшой был
Поштучно прутки продают почти в любом магазине инструментов (но я, например, покупаю в катушках для полуавтоматов, бюджетнеё получается).
А TIG DC — это, действительно, деньги на ветер. В хозяйстве бесполезная вещь, ну если только похвастаться перед соседями по гаражу. А продать вы его уже точно не сможете. Придётся самому любоваться.
Купить уже предлагал знакомый, который кузовщиной занимается, говорит меньше металл будет перегревать, чем при использования полуавтомата и мелкие детали «сшивать» удобнее. Думаю основной плюс этого аппарата цена, он окупится для него скорее всего с 1-2 заказов, поэтому может себе позволить. Но я так отдал поиграться пока баллон жду, а там пусть думает, нужно оно ему или уже брать что-то ощутимо дороже.
Часто ведь так бывает, покупаешь или самый бюджетный вариант на пробу или уже выкладываешь по максимуму за профессиональное оборудование если точно знаешь, что оно окупится.
Прутки у нас только в пачках по килограмму запакованые в магазинах лежат, говорят на рынок раз в неделю газель приезжает с расходниками, вот там можно и по 200 грам брать и вольфрам поштучно недорогой



















































Не спорю, работать можно, но опыта у пользователя должно быть явно больше, начинающий посмотрит на эти мучения и решит, что TIG не для него )
Ну и расход газа будет заметно выше при ручной подаче вентилем, а аргон не дешевый и таскать его на заправку хлопотно.
А тиг аппарат без переменки, это как безалкогольное пиво))))
Но я согласен, что модель с AC будет практичнее если планируется часто работать с алюминием, но стоят они заметно дороже. Я в основном железяки варю, для них конечно и полуавтомата с головой хватает, но иногда хочется и красиво сделать, хотел сварить мангал когда аргон привезут, думаю симпатичнее получится, чем проволокой )
У меня MMA аппарат где можно TIG горелку подключать, но даже желания такого не было, считаю что для TIG нужен TIG аппарат.
Поэтому я от такой сварки отказался и варю теперь исключительно полуавтоматом.
На работе, сварной, вообще варит аргоном от трансформаторного сварочного ТДМ-400, через балластник, переменкой. Это ж не говорит, что это норма жизни такая.)))
Потом дошли руки до полуавтомата. Все пугали, что это намного сложнее ММА, но в первый же день у меня начали получаться вполне адекватные швы, нужно было только привыкнуть к тому, что тут проволока заметно тоньше электрода и принцип настройки несколько отличается.
Ну а TIG уже не каждому необходим, но если нужен герметичный, аккуратный и красивый внешне шов, тут без вариантов
Поскольку есть аппарат из прошлого века GUSMI 165 с горелкой TIG, есть желание потратиться на AC/DC аппарат, алюминий актуален, MIG его варит но весьма посредственно.
И сейчас будет распродажа. Покупать ЗДЕСЬ.
P.S. скинул ссылку, он ответил, что всегда у них берет
Не надо пытаться обмануть судьбу, в попытке купить новые оригинальные транзисторы на Али, за 2 копейки.
На Али есть и оригинальные б/у транзисторы и мощные диоды. Тут каждый решает сам — либо оригинальные новые и относительно дорого, либо б/у транзисторы и диоды с разбора (недорого).
Но мои возражения касались не самого факта использования гифок вместо видео, а их количества.
Ведь согласитесь: одно дело, когда в большом массиве текста встречается одна гифка, которая занимает то же место, которое бы заняло словесное описание происходящего на ней, при этом ее полная длительность (загрузка + просмотр) меньше или равна примерной длительности чтения эквивалентного текстового описания. И совершенно другое дело, когда у вас на странице между блоками текста по 2-3 предложения сначала вспыхивают пустые места, откидывая дальнейший текст куда-то вниз, а потом прогружаются зацикленные гифки (которых на типичный сейчас FullHD экран помещается три штуки в вашем текущем обзоре), и все это начинает бессвязно мельтешить на бОльшей площади контента, заставляя среди этого мельтешения с трудом выискивать тот текст, который ты, собственно, начинал читать.
В общем, как компромиссный вариант, я бы предложил вам ограничить использование гифок в обзоре количеством, при котором хотя бы при типичной 1080р высоте экрана в поле зрения читателя обзора не окажется более одной гифки, т.е. расстояние между ними в тексте будет составлять эквивалент 50 строк (с учетом, что часть строк может быть заменена статичным изображением соответствующей высоты).
Ну а насчет безлимитного траффика — да, у большинства он такой, но при таких объемах загружаемого контента и динамическом рендеринге (при котором загружаемый контент меняет верстку) становится важной реальная скорость подключения. И в данном случае, к примеру, на моем 25 Мбит/с канале (имхо, вполне себе средний по меркам большинства читателей Муськи), с учетом всех «накладных расходов» на установление соединения по каждому загружаемому элементу, задержек, времени начального и повторного рендера страницы после загрузки очередного элемента, итоговый результат «чистой» полной загрузки страницы (скролл в самый низ и отсечка времени по появлению HTTP-кода последнего запроса в консоли браузера) выходит: 3:07 минуты времени, 204 запроса, 158.43 MB траффика.
По идее ограничение размера картинок продиктовано чисто экономией места на хостинге. При этом в реальности выходит, что если в одном обзоре 100 миниатюр по 0,5МБ, а в другом — один оригинал фото с камеры на 6 МБ, проблемы будут у автора второго обзора, хотя на хостинге первый займет куда больше.
Поэтому есть предложение к администрации: при наличии технческой возможности, сменить ограничение размера вложения на ограничение суммарного размера вложений в обзоре. Также, возможно, имеет смысл привязать ограничение объема вложений на обзор к рейтингу автора (если автор имеет высокий рейтинг — то он умеет писать обзоры и сможет эффективнее использовать занятое место на хостинге, чем несколько неопытных с тем же совокупным суммарным объемом).
Ограничения не месте хостинг, с этим особых проблем нету. Ограничение на размер картинки, чтобы кто-то не загрузил RAW файл от камеры с разрешение 10000x20000 и потом люди не мучались.
Насчет GIF, нужно-ли увеличивать размер? или считаем, что все что больше — это уже видео и его лучше на ютуб загружать?
А с другой, при снятии ограничений появится больше гифок с кучей бесполезных кадров, т.к. уже не нужно обрезать лишнее.
В идеале бы доработать редактор, чтобы можно было размещать картинки и анимацию в ряд без необходимости руками видоизменять код. Самое простое что приходит в голову это добавить несколько кнопок вставки изображения с масштабом 1/2 и 1/3, при нажатии на которые в коде уже будет прописана урезанная ширина и картинки идущие друг за другом будут выстраиваться в ряд.
Ну или перейти на интерактивный редактор, где все эти действия можно будет выполнять кликом мышки, это конечно сложнее, но станет гораздо удобнее оформлять материал.
ResSet сделал отличный и наглядный обзор, который не только интересно читать, но и смотреть. Ибо анимашки в тексте в тему в разы более понятны, чем в отдельном видео или в нескольких склеенных гифках.
Ничего уменьшать не надо и тем более — просить администпвцию делать ограничение на количество трафика в обзоре, если не пытаться обзоры на калькуляторе смотреть — иначе я буду просить ограничение на количество пользователей-неосиляторов))). А при текущих каналах и в режиме ленивой подгрузки изображений в нормальном браузере вообще никаких проблем не возникает.
Но есть такая же, как в обзоре за ту же цену и купон аналогичный выделили. Заказывать можно и там и там, склад один )
Спасибо за работу — было очень очень интересно!
Я переживал, что в комментариях будут жаловаться на маленькое количество примеров сварки ТИГом, сам с точечным режимом не наигрался, но нормальный баллон привезут в следующем месяце, а продавец просил опубликовать материал в этом.
О. сработало — почему не понял :-)
Смотря что называть вменяемыми деньгами. Hitbox заявили, что делают аппарат на переменке, но анонсируют скорее всего к концу лета, у них ценники гуманные. А так с AC+DC стартуют от $380
a.aliexpress.com/_DkbCMBV
А у нас их продают, только ценники совсем не гуманны. Вот сейчас готов обзор на полуавтомат простенький со встроенным синергетиком и дешевле 100 долларов, отписались, что во время распродажи оформили 800 заказов, заказали еще столько же, ждём поступление на склад, горшочек не вари )
Не всеми понимаемый момент: покупая аппарат (с AC или без), ты всё равно тратишь минимум 200 долларов! Но когда тебе приспичит варить люминь (к примеру, радиатор на авто), ты «простым» аппаратом уже ничего не сделаешь. Хуже того — ты его даже не продашь! (чтобы вернуть 200 баксов) Получается «полубесполезный» аппарат «валяется» за 200 баксов, хотя за 400 мог бы работать беспрестанно. Алюминий существенно расширяет твою возможность «подработать».
К тому же пачка алюминиевого прутка стоит более 100 долларов, а поштучно я не находил в продаже.
Да и тонкий металл можно на постоянке варить обратной полярностью на небольших токах, главное чтобы зазор небольшой был
А TIG DC — это, действительно, деньги на ветер. В хозяйстве бесполезная вещь, ну если только похвастаться перед соседями по гаражу. А продать вы его уже точно не сможете. Придётся самому любоваться.
Часто ведь так бывает, покупаешь или самый бюджетный вариант на пробу или уже выкладываешь по максимуму за профессиональное оборудование если точно знаешь, что оно окупится.
Прутки у нас только в пачках по килограмму запакованые в магазинах лежат, говорят на рынок раз в неделю газель приезжает с расходниками, вот там можно и по 200 грам брать и вольфрам поштучно недорогой