Всем доброго времени суток. Сегодня у нас в обзоре будет набор цековок с алиэкспресс. Насколько мне удалось понять пробив в поиске «цековка» эта тема на муське ещё не обсуждалась в отличии от зенковок на которые обзоры уже были. На мой взгляд это несколько незаслуженно, поскольку этот режущий инструмент в домашнем хозяйстве просто необходим и поэтому я решил написать обзор на тему цековки с элементами небольшого DIY. Всем кому интересно что это такое, и для чего она нужна — добро пожаловать под кат.
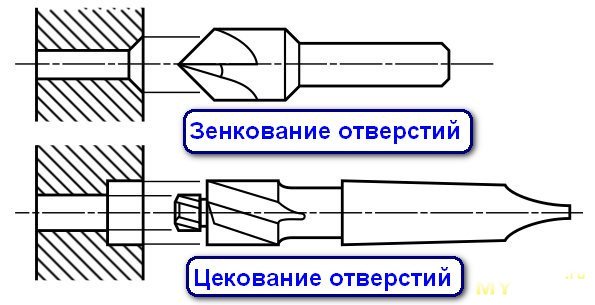
Цековка — это режущий инструмент для обработки отверстий в деталях с целью получения цилиндрических углублений и опорных плоскостей вокруг отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок. По сути цековка по металлу выполняет ту же работу, что и зенкер, только зенкер обрабатывает стенки отверстия, а цековка – торцы отверстия.
Цекование позволяет получить абсолютно гладкие, ровные опорные плоскости под упорные кольца, плоские шайбы или головки крепежных деталей, а также позволяет добиться идеальной перпендикулярности между опорной плоскостью и осью отверстия.
Цековка имеет торцевые зубцы и направляющую (цапфу нем. Zapfen) что
гарантирует соосность обрабатываемой выемки и центра отверстия. На боковой поверхности цековки имеются канавки для стружки. Цековки изготавливаются как с цилиндрическим хвостовиком, так и с коническим, а цапфа у них может быть сменной или постоянной. На рисунке ниже можно визуально посмотреть различия разных режущих инструментов этой группы:

Кроме вышеозвученных режущих инструментов к этой же категории относятся цапфенборы. Цапфенбор – это инструмент для вырезания отверстий большого диаметра в листом материале. Его название тоже произошло от немецкого слова «Zapfen» и именно поэтому я его упомянул во избежание различных кривотолков коих в сети интернет хватает. Типичный цапфенбор выглядит примерно так:

Что общего между Цековкой и Цапфенбором?
Во-первых, и то и другое это инструмент слесарей. Станочнику они (за редким исключением) не требуются. Токаря и фрезеровщики сделают тоже самое обычными резцами и фрезами.
Во-вторых, Цековка и Цапфенбор обязательно имеют направляющую (цапфу). Например те же балеринки очень похожие с виду на цапфенбор её не имеют.
В-третьих, Цековка и Цапфенбор не всегда используются слесарями по их прямому предназначению. Ими часто сверлят тонкий листовой металл когда в нем нужно сделать отверстия большого диаметра. С точки зрения ТБ это наиболее безопасный метод, а порой других вариантов и вовсе окромя вырубного штампа нет — попробуйте например вырезать ровное отверстие 20-50мм в нержавейке толщиной 0,1-0,5мм каким либо другим инструментом окромя цековки и цапфенбора и Вы это оцените.
С теорией классификации инструментов разобрались, теперь понемногу приблизимся к практике.
Данный набор мелких цековок я купил на алиэкспресс в 2016 году, причем разумеется чисто для домашних целей ибо на предприятии они мне не нужны (со слесаркой давно завязал, а станочникам они не требуются). Пруф покупки:
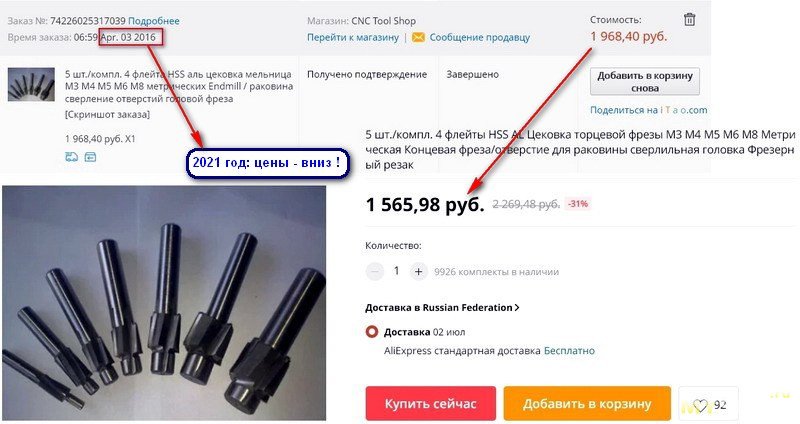
Как видно на скриншоте цены на них за 5 лет упали очень ощутимо и этому есть причина: на тот момент их в продаже практически не было, а сейчас их можно купить и у других продавцов. Причем есть более интересные предложения чем в шапке поста — например появился интересный
лот из 7 штук (+2шт для М10 и М12) за ту же цену, а так же их теперь можно
купить поштучно. Но это уже дело вкуса, а я буду описывать тот лот что купил я. Стимулом к покупке цековок послужили те самые знакомые всем винты с цилиндрической головкой и внутренним шестигранником которые уже давно прочно внедрились в нашу жизнь став фактически стандартом. Не знаю как у Вас, а у меня их дома килограммы и их количество продолжает расти:


А теперь посмотрим, те цековки которые прислал мне для винтов (M3 M4 M5 M6 M8) продавец:



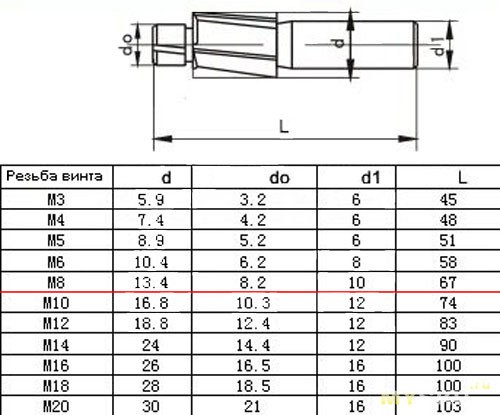
Таблица с размерами со страницы продавца:
А вот фото этого же набора рядом с цековками со сменными вставками:


Как правило сменные вставки делают в более крупные цековки, хотя изредка мне они встречались и на мелочи. В данном лоте продавца они не сменные. Имхо: затачивать режущую кромку конечно удобней все же на разборных, но при небольшой сноровке и наличии треугольной абразивной чашки можно и у этих. Материал цековок обычный HSS, аналог нашей Р6М5, закалка обычная — HRC 64 как и у сверла по металлу.
В качестве «подопытного кролика» для испытаний цековок (зачем металл портить просто так) я взял дюралевые пластины Д16 следующих размеров:
155x65x16мм (1 шт), 155x200x10мм (1 шт) и 155x55x10мм (2 шт) и немного с ними «поигрался» на тему оси Z бюджетного ЧПУ станка приняв за аксиому, что 16мм кругляки наиболее эффективны на длине 200мм (если длинней то будут прогибаться под нагрузкой). Дюралевый лист толщиной 10мм по толщине не обрабатывался — для кругляков не имеет смысла, поэтому купить полосу 155мм и даже «нашинковать» её можно прямо на металлобазе (приличной разумеется) ибо пилят они довольно с хорошей точностью вполне приемлемой для этой цели. Обработать по габариту на фрезерном станке можно только верхнюю пластину (16мм) под двигатель.
Итак, размечаем пластины под винты М5 согласно чертежа на линейные подшипники
SCS16UU (для валов SFC16) и линейные подшипники
SBR16UU (для цилиндрических рельсов SBR16), а так же модуль крепления гайки ШВП
DSG16H обыкновенным разметочным штангенциркулем, потом керним и сверлим.
Все изделие собрано на винтах М5 поэтому берём цековку под М5 и сравниваем её с таблицей от продавца. Все верно, цапфа у неё диаметром 5,2мм поэтому сверлить отверстия мы будем диаметром 5,3 мм (на 0,1мм больше чтоб направляющую цековки не затирало).


Разумеется нам необходимо выставить глубину цекования, я например её сделал на 1 мм глубже высоты шляпки винта выставив упор на сверлильном станке:


Теперь можно просто цековать до упора не глядя, ведь только под М5 нам предстоит просверлить 38 отверстий. У кого нет сверлильного станка — не беда. Достаточно взять любую доску, забить в нее гвоздь и откусить у него шляпку. Будете цековать отверстия упираясь направляющей в гвоздь т.е. получается нижний упор вместо верхнего. Но для большего удобства я бы рекомендовал лучше винтик М3 со стопорной контр-гайкой. Это довольно просто сделать и регулировка высоты будет.


Отверстия получаются ровные и чистые, претензий к инструменту у меня нет. При работе не стоит забывать смазывать кисточкой у цековки направляющую и каналы для выхода стружки (дюраль имеет свойство налипать). Не забываем и про то, что в отличии от сверла у нас теперь не 2 режущих кромки, а 4. Следовательно уменьшаем обороты в 2 раза, а вот давить на инструмент придется разумеется сильней.
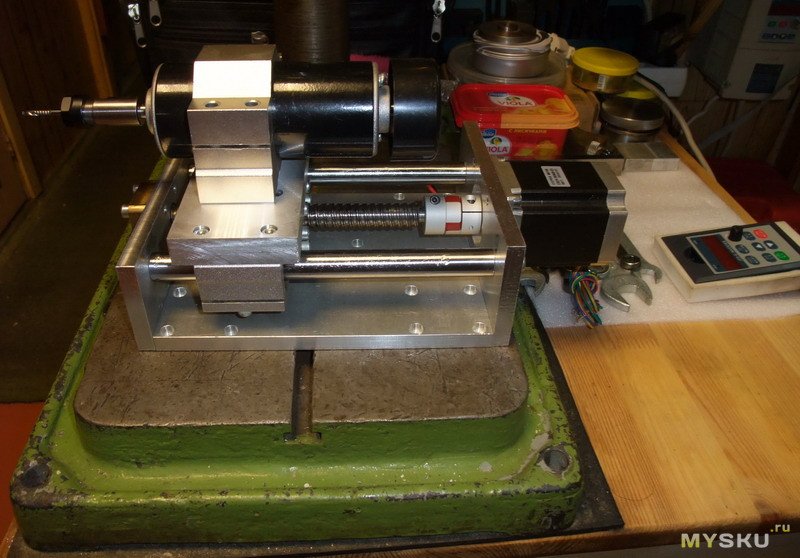
Вот и детали готовы можно, движок примерить и собирать начинать:



Тут и хомячье ОТК пожаловало и обследовало все что только можно:


Вердикт хомяка: можно собирать. Разумеется для «спортивного интереса» примерил дальше:
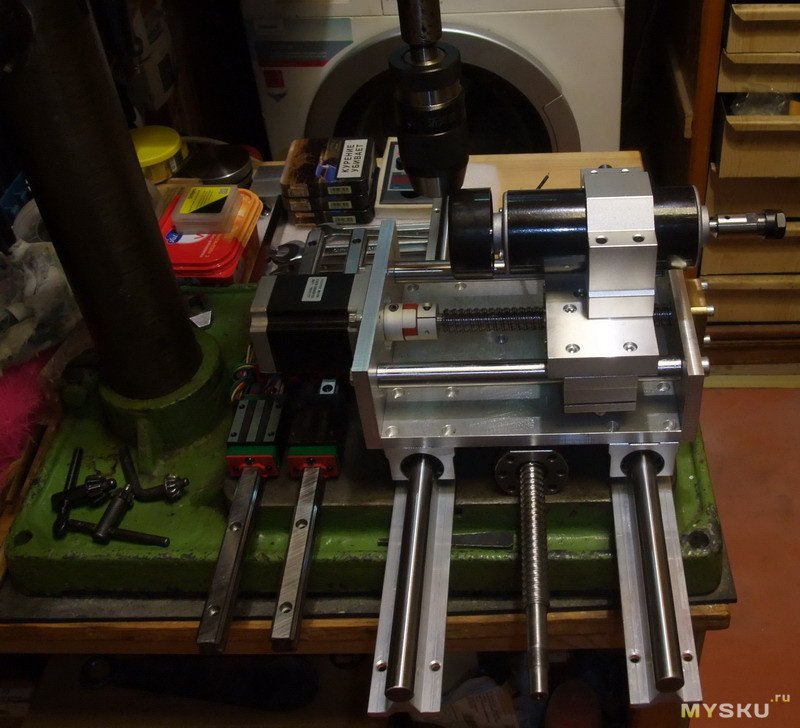
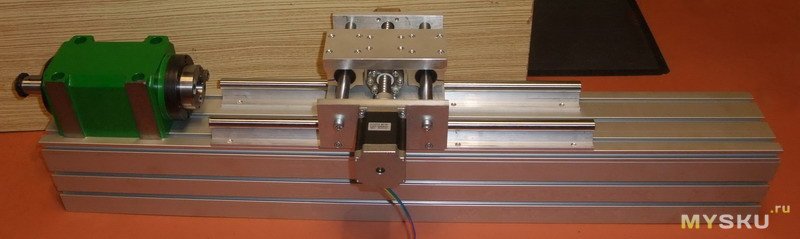
Но дальше собирать это в изделие пока не планирую, «типа так» — ось для испытаний драйверов ШД и прочей комплектухи т.е. своего рода небольшой полигон. Хотя в принципе собрать из него дальше можно что угодно, было бы только желание. Можно сделать подъем для сверлильника или координатный столик по двум осям, а при желании даже собрать
токарный по дереву. Все нынче унифицировано, подобные системы линейного перемещения как кубики у детей и все ограничено только Вашей фантазией.
Вот в принципе на сегодня у меня и всё. Всем бобра и удач в их творческих начинаниях.
Фантазии на тему тяп-ляп и в продакшен

Однако без этих дополнений покупка цековок будет практически бессмысленной. Так и будут валяться в ящике со шнурами, двухканальным свистком и замечательной блютуз колонкой.
Но еще раз: цековки для этого не портят и у слесарей допуска к станкам нет, а у кого он есть — тем и цековки не нужны — резец с фрезой в руки и барабан на шею.
А что длать нам — самодельщикам-табуреточникам, кроме как использовать имеющееся и не всегда по прямому предназначению?
И, да, цековка и в токарном отлично берется в центра, а узел круглошлифа выполняет шпиндель бормашинки.
Так что мимо, моя профильная профессия ДЕЛАТЬ инструмент (любой как мерительный, так и режущий). Более того: образование полностью профильное: пту + техникум и стаж по профессии на третью пятнашку лет пошел.
Какое ПРОФИЛЬНОЕ образование у Вас я не знаю, но про инструмент Вы пишете чистую ахинею.
Что делать? — да «букварь» хоть один раз на эту тему почитать 50-60 годов и сразу ясно станет что чем делают. А так же не писать на форуме всякую дичь ибо мнение такого профана как Вы молодежь может принять за чистую монету.
Перетачивал цапфу сначала грубо болгаркой в токарном станке, а потом Hilda-образной шлифмашинкой с гибким рукавом в резцедержателе с алмазной шарошкой.
Как видно на рисунке выше, для того чтоб «стянуть» между собой две детали резьбу может иметь только одна из них т.е. на крышке ее быть не должно (там освобождение под резьбу) и направляющая цековки под этот диаметр и сделана.
Для чего пытаться цековать отверстие например в детали №1 (куда направляющая не полезет) не совсем понятно. Ну может например в теории понадобиться загнать куда нибудь «Винт-ОСЬ» который НИЧЕГО крепить не будет. Но для этого и сам такой винт должен быть двухступенчатым (на оси не должно быть резьбы) и такой в метизах не купишь. А для стандартного использования В КРЕПЕЖНЫХ ЦЕЛЯХ (см. метизы — крепеж) никаких переделок/переточек не требуется.
И цековка производилась под диаметр устанавливаемого вала/направляющей, а крепление болтом было с обратной стороны.
Фрезерного у меня не было, а токарный был, поэтому вал протачивался под диаметр цековки.
Можно было, конечно, и саму цековку прошлифовать до нужного диаметра, но для нескольких посадок проще и быстрее было проточить валы.
Так же такая переточка может понадобиться при установке упорных подшипников на винтовые валы для выемки под эти смые подшипники.
Слева направо: та самая «трубочка» с диаметра 10мм на 8мм и рядом с ней «ответка» — то же самое, но снаружи. Это простейший калибр на соосность (винта ШВП и вала ШД) который используется только при сборке (для юстировки). Потом вместо него разумеется ставится муфта (на выбор любая из 3х что на фото справа, все подходят).
Калибр на соосность делается только резцом! никаких цековок, разверток и т.п. более того: его делают только «с одной установки» детали. Пережимать деталь в патроне нельзя — это уже будет мусор, а не калибр. После таких ошибок станочника уволят без выходного пособия (и правильно сделают).
Чтобы в плите, превышающей установочные размеры для настольного токарного станка сделать выемки/заглубления под концы направляющих осей.
и комментарий к вопросу:
mySKU.me/blog/aliexpress/86451.html#comment3863286
Могу только добавить, что отверстия под валы SFC16 я делал вовсе не 16мм, а 15,98мм т.е. плотно. В какой размер интересно хотели попасть ЦЕКОВКОЙ Вы? Она не предназначена для подобных целей т.е. точных работ (более того скажу что даже развертки идут в плюсе т.е менее 16,02-16,05мм ничего не найдете).
Ну нет у меня полного набора металлообрабатывающих станков, приходится обходиться тем, что имеется.
1. Протачивать их нельзя!
2. Это физически невозможно — сверху они каленые на максимальную твердость см. цементация так что их режут только болгаркой. Отжигать их нельзя! а вот просверлить их в центре (что я и сделал) можно. Даже тем кто рельсами круглыми занимается порой приходится нелегко (бывает отрежут болгаркой далеко от места крепления винта снизу) и пытаются их «просверлить/нарезать» сотни раз сказано: Вас спасет только небольшое углубление болгаркой в точке будущего сверления (2-3 мм) иначе ничего не сделаете.
ВЫВОДЫ: делайте прямо противоположное тому что пишет Ulises и всё будет хорошо))
По токарной обработке этих направляющих — они и валы ШВП отлично режутся резцами с пластинами Т15К6 или Т5К10, про эльбор можно даже и не упоминать. Точно так же, как ими режутся подшипники, твердостью 58-60 единиц.
Так-то, ваша специальность «Лего-мастер» по сборке из готовых комплектующих не имеет ничего общего с обработкой металла и конструированием металлообрабатывающих станков и приспособлений.
Попробуйте хоть что-то сделать не из деталей китайского посылторга, а из подножного металла, самостоятельно и с минимальным станочным парком. Тогда вам даже ластохвосты, сделанные болгаркой, не покажутся чем-то из ряда вон…
P.S. «пищали кирпичом давно не чистят», все станки в мире собираются из стандартных комплектующих которые одинаковы у всех стран мира без исключений и абсолютно не важно кто их делал — NSK или например Hiwin. Разумеется делал будучи в пионерском возрасте:
А потом когда из этого возраста вышел даже фотоплёнка цветная появилась, а вместе с этим и станки стал делать совсем другого класса. Так что деградировать до того что у Вас на фото желания разумеется нет — 21 век на дворе, а не 19.
www.chipmaker.ru/files/file/4334/
Крайне рекомендую к
прочтениюбеглому просмотру. После этого только мировые стандарты.kopa, а «профильные» не пробовал сверлить? Меня как-то попросили, я по ним алмазным надфилем шаркнул и желание сразу пропало (даже пробовать не стал) и отдал их прожигать на электроискровую (все одно мужикам там работы мало, большую часть рабочего времени только обломки метчиков из отверстий медным электродом выжигают).
там закалка по всей поверхности или только по рабочей части?
Выбор числа оборотов зависит от скорости реза, а она определяется диаметром инструмента и материалом инструмента и заготовки, а не количеством режущих кромок. Ну, и если придираться, то у сверла 3 режущие кромки. Третья называется — «перемычка».
Так это классика жанра — «окружная скорость режущего инструмента» или как её частенько называют «радиальная скорость». Чем больше диаметр/радиус, инструмента, тем разумеется меньше обороты шпинделя. Каким боком Вы это приплели к ОДИНАКОВОМУ диаметру 9мм?
а вот это вообще нонсенс, твердость Д16 и Р6М5 мягко говоря не сопоставима, так что опять: «не в тему».
P.S. только малые обороты и масло (можно керосин) иначе канавки наглухо заварятся стружкой.
P.S.: -Привет хомяку от моей «жабы», которой местная таможня(-с 1-го июля) зашила не только
пасть, но и все поводы «поквакать» на *Али*… ;-))
Ответ на PS. — у многих теперь такая же печаль, как у Вас, но будем надеяться, что китайские товарищи откроют свои базы и магазины в Европе и всё наладится. И местные таможенники и почтовики «пойдут лесом».
Мелочь китайцы не станут продавать в Европе — местные почтовики их без штанов оставят.
Главное, чтобы ваши посылки не пришли в переходный период, когда налог надо на месте платить — тогда обуют по полной.
А если посылка не пришла, то всегда виноват отправитель! Правда классно придумано?!
даже не надеюсь. Сделают обязательно, отмазка же идеальная, «вы хотите как в Европе». Хорошо, что я уже за эти годы запасов наделал да и в оффлайне китай (в Минске) сильно подешевел. И налог выше порога сейчас даже по божески, 15% и 5 евро.
2. Зажать через две пластины-жертвы и просверлить
«Штихель штихелю — рознь!»
«Одно дело шпицштихель! И совсем другое — больштихель!»
© «Покро́вские воро́та»
А в описании на страничке товара указано, материал — HSS-AL.
Погуглил, что за зверь такой AL и нашел только упоминание вскользь, что алюминий добавляют в сталь вместо кобальта. И что-то странным мне это показалось. Где кобальт, и где алюминий. Но я от «металлической» темы ооочень далек. Может быть автор что-то может (хотя бы в двух словах) разъяснить, стоит/не-стоит пугаться этих загадочных букв AL в обозначении стали.
Хомяк хорош.
ЗЫ. Не понял вначале что вызывало лёгкий когнитивный диссонанс на фотках, потом понял — надпись «закалённая сталь» на угольнике на рiдной итальянской мове.
Подскажите пожалуйста, каким инструментом можно сделать глухое отверстие с плоским дном (глубиной до сантиметра-полутора)?
P.S. того что обвёл зеленым цветом быть не должно (умные люди либо сверлят предварительно отверстие диаметром с эту сердцевину, а уж потом проходят вторым сверлом большого диаметра или точат так, как показал я. Огонь «трением» в среде рабочих добывать не принято). Так что можете для этой цели держать 2 сверла (одинакового диаметра) с разным углом заточки.
10 мм. Станков нет. Только небольшой шуруповерт Макита. Зажимает до 11 мм.
Предварительно платформа фрезера неподвижно крепится стубцинами к материалу.
Если они у Вас в наличии большинство вопросов подобного плана отпадает сразу. Имхо: в деревяшке (почти любой) я это «донышко» подправлю ковырнув один раз руками обычным воротком зажав в него первый же подходящий по размеру инструмент, даже шуруповерт не понадобится (исключения конечно есть: палисандр или например карельскую березу просто так не «ковырнешь», а вот с дубом — проблем не вижу).
P.S. если не секрет: зачем там «идеально чистое» дно?
ЗЫ: а форстнеры на 10 мм бывают? :-)
https://aliexpress.ru/item/item/32966647040.html
https://aliexpress.ru/item/item/10000153469632.html