Всем доброго времени суток. Сегодня у нас в обзоре будет центроискатель. Назову его слесарным, хотя это не совсем так скорей: ручной, разметочный, поскольку частенько им пользуются и станочники. Но поскольку у тех же фрезеровщиков понятие центроискатель несколько
иное — пусть будет слесарным (во избежание путаницы). Иногда в интернет магазинах его еще называют «угольник центровочный», но на заводах это название не прижилось — слишком длинное. Всем, кому это интересно — прошу под кат.
Начнем с того, зачем я его купил — ну разумеется для разметки (дома) поскольку это инструмент для быстрого и точного определения центра цилиндрической детали. На работе у нас они именно такие (по форме) и разумеется не брендовые — инструментальщики их делают сами.
Причем делают их чаще всего без всяких изысков — даже шкалы линейки на них нет (она не нужна), но с очень высокой точностью — ручная доводка всех поверхностей.
Для кого-то возможно покажется странным — всю жизнь работаю, а такого центроискателя до сих пор у меня дома нет. В данном случае ничего удивительного: «сапожник без сапог» это частенько бывает. Дело в том, что этот инструмент как правило делали наши деды, он прекрасно сохранился со старых времен и новых партий попросту не запускают. Даже на заводах их не так и много, потому и лишних нет, а заниматься изготовлением 1 штуки — себе дороже))
Потому и решил купить для дома, тем более в ближайшее время у меня планируется несколько обзоров с фразой
«центруем» деталь, но написав её я разумеется понимаю что токарных станков у народа дома почти нет, а разметка штангенциркулем центра цилиндра очень часто будет выполнена с неприемлемой точностью (да и
ширпотребом тоже).
Выбор и покупка
Поиск в магазинах этого инструмента результатов почти не дал — в наличии был лишь фирменный Kinex (Чехия/Словакия) стоимость которого на офф-сайте была довольно приемлема —
29.77 EUR (30 EUR = 2594 RUB)
Вот только где офф-сайт Kinex, а где я)) У нас же
цена на него во всех-инструментах мягко говоря впечатляла:
Пришлось после этого поискать его аналог у китайцев на али:

Цена на младшую версию 100x70мм (а большой мне и не нужен) меня вполне устроила, его и купил:
Не прошло и месяц, как товар приехал. Упаковка стандартная, все как обычно: обмотано пупыркой и положено в конверт, так что не буду заострять на этом внимание. Сабж как он есть — поставляется с чехлом неизвестной мне породы дермантина (кожа довольно грубая, надеюсь что прочная):

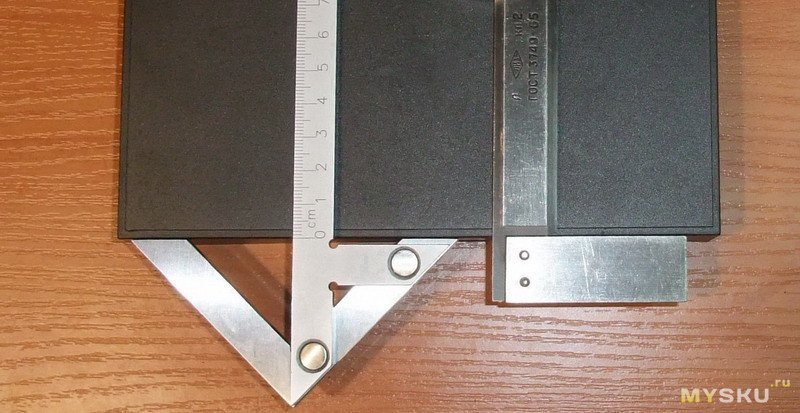
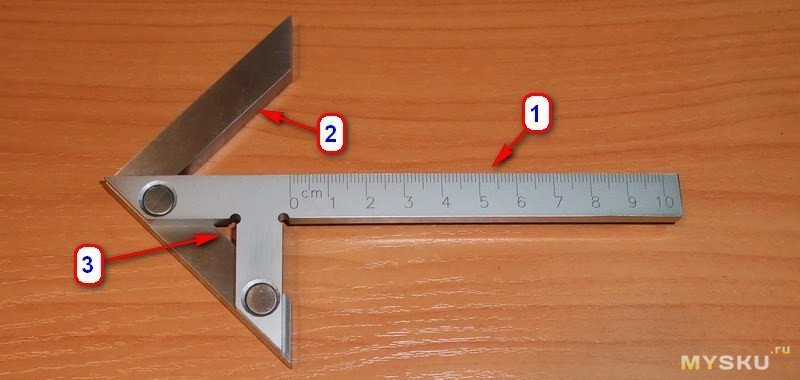
Вес изделия (без чехла) 145 грамм, габариты (в привычном для муськовчан виде, хотя на инструмент и линейка собственная нанесена) на фото ниже:

Изделие состоит из линейки, закрепленной на угольнике таким образом, что одна из граней линейки является биссектрисой прямого угла угольника. Тут наверно все сразу дружно вспомнили:
Для определения центра окружности накладывают угольник на торец цилиндрической детали так, чтобы обе его грани касались боковых поверхностей. Далее, чертилкой по линейке наносят на деталь риску, поворачивают угольник на произвольный угол и повторяют операцию. Место перекрещивания двух рисок и есть центр окружности, который после этого можно накернить, зацентровать и просверлить.
По замыслу создателей (которые видимо хотели универсальности) центроискатель можно использовать вместо обычного угольника, для этого и линейка:
Но как Вы и сами понимаете, достаточно его сдвинуть немного влево и… он потеряет точку опоры. В общем обычный угольник он всё одно не заменит, потому как и писал выше не вижу особого смысла в этой шкале (да и деды наши не видели, а потому чаще всего её и не делали). Разметочный центроискатель — узко специализированный инструмент, которому нужна только
точность, а универсальность ему ни к чему.
О точности полученного инструмента
В первую очередь нас интересуют всего 3 поверхности которые должны быть не только отшлифованы (и даже не просто притёрты), а доведены.
Примечание: «притирка» — это просто притереть пастой плоскости (3-й разряд слесаря), а вот обеспечить при этом параллельность 2-х сторон, попасть в угол или в размер — это уже «доводка» (6-й разряд).
Нам нужно как минимум: одну сторону линейки и внутренние стороны угольника (обе). Все остальное для нас вторично (хотя в процессе самого изготовления на самом деле и необходимо для того, чтобы «выставить» изделие «в ноль» перед его окончательной сборкой на заклёпки). А вот, те поверхности что притерты на нём по факту:
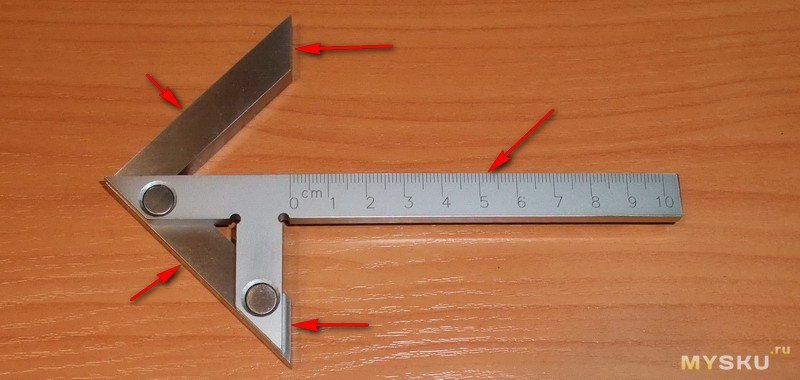
То есть из 3-х необходимых нам для работы поверхностей по факту притёрта только одна — рабочая сторона линейки. Все остальное — обычная шлифовка, причем грубая (ноготь за риски цепляет) и поперечная (а по другому поверхности «в упор» и не отшлифуешь, так что даже о продольной шлифовке можно только мечтать). Здесь уже должна быть только работа слесарей — доводка поверхностей чугунным притиром с абразивной пастой, но работа эта трудоемкая, а потому китайцы с ней и заморачиваться не стали. Вот «обратная сторона медали» про которую я пишу:

Вот фото ниже крупным планом:

А вот к рабочей поверхности линейки у меня претензий нет, на вскидку примерно 8-9 класс чистоты и отсутствие ям т.е. пресловутая «плоскостность» по факту сделана:
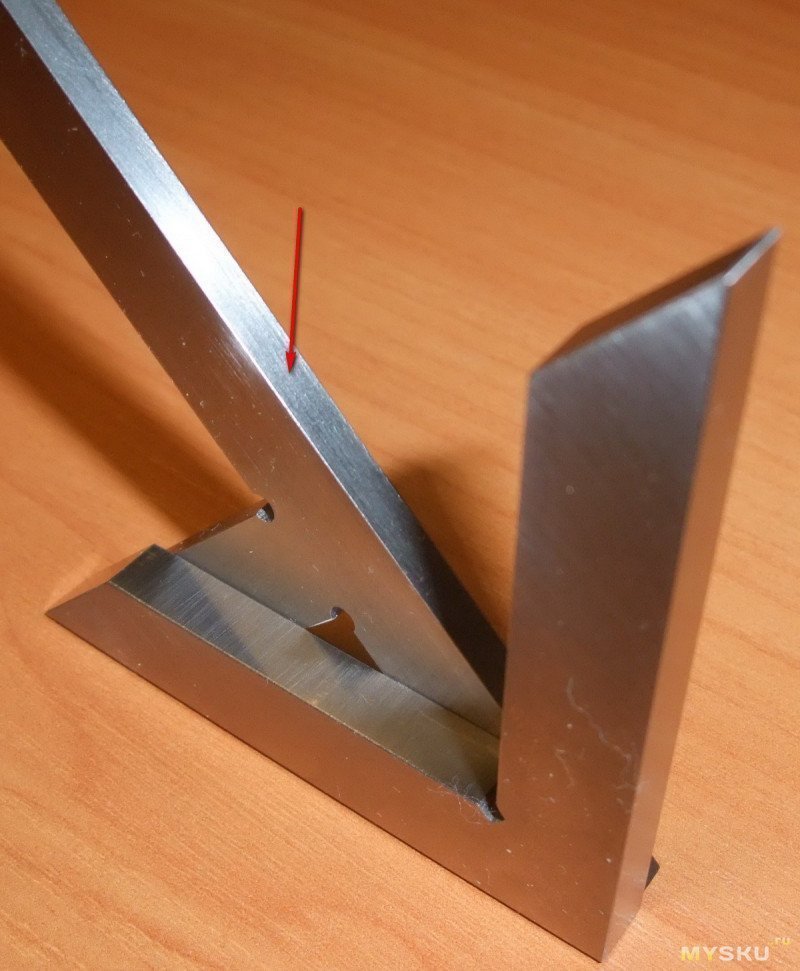
Что касается ям на внутренней поверхности угольника (на моем экземпляре), то левая сторона — фактически одна большая яма глубиной примерно 0,02мм, а на правой стороне приблизительно такой же глубины 4 «рытвины» т.е. те же 2 сотки. Кстати именно столько доводкой выводится без всяких проблем — стандартный припуск при грубой шлифовке который легко выводится почти любой абразивной пастой, можно взять например готовую эльборовую в тюбиках — зернистостью 10/7 смахнуть 1,5 сотки, а потом более чистовой 5/3 смахнуть 0,5 сотки и вуаля)) Но это теория, а на практике хорошему танцору всегда что нибудь мешает. В данном случае это заклёпки.
Все ли на самом деле так плохо
Ну разумеется… нет. Если бы это был измерительный инструмент, то я назвал бы его «показометром», причем довольно приемлемого качества. Но поскольку он разметочный, то назвать его так нельзя. Дело в том, что при слесарной работе
по разметке (чем её только не делай) все одно накапливается так называемая «суммарная погрешность». Здесь очень много факторов, например какой остроты у Вас чертилка (на сколько соток она притуплена, надеюсь никто не думает, что там абсолютное острие). Далее: с какой силой на неё будут давить т.е. толщина самой черты. Точная разметка — тонкая разметка, а её как правило плохо видно. Уже на этом этапе разметки получилось намного больше тех 2-х соток, а нужно ещё керн в руки взять (кстати правильно ли он заточен? должен быть не «абы как» на точиле, а на круглой шлифовке чтоб при ударе на одну сторону не уводило. Всегда ли его там правят? — вопрос скорей риторический). Далее: глазомер (спец молотки разметчиков Гаврилова и Дубровина многие видели? — я нет, они похоже только в книжках существуют). Ну и далее 1 удар молотком (второй нельзя — уведет вбок). Про автоматические китайские кернеры писать не надо — это к диванным экспертам, его пока нажмешь уедет не пойми куда. Далее центруем, сверлим (точность заточки режущего инструмента). Ну и что в итоге? Во что попали? Ответа в гугле и яндексе Вы не найдете — в сети только теоретики.
Открою страшную тайну: если на чертеже стоит допуск 0,15мм то слесарь уже не может в этот размер
гарантированно уложиться по разметке и поэтому несет деталь на станок — фрезеровщику, токарю и т.п. чтобы тот «ткнул» ему деталь центровкой. Если он попытается сделать это сам, то шансы попасть в этот допуск у него — 50/50, а вот в 0,2мм слесаря уже как правило попадают сами. Вот мы и приплыли — было 0,02мм, а стало 0,2мм т.е. ровно на порядок. Так что в принципе двумя сотками можно и пренебречь, но в процессе работы по разметке может «набежать» вестимо больше.
Проверим инструмент в работе
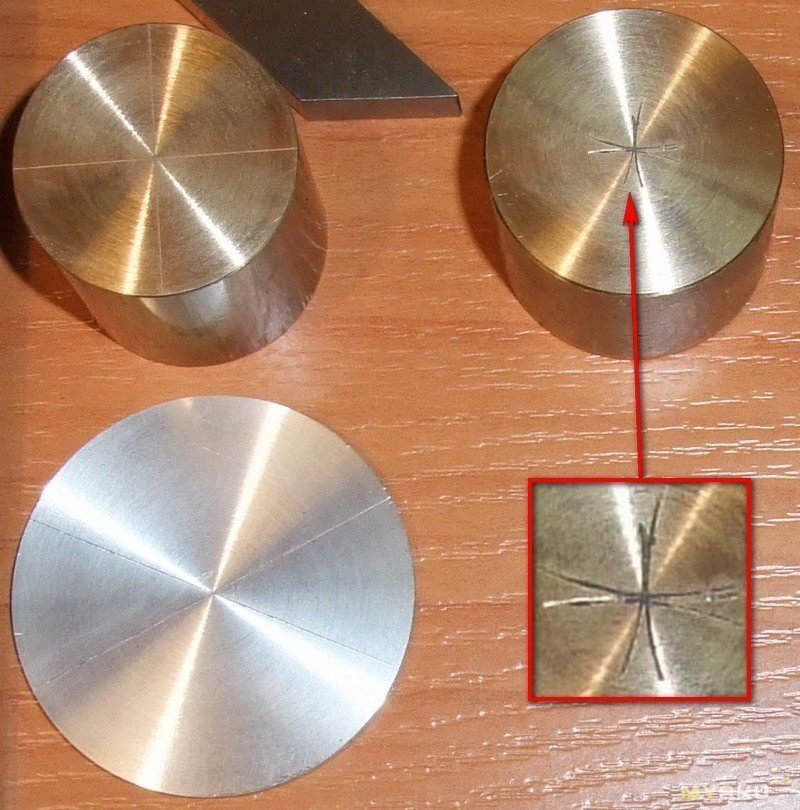
Для этой цели возьмем первые попавшиеся нам под руку цилиндрические детали:

Для сравнения посмотрим разметку выполненную с помощью обычного (старого, его не жалко) штангенциркуля ШЦ-II и центроискателя:
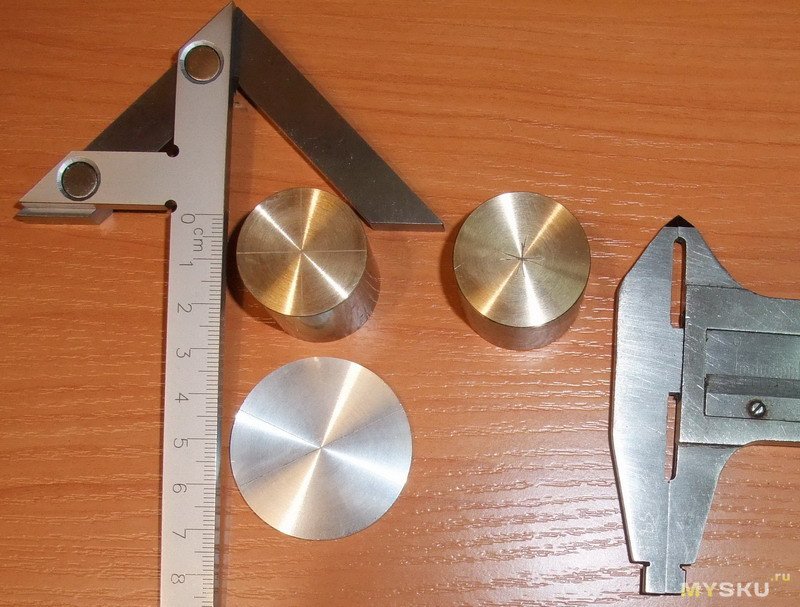
Размечать центроискателем одно удовольствие — приложил к детали, и провёл чертилкой две риски. Штангенциркулем делать это менее удобно и дольше по времени: сначала измеряем диаметр цилиндра, затем делим это на 2 — получаем радиус, который на штангеле и выставляем, а затем проводим 4 риски и… разумеется попадаем «в молоко» поскольку ставить его приходится с перекосом цепляясь одной из губок за боковую поверхность цилиндра. Угол наклона учли? — нет. За кромку равномерно цепляли? тоже разумеется нет — где за 0,5мм, а где и за 1мм так что получите по факту то что получилось:

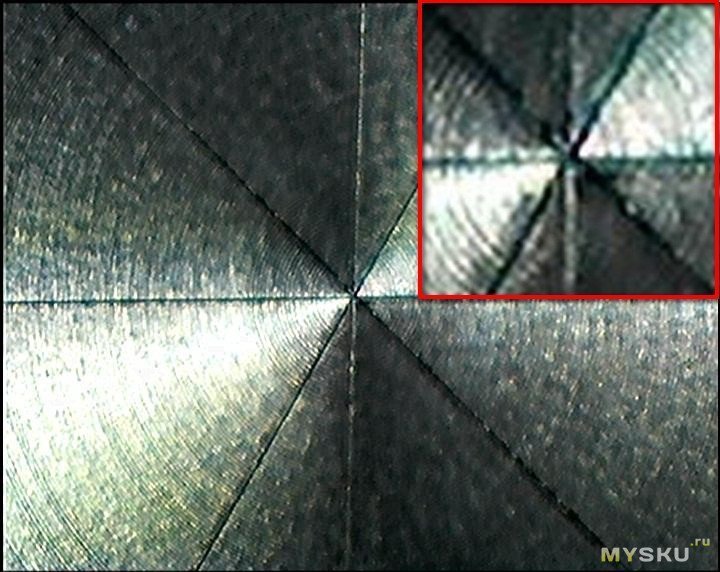
Работа выполненная центроискателем выглядит конечно даже визуально точней, но в принципе мы попали и штангелем — как говорят артиллеристы «взяли в вилку» и следующий снаряд точно в цель — между рисок. Я намеренно не стал добавлять на штангеле поправку на угол его наклона иначе получилась бы полная каша из 4-х рисок — слишком толсто, и точно накернить такую разметку ещё трудней чем попасть в перекресток.
В общем невооруженным глазом разметка выполненная при помощи данного центроискателя выглядит довольно прилично. А если все таки «придраться» и посмотреть на это хотя бы в мелкоскоп (не микро), то что мы там увидим? Проведем по центроискателю ещё 2 риски и посмотрим при увеличении что у нас получилось:
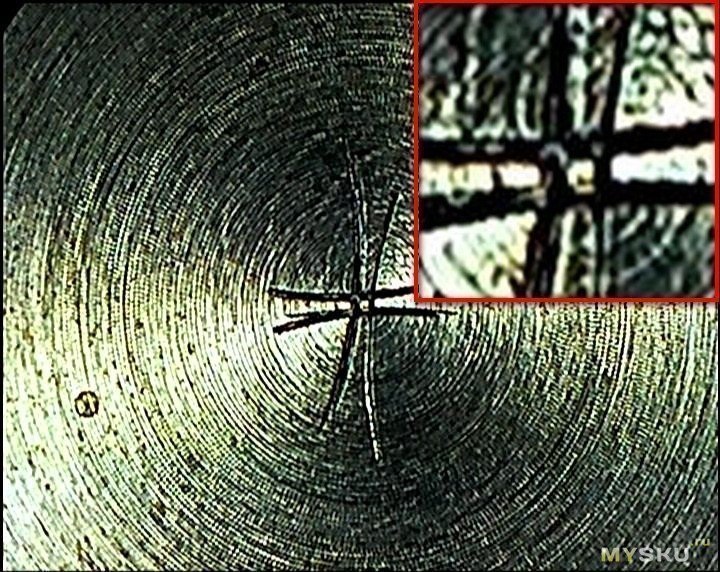
Вот такие «пироги», разумеется погрешность никуда не пропала, так что керном попадем в «среднее арифметическое» — как повезёт. В теории можно любому инструменту присвоить класс точности — тот же угольник например у меня 2 класса. Но это для доделанных изделий, а в данном случае перед сборкой оно фактически не было закончено. В зависимости от диаметра изделия попасть можно на разные точки угольника — где то попадет возможно и в ноль, а где и в канаву угодит. Так что присвоить ему какой-то стабильный класс точности (в данном исполнении) увы не представляется возможным. Разве что классифицировать его как бытовой, а не профессиональный. Нужен он Вам или нет — решайте сами, кому-то он вообще (даже точным) покажется в хозяйстве лишним.
Добавить могу лишь то, что он разметочный, но не совсем слесарный — им часто пользуются и… токаря. Казалось бы чего проще: вот токарный станок, зажал деталь и ткнул деталь
центровкой, вот она идеальная точность. На практике это не всегда так — большие диаметры в шпиндель не лезут, а на весу длинный прут не зажмешь — без поддержки заднего центра деталь попросту улетит. Вот и приходится им тоже по слесарному иногда работать чтоб закрепить на станке длинномеры.
Ну и традиционное, а что сказал хомяк?
Хома конечно понюхал изделие (он у меня вообще любознательный), но только 1 раз. А потом внезапно пошел в отказ — категорически отказался от фото сессии с его рекламой: воротил от него свой нос и причитал что он не крыса, хвоста у него нет и изображать из себя биссектрису он не собирается, да и вообще углы ему не нравятся поскольку хомяки предпочитают свободу — сидеть на плинтусе, а не в углу.
А кроме того, хома знал… на каком мелкоскопе были сделаны последние фотографии этого обзора. Вот на него он и «запал», оттащить его от мелкоскопа было реально невозможно, он обследовал его со всех сторон, пытался его царапать и сделать своё любимое «кусь». Одним словом «спалил» контору раньше времени, придется анонсировать одну из фотографий следующего поста:

В принципе мы с хомой планировали сделать это одним обзором, но фотографий получилось слишком много, поэтому пришлось дробить пост. Постараемся сделать следующий обзор повеселей, а этот получился «фундаментальная рутина», но без неё увы никуда — на что то опираться надо когда пишешь «центруем». Так что извиняйте если получилось скучно — мы с хомой исправимся))
На этом у нас с хомой пока всё, желаем всем удачи и успехов в творческих начинаниях.

Глупый вопрос с дивана — а пришабрить такие поверхности не реально?
UPD: я ж говорю, что с дивана). Сам неожиданно сообразил, что шабрят гугун.
фейспалм
И, если честно:-искренне радует, что на *Муське* стали чаще появляться обзоры такого уровня!
Особенно, в части действительно полезных устройств и приспособлений…
Блин, а я все никак не сяду написать ругательный обзор про штангенциркуль terma cda100, который продается в милтоновском и etopoo магазинах на алиэкспрессе, который производитель буквально недавно сильно удешевил.
Блин, я вот думаю, чем лучше проверить правильность показаний штангенциркуля, который собираюсь обозревать и ругать. Плиток Йогансана дома нет и смысла покупать особого не вижу. А покупать советский набор, хоть и новый с допуском h7 (или как правильно?) за цену штангенциркуля- тоже не вижу смысла.
А из более-менее точного есть только хорошие израильские фрезы по дереву и твердосплавные сверла для печатных плат.
Дабы даже своим видом не вводить Вас в заблуждение. Стрелкой указал уголок примерно 3мм который стачивается на обычном точиле в тот момент когда плитки КМД с предприятия списываются (дальше за ними никто не следит — тащи домой если надо). Разумеется их не выбрасывают — для микронов они не годные, а для соток пойдут. Поэтому их просто отдают станочникам чтоб они их «добили» используя в качестве упоров на станках и т.п. Почему не сбиты углы «шаблонов» на тех, что продают на толкучках? Так бардак на заводах давно, занимается этим на предприятиях только 1 человек (кладовщик хлам-базы) который заведует списанием «всего и вся» — от содержащихся редкоземельных элементов в этом мусоре до «уродования» на точиле списанных штангелей, микрометров, тех же плиток и т.п. Кстати на территорию хлам-базы он не имеет права (в теории) пускать никаких рабочих чтоб они не смогли воспользоваться списанным инструментом дабы исключить брак (а пометит визуально — и сам раздаст всем желающим).
Далее: на что обращать внимание если человек действительно когда-нибудь захочет купить «плитки» а не «шаблоны» (с рук разумеется, а не новые с завода). Во-первых: паспорт которым все так любят щеголять можно (спустя некоторое время после покупки новых) смело отправлять в мусор — он даже метрологии не нужен. Всех интересует только «аттестат» который идет к нему в придачу, а если быть точней, то только 4 цифра после запятой в нем — пока «нулевые» — вещь, а как пошли 9-ки, 8-ки,7-ки это уже после ремонта. Точно не помню цифру — вроде как 5 (десятых долей микрона износа) после которых их и списывают на шаблоны. Но это только первое что смотрят в аттестате, а далее смотрят разумеется дату последней поверки (1 квартал) и подписи метрологов со штампами.
P.S. «плитки с хранения» — это вообще ни о чем — какая например влажность была там где их хранили? То что они смазаны ни о чем не значит — любая консервация имеет свой срок (бессрочной её в природе не существует). Так что после длительного хранения все одно поверка нужна — на склеиваемость (как прилипают друг к другу — если плохо, то отдать «освежить» инструментальщицам — девочки этим обычно занимаются, а потом уже метрология). В общем купить б/у действительно плитки, а не шаблоны не так и просто. Да и себе дороже может стать чем новые от изготовителя после всех этих «освежений» и «поверок» которые разумеется не бесплатны. Так что заниматься этим (дабы попытаться сэкономить) можно было-бы порекомендовать лишь тем, кто во всей этой «кухне» варится, но они и сами все это прекрасно знают, а потому и читать не будут.
P.S. по тестам штангелей и прочего мерителя вторым комментарием подробно напишу (рука бойца строчить устала — пора и перекурить).
1. Как их вообще принято проверять
В первую очередь всегда смотрят люфт подвижной рамки — их быть не должно (любыми способами и методами). Самое простое было — подогнуть пружинную дугу сверху чтоб рамка поплотней ходила, иногда использовалась фольга различной толщины из бериллиевой бронзы (узкие полосочки ножницами отрезали и вставляли в рамку подогнув у них края чтоб из рамки не выпали и т.п.). Тут как хочешь — так и добейся, но люфтов быть не должно иначе и смысла дальше нет.
2. Визуальный осмотр рабочих поверхностей — смотрим очень внимательно на острие разметочного носика губки: микро-заусенция просто обязана там быть (идеального острия не бывает). Она может быть размером всего 1-2 сотки и при этом гулять «туда/сюда» изредка попадая между губок и нарушая повторяемость измерения. Заусенец разумеется удаляется.
3. Далее рабочие поверхности доводили 3-мя чугунными притирами (диаметром 30-40мм толщиной примерно 20мм. Размеры не важны — требуется только их плоскостность и параллельность) постоянно эти притиры меняя и подправляя их на чугунной плите (метод 3х плит). Но это все так — для общего сведения, чтоб ничего из виду не упустить. А вот далее как раз идет проверка.
4. Проверяли притертые поверхности штангенциркулей исключительно на просвет. Но это не так просто как кажется — смотрели через губки на раскаленную вольфрамовую нить накала лампы 40/60Вт 36В (местное освещение). Не просто смотреть на солнце — контролерши ОТК умудрялись закрывать эти лампы фольгой (крепили её канцелярскими скрепками) и оставляли узкую щель для губок. И как там только что то блеснет, то сразу — оттаскивай. Тест нереальный — из 100 отремонтированных штангелей как минимум 60 возвращали обратно (мы с ними рядом сидели — 2 метра до них так что таскали охапками по 2-3 раза туда-сюда). Самое сложное — сдать контролершам СССР-овский разметочный ШЦ-II поскольку поверхностей у него две и довести их одинаковыми не так то просто. С современными проблем нет — у них «обратки» как у колумбуса. Притер одну и готово, даже рамку нониуса отвинчивать не надо чтоб на ноль выставить (там отверстия овальные), а только кнопку нажать — везет же слесарям нынешним))
5. Тест на измеряемые размеры — старые штангеля проходили его почти автоматом (если прошли 4 пункт). Если штанга «восьмеркой» не согнута, то куда им деваться? В качестве теста можно использовать например установочные меры от микрометров.
img.mysku-st.ru/uploads/images/04/62/56/2017/10/25/cca3a3.jpg
Они идут с ними в комплекте: 25/50/75/100/125мм и т.д. Если есть можно использовать их. А можно использовать и обратные губки для теста по любому микрометру раскрутив его на определенный размер. Кстати тест очень точный ибо микрометр жесткий и он соточник, а любой из штангелей им быть не обязан, хотя на них и электронику повесили.
Ну и главное, что нужно на электронном посмотреть это повторяемость. Например вот у этой породы штангелей никакой повторяемости никогда не было, нет и не будет:
Там это не «иногда», а практически всегда — чип там г. полное и батареи в момент сажает (через мои руки их много прошло, качество изготовления металла разное, а электроника уныло одинакова).
Hivoltage, если появятся вопросы по нюансам вышесказанного для подготовки обзора и т.п. — свисти в ЛС.
Вот ссылка на его металлический клон:
https://aliexpress.ru/item/item/32965648649.html
Прихожая начинается с вешалки, а измерительный инструмент… как это не покажется странным с коробки. Тему «кофры» по поиску не пробивал? (комплектующие для них, цены на готовые и т.д.). Вот одна простейшая комплектуха без которой никуда — Пластазот
casehardware.ru/adam-hall-hardware-019315sa
Как на него цена — нравится? А для того, чтоб штангенциркуль в него положить, нужно ещё и ложе под него вырезать — без осциллирующего ножа (Knife Head) там делать нечего. Вот самые дешманские:
wavetopsign.aliexpress.ru/store/group/Knife-Head/926078_516572198.html
Далее следует цена пластиковой коробки — её штамповка из пластика стоит не дороже мыльницы для мыла, а вот литьевая форма для нее по цене очень дорога, поэтому делать индивидуальную форму под каждый инструмент разумеется не выгодно.
Вопрос: если бы Вы были производителем, стали бы упаковывать «Г» в «конфетку»?
А вот наоборот изредка бывает (для заманухи — первые партии, а потом содержимое «фантика» разумеется станет таким же его как обертка. В свете этого смотрим на клон Kinex:
Таких коробок миллионы, цена из в Китае несколько центов, а все что в них положат недалеко от той цены ушло. А вот коробка оригинального Kinex:
Ну и заодно его проверим:
А теперь по аналогии с Kinex взглянем на коробку Terma (тс там наклеенные бумажки с иероглифами смакует вместо того, чтоб её саму показать):
Что Вы хотели, чтоб в неё положили? Выстави он эту коробку напоказ (первым же фото) имхо: на этом обзор можно было бы и заканчивать, а в комментариях обсудить количество хороших (первая партия) штангелей для заманухи которые туда положат. Ну а то, что производитель в дальнейшем собирался туда положить содержимое по цене упаковки лично я например не сомневаюсь.
Вот например дешманский:
Найти можно в офф-лайне как синие так и черные. Обычный дешевый китаец, лежать он должен естественно в коробке с отделкой пластазотом, а на хвосте штангеля должен стоять отечественный логотип (какой — не важно, через мои руки их десятки разных прошли — типа «сделоноунас»). Разумеется логотип этот ширма — ставят его у нас все кому не лень, НО как правило: все они прошли нашу госприемку т.е. аттестованы (если не проходит — эту партию китайцам обратно заворачивают). Подобные штангели работают годами на заводах и каждый квартал проходят метрологию «на ура». А вот какие китайские фирмы делают этот ноунейм я даже не знаю, но покупать его у китайцев я бы точно не стал — это как правило те самые возвраты не прошедшие приемку у нас (вот исключение см. его коробку). З.Ы. у нас этим штангелям даже название придумали))
1)мне этот штангенциркуль нужен для домашних нужд, и скажем так, мне для моих нужд достаточно чтобы штангенциркуль показывал с точностью в 5 соток (а это насколько мне известно вполне даже и штангенциркули подешевле показывают- обычно у не самых плохих китайцев точность насколько помню в 2-3 сотки выходит (естественно с нормальной, жесткой конструкцией). Брал я этот штангенциркуль не из-за точности, а исключительно из-за удобства- т.к абсолютный тип автоматически предполагает, что штанген не будет пропускать шаги и быстро высаживать батарейку. Но к сожалению этот пункт китайцы провалили.
2)По брендовости- я прекрасно знаю про настоящие бренды- митутойа, махр, теса, кинекс, шинва и т.д. Но по Терме- многие считали что терма весьма серъезный производитель, и тут одна из причин- что во-первых ни у кого не было абсолютной технологии из китайцев, а только у брендов была такая технология. И вторая- многие считают что терма делает одному весьма известному американскому бренду (igaging) измериловку, которую американские пользователи обсосали вдоль и поперек.
3)Коробка- не спорю что театр начинается с вешалки- но опять же, с хорошей коробкой инструмент станет стоить дороже и тогда смысла китайские бренды брать не будет смысла. А так- вы конечно нашли у какого производителя смотреть цену на эва пластик:))) У адамхолла и у пеннэлкома такие вещи стоят дофига, хотя по факту туристическая пенка с ценой в несколько раз ниже сделана из того же эвапластика:)) Да и коробка не всегда показатель цены, даже если брать другую сферу- то же профаудио- условная октава может свои студийные микрофоны за 12 т.р упаковывать в неплохой деревянный ящик, а какой-нибудь shure может свой студийный микрофон (ну например sm7) укладывать в банальную картонную коробку, при этом имея ценник в 3 раза выше. Так что это не показатель.
4)По возможности подделки- тут к сожалению непосредственно производитель терма (не магазин, а именно производитель- я напрямую производителю написал) ответил что штангенциркуль у меня действительно их производства и что да, они недавно изменили конструкцию. По поводу ухудшения ответили что дескать не видят никаких проблем с инкрементальными энкодерами. Причины удешевления спрашивать не стал- все-равно явно честно не ответят. Хотя догадываюсь какие причины были- жадность маркетологов, кризис компонентов и возможно митутойя наехала с патентными правами.
А так, по китайцам вывод сделал, что пора бы с ними завязывать:)) Хотя даже более известные производители могут ухудшить свои продукты в любой момент- далеко ходить не надо- тот же WD в начале без предупреждения пользователей стали делать жесткие диски с черепичной записью, а из совсем недавнего- в свои твердотелки стали ставить более медленную флеш память, не меняя при этом артикула. Поэтому никому нынче верить нельзя:))
А по инструменту- никто же не бежит себе покупать домой КИМ-ы, чтобы раз в месяц измерить толщину доски например:)) Ну или никто не берет обрабатывающий центр от HAAS чтобы пять отверстий просверлить в месяц:))) Но по измерительному инструменту походу завяжу эксперименты с китайцами.
2-х и 5-и соточников ещё со времен союза всегда хватало (они просто без электроники шли). У меня таких пара штук внесенных в Госреестр дома валяется — один колумбус на 150мм, а другой аж на 300мм (причем моя модель 300мм колумбуса имеет глубиномер и вызывает у меня гомерический смех когда он раздвигается на 600мм). Но работать ими без электроники неудобно, без бинокулярных очков совпадающие риски очень плохо видно, потому и пользуются ими крайне редко предпочитая шкалу 0,1мм + микрометр. Так, что имхо: электронное табло окромя крупных цифр больше ничего и не дало в этом сегменте инструмента — все одно жесткости у них мало, а потому по точности выше тут и не прыгнешь.
Большой приличный но дешевый черный штангель:
mySKU.me/blog/china-stores/82891.html#comment3682420
Микрометр — нутромер («растопырками» их кличем) если бы кто знал, сколько стоит для него… дюралевый кофр:
mySKU.me/blog/china-stores/82891.html#comment3682368
Немного о жесткости штангелей:
mySKU.me/blog/china-stores/82891.html#comment3682798
Это угольник для дерева и точность у него соответствующая. В обзоре я дал ссылку «ширпотреб» (она не обидная — товар Широкого Потребления) на чужой обзор. Не читали?
mySKU.me/blog/china-stores/60496.html
Там автор правильно пишет:
Вот Вы бы сами и оценили свой угольник прежде чем пытаться что-либо из него делать (это же будет базовой точкой отсчета и если там 1,3 мм то… кхм во что целиться то будем?), всего делов то — его перевернуть и посмотреть. Если все очень плохо, то нужно сначала его выставить по поверочному угольнику и только потом пытаться что-то из него делать.
Примечание: поверочные угольники не для работы, а только для проверки обычных угольников. Они не должны иметь никаких заклёпок и изготовлены из цельного куска металла.
У меня в обзоре рядом с обозреваемым центроискателем маячит обычный угольник (в теории 2 класса точности). Знаете моё отношение к нему? — я ему верю только потому, что периодически прикладываю к поверочному после каждого неловкого с ним обращения (чуть стукнулся об стол — сразу контроль). Никаких иллюзий по поводу штифтов не испытываю со времен училища — ПТУ-шники ими гвозди заколачивали, а потом их нам на участок привезли: «выставите» для подшефного училища. Количество было огромное — несколько тысяч штук одинаковых (тот что в обзоре с той партии). Выставить не проблема — тюк молотком и он на место встал. Сделать на «отчепись» не проблема. А если себе — то разумеется сразу эти заклепки менять ибо на них внутри микро-замятины.
Вопрос: если даже выставите «в ноль» тот желтый угольник (нереально), то заклепать его чтоб было абсолютно неподвижное соединение сможете? Эти столярные угольники потому с магазина и кривые — из-за заклепок. В общем все в Ваших руках — ничего невозможного нет.