
Ранее я тестировал лазерные граверы мощностью слабее и даже 10Вт хватало, чтобы за 4 прохода вырезать деталь из деревянной доски толщиной 18мм, фанера 4мм спокойно резалась за один проход на скорости 200мм/мин. Но обозреваемая модель не только вдвое мощнее, но и технологичнее. Имеется встроенный дисплей для автономной работы и подстройки на лету, датчик огня и фильтрация воздуха, чтобы снизить задымленность в помещении. Помимо этого Phecda проще собирается и выглядит намного лучше.

Курьер привез большую, увесистую, но не высокую коробку.

Если убрать картинку с упаковки и спрятать инструкцию куда-то вниз, трудно будет догадаться что это. Все части корпуса аккуратно распределены и прикрыты мягкими вставками.

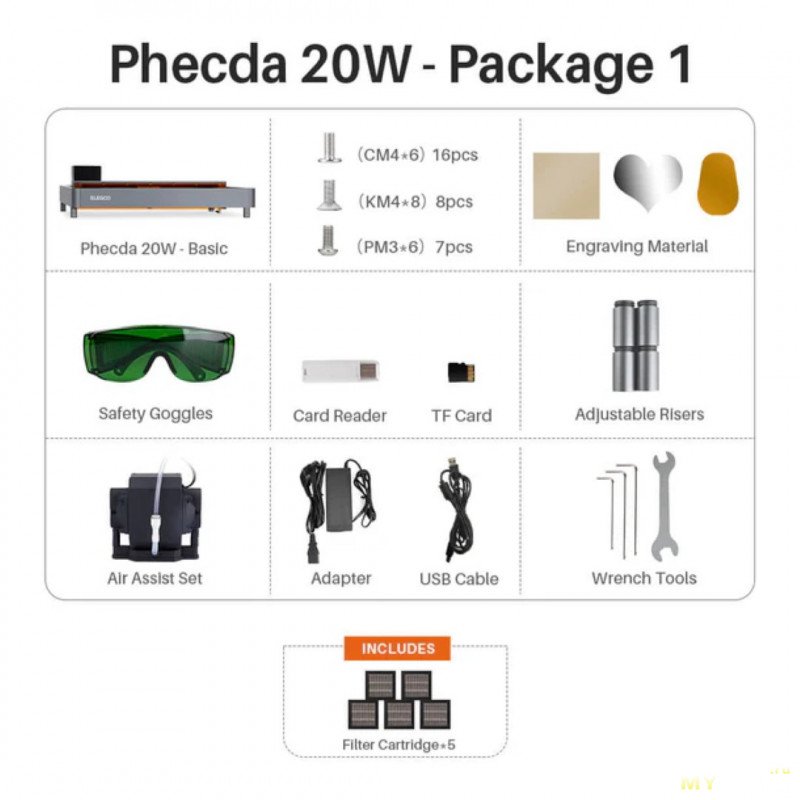
Вот весь комплект на одном фото.

Помимо основных элементов конструкции в Set 1 имеются дополнительные вставки на ножки для более комфортного использования с сотовым столом, комплект air Assist, включающий в себя компрессор с регулировкой производительности, трубки и фитинги для быстрой установки и пять сменных фильтров для очистки воздуха. На странице производителя есть перечень.
Насос работает тихо, есть резьба для фиксации на наклонных поверхностях или под столешницей. Производительность у данной модели не очень высокая, но возможно для 20Вт больше и не нужно.


Лазерный модуль тяжелый, для фокусировки используется ножка с магнитной фиксацией в верхней точке. На практике оказалось довольно удобным решением по сравнению с калибровочными модельками, которые нужно подсовывать между обрабатываемой деталью и соплом. Оптическая мощность лазера 20Вт, модуль требует питания 24В 3А.


Пока подключал движки и сенсоры, сфотографировал основную и плату дисплея. Установлено два модуля ESP32, к одному из который подключается Wi-Fi антенна.


Прикручивается она в нижней части корпуса, не сразу нашел разъем без инструкции.

Сборка корпуса простейшая, ошибиться даже при желании будет сложно, т.к. везде имеются пазы с направляющими, так что просто вставляем всё куда вставляется и закручиваем. За 15-20 минут можно управиться.

Я периодически сверялся с текстовой инструкцией, но есть и подробное видео.
Вот такая красота в итоге должна получиться и да, сотовый кажется ппц каким мелким, хотя у него рабочее поле 350*350мм. Я его покупал для TTS-10 с областью гравировки 300*300мм.


Фильтр в систему очистки воздуха уже установлен, при встряске внутри что-то шуршит(вероятно уголь) и он действительно значительно снижает запах дыма во время гравировки той же фанеры, главное с мощностью не переборщить.

А вот во время резки его производительности уже не хватает и нужно использовать вытяжку. У меня она давно имеется, но в данном случае возникла проблема — из-за большого размера гравера дым из фильтра на приличной скорости фигачил мимо. Пришлось сместить корпус влево, заодно смонтировал дополнительную розетку в углу.


Как же мне не хватало дисплея у предыдущих моделей. Любые действия требовали подключения к ПК или телефону. В главном окне отображаются 4 пункта меню, значок активного Wi-Fi и координаты лазера. Казалось бы, без концевиков данная информация бесполезна, но как минимум можно убедиться, что гравер в нулевой позиции и не поедет никуда после старта задания.

В Adjustment активируется лазер с 0.5%, 1% и 10% мощности. В Control можно подвигать голову по двум осям и обнулить координаты. Удобно, но обнуление есть и в меню гравировки, так что редко сюда захожу, а лазер двигаю руками в нужную точку.


В Tools находится информация о принтере и основные настройки системы.


Модуль Wi-Fi служит только для подключения к принтеру, вогнать его в домашнюю сеть не получится. Имеется поддержка нескольких языков, русский не завезли.


У системы обнаружения пламени есть два вида чувствительности и при желании её можно отключить. При активации Tilt, гравер будет ругаться на слишком большой наклон корпуса, что будет не полезно для геометрии полученной детали и глубины реза. Да и портал может под своим весом уехать до старта задания.


Ну и меню гравировки. В главном окне отображаются файлы, сохраненные на флешки, внутреннего хранилища нет. При нажатии на нужный, открывается интерфейс подготовки, в котором можно подвигать лазер, выбрать режим с поворотным модулем при необходимости, обвести область гравировки и убедиться, что она не выходит за пределы заготовки. Если нужно изменить начальную позицию, достаточно сдвинуть лазер в нужную точку и нажать кнопку Position, которая обнуляет текущие координаты. Carving запускает задание.

Во время работы отображается текущий прогресс, с помощью верхних кнопок гравировку можно приостановить, отменить или изменить мощность и скорость.

Как писал выше, Wi-Fi модуль используется для создания точки доступа, так что в сеть его не вогнать, но можно подключиться локально и управлять, в том числе с помощью телефона. Для этого необходимо скачать приложение PHECDA в плеймаркете.
Интерфейс незамысловатый, в главном окне нужно зайти в настройки и выбрать мощность лазера, затем нажать на цепочку в правом верхнем углу, подключиться к появившейся новой точке Wi-Fi и ткнуть Connect.


В Material Library всего 9 картинок. Выбираем понравившуюся, на втором этапе необходимо либо вручную выставить мощность и скорость, либо выбрать материал заготовки для автоматической настройки.



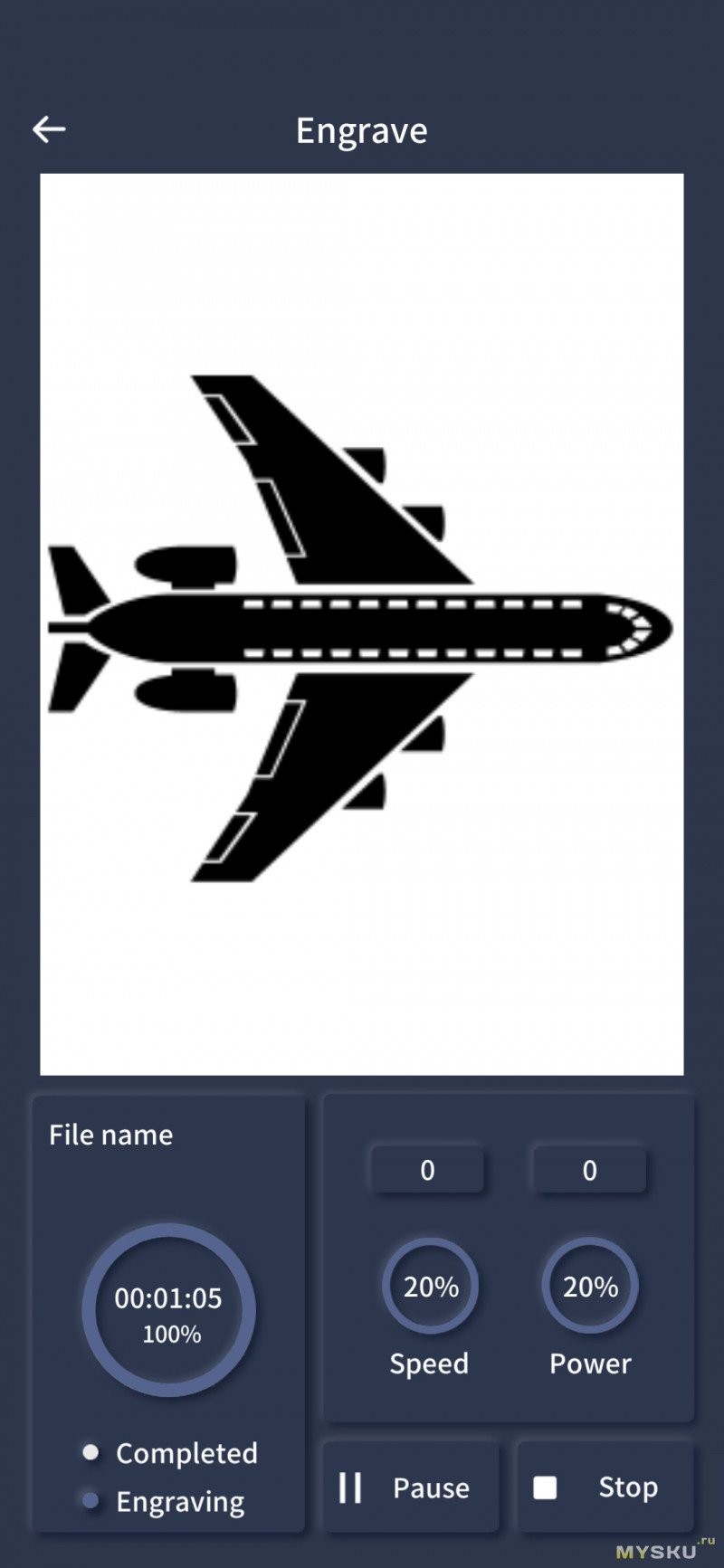
Заключительным шагом будет подготовка к загрузке файла. Задаётся его имя, размер области, с помощью нижних кнопок можно обвести рамкой рабочую зону, задать начальную точку построения и подвигать лазер по осям для точного прицеливания.



После нажатия на кнопку Engrave, начнется выгрузка файла. В гравере должна стоять флешка, иначе выдаст ошибку. После успешного копирования останется нажать Start и задание запустится. Судя по подсказкам, должна заполняться шкала прогресса, но у меня только время отображалось, так же нельзя было поправить скорость и мощность. Видимо еще не довели до ума.


Не забывайте за калибровку расстояния до поверхности. Благо она занимает несколько секунд: выставил щуп, ослабил винты, коснулся им заготовки, затянул и поднял на место.

Самолетик получился нормальный, но мощность я бы немного убавил, элероны пережгло.

Кнопка Create открывает редактор для создания собственных художеств или текста, в том числе зашифрованного в QR-код. Но главное, он позволяет подгрузить любую картинку из галереи.



На следующем шаге можно выбрать один из четырех стилей и поправить яркость с контрастом. Результат получается довольно неплохой, я ожидал худшего от сырого приложения.

Ну а далее всё как и в случае с самолетом. Задается материал или вручную выставляется скорость с мощностью, размер картинки, выставляется лазер в левый нижний угол заготовки, обнуляются координаты, на всякий случай обводится рамкой рабочая зона и можно приступать. На передний защитный экран надеяться не стоит, скорее всего он задуман для сбора дыма, а съемным его сделали, чтобы было удобнее подлезать к ножке уровня и винтам.

В этот раз мощность немного убрал, но не учел, что картинка в градациях серого намного светлее предыдущей, так что с рекомендуемой результат был бы лучше. Но всё равно получилось неплохо, учитывая, что делалось на коленке с телефона за несколько кликов.

Затем скопировал на флешку и запустил универсальный тест резки фанеры. Самостоятельно отделились кубики до 300мм/мин, четвертый еле держится, но не стал выдавливать его.


Далее взял 4мм ДВП, первый раз резал без обдува, второй с включенным компрессором. Заодно проверил систему отслеживания возгорания: на высокой чувствительности сработала сигнализация и гравировка прервалась, после чего пламя сразу же пропало. Я думал придется тушить.


С включенной продувкой ДВП не поджигало и обошлось без экстренных отключений.

Результат ниже. Слева без компрессора, справа с компрессором. Во втором случае рез получился несомненно чище, а так же за один проход была вырезана деталь при скорости 300мм/мин и мощности 60%. Да и для 400мм/с с 60%, а так же 200мм/мин с 40% не хватило самую малость дожечь, так что польза от обдува точно есть, как для внешнего вида заготовки, так и для увеличения производительности.


Если резать что-то более толстое, нужно будет брать поправку по высоте, т.к. самый узкий участок луча находится у основания калибровочного щупа

Тест наклонной поверхности на скорости 100-400мм/с показал неплохие результаты.


Каждый миллиметр длины смещал поверхность шаблона от точки максимальной фокусировки луча на 0.1мм. Итого на 100мм/мин прожгло 135мм, при 200мм/мин расстояние уменьшилось до 125мм, 300мм/мин до 85мм, ну и 400мм/мин до 58мм. Получается, на скорости 100мм/мин при полной мощности критичный перепад составляет 13.5мм или по 6.75мм выше и ниже точки максимального схождения луча. Ну а при 400мм/мин лист ДВП будет прожигать если перепад высоты составляет не более 3мм выше или ниже калибровочного щупа.

В описании указано, что у 20Вт модуля пятно фокусировки немного вытянуто и минимальный размер составляет 0.07*0.13, так что я сразу прогнал и интервальный тест. Как можно догадаться из названия, в нем лазер закрашивает фигуры с разным шагом высоты. Для наглядности использовал бумагу, подобрал мощность, при которой она выгорает на заполнении.
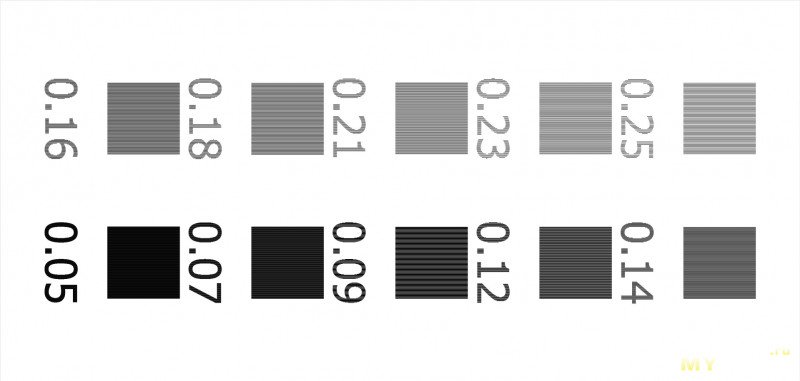
В итоге до 0.12мм лист полностью прожигало, а после появились пробелы. В таком виде данный тест не очень точный, мне стоило использовать анодированную железяку, делать прогон на небольшой мощности и рассматривать результат под микроскопом с наложением мерной сетки, но у меня таких ресурсов нет. Но результат вроде похож на правду.

Можно переходить к гравировке, но необходимо скачать программы, для ПК мне нравится LightBurn. Купить ее в РФ возможности нет, так что пришлось скачать пробную версию. На этот раз проведем тест на скоростях от 4000 до 10000мм/мин во всём диапазоне мощности.

Запускаем.

Получившийся результат решил отсканировать, чтобы максимально точно передать контрастность и детализацию. Красным подчеркнул результат, который по моему мнению получился максимально близким к оригиналу. Нужно учитывать, что фанера не очень подходит для гравировки, т.к. не получается получить много ступеней оттенков серого.

При 4000мм/мин на полной мощности материал выжгло прилично, но насыщенного черного цвета добиться не удалось.

Для получения более детализированных картинок фанеру обычно затемняют, но у меня кроме черной краски ничего не было. После нескольких часов сушки прогнал тот же тест, но оставил только 8000 и 10000мм/с, а так же инвертировал инвертировал оттенки верхнего ряда, чтобы изображение получилось привычным для восприятия.

Получилось уже интереснее, 40-500% при 8000мм/мин смотрится лучше всего, при увеличении мощности светлые участки начинают желтеть. На скорости 10000мм/мин неплохо выглядит образец, созданный на 60% мощности.

Вот еще для примера накидал небольшую табличку.

Гравируем

И несмотря на то, что мощность взята с запасом, буквы нормально не затемняются. Если заполнить канавки краской, конечно будет смотреться намного лучше, но на это нужно время.


А вот ДСП хоть и более невзрачный материал, но «рисовать» на нём приятнее. Возьмем вот такую мелкую уточку с довольно плавным градиентом.

Гравировал в инверсии, из-за этого темные участки стали светлыми и наоборот.

Результат не идеальный, нужно было чуть мощности поддать, но плавный переход имеется и черный цвет выглядит темнее без разрушения верхнего слоя.

Как писал выше, в мощных модулях хотспот немного вытянут. Получается так из-за того, что в них используется несколько лазеров, которые установлены горизонтально и луч преломляется под 90 градусов зеркалами. Судя по всему, в данном модуле два излучателя. На форму не следите, луч слишком расфокусирован и при сужении, пятна вероятнее всего сольются.

К чему это всё. Из-за особенностей строения, подобные лазеры плохо режут толстый материал, т.к. по мере увеличения расстояния до поверхности, хотспот расходится как на примере выше и мощность заметно падает. Но 25мм доску он практически прошил: обратите внимание, еще на втором проходе(100мм/мин, 100%), с обратной стороны начало появляться свечение. Но на пятом проходе тепло с интенсивной подачей воздуха сделали своё дело и разожгли огонь, после чего гравер экстренно отменил задачу. При чем на ускоренной гифке видна короткая вспышка, но на самом деле там такой реактивный факел полыхнул, что я не на шутку перепугался ))


Пробовал победить эту доску несколько раз, но на 4-5 круге происходило бурное возгорание и даже с выключенным датчиком огня я не выдерживал и сдвигал лазер, чтобы его не спалило. С обратной стороны видно, что не хватило буквально одного прохода.


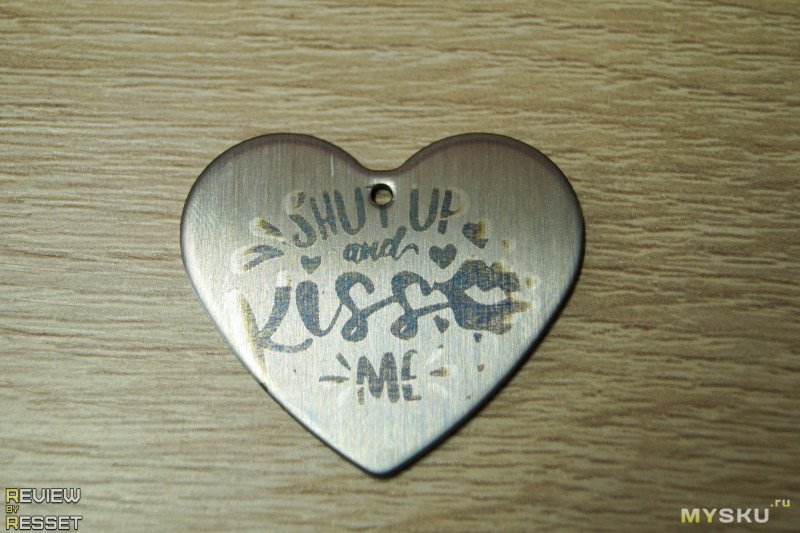
Ну да ладно, хватит пытаться спалить мастерскую, давайте помучаем железяки. В комплекте имеется сердечко, судя по всему, из нержавейки так что выставил скорость 5000мм/мин с мощностью 50%. У нее низкая теплопроводность, так что должно было хватить с запасом.

И всё получилось, но как-то слабовато.

Нет присущей нерже побежалости, как будто это железяка с напылением. Но перепроверить мне в данный момент не на чем.
В обзоре 10Вт лазера я пытался гравировать другие типы металла, но без затемнения маркером ничего хорошего не получалось. Под руку попалась сломанная флешка, сначала хотел сделать надпись на корпусе, но потом решил попробовать на разъеме. Написал вот такой мелкий текст.

Запустил задание со скоростью 500мм/мин и мощностью 80%.

И что-то получилось. Сомневаюсь, что это нержавейка.

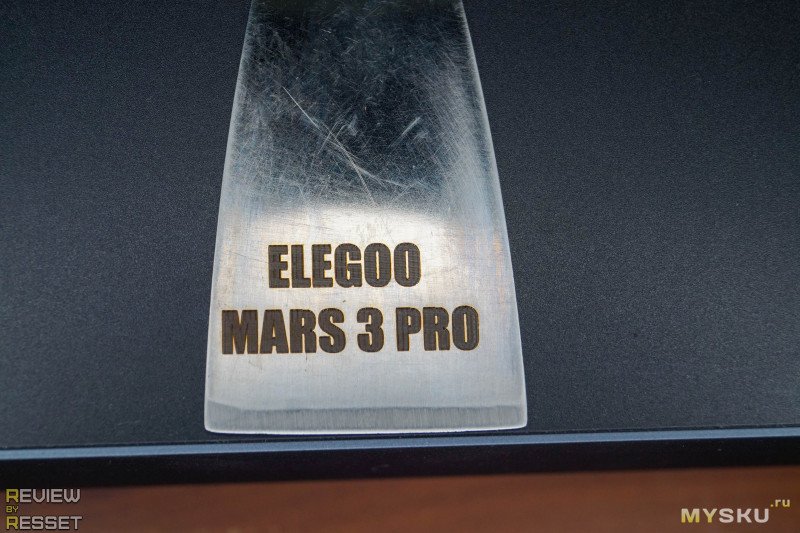
Руки зачесались, после беглого осмотра мастерской, на глаза попался шпатель. В прошлый раз я пытался мучить один, но он не поддался, посмотрим что получится в этот раз. Первым слоем подччеркнул контур, вторым «закрасил».

Получилось очень даже неплохо. Настолько, что я задумался, а вдруг в прошлый раз шпатель был дешевым и из другого материала, а этот из нормальной нержавейки.
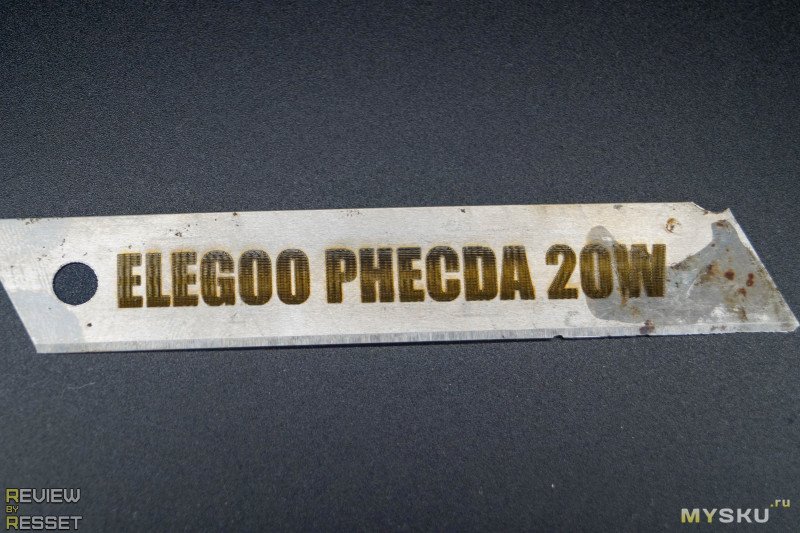
Следующим попался канцелярский нож. В прошлый раз кажется был он же, может лезвия и менялись, но все они одинаково фиговые и вполне себе ржавеют.

Красота же, даже с обратной стороны немного проявились очертания букв.

На радостях посетила мысль, а вдруг получится и прожечь его? Прогнал 5 проходов на скорости 100мм/мин и 100% мощности, видно было, что металл светится, но плавиться он не захотел.

Как-то так.


С оцинковкой были проблемы посерьезнее, на ней вообще никаких следов при 10Вт не оставалось. Обратите внимание на степень засветки в начале и середине гравировки.

Если посмотреть на результат ближе, становится понятно, что поначалу верхний слой толком не прожигался, но похоже по мере нагрева поверхность стала более матовой и лазер смог зацепиться за нее, температура выросла и покрытие начало выжигаться. Думаю если предварительно зачернить, будет вообще отлично.


Даже с обратной стороны металл немного потемнел.

Поверив в себя, решил сделать гравировку на никелированном корпусе флешки.

Но поверхность слишком блестящая и ничего хорошего из этого не выходит.

Хоть под определенным углом и видно надпись, но по сути лазер просто испарил грязь с поверхности и если ротереть поверхность ваткой со спиртом, она становится однородной.

Но если затонировать её маркером, результат получается лучше, чем при использовании 10Вт лазера.

После обработки спиртом рисунок остаётся четким, только буква S плохо отпечаталась, т.к. попала на участок без затемнения. Результат меня вполне устроил.


Фильтрация спасает от легкого запаха гари во время гравировки с адекватными для материала настройками, если же дыма много, он начнет заполнять помещение. Во время резки я бы вообще отключал нагнетатель, т.к. он выплевывает столп с большой скоростью и вытяжка не справляется с таким узким потоком, бьющим в угол. Фильтрующий элемент необходимо менять по мере загрязнения, иначе из-за него будет вонять еще до начала гравировки. На фото еще более-менее нормальное состояние, после резки досок на него страшно было смотреть.

Между 5Вт и 10Вт моделями я разницы практически не заметил, они гравировали и резали одни и те же материалы, отличалась только оптимальная скорость, да и то не намного. Phecda же чувствуется как совершенно другой уровень:
+ Обычно встречают по одёжке и выглядит он действительно очень круто, в собранном виде благодаря форме профиля и наклейкам, корпус кажется монолитным. Все провода по максимуму спрятаны, только справа тянется пучок в нейлоновой оплётке. Даже Wi-Fi антенну разместили так, что она не бросается в глаза, я за нее еле вспомнил во время написания обзора.
+ 20Вт хватает, чтобы резать 3мм фанеру на скорости 300мм/мин, а для 4мм ДВП можно ускориться до 400-500мм/мин при мощности от 80%. Но в домашних условиях важнее не скорость прохода, а запас по мощности. При 300мм/мин можно снизить мощность до 60% и спокойно резать листы ДВП, заметно экономя ресурс лазера. Вообще не рекомендуется использовать модуль на всю мощь и в идеале ограничиваться 80%. Если использовать данную модель для гравировки, выше 50% поднимать не придется, большинству материалов этого хватит, чтобы можно было разогнаться до 8000мм/мин. При желании можно даже наносить рисунки на некоторые виды металла без предварительного чернения.
+ Калибратор фокусировки установлен в лазерный модуль, пользоваться им гораздо удобнее, чем идущими в комплекте цилиндрами, кубиками и пластинками.
+ Сенсорного дисплея мне очень не хватало в предыдущих моделях, все подготовительные манипуляции приходилось совершать с помощью ноутбука, в лучшем случае подключенному по беспроводной сети. Но без посредников загруженные на флешку файлы запустить в работу нельзя было.
+ Мобильное приложение поначалу показалось сыроватым, но возможность конвертации любых цветных картинок из галереи до нормального формата и беспроблемная гравировка изменили мое мнение. Особенно на фоне жалоб к граверу от Mija, к которому сначала нужно каким-то чудом подключиться, а потом заставить переварить хотя бы стоковые картинки, которыми он периодически давится.
+ Угольные фильтры для очистки воздуха оказались не такими уж бесполезными и во время гравировки с телефона я даже не включал вытяжку, но стоит чуть добавить мощности и начинает вонять. А вот для резки можно было предусмотреть возможность отключения вентилятора, т.к. он создает слишком мощный поток, который разбивается о фильтры вытяжки и уходит за границы её рабочей области. Есть мысль соорудить какой-нибудь «носок» прямо на корпус фильтра и присоединить его напрямую к вентиляции, в этом случае от него будет максимальная польза, да и угольные картриджи менять не нужно будет.
+ В моём случае в комплекте имеется компрессор и от него есть толк если планируется резать материал. Кромка благодаря обдуву получается более ровная, а рез глубоким. Лот Set 1 стоит на 3000+ рублей дороже, но это адекватная цена за air assist, еще и фильтров бонусом подкинут.
Датчик пламени работает, настраивается его чувствительность, но не хватает звуковой индикации, да погромче, ведь не всегда достаточно отключить лазер, доску пришлось тушить… дважды. Так что при работе на высокой мощности, я бы его без присмотра не оставлял.
На время распродажи, цены в официальном магазине али заметно снизились и за 48000 рублей можно купить максимальный комплект с поворотным модулем.
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
| +106 |
5046
62
|
| +42 |
2992
31
|
Следующую по мощности модель можно Вега назвать и т.д. )
А последнюю модель назовут Super Nova ;-))
Но название — да. Очень сложное. Интересно, на этьюбе нет презентации, где эта модель произносится?..
Хотя, это ж не станок а игрушка, тут норм)
З.Ы. А почему бы вам просто не печатать наклейки с нужной маркировкой? Ну как вариант.
1. Струйный принтер + пластиковая бумага.
2. NFC метки вместо бирок
3. 3D печать(серьёзно. Напечатать бирку с рельефным текстом — это недолго и весьма экономно по материалам. Только мелкий шрифт сделать не получится)
4. Лазер, но вместо пвх взять например акрил али АБС
А вот веб-морду не пробовал, в теории ничего не мешало ее сделать. Приеду с работы, проверю.
Надо себе на днюшечку наверное новый лазер подарить. Фильтр от запаха — это прям фича фич, да и устал я по свёрлышкам фокус выставлять.
У лазера мощИ не хватает.
Приличные варианты получаются только фрезером.
Я кучу видео пересмотрел, сам пробовал, ни как не получается.
Единственное, как лазер можно применить — засвечивать фоторезист.
Пока вариант использования лазера в прототипировании печатных плат я не нашел.
А резать медь не выйдет, да. Как впрочем и голый текстолит
Да и не делаю я каких-то мегасложных вещей.
С софтом всё сложно. Фрезер — китайский дешман-портальник 3020 т, там качестве контроллера китайский клон cncplanet-овской платы, с таблеткой от жадности для одной конретной версии фирменной софтины. Драйвера и бп — всё распаяно на одной мегаплате в общем боксе, там если менять — то всю коробку с мозгами. Не то чтобы совсем не вариант, но я за всё время так и не получил достаточной мотивации, т.к. сам портальник тоже рухлядь без никакой жёсткости. По сути, его бы целиком урнировать и новый купить, максимум оставив шаговики и возможно часть силовой рамы, но… Задачи свои он худо-бедно делает, нормальный аместо него будет стоить 100+ и что-то не торкает.
UPD. Вот такая железяка
Я и оплётку, и жидкое олово, и Розе перепробовал.
Только с Розе более менее качественно получается.
Но намазывается оно то же плохо.
Я SMD-детали паяю, не отваливаются.
У меня как раз наоборот: мелкие дорожки отваливались если лудить припоем.
Для быстрого прототипирования тем не менее решение неплохое, маленькую печатку можно минут за 10 с отверстиями сделать, но борозды остаются неравномерные. Зато можно сразу и отверстия разметить, «сверлить» лазером маленькие не выйдет. Но учитывая сколько стоит пс лазер с линзой и головой это решение подходит для тех у кого такой набор уже есть.
Несколько лет пылился самым ширпотребный вариант cnc3018.
Снова возникла нужда сделать маленькие трафаретики.
Вырезать в плёнке квадраты и прямоугольники размером 0,5*0,5мм и более.
В предыдущий раз удалость сделать трафарет с помощью «engraver master by diy8000.taobao», которая шла в комплекте:
Картинка разбивается на пиксели и лазер лупит точками смещаясь на один пиксель.
Трафарет 100*100мм прожигался за 4-8 часов.
Отсюда и вопрос: какую прогу использовать что бы прожигать четырёхугольники, таки, четырёхугольниками, а не стрелять лазером, как пулемётом попиксельно.
Вот только они оч. мелкие.
На плоттере их вырезать не получается совсем.
Мне добрые люди целую пачку прозрачных листов А4 дали.
Они от переплета остались.
Такой пружинкой сшивают бумаги.
Толщиной ~0.15-0.2мм.
Как для печати на принетерах.
Для переплёта такую плёнку используют
Режим включил лазер, прожег пиксель, выключил лазер, сместился на точку в сторону и продолжение «стрельбы» по заготовке пока сплошная линия на картинке не закончится.
А должен принтер эту линию проходить именно линией.
С ходу.
Проблема не в лазере.
У меня пятиватник и его мощИ вполне хватает.
Программку подскажите пожалуйста, которая линиями выжигает.
Надо будет попробовать.
Умеет могЁт — многое.
Как вариант можно попробовать.
Вдруг получится.