Обзоров гравировальных лазерных станков уже достаточно много, но вот рассказов о том, какую все таки пользу от этого замечательного устройства можно получить на практике – очень мало. Мне хотелось бы заполнить данный пробел и рассказать о практическом использовании лазерного гравировального станка мощностью 2500mW с заявленной площадью обрабатываемой поверхности 30х40 см (формат А3), который, надо откровенно признать, не только оправдал, но и превзошел ожидания. Далее немного о самом устройстве, программном обеспечении для него ну и конечно о применении. В том числе я покажу, способно ли данное устройство, при своей относительно небольшой мощности, вырезать фигуры из фанеры.
Сразу отмечу, что устройство покупалось моим приятелем, ну а я принимал непосредственное участие во «вводе в эксплуатацию» и тестировании гравера.
Предыстория покупки заключается, в том, что супруга приятеля находясь в отпуске по уходу за ребенком, дабы не сидеть без дела, решила попробовать себя в рукоделии. Начиналось все с бантиков-цветочков, но постепенно все это стало выходить на более крупный формат, она научилась изготавливать красивые платьица из фатина, после этого научилась оформлять детские футболочки к дням рождений и делать различные аксессуары на эту тематику.
Так вот, для оформления футболочек используется нетканый материал – фетр, из которого можно вырезать различные фигурки и буквы, а затем наклеивать их на необходимую основу. Процесс этот, надо сказать достаточно трудоемкий, занимает значительное время и к тому же, вырезать красивые буквы определенным шрифтом довольно сложно. Именно для ускорения и облегчения этого процесса и был заказан данный лазерный гравер.
Конкретно данная модель привлекла внимание достаточно приличной, для домашних устройств подобного рода, площадью обрабатываемой поверхности – здесь она заявляется как 30х40 см, к тому же сам лазер здесь имеет более-менее оптимальное соотношение мощность/цена.
Правда при получении устройства владельцу придется немного поразбираться и вспомнить навыки сборки конструкторов (если конечно таковые имеются), т.к. устройство поставляется в разобранном виде.
Скрин заказа
Краткие характеристики
Мощность: 2500mW
Площадь поверхности: 30х40см
Тип двигателей: шаговые
Поддерживает материалы: дерево, бамбук, пластик, бумага, кожа, резина
Не поддерживает: металл, камень, керамика, светоотражающие материалы, прозрачные материалы
Поддержка гравировки в полутонах (градации серого)
Время непрерывной работы: до 2 часов
Напряжение: 12v
Размеры: 60x45x21см
Вес: 4,8 кг
Устройство вместе с упаковкой достаточно тяжелое и объемное, поэтому доставка в данном случае не является бесплатной
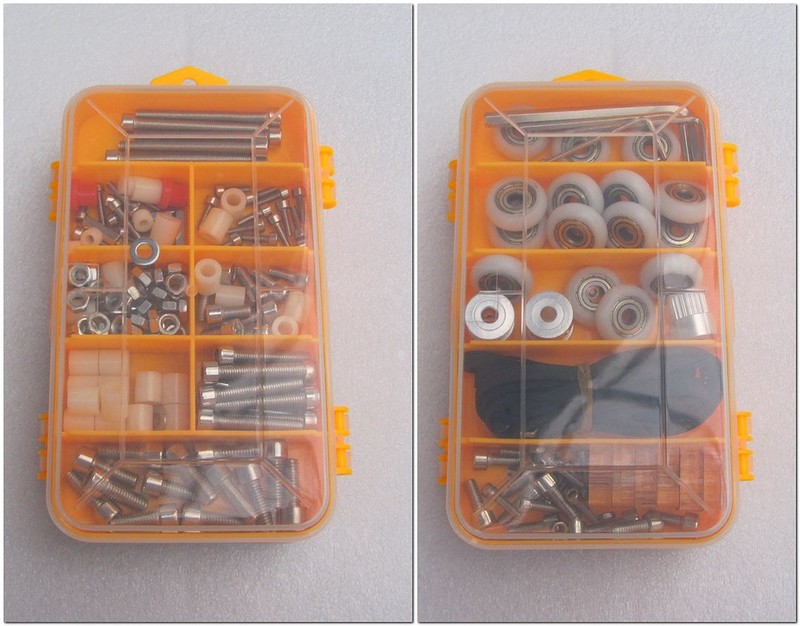
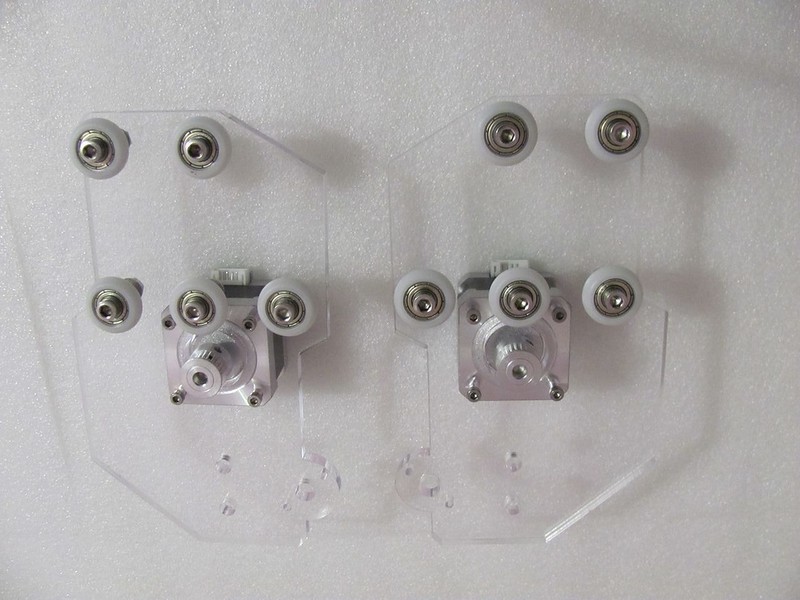
В комплекте поставляются все необходимые детали и крепеж
Больше фото комплектации
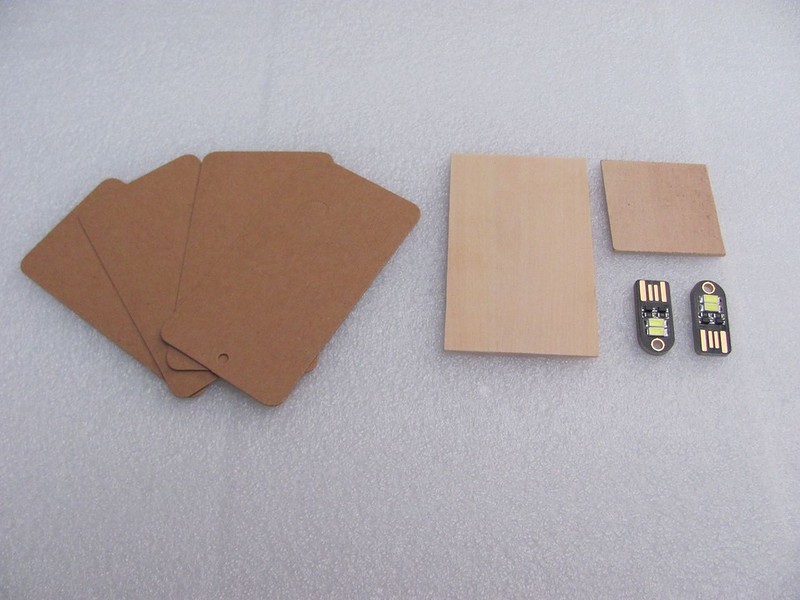
Небольшой бонус от производителя: несколько картонных карточек и пара кусочков фанеры для гравировки, а также два usb-светильничка
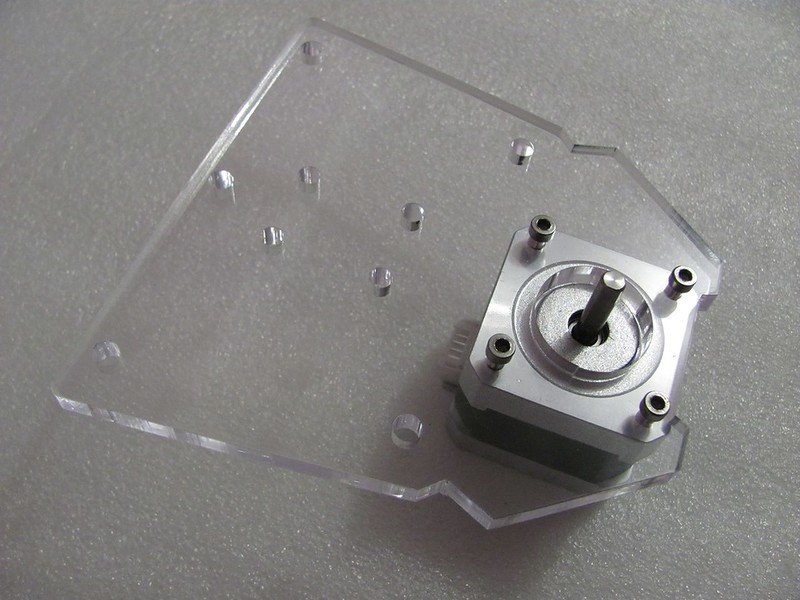
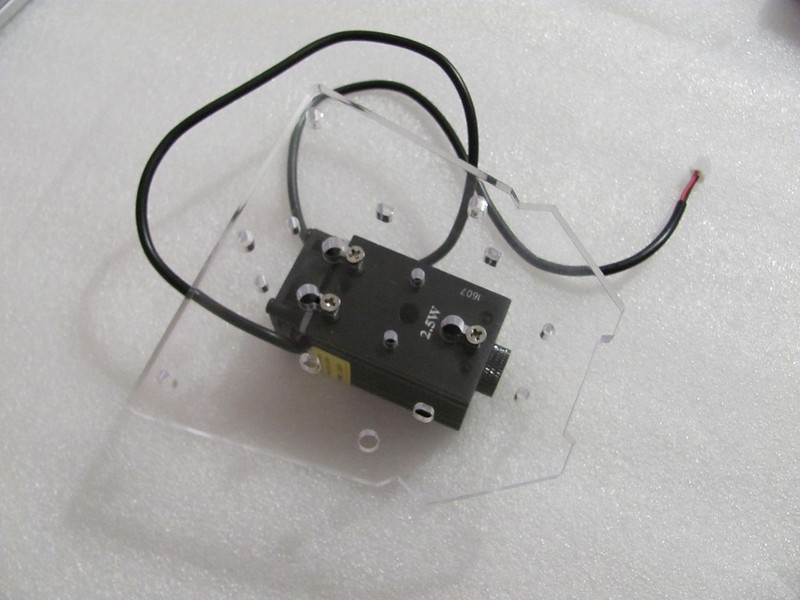
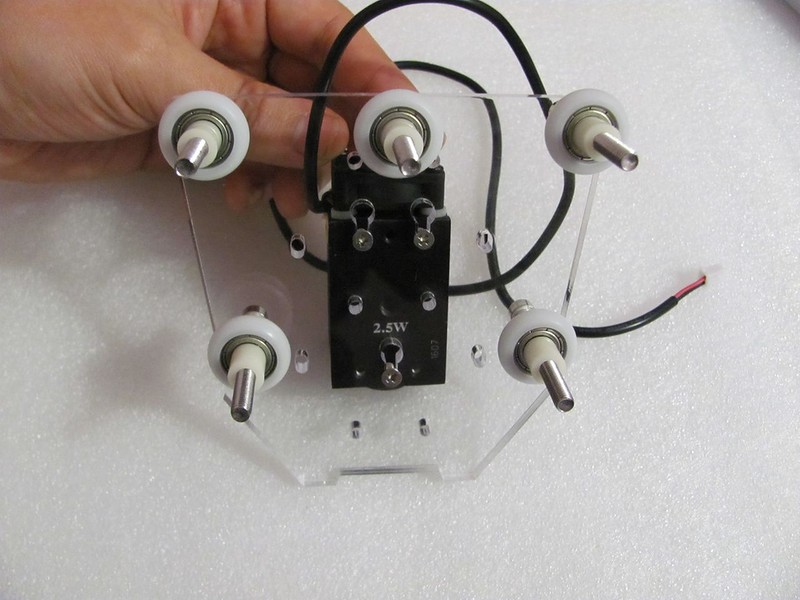
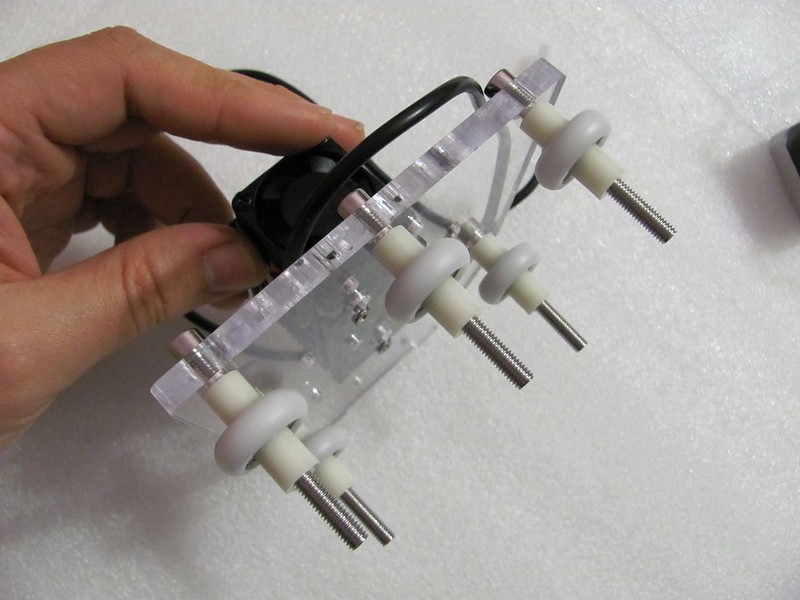
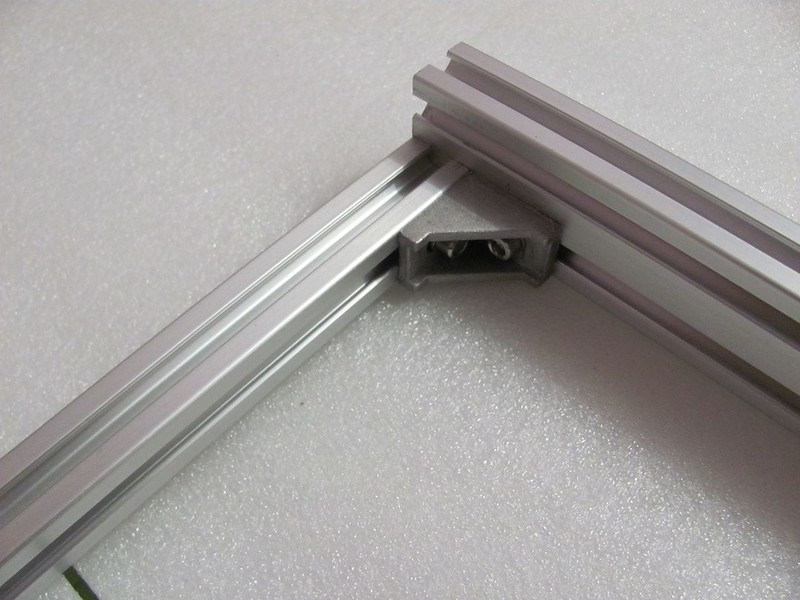
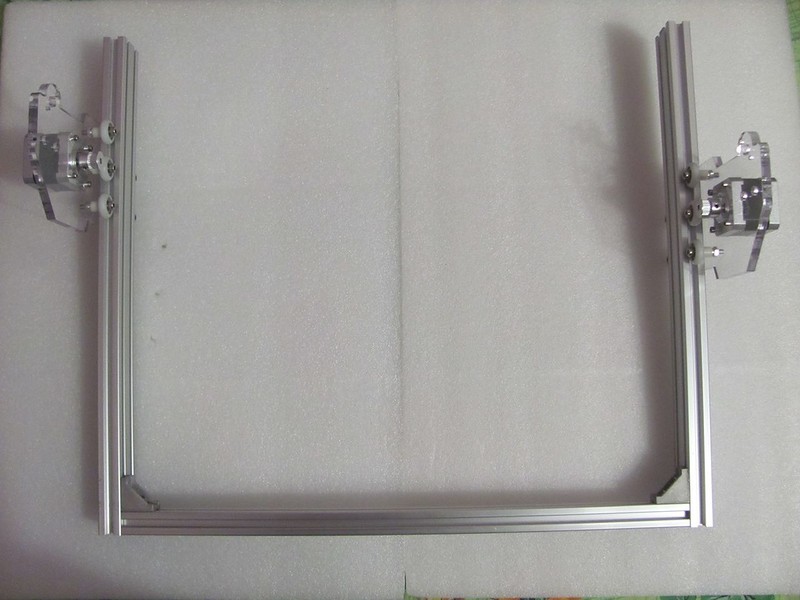
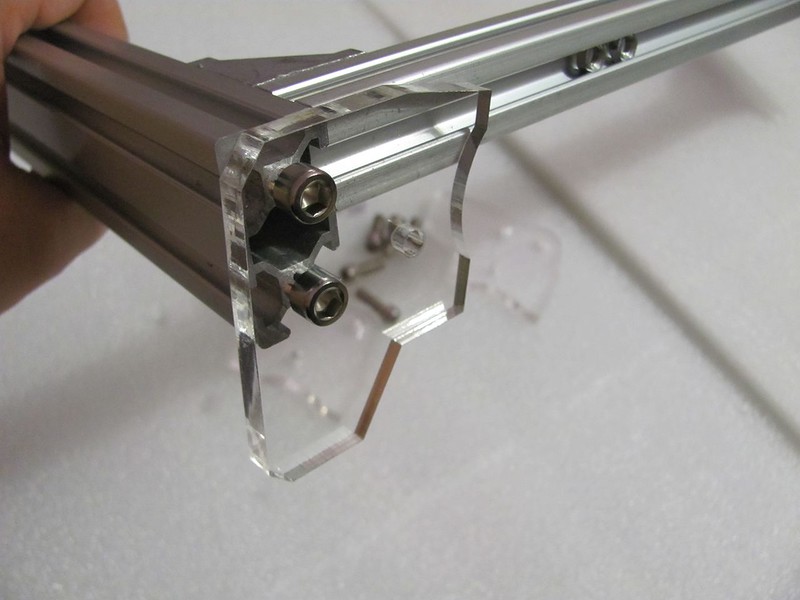
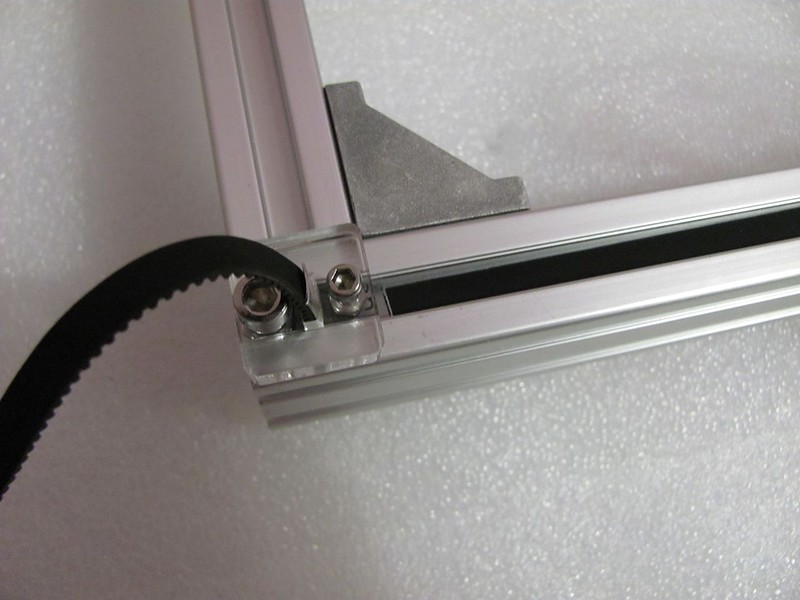
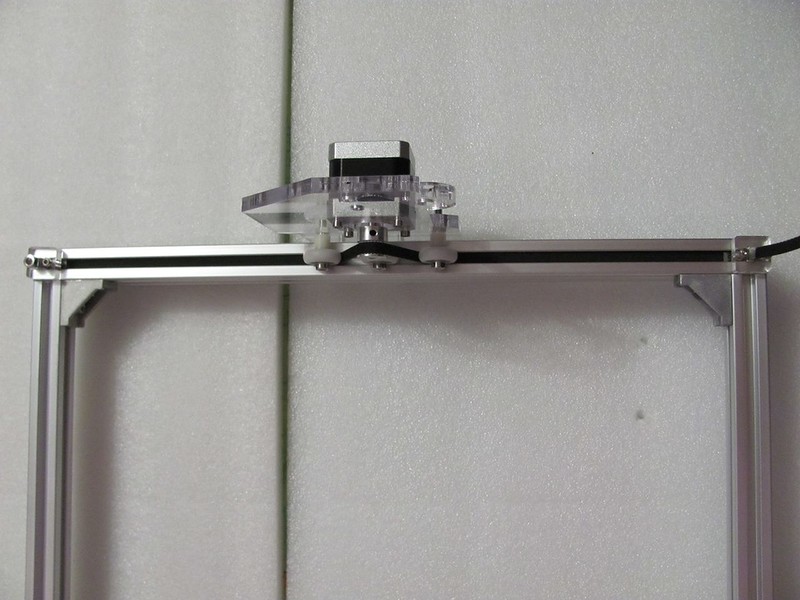
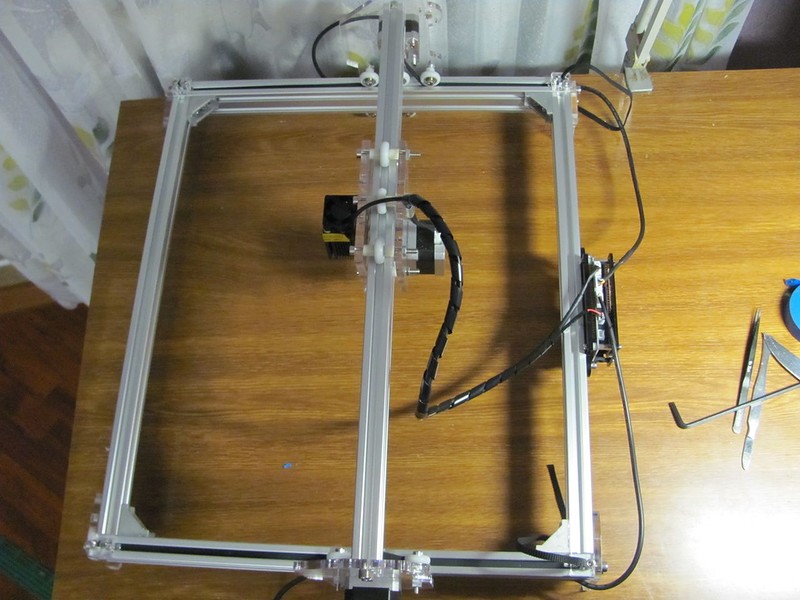
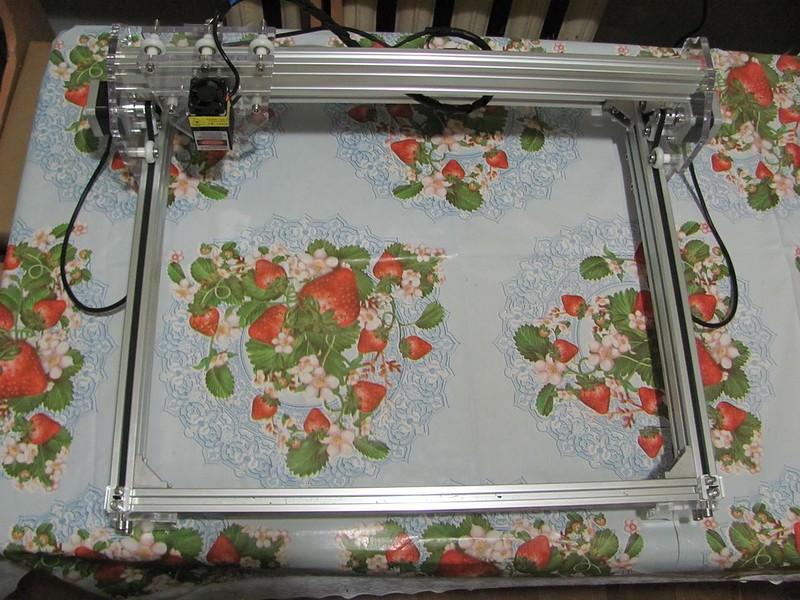
Фото процесса сборки
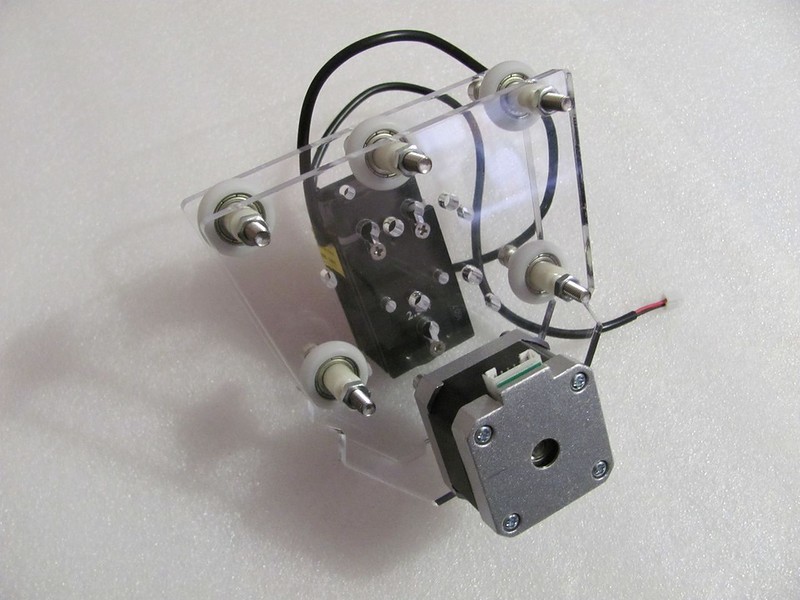
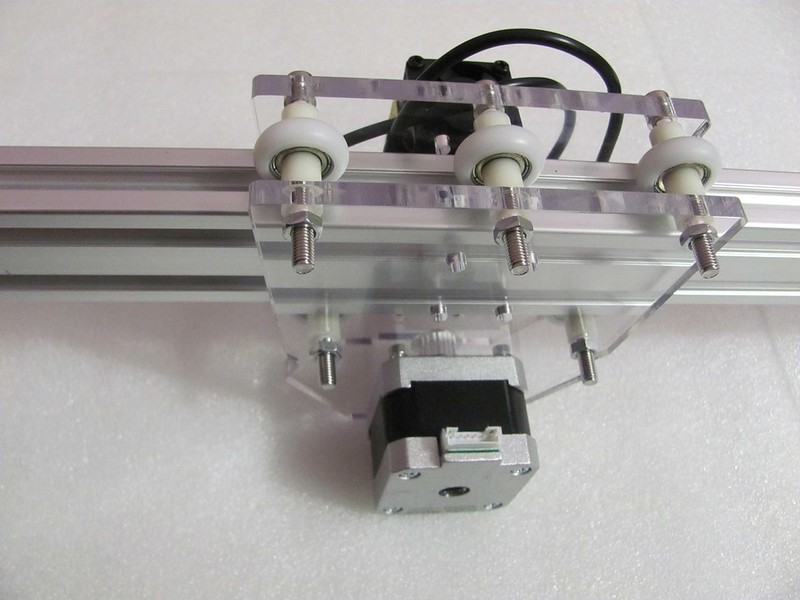
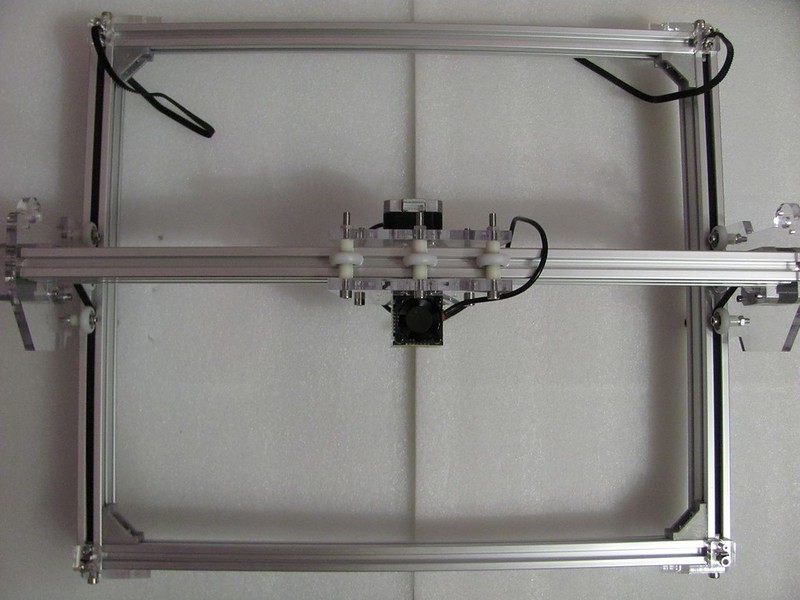
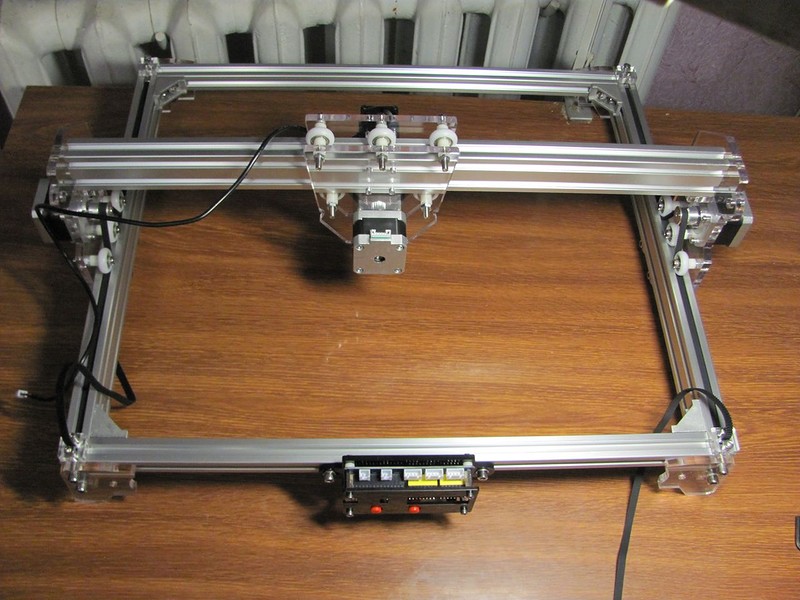
Вот так выглядит гравер в собранном виде
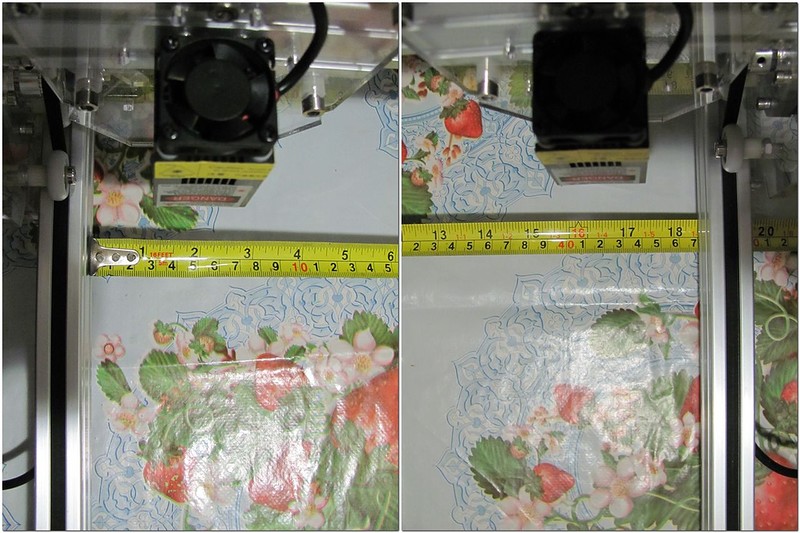
Если брать внутренне расстояние между направляющими гравера, то оно составит приличные 47х40 см. Но необходимо помнить о том, что подвижная каретка, на которой расположен сам лазер, имеет определенные габариты, которые не позволяют полностью использовать имеющееся расстояние, и из-за этого реальная рабочая площадь поверхности составляет 38х31 см
Теперь предлагаю взглянуть на результаты работы устройства в той самой сфере применение, о которой я упоминал вначале и для чего собственно он и приобретался.
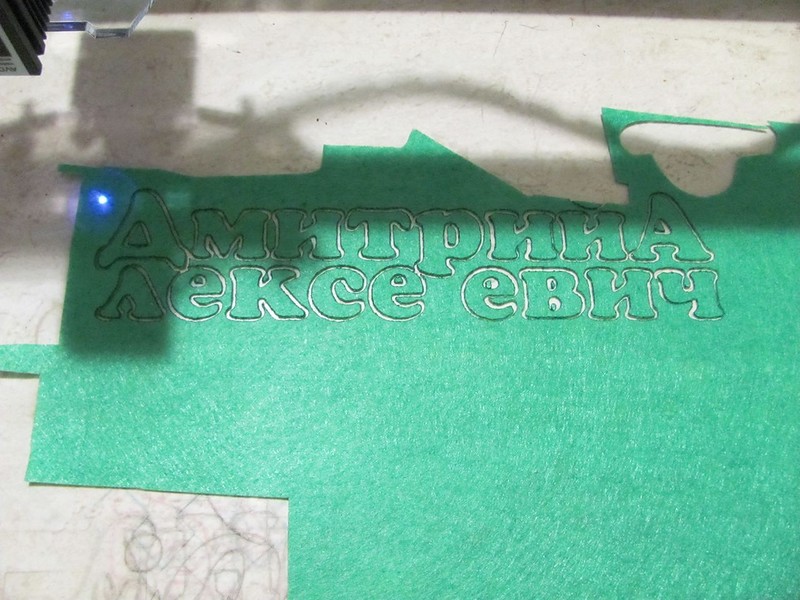
Вот так выглядят вырезанные с помощью него буквы и фигурки из фетра
Еще фото
Для того, чтобы что-либо вырезать при помощи гравера, необходимо сначала подготовить соответствующий рисунок и залить его черным цветом (в случае использования программы Benbox для управления устройством).
Вот так, например, выглядит исходник шаблона для вырезания «короны»
А вот что получается в итоге
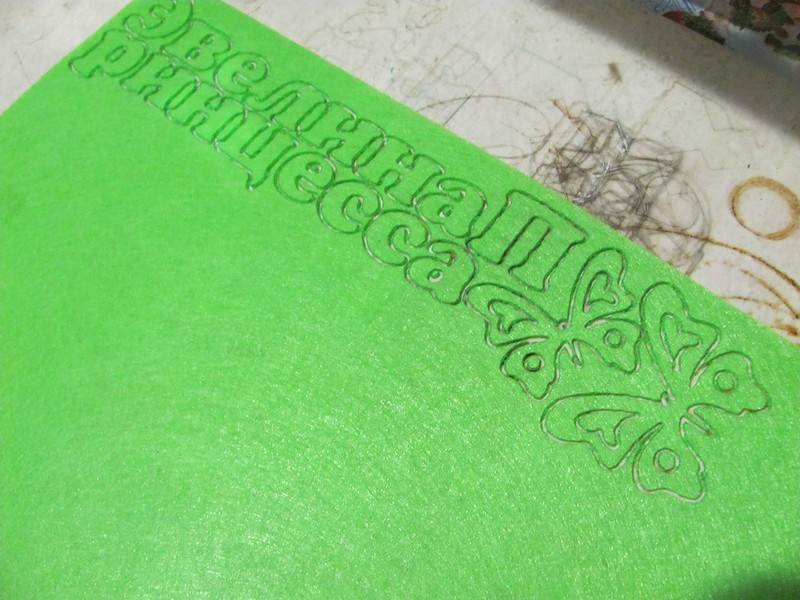
В случае, если в оформлении необходимо использовать несколько цветов, то готовятся соответствующие шаблоны, скомпонованные для вырезания в необходимом цвете
Вот несколько примеров работ, оформленных таким способом
Еще фото
Вот здесь, если интересно, можно взглянуть на большее количество подобных работ.
Расскажу о программном обеспечении Benbox Laser Engraver, рекомендованном производителем для использования с данным устройством.
О программе Benbox Laser Engraver
Скачать программу с комплектом необходимых драйверов можно здесь.
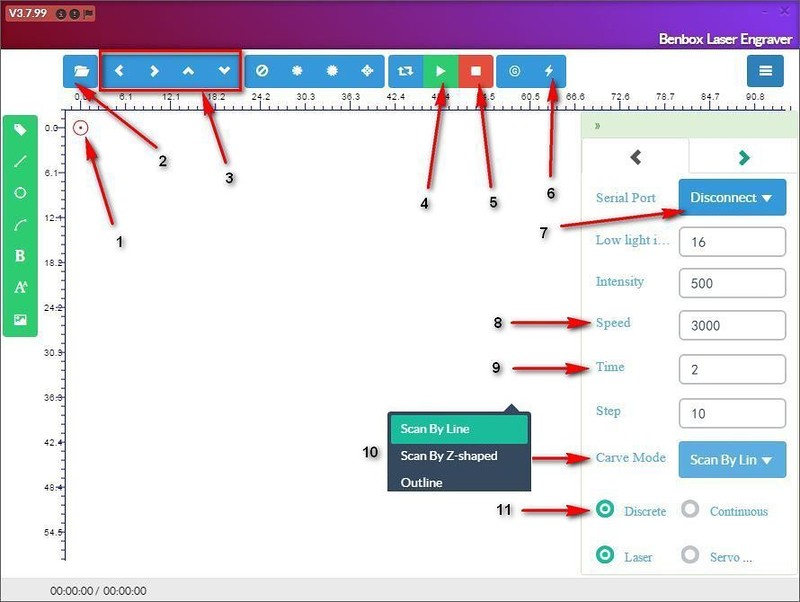
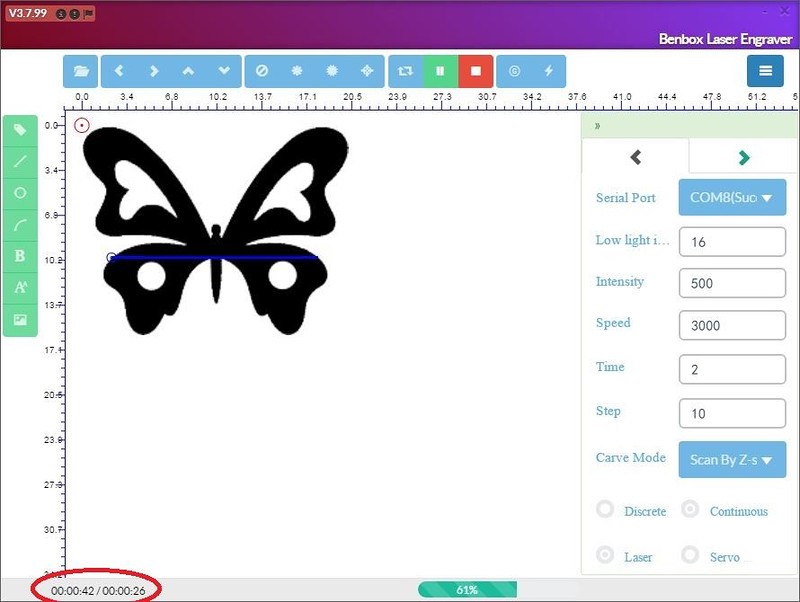
Программа довольно проста в использовании, ниже представлен скриншот главного окна и я немного расскажу об основных его элементах
1 – «красная точка в кружочке» является маркером, обозначающим виртуальное исходное расположение точки лазера на рабочем поле 2 – кнопка позволяет вызвать окно выбора файла изображений для резки/гравировки. Поддерживаются форматы .bmp, .jpg, .png, .dxf. 3 – стрелочки вверх/вниз/влево/вправо позволяют перемещать каретку с лазером в ручном режиме, чтобы, к примеру, выставить ее в необходимое место рабочей поверхности перед началом прожига. Кроме этих стрелочек управлять положением лазера можно при помощи кнопок курсора, расположенных на клавиатуре 4 – кнопка запуска процесса прожига, во время работы данная кнопка меняет свое изображение и позволяет выполнять функцию паузы 5 – кнопка остановки процесса прожига 6 – кнопка вызова диалогового окна прошивки устройства 7 – выпадающий список, в котором перед началом работы необходимо выбрать com-порт, к которому в данный момент подключен гравер 8 – поле, в котором можно корректировать скорость движения лазера 9 – поле позволяет задать время работы лазера. Немного сложновато объяснить, но получается так, что именно эти два значения (8 и 9) влияют на глубину и качество резки/гравировки. Дело в том, что лазер постоянно работает на полной мощности и принцип таков, что чем больше значение времени работы лазера 9 и меньше значение скорости его перемещения 8, тем глубже получается рез или более черным получается выжигаемое изображение. И наоборот, чем выше скорость перемещения 8 и меньше время работы лазера 9, тем менее глубоким получается рез и более светлым изображение при гравировке. 10 – список режимов движения лазера по изображению, может принимать одно из трех значений:
«Scan By Line» — лазер совершает проход по линии, затем выключает луч, возвращается в начало следующей линии, совершает следующий проход и т.д., т.е. каждая линия всегда начинает прожигаться слева-направо.
«Scan By Z-shaped» — лазер совершает проход слева-направо, затем тут же перемещается на следующую линию и совершает проход справа-налево.
«Outline» — режим, при котором лазер движется по контуру изображения, а не по строкам, как в двух предыдущих режимах. Отмечу здесь, что если необходимо просто вырезать изображение, то оно должно быть обязательно заполнено черным цветом. Если изображение будет не заполненным, то независимо от толщины формирующих его линий, лазер будет совершать два прохода – по внутреннему и по внешнему контуру линий. 11 – параметр, позволяющий выбрать режим работы лазера – точечный (Discrete) или непрерывный (Continuous). В точечном режиме лазер совершает большое количество импульсов-«выстрелов» лучем, тем самым формируя изображение при помощи точек. В непрерывном режиме лазер, в зависимости конечно от изображения, работает постоянно.
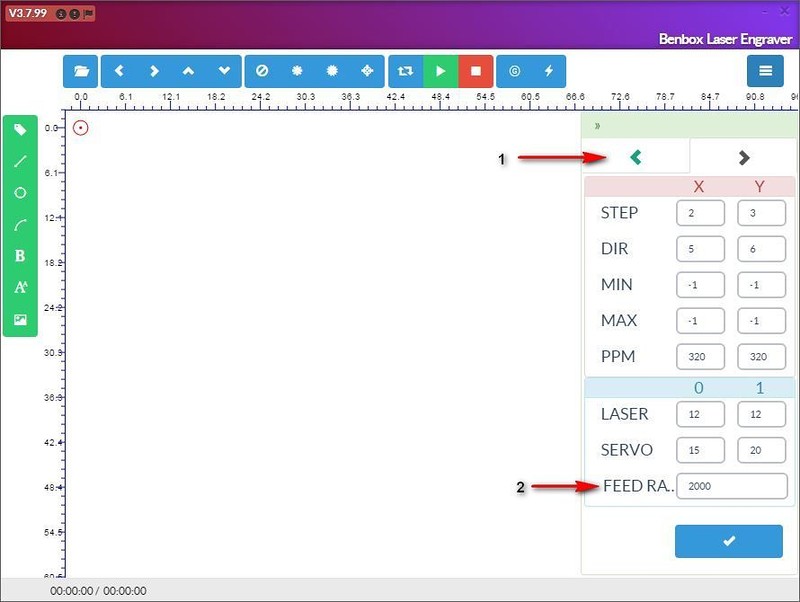
Еще один параметр под цифрой 2, на который хотелось бы обратить внимание, расположен на второй вкладке с расширенными настройками программы. Переход между вкладками осуществляется при помощи стрелочек 1. Итак, параметр FEED.RA позволяет настроить скорость перемещения лазера в «холостом» режиме, т.е. тогда, когда он осуществляет смену точек работы или к примеру возвращение «домой» по завершении гравировки.
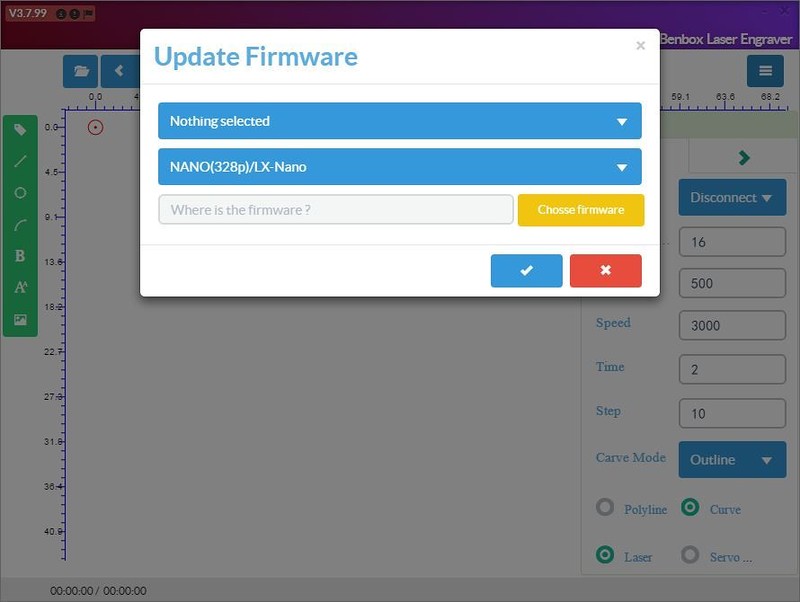
Перед первым использованием устройства, согласно инструкции, его необходимо прошить для того, чтобы с ним могла работать данная программа. Прошивка осуществляется отсюда же, из программы вызовом встроенной утилиты как показано на скриншоте ниже.
В окошке необходимо задать всего три параметра, порт к которому подключено устройство, тип устройства (в данном случае именно тот, который указан на картинке), а также указать файл с прошивкой, после чего нажать кнопку с зеленой галочкой и дождаться завершения процесса, который занимает совсем немного времени. Для работы с Benbox необходимо использовать прошивку Eleks-Benbox.hex. Скачать ее, а также несколько других, о которых расскажу в конце обзора, можно по этой ссылке.
Поскольку программа оказалась с «немного специфическим» интерфейсом, а полноценного руководства к ней мы не нашли, к ней пришлось некоторое время привыкать и разбираться в особенностях самостоятельно. Остановлюсь немого на некоторых из них, возможно это кому-то поможет в будущем.
Итак, во-первых, окно программы не способно изменять свой размер. Не знаю из каких соображений это было сделано разработчиками, но это так. Из-за этого развернуть программу на весь экран для комфортной работы не получится.
Хорошо хоть, что имеется возможность масштабирования рабочего пространства при помощи мышки — колесиком прокрутки. Но происходит оно тоже не совсем обычно. То направление, в которое сместится изображение при масштабировании, зависит от расположения курсора мышки в этот момент относительно этого самого изображения. Такой прием часто встречается в графических редакторах, но там он, во-первых, применяется с использованием «горячих клавиш», а во-вторых, является дополнением к стандартным элементам интерфейса – полоскам прокрутки окна. В данном же случае нам не оставляют никаких альтернатив – только так и никак иначе.
Ну что ж поделать, даже к таким нестандартным решениям можно привыкнуть.
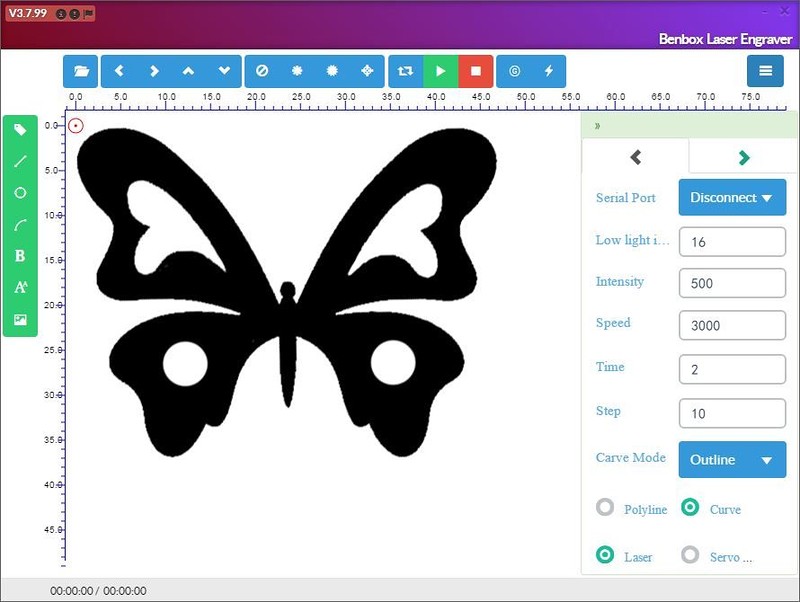
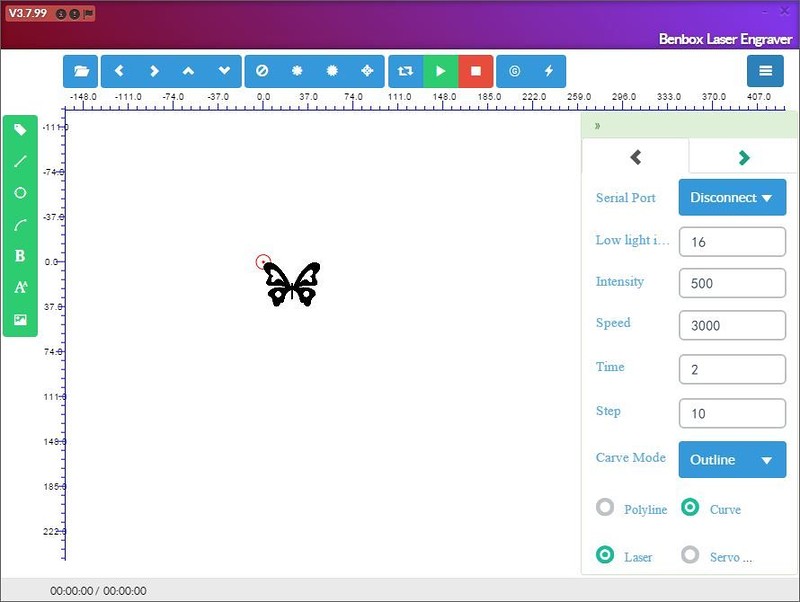
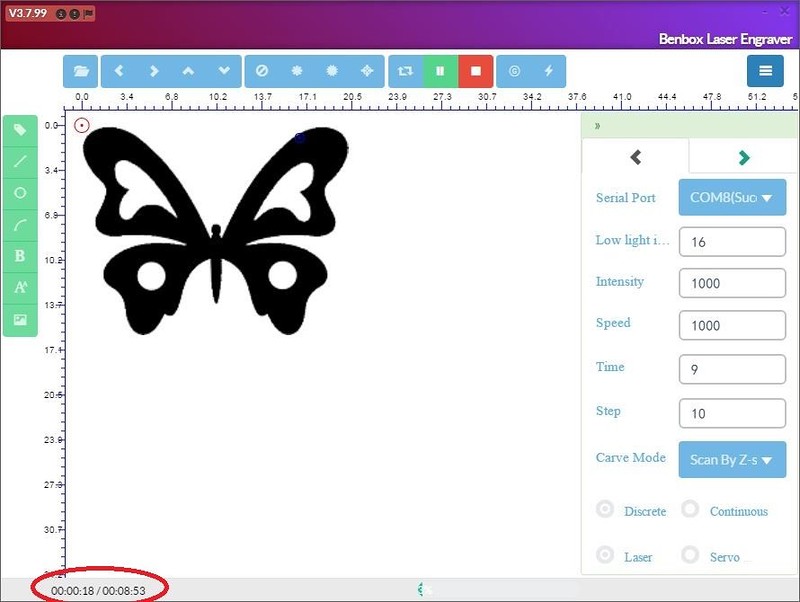
Вот так, к примеру, выглядит один и тот же рисунок бабочки при масштабировании. Здесь же хочу сразу обратить внимание на размерные линейки, расположенные слева и сверху от рабочей зоны.
Линейки показывают размер изображения в миллиметрах. Как это ни странно, но показывают они его весьма точно. Т.е. если вы хотите вырезать квадратик размером 10х10 мм и в программе вы видите, что по ее линейкам размер фигуры/рисунка составляет 10х10 мм, то лазер вырежет эту фигуру именно в таком размере. Но сначала не все оказалось так просто и пришлось изрядно помучиться.
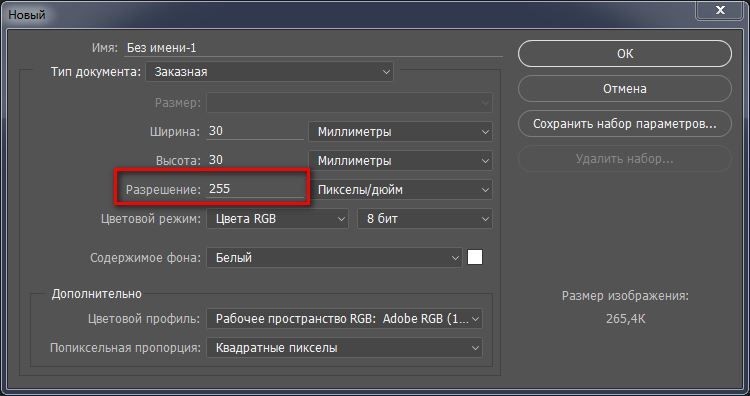
Дело в том, что, например, я знаком с работой в графическом редакторе Photoshop, соответственно и изображения для гравера я делаю в нем же. Ну так вот, после подготовки изображения в размерах фотошопа и сохранения его в виде картинки, после открытия этого же изображения в Benbox все изначальные размеры чудесным образом изменялись и картинку уже приходилось подгонять по его линейкам, а это то еще удовольствие надо сказать…
Мучились мы достаточно долго, но в один прекрасный момент мне пришла в голову мысль поэкспериментировать с исходным разрешением картинок, создаваемых в фотошопе. Таким образом удалось установить, что для того, чтобы получить в Benbox изображение, по размерам идентичное заданным в фотошопе, разрешение данного изображения должно составлять примерно 255 пикселей/дюйм
Также хотелось бы рассказать о скорости работы лазера в зависимости от выбранного режима работы – точечном и непрерывном.
Для демонстрации я специально сделал гравировку бабочки размером 20х17 мм с различными настройками программы.
Бабочка под №1 выжигалась в точечном режиме. При этом время на ее прожиг составило больше 9 минут
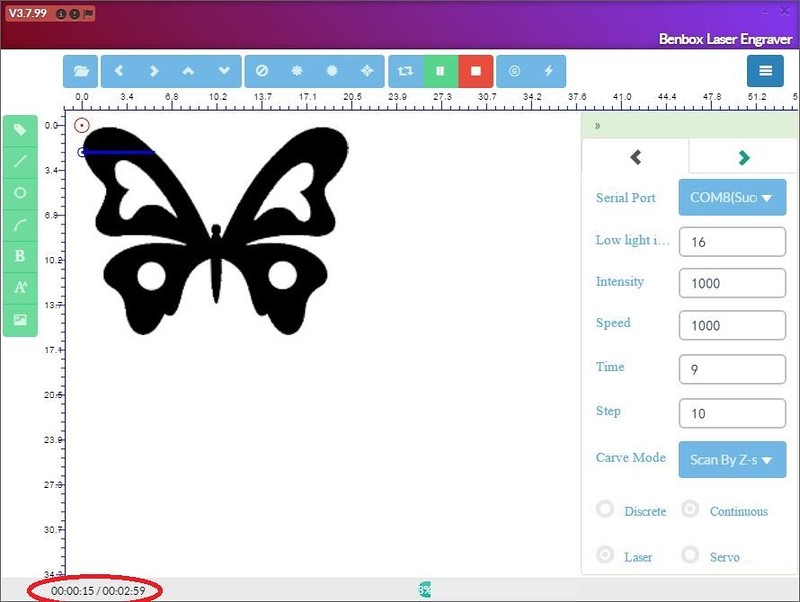
Бабочка под №2 выжигалась с теми же настройками времени работы лазера и скоростью его перемещения, но уже в непрерывном режиме. Как можно заметить, на ту же самую бабочку потребовалось теперь всего 3 с небольшим минуты.
На фото ниже видно, что при этом изображение прожглось намного сильнее, на ощупь картинка получила отчетливый рельеф
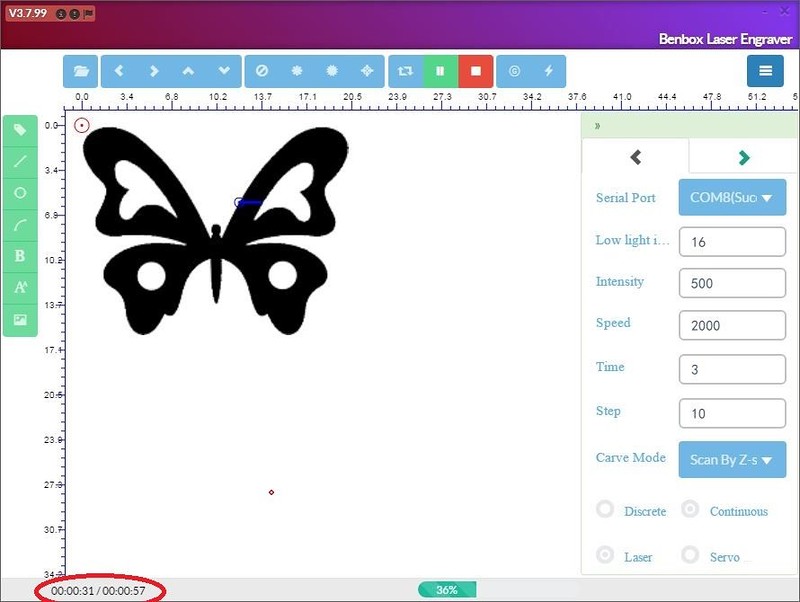
Далее я постарался добиться сходного с первой бабочкой качества гравировки и стал постепенно увеличивать скорость перемещения лазера. Прожиг бабочки под №5 занял 1 минуту 30 секунд
Прожиг бабочки под №6 занял 1 минуту 8 секунд
По-моему, наиболее близким к первому варианту получилась бабочка под №5, т.е. получается, что для получения одного и того же изображения в схожем качестве в точечном режиме гравер потратил целых 9 минут против 1 минуты 30 секунд в непрерывном режиме.
Вот такая вот разница получается…
Гравировка фотографии
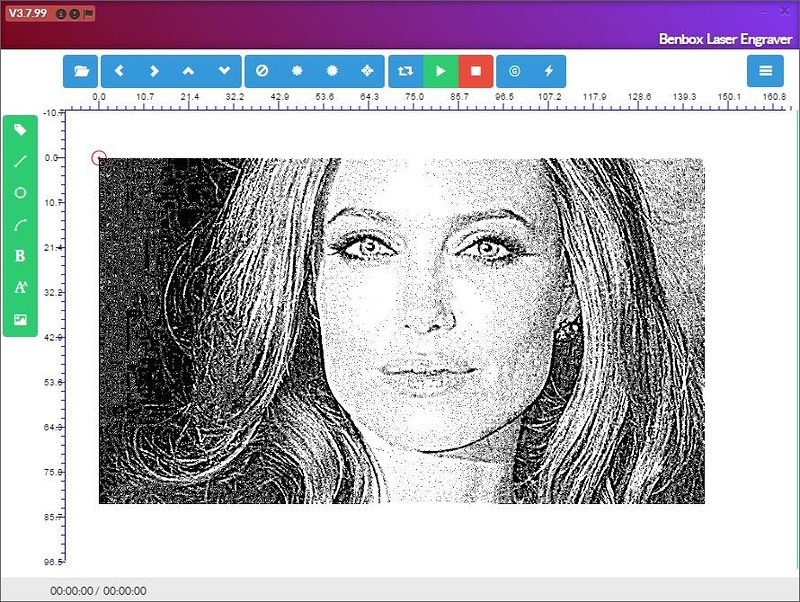
В качестве эксперимента решили попробовать сделать гравировку фотографии. Для этого нашли фото «совершенно обычной и никому неизвестной» девушки.
Перед тем, как «скормить» фотографию программе Benbox, ее необходимо обработать определенным образом, чтобы изображение преобразовалось в набор точек. Среди большого количества программ мы нашли наиболее для себя подходящую – PhotoGrav. Она позволяет довольно быстро подготовить любую фотографию под необходимые для гравировки параметры.
Вот так выглядит наша фотография после обработки.
Загружаем фото в Benbox и запускаем процесс прожига.
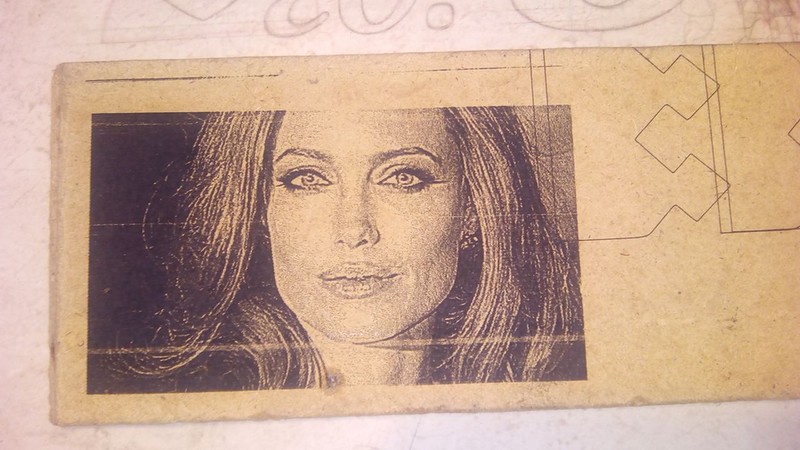
Для прожига использовался точечный режим, материал – кусок ДВП, время прожига составило около трех часов. Наверняка данный процесс можно было бы оптимизировать, поэкспериментировав с настройками, но к сожалению времени особого на это не было, да и делалось это лишь для пробы. Ну и вот что у нас получилось в итоге.
Если опять же учесть, что делалось все это наугад, то по-моему получилось совсем неплохо.
Немного поработав с устройством, мы поняли, что надо что-то делать с дымом, который очень здорово выделяется в процессе работы гравера и может закоптить линзу лазера, т.к. без какого-либо обдува он прямиком поднимается вверх, непосредственно на линзу, а имеющийся на лазере кулер охлаждения настолько мал, да еще и расположен на радиаторе, что практически не способен «достать» до рабочей зоны
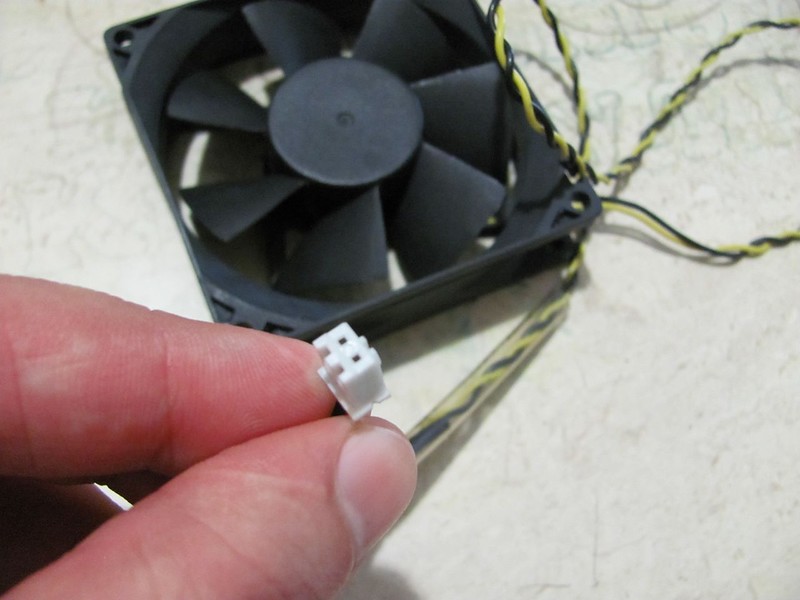
Разработчики устройства, как оказалось, позаботились об этом, и предусмотрели специальный разъем для подключения кулера.
Правда оказался он двуконтактным, поэтому пришлось изрядно поискать старенький кулер с таким разъемом, т.к. современные используют уже трехконтактные.
Сначала была мысль закрепить кулер где-то рядом с лазером, чтобы обдув перемещался вместе с ним, но потом мы решили, что делать этого не стоит, и намного удобнее устанавливать кулер в необходимое место непосредственно перед началом прожига, т.к. если материал будет достаточно легким, например фетр или бумага, то при стационарном расположении кулера, поток воздуха будет просто сдувать материал.
Забыл сказать, что в качестве подложки мы использовали большую керамическую напольную плитку, которая, кстати сказать, отлично для этого подходит
Думаю, что многие наверняка видели, на что способны мощные (начиная от 40Вт) лазерные гравировальные станки. С помощью них умельцы «выпиливают» множество интересных вещей из фанеры. Это могут быть различные фоторамки, метрики, ящички-шкатулки и даже деревянные модельки техники, которые после этого необходимо просто собрать как конструктор.
В одном из обзоров гравера, подобного тому, о котором сейчас идет речь, задавался вопрос, а можно ли с помощью него сделать нечто подобное? Нам с приятелем это тоже показалось очень интересным, и мы решили испытать машинку на фанере.
Специально для этого за 280 руб. был куплен лист фанеры 1,5х1,5 м толщиной 3 мм (как нам сказали — береза). Брать фанеру толще смысла мы не видели, т.к. сильно сомневались, что даже с этой толщиной гравер справится, ну а тоньше – не захотели, потому что если что-то все-таки получится, то при такой толщине поделка будет уж очень хлипкой.
После этого из фанеры были вырезаны несколько кусков по размеру нашей плитки-подложки.
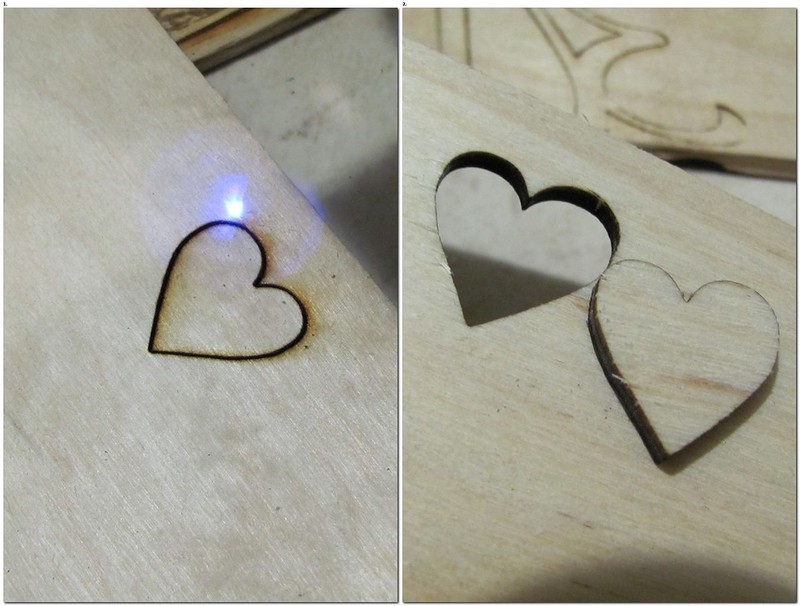
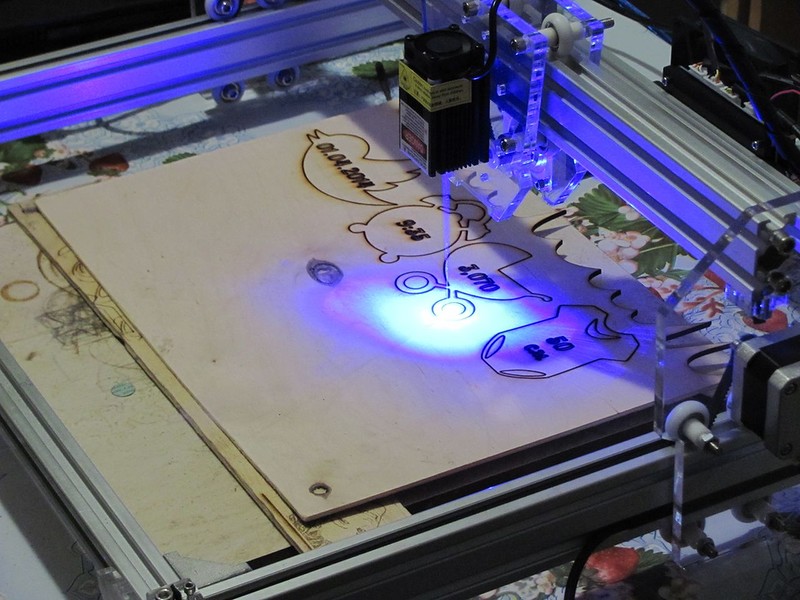
После этого в Benbox было загружено простое небольшое изображение сердечка. Чтобы видеть, сквозной ли получается прорез, фанера была немного приподнята над подложкой – так можно видеть, когда луч лазера проходит фанеру насквозь.
Отмечу, что конечно же при работе с лазером необходимо обязательно пользоваться специальными очками, чтобы не получилось, как в старом анекдоте.
— А Вы знаете, что на солнце в телескоп можно взглянуть только два раза?
— Нет, а почему только два?
— Ну как же… Сначала одним глазом,… потом другим.
В итоге получилось вот такое сердечко.
Скажу сразу, что такая на первый взгляд простая фигурка с первого раза вызвала у нас «вау-эффект», потому что ничего путевого особо не ожидалось.
Ну и после этого понеслось…
Включилась фантазия, задачи стали постепенно усложняться. Так появилась бабочка.
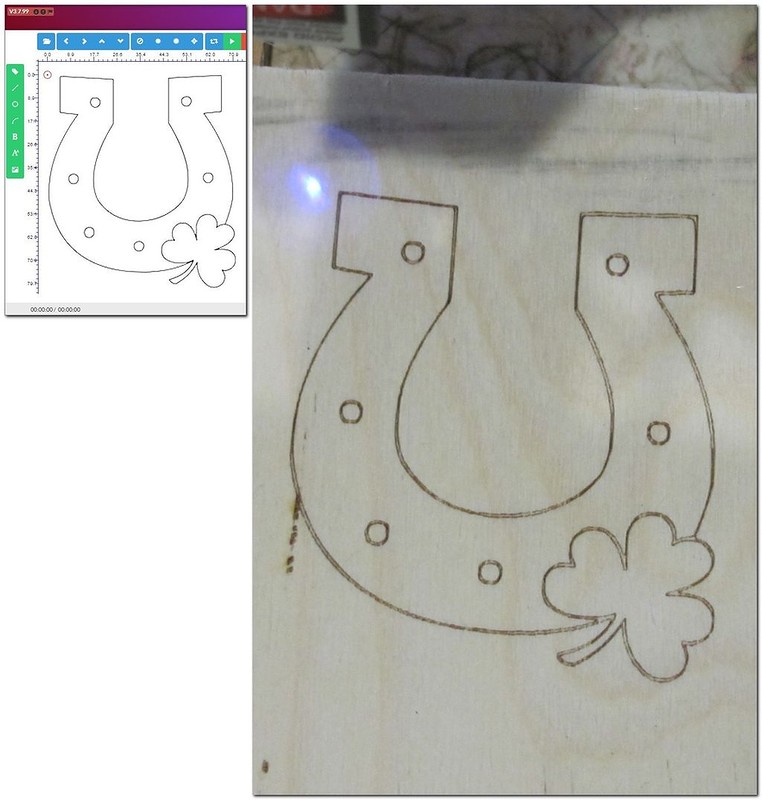
Далее захотелось попробовать нанести на фигурку рисунок гравировкой, а затем ее же и вырезать. В качестве фигурки отлично подошла подковка, ну собственно вот так вот она и получилась.
Отмечу, что ни я ни мой друг не работали до этого с подобными устройствами и поэтому все решения выдумывались по ходу. Почему я об это говорю? Просто не хочу навлечь на себя гнев опытных ЧПУшников. Дело в том, что для подобных вещей, о которых я сейчас рассказываю, в основном используется графический редактор CorelDraw в сочетании с многочисленными плагинами-макросами, умеющими работать с подобными устройствами (как правило профессиональными). Там все это делается проще и можно выбирать, какие части рисунка гравировать, а какие вырезать, ну и как говорят – все намного удобнее.
Несколько попыток установки макросов на корел не увенчались успехом, подозреваю что связано это с какими-то проблемами с операционкой, а переустанавливать ее для этого не было никакого желания, поэтому остается одно — «Только Benbox, … только хардкор».
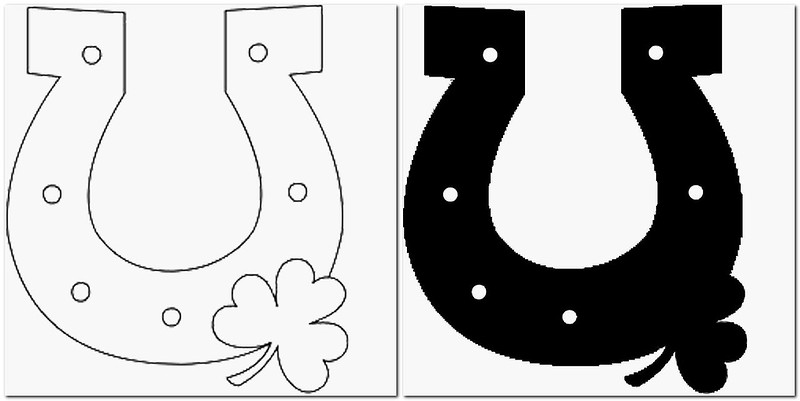
Итак, для того, чтобы можно было сделать гравировку, а затем вырезать фигуру, рисунок нужно подготовить сначала в контуре, со всеми элементами, которые должны быть выгравированы, и сохранить его.
Затем на этом же рисунке необходимо залить черным цветом все элементы и оставить только те, которые должны быть вырезаны, после чего сохранить рисунок под другим именем.
Т.е. должно получиться два рисунка: один для гравировки, второй для резки. Соответственно никаких перемещений фигуры внутри рисунка не должно происходить, чтобы не сбились координаты при работе лазера.
Сначала загружаем в программу рисунок для гравировки и получаем что-то такое как показано ниже. Кстати, здесь виден тот самый эффект, о котором я рассказывал, когда в режиме «Outline» лазер совершает два прохода – сначала по внешнему, а затем по внутреннему контуру линии.
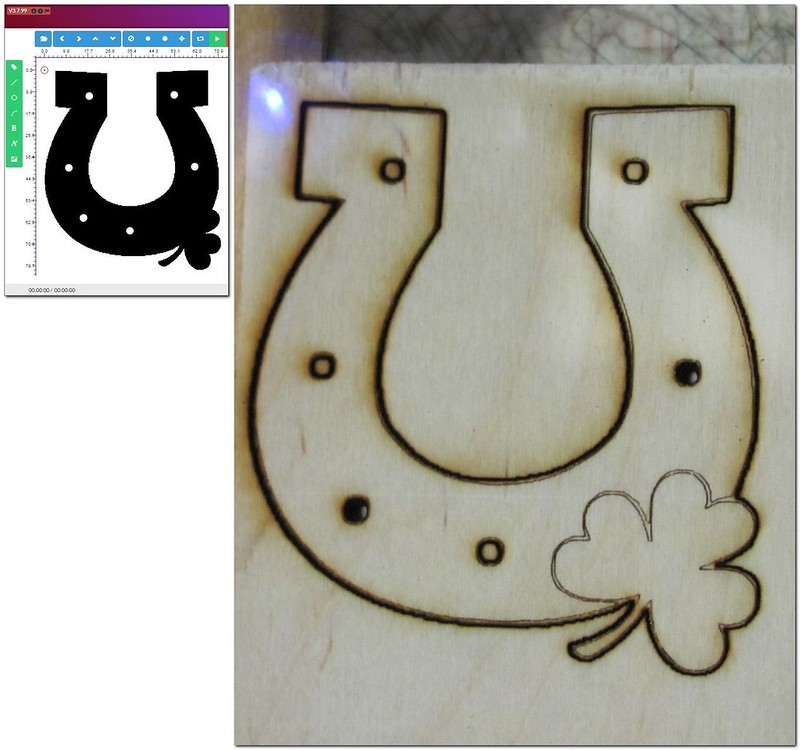
Затем загружаем второй рисунок, для вырезания, и делаем нужное количество проходов, до того момента, пока не станет понятно, что фигура вырезана (контролировать можно ранее указанным способом).
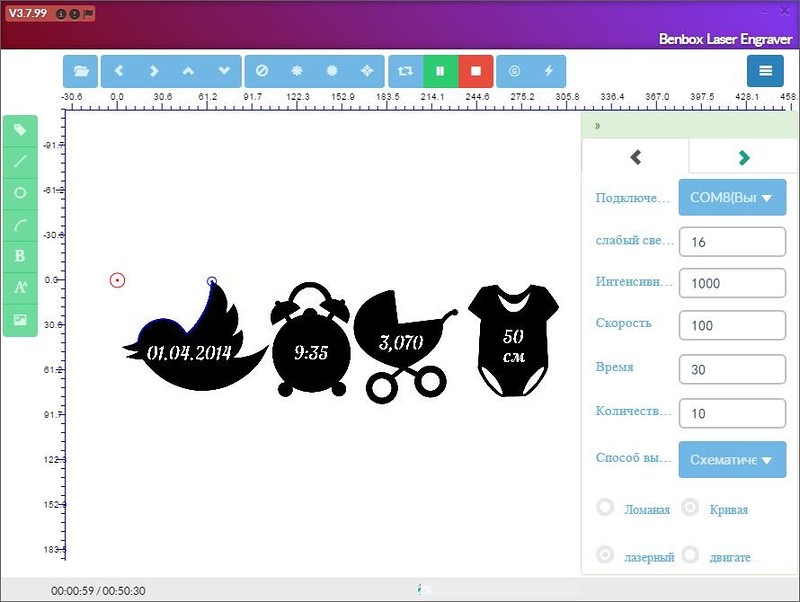
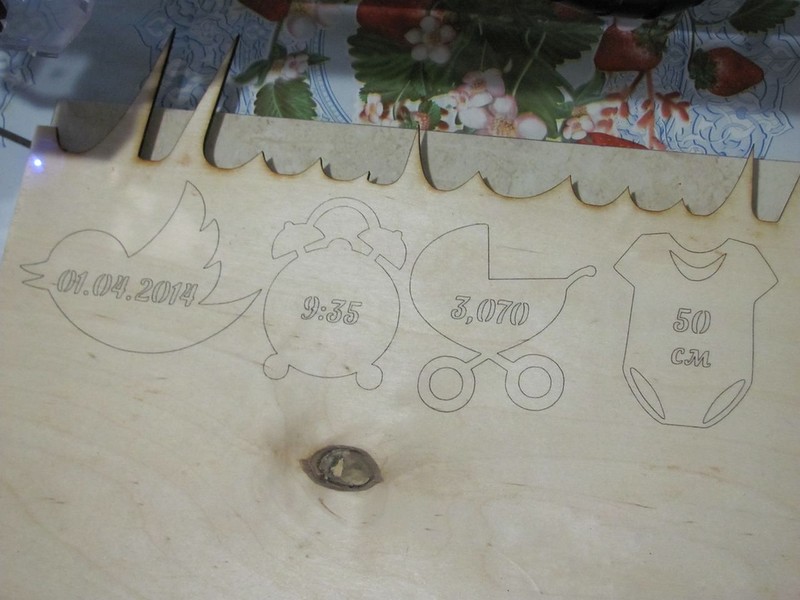
Далее появилась мысль вырезать что-то полезное, и этим объектом была выбрана детская метрика.
Заготовка была сделана в фотошопе, для главной надписи использовался шрифт NautilusPompilius.
Тестовый проход, чтобы оценить размеры и просто прикинуть что как должно получиться.
Процесс вырезания состоял из четырех проходов продолжительностью около 25 минут каждый (помним принцип – меньше скорость, глубже прожиг).
По окончании оказалось, что в том месте, где вырезалась буква C в одном из слоев фанеры оказался сучек, который не позволил прорезать это место насквозь, поэтому здесь пришлось повозиться.
Далее вырезали подвески с датой рождения, временем, весом и ростом
Шрифт для цифр нужно было бы сделать немного больше, но и так получилось достаточно сносно. Напомню, что это делалось нами в первый раз – проба пера так сказать.
Вот так выглядит композиция вместе.
Далее ее необходимо покрасить, подвесить фигурки на ленточки и получится не хуже, чем у профессионалов, я думаю.
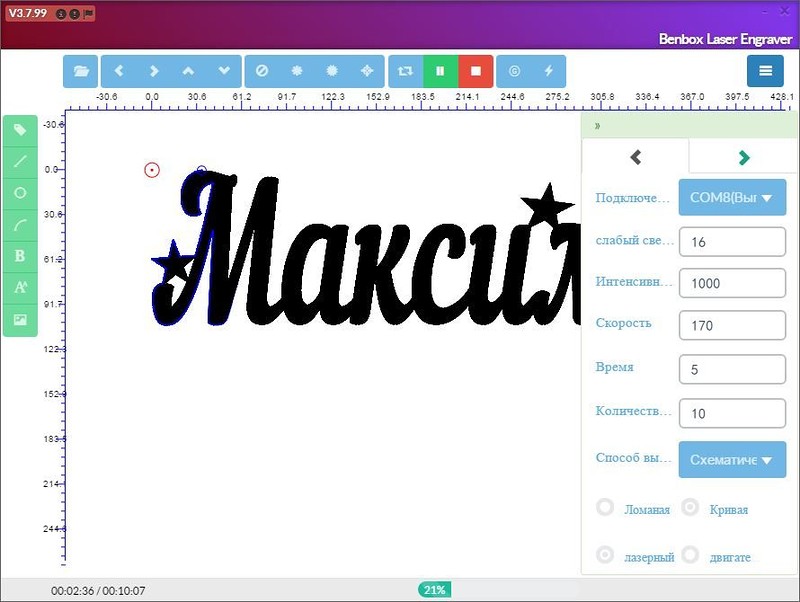
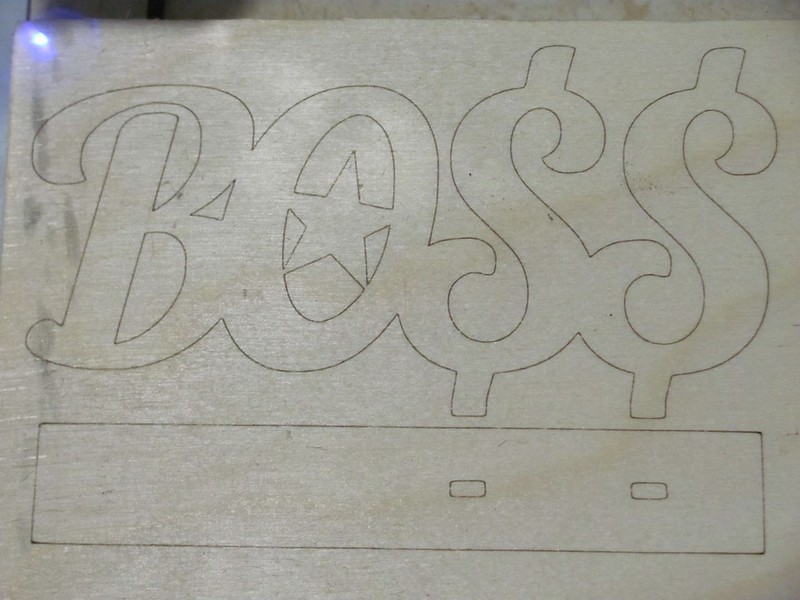
Но в данном случае метрика представляет из себя нечто плоское, что вешается на стену как картина. Поскольку, как вы помните, фантазия начала требовать продолжения банкета, мне захотелось попробовать сделать нечто более объемное, то, что можно было бы куда-то поставить. То есть у этого «чего-то» должна быть подставка. Поскольку опять же никакой конкретной идеи еще не было, я решил нарисовать какую-то небольшую надпись с ножками и подставкой.
Отмечу, что основной принцип соединения для поделок, вырезаемых из фанеры подобным способом – это шип-паз.
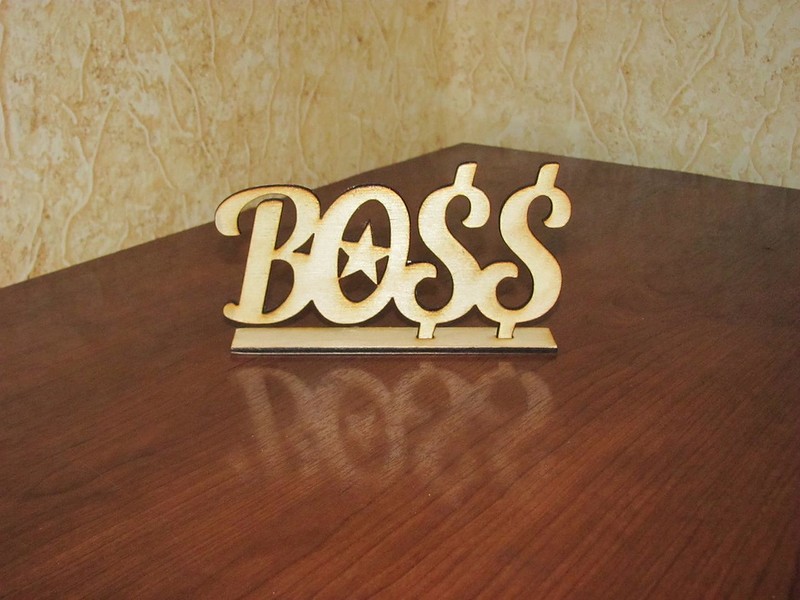
Итак, у меня «придумалась» вот такая надпись с ножками и подставкой в комплекте. Рисунок готовый, поэтому если есть желание – картинку можно скачать и попробовать вырезать.
Тестовый прогон.
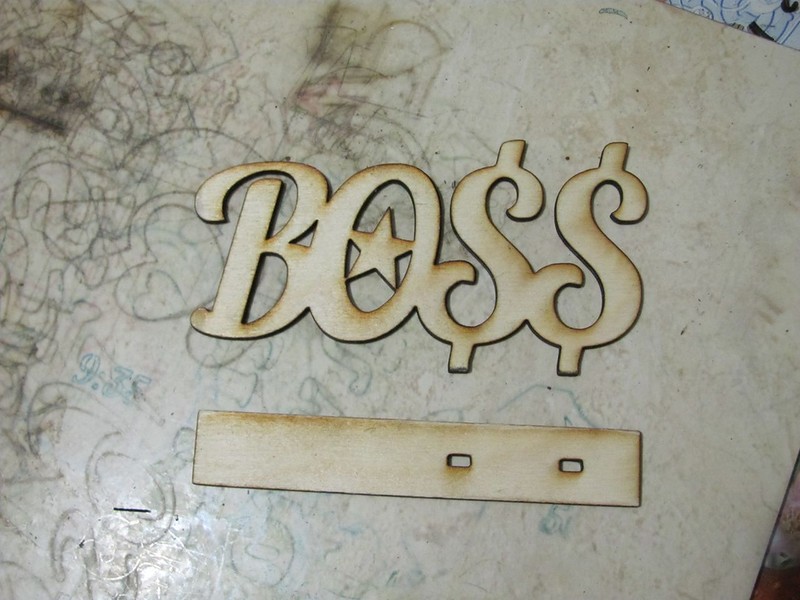
И результат.
Когда рисовал пазы, боялся ошибиться с размерами из-за того, что все же при резке лазер «съедает» небольшое количество от необходимого размера, поэтому сделал пазы на один пиксель меньше чем ножки надписи.
Соединение получилось отличным, ножки входят в пазы с достаточным усилием, поэтому конструкция после соединения напоминает практически монолитную, даже клея не нужно.
Ну вот так оно получилось.
Задумывалось как эксперимент, но вышло так здорово, что если покрасить, к примеру золотистой краской, то не грех подарить «любимому шефу» или поставить себе на рабочий стол, чтобы все знали, с кем имеют дело :)
ШИМ, где ты?
Если помните, в характеристиках устройства упоминается, что оно поддерживает гравировку в полутонах (градации серого). Для того, чтобы реализовать данную функцию, лазер должен работать в режиме, позволяющем управлять его мощностью. Такой принцип управления называется Широтно-Импульсная Модуляция (ШИМ) или в английском варианте Pulse-Width Modulation (PWM).
Но мы же помним, что в нашем случае лазер работает на максимальной мощности и глубина прожига регулируется только скоростью перемещения. В данном случае, как выяснилось, характеристики не то чтобы врут – устройство действительно имеет такую поддержку, просто для того чтобы ее использовать, нужно приложить определенные усилия как в перепрошивке, так и в поиске программного обеспечения для его дальнейшего использования.
Озадачившись данным вопросом, я стал понемногу разбираться, но как оказалось, вопрос данный обсуждается довольно скудно, да и к тому же в основном на англоязычных форумах, например здесь.
Сразу скажу, что довести задумку до конца у меня не получилось из-за недостатка времени и к тому же устройство все же не мое, но я постараюсь вкраце обрисовать то, что удалось сделать, возможно кому-то это поможет в дальнейшем. Выражаться буду по-простому, так что если где-то что то не так назову – прошу извинить заранее.
Итак, выяснилось, что для работы лазера необходима перепрошивка, переключающая его для работы с этой самой ШИМ. Прошивка по-умолчанию, которая необходима для работы с Benbox-ом и подобными программами относится к версии Grbl v0.8, а для работы с ШИМ необходима прошивка Grbl v0.9j (все эти прошивки в исходном виде есть здесь или их же, но в готовом виде можно скачать по ссылке, которую я давал ранее).
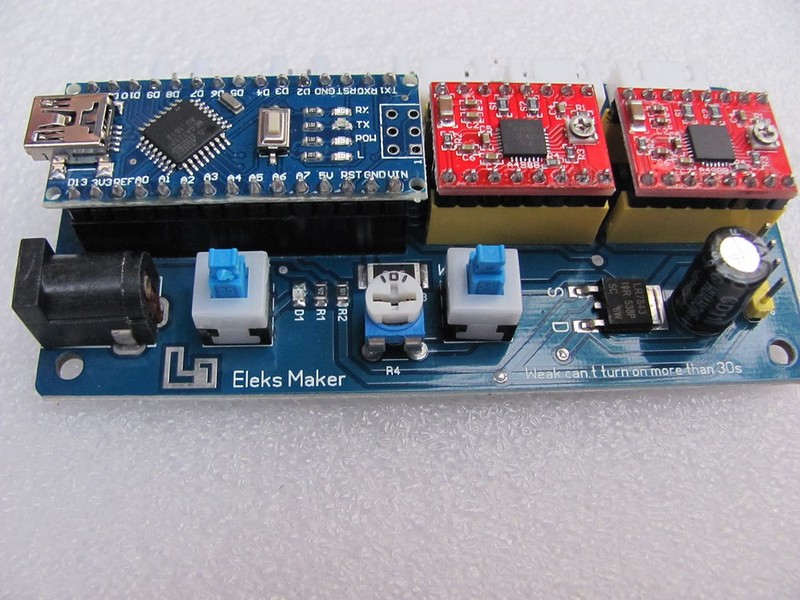
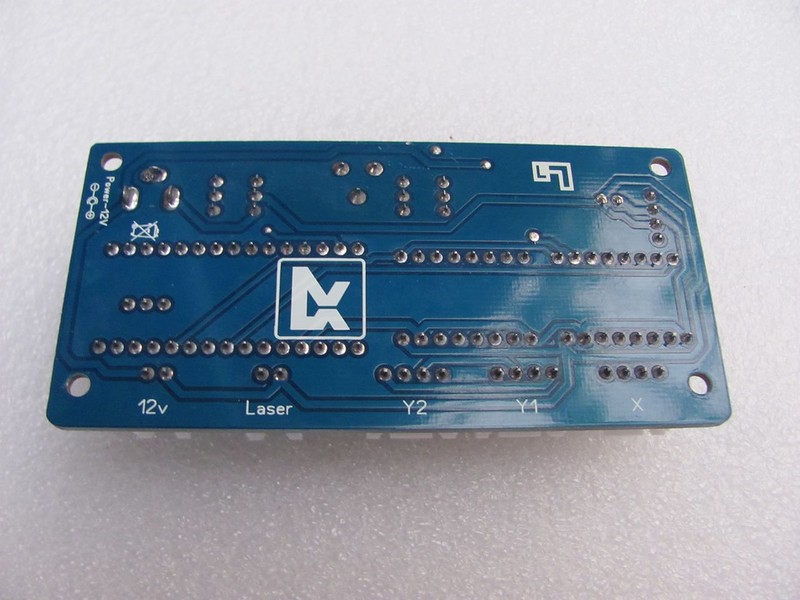
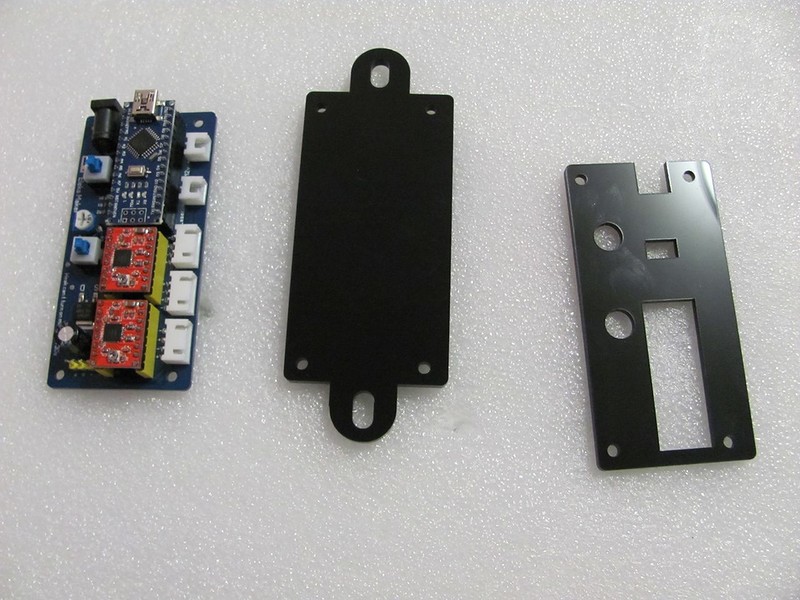
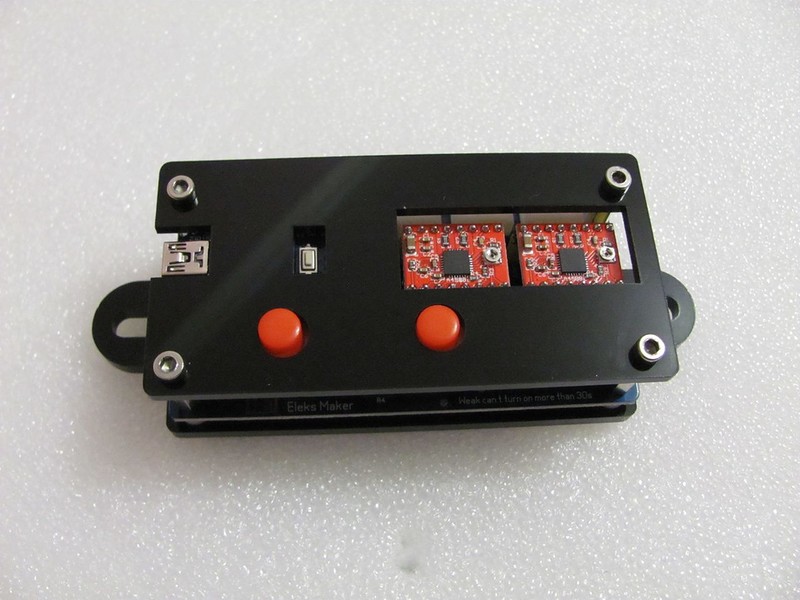
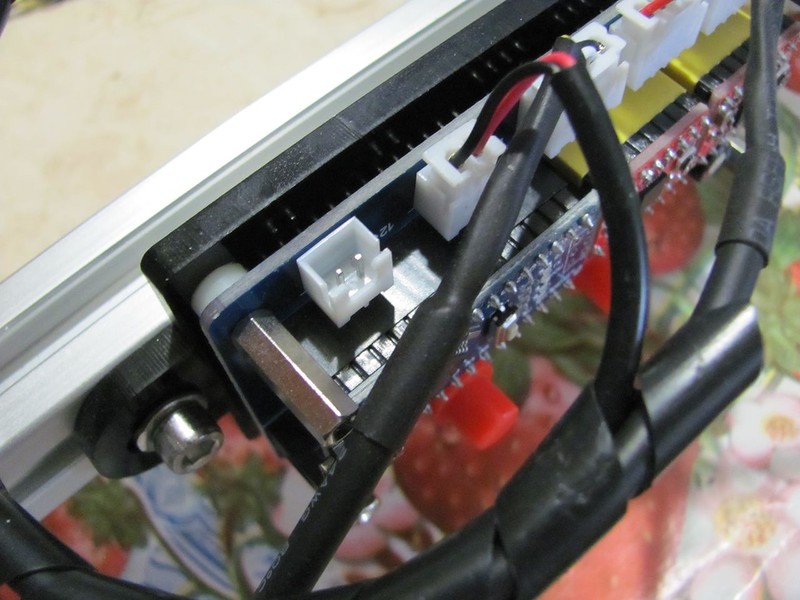
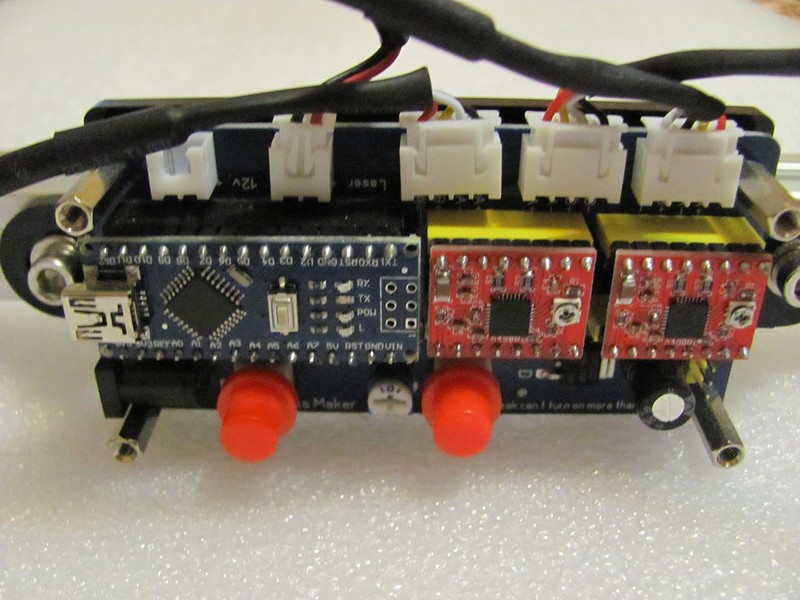
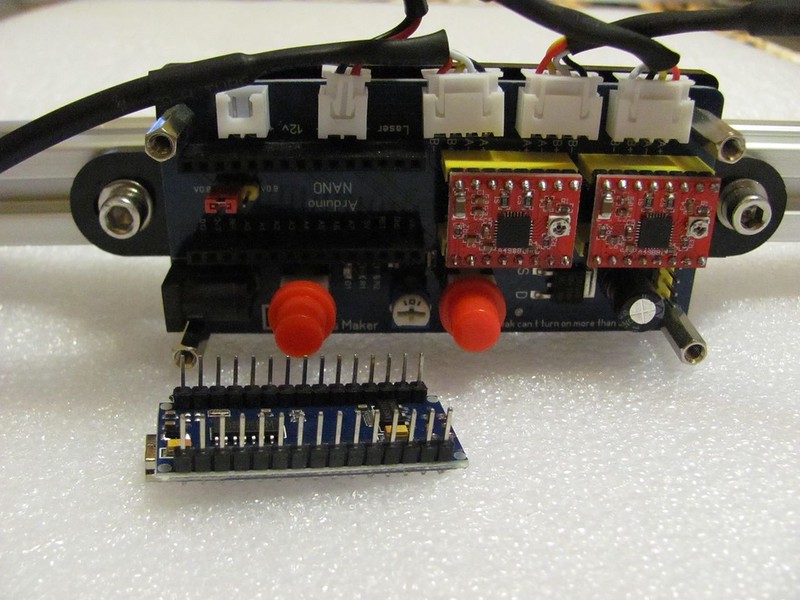
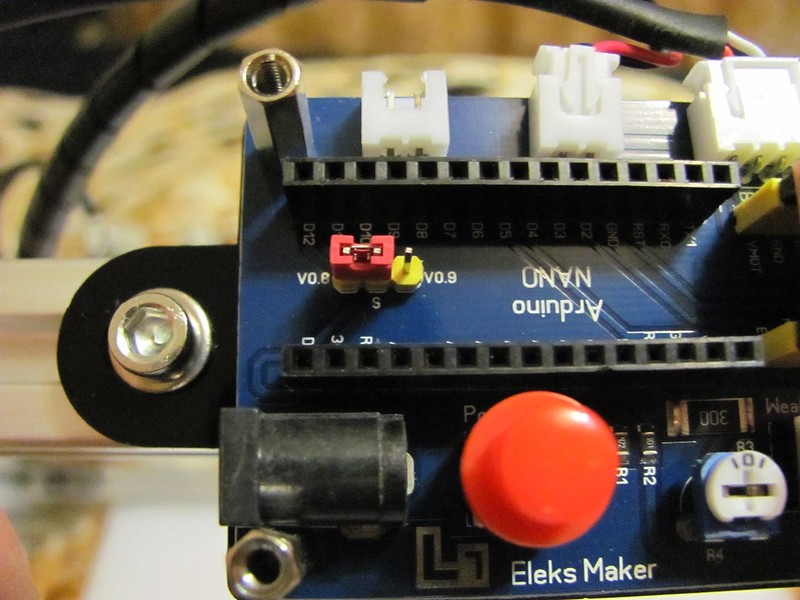
После прошивки на 0.9-ю версию с Benbox-ом можно попрощаться, работать с ним устройство больше не сможет (по крайней мере до обратной прошивки на 0.8-ю). Но это еще не все. После прошивки необходимо переключить и само устройство в режим работы с 0.9-й версией прошивки. Для этого на плате управления предусмотрен специальный джампер, спрятанный под еще одной платкой
Как видно из фото ниже, плата управления выпускается уже с возможностью переключения под 0.9-ю прошивку, для этого необходимо переставить джампер и замкнуть тем самым правый и средний контакты.
Все вроде бы сделано как надо, и вот тут я столкнулся с главной проблемой – какое использовать ПО для работы в данном режиме? Единственная программа, которая смогла увидеть устройство после этого стала T2Laser. С ее помощью получилось управлять перемещением лазера, а также включать его в различных, предоставляемых самой же программой режимах. Она позволяет обрабатывать изображения и переводить их в G-код, но вот может ли она выжигать я так и не понял. К сожалению хозяевам необходимо было оперативно вернуть лазер в рабочее состояние, поэтому пришлось прошиваться обратно на 0.8-ю версию прошивки и возвращать джампер на место.
На этом данный эксперимент завершился.
Своего видео мы не сделали, но зато нашелся очень интересный и познавательный обзор этого же самого гравера, сделанный человеком, занимающимся изготовлением различных предметов из дерева, в котором все очень подробно рассказано начиная от сборки и работе с ПО и заканчивая применением гравера
Данный гравер безусловно понравился, т.к. полностью оправдал возложенные надежды и нашел свое полезное применение в жизни. Единственное недоразумение, это конечно программа Benbox, Уж очень специфическое мышление судя по всему у ее разработчиков. Так извратить принципы «интуитивно понятного» и «дружественного» интерфейса надо было умудриться.
Ну да ладно, привыкнуть к нему безусловно можно, но вот одна вещь пока так и остается очень неудобной – очень не хватает параметра, отвечающего за количество проходов лазера по рисунку. Если бы лазер был сопоставим по мощности с профессиональными, то вопросов бы не возникало, один проход и все готово, но в данном случая, когда необходимо сделать несколько проходов чтобы прорезать фигуру, приходится контролировать время и запускать следующий проход вручную.
Недоработка-ссс.
Кстати про резку фанеры.
Хотя гравер изначально не приобретался для ее резки, но хозяину так понравилось то, что у нас получилось в итоге, что теперь он уже подзадумался над приобретением более мощного модуля, на 5000mW, так что, если это все же произойдет, обещаю сделать еще один обзор и рассказать, что и как еще можно вырезать таким способом.
Информация о скидках
Обозреваемый гравер на 2500mW приобретался с купоном «DIYViolet» за $225.99 без учета стоимости доставки
Комплект для самостоятельной сборки такого же формата, но мощностью на 5500mW с купоном «GBDIYViolet» стоит сейчас $391,99
Спасибо за внимание и всем добра.
Планирую купить+115Добавить в избранноеОбзор понравился+150
+286
А по мне наоборот хорошо, что много бытовухи, с «разжевыванием» что и как и для чего. А то начнут обозревать какой нибудь роутер, и после того как кто то где то быстренько раскрутил, к чему-то что-то быстренько присоединил, перепрошил всем известно откуда взято какими то опен прошивками, прищурясь добавив пару строчек кода, дочитывать становится очень грустно. Вы напишите, к какой ножке что присоединили, где скачали. Что на мониторе появилось когда программатор в усб засунули, куда этот код вставлять. Я тоже тогда куплю роутер и прошью его. А то я пробую строчки кода копировать и вставлять, и в ворд, и в эксель, даже в пдф преобразовывал, не работает ничего, не прошивается (((
А вот как здесь товарищ описал, так всё понятно. И прикладной вопрос раскрыт, и технической.
прозрачное не потянет, непрозрачное будет резать и гравировать. Пенопласт тоже лесом)
В общем все от чего отражается лазер — все идет мимо, с такими то мощностями.
у меня такой же только 5500 мв оргстекло режет только черное или темных расветков. прозрачное белое матовое и зеленое не режет но на зеленом граверует а на матовом нет
Вот именно, ключевое слово заказываю на СО2. Хотелось бы самому. Заплатить другому всегда успеем.
А СО2 самому думаю не осилить. Как в техническом плане, так и в материальном.
Инструмент как средство заработать. Знакомый на самодельном ЧПУ потихоньку заказы осваивает, дюраль фрезерует на скорости 1.5 метра в минуту.
Лазерный бы тоже без дела не стоял, но не такой малой мощности конечно.
Я — нет. По скорости, лиха беда — начало. Это стартовый проект.
Про отдельное помещение и вытяжку для СО2 в курсе.
Мечты, мечты, не расстраивайте меня.
Увы, требования к механической части разное. Для фрезерного/гравера уже совсем другие параметры жесткости конструкции. Вот думаю, тенденция наоборот может сработать:
Повесить на свой фрезер/гравер ультрафиолетовый лазер для прямой засветки фоторезиста.
Можно и 5-ваттник воткнуть, как у автора, только баловство. При нынешней стоимости лазерной резки такой лазерной не окупится. Получается только хоббийная штука
А в чем чел плату бурбулит?
Сначала что-то одно, в посудине с рельефным дном;
потом в посудине-бурбуляторе.
Что за танцы с бубном?
И что этот злодей весь фильм молчит?)
Для прототипа IMHO очень офигительное решение.
Отправил на печать, полчасика покурил(пока выжигается)… и за паяльник браться капитально.
Вот опять же… бурбулятор О_о
Можно и на этом станке наверное так делать, подобрать только соответствующий фоторезист. Или краску, которая или разрушается при нагреве, или наоборот, засыхает. Фоторезист наверное можно выжигать по простому. И 2500 мВт не нужны фоторезисту, хватит 500 мВт которые дешевле. В статье длина волны не указана, толи violet, толи ultraviolet…
Обзор понравился! Единственное, что режет глаз — мощность лазера! Мы-же не китайцы, которые привыкли к максимализму. Можно было написать: 2,5 Ватта. Ну или в крайнем случае, превзойти китайцев и написать 2500000 мкВт.
Нееееееее! Это ОЧЕНЬ слабый лазер! Нам такой не нужен! :)
А вообще это шутка! Я никоим образом не хотел поддеть автора. Просто я так привык… 2 Вт — значит 2 Вт. Зачем нам 2500 мВт?
Это как на аккумуляторах пишут 2500 мАч, на «Банках силы» 10000 mAh.
Маркетинговый ход, чтобы потребителю было видно что 2 А/ч намного больше чем 300 мА/ч.
Для такого станок программу и софт придумать(хотя есть проволочные станки по стали). Думаю хлопотно, если нет готового.
Но ручную обработку ИМХО можно в разы упростить. Если сделать приспособление вроде «швейной машинки»(с дымоудалителем). Наклеил бумажный лист с распечаткой. Туда же подсветку с вебкамерой с выводом на большой экран…
В видео ближе к концу она лопается, и ничего не происходит, вообще ничего. У мастера на столе моток проволоки, расходный материал, лопнула — заменил. Труд не адский, просто хобби, я уже думаю попробовать. В том числе подставки из пенополистирола вырезать, пока делаю электролобзиком, но не такая точность и очень много опилок, которые пристают к одежде.
Такой проволкой на свадьбу делал буквы из пенопласта (хорошо что себе, иначе бы плюнул на это дело).
+когда материал толстый — хорошо бы по лекалу делать, и следить за горизонтом.
Что с буквами сложного? Вроде проще чем с деревом. Думаю если бы заставить проволоку ходить вверх-вниз саму, получился бы станочек удобный, и для дерева и для пенопласта, типа такого:
только намного проще, как на видео, только чтобы проволока сама удерживалась вертикально и колебалась. Буквы и всякие подставки можно будет вырезать намного быстрее, чем вручную.
Отличный магазин, тоже все под ЧПУ покупаю у них. Особенно нравятся ШВП и линейные валы/рельсы — изгибов нет, и законцовки какие хочешь сделают, при этом цена хорошая. Единственное, что СПСР портит настроение своей «оперативностью».
почему вы используете радиально упорные вместо линейно рельсовых?
Эм… что?
гайки не самоконтрящиеся
А вот это не от хорошей жизни. Вообще, хотел собирать раму на родных Т-гайках под профиль 3030, но они где-то капитально залипли, пришлось импровизировать из ассортимента ближайших хозтоваров. Впрочем, мне и так не кажется, что рама саморазвинтится на фиксаторе резьбы.
да и упор шаговика как по мне — слабоват
Упор винтового привода через два подшипника прямо на раму, на шаговик действует только собственный вес и крутящий момент (думаю, NEMA 17 не свернёт 2,5мм стальную / 5мм алюминиевую штамповку).
простите за скептический тон, сам я только-только осилил прюшу из сварного профиля.
Да нет, всё нормально. Станок еще не доделан, кстати, завтра пойду винты докупать — работа встала. Поставлю ось Z и Y, распорки усиления портала.
вы используете в качестве направляющих валы — почему? (почему не рельсовые салазки ?)
Ага, понял.
Ну, тут тоже вопрос цены: самую длинную 450мм ось X я купил за 40 баксов в сборе (две направляющие и 4 каретки), а профильные рельсы, это всё в разы дороже.
И у них тоже свои нюансы, требования к станине выше.
Поскольку обработка металла, скорее всего, кончится на выравнивании горбатого столика, надеюсь что хватит и того, что есть. =)
и да, на этой фотке у вас опора шаговика другая — более надежная ))
А она просто алюминиевая.
хороший проект!
Ну, это в работе будет видно. Хотя всё равно спасибо на добром слове. =)
Наверное, когда доделаю, попытаюсь сюда статью оформить — 90% деталек из Китая же.
Спокойно потянет. Единственное — лучше ставить ШВП 1204, она намного лучше в плане трения, к тому же гайка имеет противопылевые сальники из фторопласта.
А разве шаг 4мм (сейчас у меня трапеция 1мм) не потребует в 4 раза большего момента на двигателе для той же силы?
Nema17 у меня от бедности, потом хотелось бы поменять на ШВП и Nema хотя бы 23, конечно же.
На поверку усилие все равно меньше. У меня сейчас 1204 с nema17 в 3d принтере гоняет по вертикали толстенный алюминиевый стол с усилителями весом 4 кг, печать с z-hop работает шикарно.
Да и долговечнее швп. Латунные гайки — расходник, а менять ее в консоли шпинделя непросто.
По коже ИМХО дешевле надежнее и долговечнее простой нихромовый выжигатель (можно интегрировать в станок). Еще есть одноканальные импульсные генераторы для электро коагуляции (тоже легко интегрировать если не пожжет электронику). С регулировкой мощности в широком диапазоне. И то и другое есть на али и офлайн. Используется в стоматологии, хирургии, косметологии.
Индукционный паяльник mySKU.me/blog/aliexpress/38935.html 600 градусов штатно на железной игле — часто используемый вариант по коже.
по коже вы имеете ввиду гравировку или резку тоже? Ищу все на тему автоматической резки лекал (выкроек) искусственной кожи (с поролоном 5мм). Пока думаю в сторону лазерной резки на основе обзора от Jager самодельного резака но с более широким рабочем полем и дополнительной вытяжкой. Если можете подсказать советом, очень был бы рад
Вентилятор должен дуть в точку реза. Он не только сдувает дым, но и нагнетает воздух(кислород), так как рез тут идет прожиганием материала, то нужно окислитель нагнетать.
Вопрос на засыпку — луч лазера фокусированный или коллимированный? Это зависит от установленной оптики.
Разъясняю кратенько:
Коллимированный луч — это паралельный луч и размер пятна на любом расстоянии от линзы будет примерно одинаков.
А вот фокусированный луч сходится в точку фокуса. И поднимая фанерку «для контроля реза» вы получаете большое пятно по которому размазана энергия лазера. Как следствие — медленнее рез(если вообще возможен) и бОльшая ширина реза. Обычно на подобных станках луч делают фокусированным. Поэтому материал должен находиться на оптимальном расстоянии от линзы и поднимать его не надо.
А как с полилинией разобрались?
Делаю чернобелый bmp, загружаю в benbox, ставлю outline — даже не пытается запустить двигатели.
В режимах Scan by… — отлично работает.
Как сделать, чтобы на этом устройстве вместо лазера был пишущий узел? Видел в инете фото, как сервомашинка на таком гравере поднимает и опускает карандаш, может быть, спецы в RC подскажут, как правильно подключить сервопривод вместо лазера? И еще — в том варианте, который я видел, карандаш не поднимался строго вертикально, а был закреплен на поворотном кронштейне. Не будет ли в таком случае при опускании карандаш чиркать по бумаге?
В чем основное отличие фокусируемых и не фокусируемых лазерных модулей? Можно ли использовать в лазерном гравере не фокусируемый модуль, если сделать его перемещение по оси Z? Имеет ли смысл покупать модуль 10, 12 или 15W, или большого отличия от 5,5W не будет?
Выбираю лазерный модуль на 5,5 Вт. (на 5,5 потому, что мне сказали, что более мощные полупроводниковые стоят как паровоз, и действительно жаба душит отдать 25К руб. за модуль 10-12-15 Вт, при этом без гарантии, что это реальная мощность).
Рассматриваю три предложения:
1. aliexpress.com/item/2015-new-12V-blue-purple-light-5500mW-laser-engraving-machine-module-for-high-power-laser-focusing/32518880151.html
Каждому из продавцов отправил сообщения с просьбой подтвердить, что действительно 5,5 Вт, фокусируемый и с ТТЛ.
№3 молчит.
№1 и №2 настойчиво и многократно подтверждаю, что всё так и есть.
№2 по моей просьбе даже скидку сделал на 15$.
Что скажете, стоит ли доверять? Купить №2 или дальше выбирать и мучиться?
Добрый день, тоже сейчас занимаюсь вопросом выбора лазера=) Если не секрет, на чем Вы остановились? Заинтересовал лазер из последнего сообщения, так как я такого до этого не находил и выглядит он совсем иначе, чем те что идут в комплектах с ЧПУ
Возможно, пропустил, но скажите, какая у такого станка разрешающая способоность? Насколько мелкие можно вырезать детали?
Из, например, фанеры 2-3мм или пленки-самоклейки.
Ребятаааааааааааааа вот есть ссылка на программу для него ))) Пока не разобрался но там можно выставлять мощьность и количество проходов))) Посмотрите пожалуйста что о ней можете сказать ???
Рекомендую испробовать программку T2 Laser — довольно интересная штука, функциональная, денег правда просит, но мы же русские люди — есть методы обхода. за подробностями в личку.
будь любезен, ответь мне автор, почему твой лазер на 2.5 вт режет фанеру 3мм, а мой на 5 вт, не прорезает даже толстый картон, или наши ускоглазые друзья наеживают, или не хватит мощьности в 5 вт для оного действия.

























































Надеюсь увидеть продолжение.
Такими темпами и можно отказываться от пескоструйных станков.
А вот как здесь товарищ описал, так всё понятно. И прикладной вопрос раскрыт, и технической.
Какая модель рутера и какую прошивку хотели поставить?
Это сатира, конечно же я не пробовал прошить роутер преобразовывая файлы в пдф.
Оплавленные края фетра не мешают?
В общем все от чего отражается лазер — все идет мимо, с такими то мощностями.
А СО2 самому думаю не осилить. Как в техническом плане, так и в материальном.
Все равно платить магазину. Если, конечно, для обзора такой не отправят )))
При низкой производительности это так, игрушка
Лазерный бы тоже без дела не стоял, но не такой малой мощности конечно.
Сколько на такой скорости в день заработаете?
Нет. Для заработка БУ с CO2 на 40Вт — минимум + отдельное помещение с вытяжкой
Про отдельное помещение и вытяжку для СО2 в курсе.
Мечты, мечты, не расстраивайте меня.
Например, бабочка сколько вырезалась?
И с дымом в комнате нужно что-то делать
сначала был 3д принтер,
потом он вырос и обзавелся лазерным гравером\резаком,
а когда совсем повзрослел — стал CNC
)))
это нас всех видимо тут ждёт.
Повесить на свой фрезер/гравер ультрафиолетовый лазер для прямой засветки фоторезиста.
Можно и 5-ваттник воткнуть, как у автора, только баловство. При нынешней стоимости лазерной резки такой лазерной не окупится. Получается только хоббийная штука
Сначала что-то одно, в посудине с рельефным дном;
потом в посудине-бурбуляторе.
Что за танцы с бубном?
И что этот злодей весь фильм молчит?)
Для прототипа IMHO очень офигительное решение.
Отправил на печать, полчасика покурил(пока выжигается)… и за паяльник браться капитально.
Вот опять же… бурбулятор О_о
А вообще это шутка! Я никоим образом не хотел поддеть автора. Просто я так привык… 2 Вт — значит 2 Вт. Зачем нам 2500 мВт?
Маркетинговый ход, чтобы потребителю было видно что 2 А/ч намного больше чем 300 мА/ч.
Для такого станок программу и софт придумать(хотя есть проволочные станки по стали). Думаю хлопотно, если нет готового.
Но ручную обработку ИМХО можно в разы упростить. Если сделать приспособление вроде «швейной машинки»(с дымоудалителем). Наклеил бумажный лист с распечаткой. Туда же подсветку с вебкамерой с выводом на большой экран…
проволока наверняка испытывает приличные нагрузки и «сьезжает» время от времени, а что будет если она лопнет?
+проволока от нагрева сильно тянется, неудобно.
+когда материал толстый — хорошо бы по лекалу делать, и следить за горизонтом.
img.mysku-st.ru/uploads/images/05/58/04/2016/10/23/dabe25912a.jpg
:)
Что с буквами сложного? Вроде проще чем с деревом. Думаю если бы заставить проволоку ходить вверх-вниз саму, получился бы станочек удобный, и для дерева и для пенопласта, типа такого:
media.snimka.bg/3713/013681636-big.jpg
только намного проще, как на видео, только чтобы проволока сама удерживалась вертикально и колебалась. Буквы и всякие подставки можно будет вырезать намного быстрее, чем вручную.
www.tehnari.ru/attachments/f114/75642d1334761474-02.jpg
Пробовал 0.1 30 градусов. 0.2мм не получается, либо медь не везде прорезается, либо шире расстояние.
лично мне уже достаточно только одной картинки с лазером и рельсами — слюни попускать :-)
Мы же оцениваем обзор, а обзор просто шикарен.
Основную часть брал тут: www.aliexpress.com/store/834897
Насчет болтов — не знаю. Критичные места посадил на фиксатор, а там посмотрим.
не верю, что не нашли.
гайки не самоконтрящиеся, да и упор шаговика как по мне — слабоват (он ведь будет пружинить — причина продольных колебаний).
простите за скептический тон, сам я только-только осилил прюшу из сварного профиля.
А вот это не от хорошей жизни. Вообще, хотел собирать раму на родных Т-гайках под профиль 3030, но они где-то капитально залипли, пришлось импровизировать из ассортимента ближайших хозтоваров. Впрочем, мне и так не кажется, что рама саморазвинтится на фиксаторе резьбы.
Упор винтового привода через два подшипника прямо на раму, на шаговик действует только собственный вес и крутящий момент (думаю, NEMA 17 не свернёт 2,5мм стальную / 5мм алюминиевую штамповку).
Да нет, всё нормально. Станок еще не доделан, кстати, завтра пойду винты докупать — работа встала. Поставлю ось Z и Y, распорки усиления портала.
вы используете в качестве направляющих валы — почему? (почему не рельсовые салазки ?)
и да, на этой фотке у вас опора шаговика другая — более надежная ))
хороший проект!
Ну, тут тоже вопрос цены: самую длинную 450мм ось X я купил за 40 баксов в сборе (две направляющие и 4 каретки), а профильные рельсы, это всё в разы дороже.
И у них тоже свои нюансы, требования к станине выше.
Поскольку обработка металла, скорее всего, кончится на выравнивании горбатого столика, надеюсь что хватит и того, что есть. =)
А она просто алюминиевая.
Ну, это в работе будет видно. Хотя всё равно спасибо на добром слове. =)
Наверное, когда доделаю, попытаюсь сюда статью оформить — 90% деталек из Китая же.
Nema17 у меня от бедности, потом хотелось бы поменять на ШВП и Nema хотя бы 23, конечно же.
Да и долговечнее швп. Латунные гайки — расходник, а менять ее в консоли шпинделя непросто.
Индукционный паяльник mySKU.me/blog/aliexpress/38935.html 600 градусов штатно на железной игле — часто используемый вариант по коже.
www.banggood.com/220V-Multifunction-Laser-Gourd-Wood-Pyrography-Craft-Tool-Kit-Pyrography-Machine-p-1098062.html?rmmds=newArrivals
Вопрос на засыпку — луч лазера фокусированный или коллимированный? Это зависит от установленной оптики.
Разъясняю кратенько:
Коллимированный луч — это паралельный луч и размер пятна на любом расстоянии от линзы будет примерно одинаков.
А вот фокусированный луч сходится в точку фокуса. И поднимая фанерку «для контроля реза» вы получаете большое пятно по которому размазана энергия лазера. Как следствие — медленнее рез(если вообще возможен) и бОльшая ширина реза. Обычно на подобных станках луч делают фокусированным. Поэтому материал должен находиться на оптимальном расстоянии от линзы и поднимать его не надо.
www.thingiverse.com/search/recent/things/page:3?q=laser%20cut
начиная от подставки для планшета www.thingiverse.com/thing:1486826
aliexpress.com/item/2500mW-Blue-violet-Laser-Module-Parts-with-Holder-Heat-sink-for-Mini-Laser-Engraving-Machine-High/32437247036.html
С ув. Артур
www.banggood.com/2500mW-A3-30x40cm-Desktop-DIY-Violet-Laser-Engraver-Picture-CNC-Printer-Assembling-Kits-p-1003863.html
Делаю чернобелый bmp, загружаю в benbox, ставлю outline — даже не пытается запустить двигатели.
В режимах Scan by… — отлично работает.
Ни как не пойму чето я :)
Рассматриваю три предложения:
1. aliexpress.com/item/2015-new-12V-blue-purple-light-5500mW-laser-engraving-machine-module-for-high-power-laser-focusing/32518880151.html
2. aliexpress.com/item/3000mW-Blue-violet-Laser-Module-Parts-with-Holder-Heat-sink-for-Mini-Laser-Engraving-Machine-High/32617069604.html
3. aliexpress.com/item/5-5w-high-power-450NM-focusing-blue-laser-module-laser-engraving-and-cutting-TTL-module-5500mw/32559183201.html
Каждому из продавцов отправил сообщения с просьбой подтвердить, что действительно 5,5 Вт, фокусируемый и с ТТЛ.
№3 молчит.
№1 и №2 настойчиво и многократно подтверждаю, что всё так и есть.
№2 по моей просьбе даже скидку сделал на 15$.
Что скажете, стоит ли доверять? Купить №2 или дальше выбирать и мучиться?
Из, например, фанеры 2-3мм или пленки-самоклейки.