 Предыдущая моя статья про штангенциркули
Предыдущая моя статья про штангенциркули была посвящена удобству их использования и предсказуемости результатов. Но вот про точность этих самых результатов ничего не было.
Исправляем ситуацию.
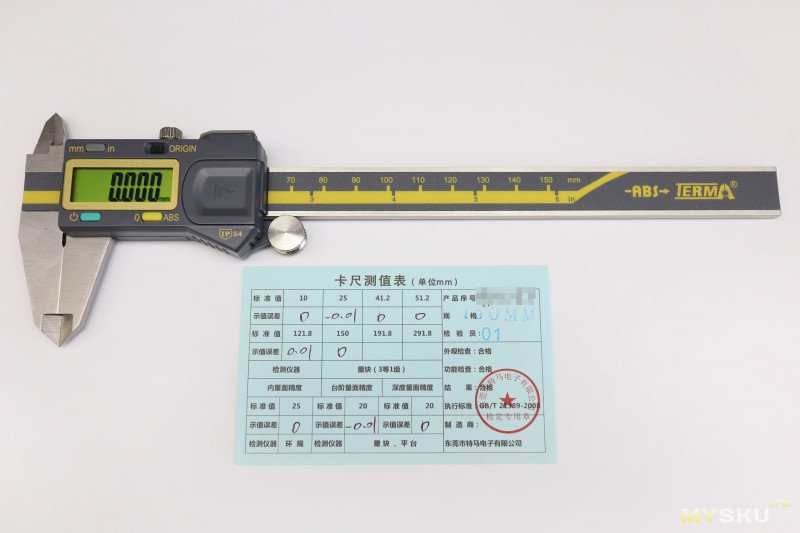
Заодно проверим, является ли вложенная в один из тех штангенциркулей карточка с его китайской поверкой фейком или нет:
Но для на начала, чем будем мерить.


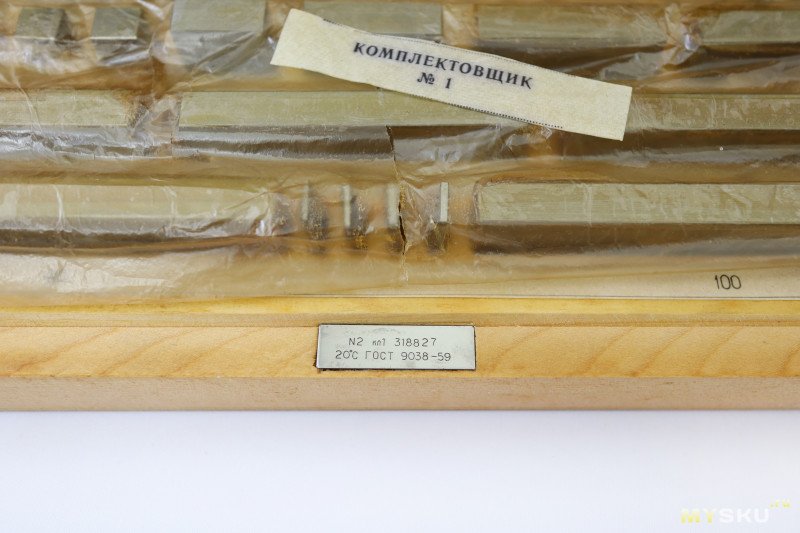
Это советский, выпущенный Кировским заводом «Красный инструментальщик» набор концевых мер длины:

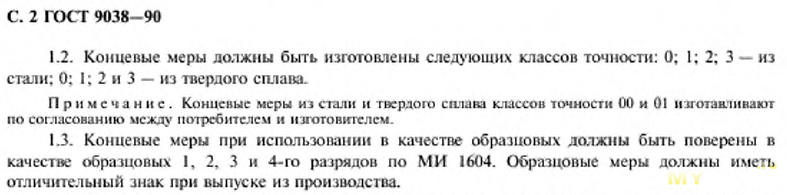
Выпускались такие меры по ГОСТ 9038-хх. Итераций этого ГОСТа было несколько, я знаю, как минимум, 59-го, 73-го, 83-го, 90-го годов.
Выпущен этот набор в 1973 году, т.е. 50 лет назад. Тогда ещё внутреннюю поверхность крышки обивали тканью. А в более новых вариантах наборов уже используют просто поролон, который через некоторое время превращается в кашу:

Мой набор в эксплуатации не был и, несмотря на почтенный возраст, следов ржавчины ни на мерах, ни на металлических частях коробки нет, хранился правильно.
Рыжие пятна — это консервационная смазка, которая тоже выполнялась по ГОСТ (ГОСТ 13168-69 — Консервация металлических изделий). Можно предположить, что это просто солидол, но взглянув в приемника этого ГОСТ (оригинал я не нашёл), можно увидеть около полутора десятков консервационных составов и просто солидола там нет. И что попало здесь применять нельзя — даже малейшая активность смазки, за 50 лет испортила бы полированный металл. Поэтому в процессе расконсервации мер решил собрать её, как змеиный яд, по каплям, в баночку, поскольку это уже гарантированно неактивный и не агрессивный к мерам состав:
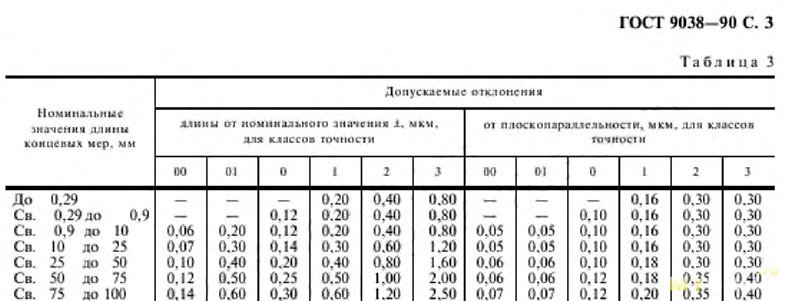
Класс точности этих мер 1 (первый). Но даже худший, 3-ий класс, на мерах до 100 мм имеет погрешность всего 2.5 микрона, а первый класс вообще всего 0.6 микрона:
Для измерения каких-то там китайских цифровых штангенциркулей это явно слишком высокая точность. Поэтому зеркально отполированные рабочие поверхности концевых мер:
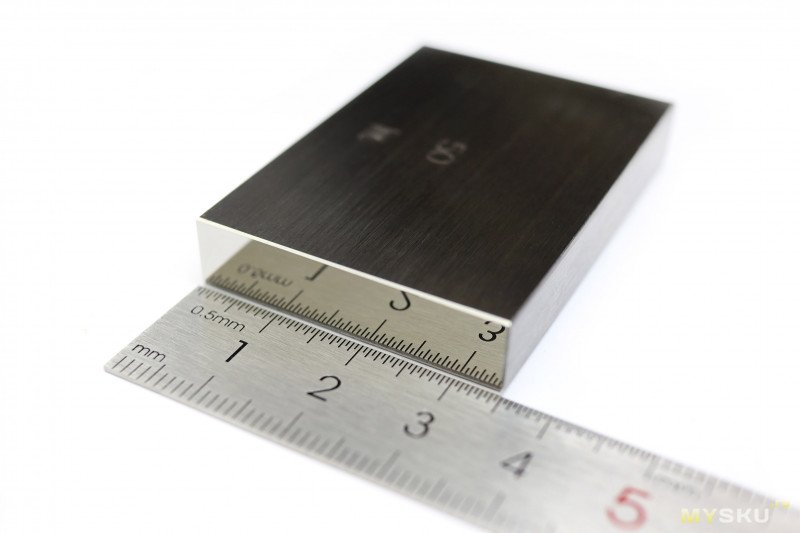

загрубим, зашлифовав их советской же наждачкой:
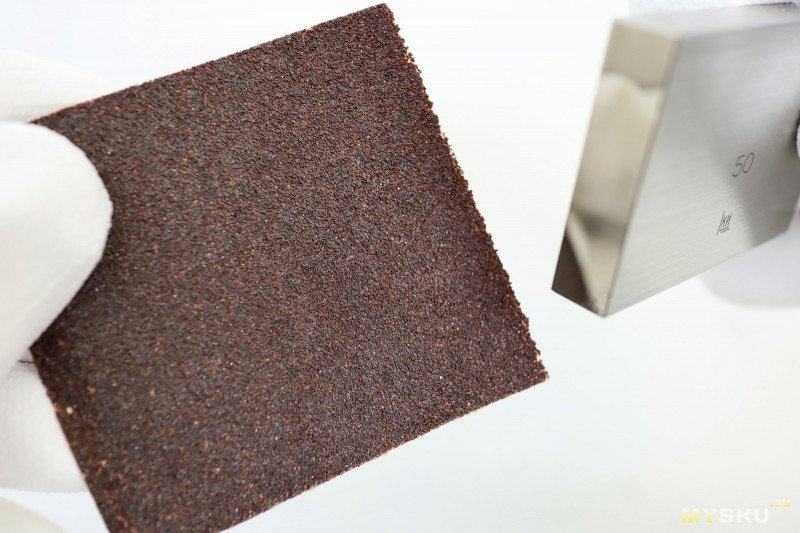
Да ладно, я шучу :) Наждачка не советская :)
Кстати, зеркальная полировка рабочих поверхностей сделана не для красоты, и не для возможности делать селфи с их помощью, и не только для большей точности. Концевые меры можно собирать в блоки из нескольких штук, для получения размера, отсутствующего в наборе. При этой сборке их притирают чистыми (без смазки, клея и т.д.) рабочими сторонами друг к другу, чтобы между ними не было дополнительного зазора. И они должны при этом удерживаться друг с другом силами межмолекулярного взаимодействия:
Причём эта притираемость так же регулируется ГОСТом, которому меры должны соответствовать:
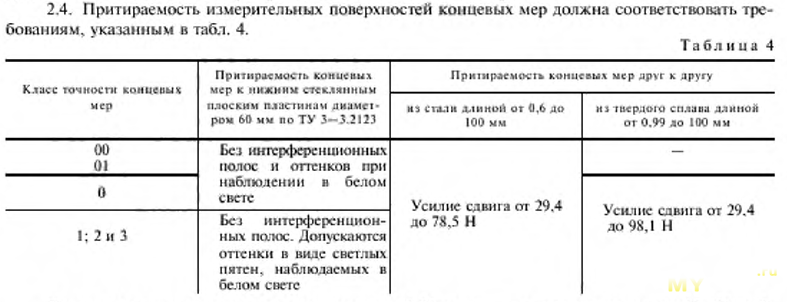
Поэтому это не просто чей-то незапланированный производителем лайф-хак, а штатная и даже обязательная функция мер. И нарушение притираемости, в результате износа, например, переводит меру в худший класс.
Вообще меры делятся на образцовые и рабочие. Образцовые предназначены для поверки измерительных приборов и мер меньшей точности. Рабочие используются непосредственно на производстве, в том числе для контроля размеров деталей или для разметки.
Например, есть специальные комплекты приспособлений, для закрепления в блоки плоскопараллельных концевых мер длины, для их удобного использования при измерениях или проведении разметочных работ:

Так вот, для рабочих мер используют классы для определения их точности, а для образцовых — разряды. По крайней мере, так указано в ГОСТ:
При этом, в ГОСТ указаны классы до 3-го, а в реальности есть ещё 4 и 5.
Последние два — это продукт
непротивления двух сторон износа первых трёх классов. Инструментальными заводами они специально не производятся, а присваиваются при очередной поверке изношенных концевых мер первых трёх классов.
А вот поверка происходит по другому документу: Методические указания, МИ 1604-87.
По нему идёт уже и присвоение разрядов мерам длины и там же добавлены последние два низших класса точности: 4 и 5. Причём разряды и классы не являются синонимами друг друга и не соответствуют друг другу по характеристикам.
Запутано, на мой взгляд, но что есть. У моих мер не указан разряд, но они не были в эксплуатации и 1-го класса точности, так что для проверки китайских цифровых штангенциркулей, этого более чем достаточно.
Тем более, что гораздо больший уход даёт температурное изменение размера.
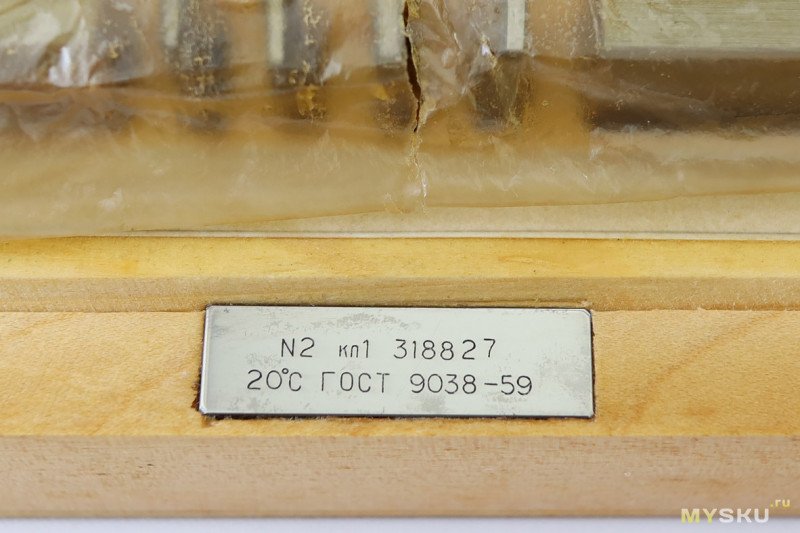
Обратите внимание, на шильдике указана температура, при которой меры имеют свой номинальный размер:
В паспорте к моим мерам, их коэффициент температурного расширения не указан.
Но в паспортах на другие подобные меры я встречал значения от 1 до 12 мкм на градус на метр.
Поэтому возьму для удобства расчёта и наглядности 10 мкм на градус на метр, чисто для оценочного расчёта.
Итак, для меры 100 мм, при изменении температуры от номинальной на 10 градусов, мы получим изменение её размера на 10 мкм, что почти в 17 раз больше её точности и соответствует значению одного, а то и двух последних разрядов штангенциркулей, которые я собираюсь проверить!
Ничего себе… Вот тебе и первый класс…
Не, так дело не пойдёт. Делать поправки на неизвестный коэффициент температурного расширения не хочется, поэтому врубаем кондиционер, одеваем фуфайку, валенки и варежки (чтобы не греть руками меру) и поехали.
Хотя, нет, перед заездом надо упомянуть, что штангенциркуль ведь тоже подвержен температурным изменениям своего размера. И исходя из предыдущего расчёта, эти изменения могут быть не такими уж и эфемерными, как может показаться сначала, особенно для подобных экземпляров:

Но номинальная температура штангенциркулей нигде не указана. Что, в общем-то, логично.
На большинстве реальных производств сложно поддерживать температуру исключительно под конкретный штангенциркуль.
Поэтому для штангенциркулей могут указывать рабочий диапазон температур, при котором штангенциркуль должен вписываться в заявленную точность.
К примеру, к моему Guanglu указано: 0..+40 градусов и ±0.03 мм.
Кстати, номинальные 20 градусов для наших мер, ровно посередине диапазона штангенциркуля.
И отклонение тут получаются ±20 градусов. И если посчитать по предыдущей методике, то для этого штангенциркуля температурные изменения размера, как раз получаются ±0.03 мм.
Но наиболее умные модели ведь могут измерять температуру и вносить соответствующую поправку в показания.
Но это я сейчас сам придумал. Не знаю, делают ли какие-то производители так или нет. Даже Mitutoyo этим нигде не хвалится. А идея ведь классная :) Или нет?
В любом случае, я ведь ещё хотел проверить китайский листик поверки штангенциркуля Terma CDA100. И вот тут, чтобы избежать допущений, хотелось бы знать точную температуру, при которой проводили поверку.
Но её нет, поэтому работаем с тем, что есть и при 20 градусах. Если китайцы проводили поверку правильно, то они её должны были делать на этой температуре. Потому что на китайских мерах тоже указаны эти 20 градусов.
Измерения.
Поскольку в листке поверки Термы значения даны с точностью до двух знаков после запятой:
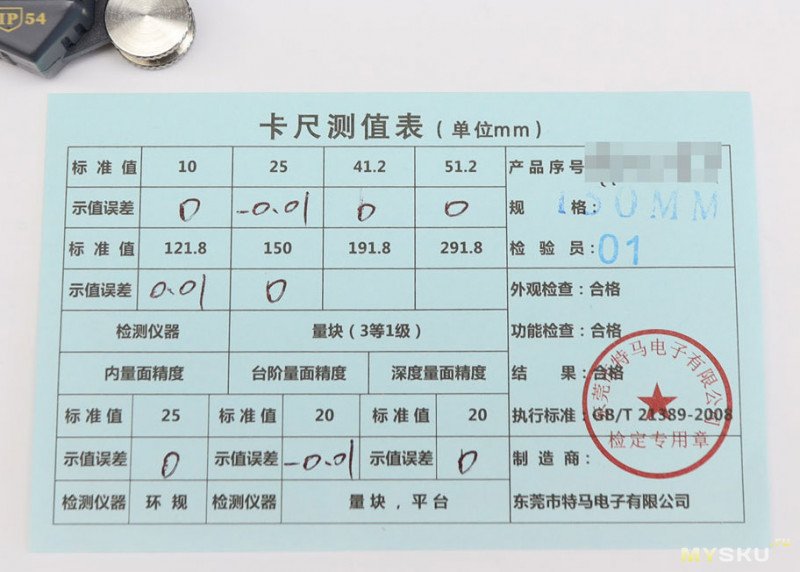 То и показания штангенциркуля тоже буду округлять до двух знаков после запятой.
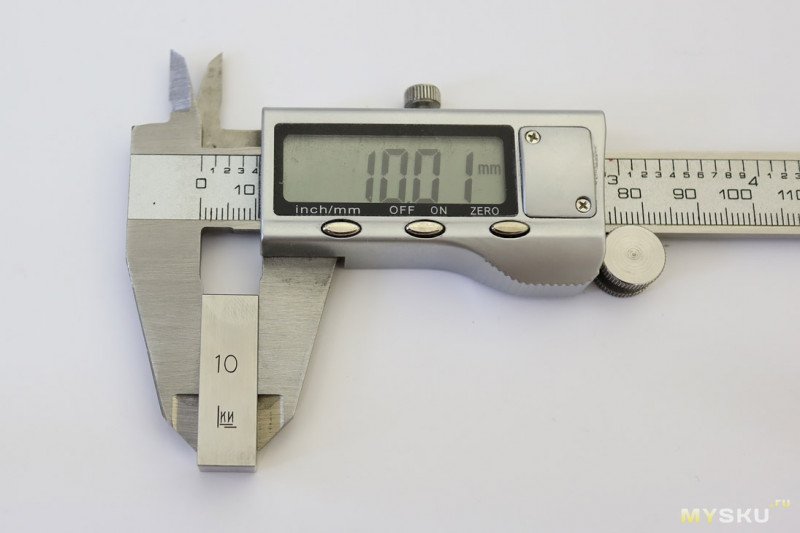
Мера 10 мм.
То и показания штангенциркуля тоже буду округлять до двух знаков после запятой.
Мера 10 мм.
Терма, 10.00 мм, отклонение 0.00, соответствует листку поверки:

Guanglu, 10.02 мм, отклонение +0.02, вписывается в заявленную точность:

NoName, 10.01 мм, отклонение +0.01, точнее, чем Guanglu:
 Мера 25 мм.
Мера 25 мм.
Терма, 24.99 мм, отклонение -0.01, соответствует листку поверки:

Guanglu, 25.04 мм, отклонение +0.04, не вписывается в заявленную точность:

NoName, 25.03 мм, отклонение +0.03, опять точнее Guanglu:
 Мера 41.2 мм.
Мера 41.2 мм.
Терма, 41.20 мм, отклонение 0.00, соответствует листку поверки:

Guanglu, 41.22 мм, отклонение +0.02, вписывается в заявленную точность:

NoName, 41.26 мм, отклонение +0.06, многовато:
 Мера 51.2 мм.
Мера 51.2 мм.
Терма, 51.20 мм, отклонение 0.00, соответствует листку поверки:

Guanglu, 51.23 мм, отклонение +0.03, вписывается в заявленную точность:
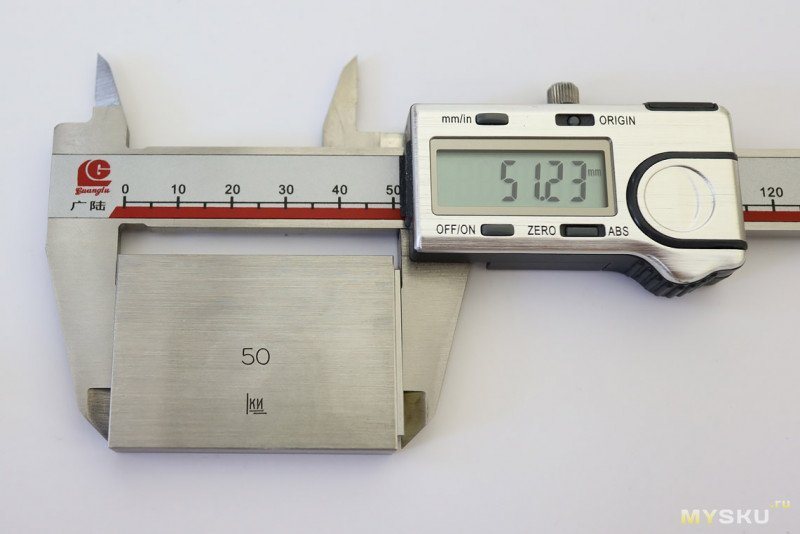
NoName, 51.25 мм, отклонение +0.05, многовато:
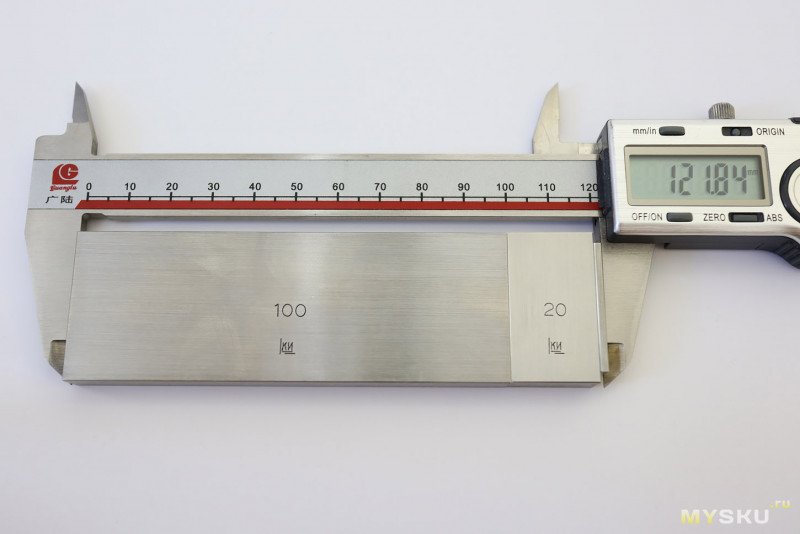
 Мера 121.8 мм.
Мера 121.8 мм.
Терма, 121.81 мм, отклонение +0.01, соответствует листку поверки:
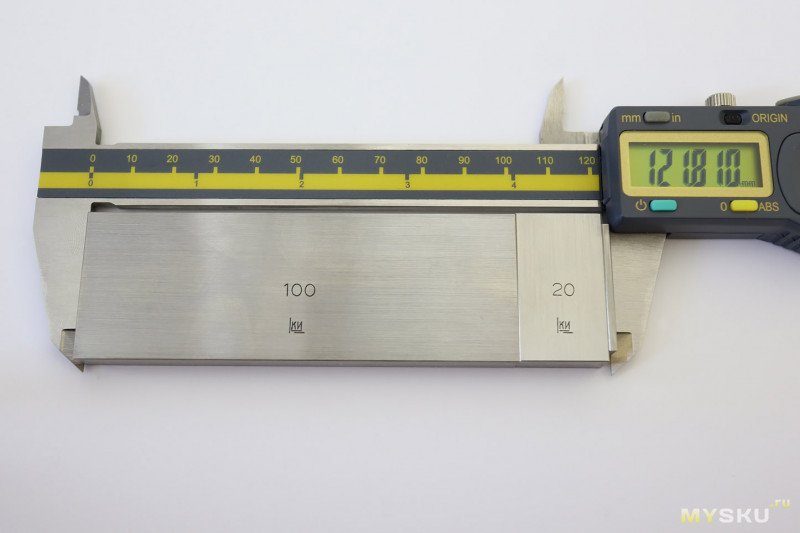
Guanglu, 121.84 мм, отклонение +0.04, не вписывается в заявленную точность:
NoName, 121.83 мм, отклонение +0.03, точнее Guanglu:
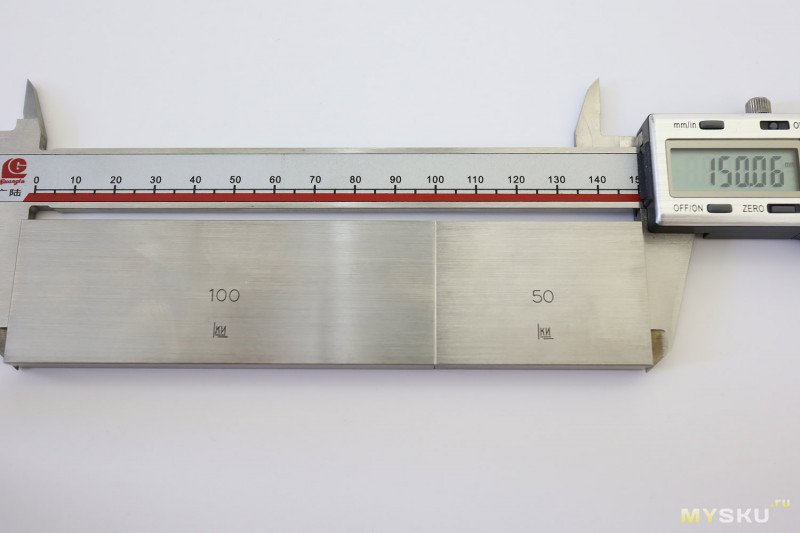
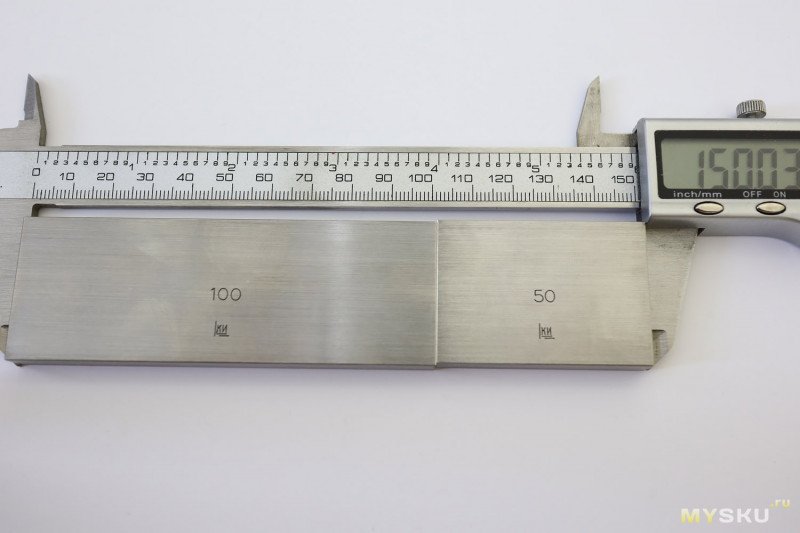
 Мера 150 мм.
Мера 150 мм.
Терма, 150.05 мм, отклонение +0.05, не соответствует листку поверки и сильно больше всех остальных отклонений теста этого штангенциркуля:
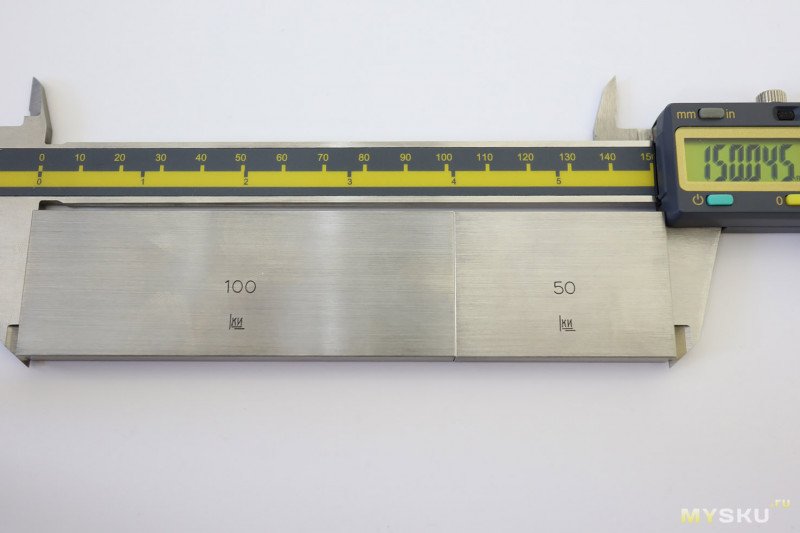
Не знаю, что это было. Перемерил оффлайн ещё несколько раз, ничего не изменилось. Неожиданно, особенно с учётом того, что тест предыдущего размера вписывался в листок поверки и всего на сотку отличался от номинала меры.
Guanglu, 150.06 мм, отклонение +0.06, не вписывается в заявленную точность:
NoName, 150.03 мм, отклонение +0.03, точнее Guanglu:
А вот так этими мерами можно проверить измерения внутренними губкам и глубиномером:

Но тут измерять сложнее. Больше вероятность перекосов штангенциркуля и меры нужно стягивать струбцинами, поэтому здесь уже фото не стал делать, и так, если честно, уже задолбался этот обзор готовить, поэтому приведу только цифры.
На мере 20 мм, внешние губки:
Терма: 20.00 мм.
Guanglu: 20.00 мм.
NoName: 20.02 мм.
На мере 20 мм, глубиномер:
Терма: 20.00 мм.
Guanglu: 20.02 мм.
NoName: 20.00 мм.
Итого.
Терма вписался в свой китайский заводской листок поверки по всем измерениям, и это при том, что там нигде не было отклонений больше одной сотой мм. Просто фантастика!
Так я хотел написать, пока не произвел самое длинное, 150 мм измерение, подпортившее идеальную картинку на целых 0.05 мм. Но если его выкинуть, в остальном всё действительно просто отлично.
Ещё раз могу лишь посожалеть, что абсолютные модели она больше не выпускает. Впрочем, возможно, точность относительных у них тоже хорошая, но у меня такого нет, проверить не могу, но отзывы в сети на новую версию уже не такие радостные, как на старую.
Guanglu разочаровал. И так изначально не высокую заявленную точность ±0.03 мм провалил в двух тестах.
Из плюсов только наличие абсолютной шкалы, делающей его показания более предсказуемыми.
NoName удивил. Примерно в половине тестов уделал гораздо более дорогой Guanglu, при этом абсолютное значение худшего отклонения было не больше, чем у Guanglu.
Но здесь относительная шкала со всеми её приколами и иногда она даёт скачки показаний на не соответствующие действительности значения, что понижает доверие к измерению и снижает удобство использования. Ну и небольшие девиации вокруг нуля тоже немного напрягают.
На этом сегодня всё, всем спасибо!
На совесть люди работали… :)
кстати, были у меня кабеля, посеребрённая медь ( я спокойно отношусь к сказкам про «звучание» серебра, но были разные), так под прозрачной изоляцией была хорошо видна коррозия — и это просочилось через микро-зазоры между изоляцией и жилами.
ЗЫ: какое-то время, работал в лаборатории КИПиА на поверке.
А сейчас китайцы продвинулись, и новые штангенциркули (например, пластиковые из фикс-прайса) потребляют всего 12 мкА, и это уже 150 мАч в год, то есть, в таких батарейки больше, чем на год будет хватать.
У кого разряжается за месяц — может, просто говорят про ту, что с прибором шла? Тогда она могла полгода проваляться на складе, а штангенциркуль её жрал.
Штангенциркули далеко не всегда жрут батарейку полностью. У меня один их только надкусывает — мигает на таком заряде, на котором более обычные даже тормозить не начинают.
Это не всегда продвижение, иногда деградация. У пластиковых штангелей не только сотых долей нету (вообще нету, не только на экране), они ещё заметно тупее и очень медленно обновляют показания.
Ахах, куда там сотые доли? :) Если поднажать, его показания плывут на 0.5 мм, поэтому ему десятые — за глаза, тем более, измеряет их он довольно точно.
Что касается тормознутости — специально сейчас проверил, да, так и есть. Обновляет показания медленнее других. Но только вот за всё время пользования им (а я сейчас, если особенная точность не нужна, использую именно его) я на это ни разу не обращал внимания. Всё же измерения штангенциркулем — это не про скорость.
Это цена Набора КМД N 1 кл.1 тв.спл.(1-Н1-Т) КировИнструмент сейчас.
Китайский стоит 75 854 р.
Стальные плитки резко дешевле, а любителю их всё равно на несколько жизней хватит.
Тут вообще другое явление, это эффект Казимира.
если покорежится гуглим слипание металла в вакууме
Я как будто вернулся лет на двадцать пять назад и посетил лекцию по ВСиТИ в своем институте. Вот прям ностальгические воспоминания нахлынули. Вспомнил такие же наборы концевых мер, и как мы их спиртом протирали перед тем, как притирать друг к другу :-)
Детали, как работают эти приборы, можно поискать в сети:
Проверил штангенциркули, порадовался за точность (если с хорошими батарейками).
На проволочной вырезке часто ими пользовался.
Даже самый дешманский, с заявленными 0.1 мм, купленный для ношения в рюкзаке, так и выдает совпадение точно до своего последнего знака)
Насчет усилия сжатия — это в принципе важнейшая сторона измерений. Любые штангены нужно чувствовать — что дешевый, что не очень. И если последняя цифра (сотка) на единичку скачет при разных усилиях — это норм, надо приспосабливаться.
А пластиковый 0.1 мм не для точности покупался, а чтобы не на глазок мерить, а хотя бы «приблизительно точно»))
1. дешмансий 0.1 мм https://aliexpress.ru/item/item/1005003414070941.html
2. здравый 0.01 мм
https://aliexpress.ru/item/item/32580948137.html
3. здравый 0.001 мм
https://aliexpress.ru/item/item/33042572608.html
4. еще один рабочий 0.001 мм. У меня типа такого
https://aliexpress.ru/item/item/1005002303559366.html
Именно моего уже в продаже нет, но этот похож, здесь есть еще и механическая шкала.