Я уже опробовал два типа зенковок с Али и написал по ним два обзора:
раз и
два. Под всеми этими обзорами мне всегда в комментариях советовали зенковку, которую я по итогу купил и вот на неё собственно и обзор
Флешбек
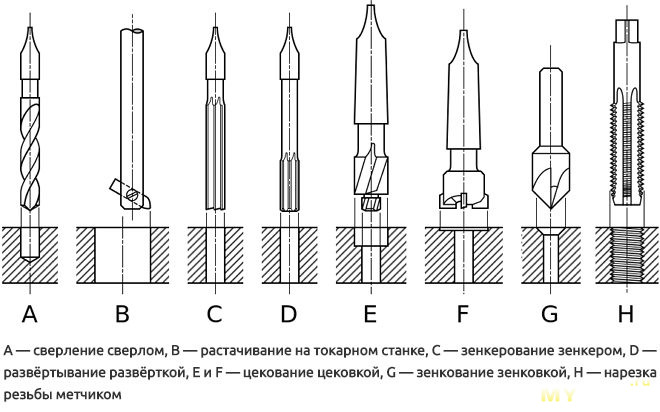
Дабы избежать недопонимания и пересудов в комментариях в области терминологии, сразу расставим все точки над i. Это зенковки для зенкования, а не зенкера для зенкерования. Зенковка снимает фаску, зенкер обрабатывает внутренние стенки отверстия и сам процесс является одним из промежуточных этапов обработки отверстия. И закрепим это всё небольшой иллюстрацией.
У всех предыдущих зенковок была одна и та же проблема: фаски снимаемые с отверстий, представляли из себя не окружности, а некие замысловатые геометрические фигуры. Вот так выглядела фаска после зенковки с пятью лезвиями

А вот так после зенковки с 27 лезвиями

Получается чем больше лезвий тем больше граней на фаске. Сам собой напрашивается вывод, что чем меньше лезвий, тем меньше будет граней. Подобные проблемы конечно наблюдаются только на мягких материалах типа древесины, ЛДСП, ламината или МДФ. На металлах же всё нормально, фаски ровные.
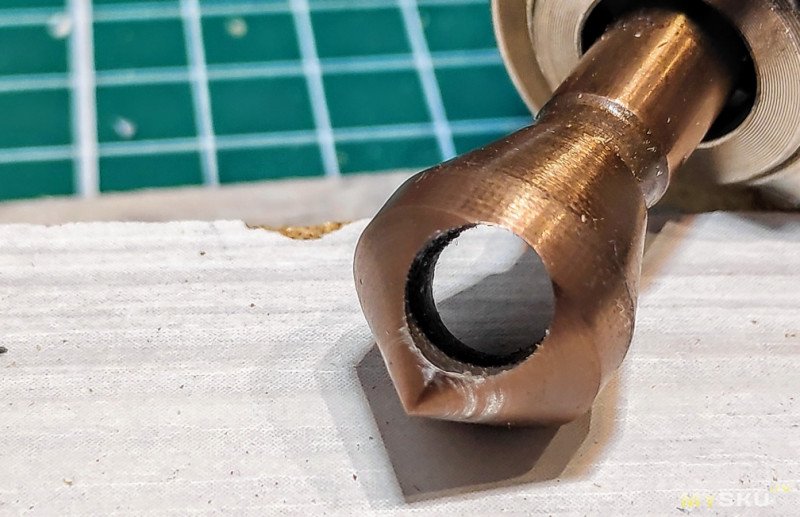
Сложно сказать сколько лезвий в этой зенковке и есть ли тут вообще лезвия, и можно ли это лезвиями называть. Итак, зенковка



Рабочая часть зенковки представляет из себя конус с просверленным отверстием диаметром 7 мм. Из-за такой формы нельзя обрабатывать отверстия диаметром менее 5 мм и не более 10 мм. По заявлениям продавца. Но по моим замерам, край отверстия начинается на диаметре конуса 4 мм и заканчивается на 14 мм. Диаметр хвостовика сверла 8 мм, полная длина 47,5 мм.
Сведение зенковки выполнено под углом 92.5°


Зенковка якобы покрыта кобальтовым напылением. Почему якобы, потому что проверить это я возможности не имею. Но по цвету это, как и кобальтовые свёрла, которые продаются повсеместно в оффлайн магазинах.
Но время проверить зенковку в деле. Для этого я возьму ЛДСП, алюминий и некую сталь. В дощечке ЛДСП я просверлил отверстия диаметром 4 и 5 мм

Пробую сначала снять фаску с отверстия 5 мм

Без проблем. Зенковка грызёт очень хорошо и быстро снимает фаску. И фаска получается действительно ровной. Никаких граней. Пробую 4 мм

Результат такой же. Хотя зенковка обрабатывает отверстия якобы от 5 мм. Но раз пошла такая пьянка почему бы не попробовать снять фаску с отверстия 3 мм

Тоже без проблем

С одной стороны это странно, с другой ЛДСП мягкий материал и зенковка просто продавливает до 4 мм, а дальше уже начинает резать как положено.
Но с металлом я думаю такая фишка не пройдёт. Например с алюминиевым профилем. В нём я просверлил пять отверстий: 3, 3.5, 4, 4.5 и 5 мм.

И вот результат обработки зенковкой

4, 4.5 и 5 мм обработались без проблем. А вот на 3 и 3.5 мм видно, что фаска снялась чисто за счёт веса шуруповёрта и вращения гладкой части конуса зенковки. Зенковка просто смяла металл не снимая его и он образовал некий наплыв по периметру отверстия.
Получается, что минимальный рабочий диаметр отверстия для зенковки это 4 мм.
Ну и в финале по традиции, в качестве некой стали, будет выступать штанга струбцины. У меня скоро не останется струбцин такими темпами, для подобных тестов

В результате фаска снялась довольно быстро, при этом образуя длинную стружку


После всех этих манипуляций зенковка стала выглядеть вот так
«Кобальтовое» покрытие малость поцарапалось. Но зенковка осталась острой, никаких заломов и сколов на режущей кромке визуально не обнаружено.
Что же, комментаторы были абсолютно правы. На данный момент это самая удачная зенковка из всех купленных мною на Али. Она хорошо режет и, что самое главное, образует ровные фаски на отверстиях. А это часто бывает не лишним.
UPDЗенковка не поцарапалась на самом деле. Благодаря комментарию от
seacat я убедился, что это просто налипший на поверхность алюминий. Который при желании можно убрать надфилем или ещё чем-нибудь твёрдым или абразивным.
Всем спасибо за внимание.

a.aliexpress.com/_eNGPga
Резал нержавейку Х18Н10Т и после 10 отрезов прутка сравнивал диаметр.
Луга абразив-леруа
Вюрц
Хилти
Бош-леруа
Так вот, бош и хилти рядышком, но совсем немного хуже чем луга абразив, вюрц посредине. А вот цена питерских дисков более чем в два раза дешевле… И я ждал от вюрца конечно качество (хоть он сделан и в Ивановской области, но Вюрц!
Я не призываю покупать дешевые вещи, но говорить что если фирма, то качество на порядок лучше не стоит, по крайней мере без тестов.
осталось объяснить жабе, что это лучше чем обычное сверло в режиме реверса
Ну или редкоиспользуемые, типа фрезера, тоже могу в Китае купить.
Прям сразу и декоративная обработка ))))
Я думаю, либо это кривость перевода на Али, либо китаец писал не думая. Но вряд ли бы они делали подобный инструмент из нержавейки. Не та твёрдость. И да она бы моментально затупилась. Для подобных инструментов используют, как правило, быстрорежущие легированные стали.
Чуть дешевле, но по виду и судя по отзывам вроде бы неплохие.
Специфика эксплуатации подобных изделий:
Вы задумывались над тем, как заточить обычную лерку для резьбы? Как правило в 99% случаев её просто выбрасывают (даже на заводах) и берут новую. Затачиваем их только мы в инструментальных цехах при их изготовлении, а в обычных цехах приспособлений для их заточки не существует (промышленность их не выпускала, сами делали). Как? да просто в столе верстака отверстие и под ним… проще «намекнуть» картинкой:
Типа этого, только абразивный диск должен иметь ход «вверх/вниз» около 30 мм (мы обычно педаль ставим чтоб руки свободны были) и обязательно принудительную вытяжку снизу (пыли много). Кстати ТС режущую кромку уже затупил примерно на 1,5-2 десятки на фото уже глазом видно, так что можно готовится точить))) Правда приспособа типа той что я описал ему не поможет — разве что руками дремелем (пару раз прокатит), а на будущее: не тупите без дела подобный инструмент (неудобный в заточке) об твердые материалы.
P.S. да, и если кто-то захочет точить затупившиеся лерки — затачивать нужно не только переднюю кромку отверстий, но и «заборную (заходную) часть». Что такое «затыловка» как то уже писал, так что нет преграды для героев. Точить можно даже слегка поломанные зубья (если выводится), если уже ушёл сам размер (режет резьбу полнее и гайка не накручивается) то разрезаем одну сторону болгаркой насквозь, в лерко-держателе поджимаем винтиком и едем дальше…
З.Ы. возможно кому то эта инфа и пригодится:-)
Нужны были длинные шпильки в заметном к-ве, нарезал из старых электродов 4 мм. — пробовал старый почти чёрный солидол, жёлтый Литол-24, синий Фиол, веретёнку и старое жёлтое уже не особо съедобное сало.
Смотрел результаты под микроскопом — так при сале резьба получалась чище всего.
Интересно, почему именно старого, свежее не лучше консистентных было.
И вот ещё что вспомнил — после нарезания резьбы я протирал её тряпкой смоченной в солярке.
При всех перечисленных смазках кроме старого сала резьба цепляла ворс с тряпки, а вот резьба нарезанная с салом — ворс не цепляла. Именно после этого я и начал рассматривать резьбу под микроскопом.
Вот так разнятся мнения практика и теоретика))
Так это ж тут в каждом втором обзоре, если не первом.
Я так думаю что покрытия после этого не станет на самом деле.
Для избавления от нагартованого алюминия я опускаю в раствор щелочи. Алюм растворяется
Дождусь ли когда «RU-комьюнити» будет писать «все точки над ё»… Но это так — лирика…