У меня была целая проблема выбрать и найти стекло на платформу самосборного 3D принтера: я потратил три месяца на поиски, я перепробовал множество вариантов. И хочу поделиться с читателями Mysku результатом.
Если коротко — импортозамещение удалось.
Есть вещи, которые нельзя купить зарубежом, а есть такие, которые здравый смысл не позволяет покупать. Например, стекло. Я заказывал несколько раз, одно стекло 300мм (толщина 3мм) разбили, два других на 200 дошли, это как лотерея.
Для своего проекта — большой (огромной!) дельты я искал стекло для печати нестандартного размера (300...350 мм). Найти его практически нереально, как правило, для подобных вещей ищут, где можно на заказ вырезать стекло нужного размера. Но все дело в том, что обычное стекло у меня лопается — из-за большой площади и неравномерного нагрева обычное стекло лопается.
В поисках альтернативы покрытию платформы для печати на своем принтере я перепробовал множество материалов:
— керамическая плитка;
— оконное стекло;
— зеркало;
— оргстекло;
— боросиликатное стекло;
— просто алюминиевый стол
и прочее.
Для чего нужно подогревать столик при печати.
При печати PLA необходимо подогревать нижний стол для улучшения адгезии первых слоев. Это не так критично, допускается печать PLA на холодном столе с использованием специальных расходных материалов для увеличения адгезии (различные клеи: лак Nelly/3Dlac, карандаш, ПВА; скотчи типа 3М и прочее).
При печати ABS требуется подогревать деталь для снятия межслойных напряжений, вызванных усадкой остывающего пластика. Если пластик будет неравномерно остывать, деталь потрескается. Особенно заметно при заполнении детали, близком к 100%. Рекомендуется подогрев всего объема при печати (закрытый корпус для принтера).
При печати больших деталей возникает риск деламинации (отклеивания) углов детали и из загибание. Форма детали искажается, что может привести к сбою печати и потери пластика и времени.
При печати непосредственно на стекло, как правило, нижний слой детали получается гладкий и равномерный, а после остывания платформы до комнатной температуры адгезия снижается и деталь можно снять практически без усилия (без отрывания).
Опишу проблемы, которые привели к моим поискам стекла:
1) необходимость установки термостойкого стекла на нагревательную платформу. Платформа греется в диапазоне +70°….+110°С. Мое предыдущее стекло на самосборном принтере, вырезанное из оконного стекла лопнуло после некоторого периода использования.
2) необходимость повышения адгезии при печати. Так как у меня не всегда получался стабильный повторяемый результат при печати на клею (карандаш, пва), много деталей уходило в брак. Особенно жалко, когда принтер печатает часов 10-12, и уже готовая на 2/3 деталь отклеивается и смещается. При печати на скотче нижний слой получается шершавый, плюс скотч (3М и подобные) стоит достаточно дорого.
3)необходимость приобретения нестандартного стекла диаметром 300мм (отпадают китайские торговые площадки, там нет подобного ассортимента, только 170…200 мм боросиликатные).
Мои критерии при выборе и покупке. Я сравнивал различные материалы, повышающие адгезию при печати по стоимости:
• клей для 3Д печати Nelly/3DLac. Цена порядка 1000-1500р. Расходник, необходимо периодически докупать. К тому же могут и подделывать — у нас могут вместо оригинального 3DLac продавать недорогой (~100р лак для волос с найлейкой «лак для 3D печати).
• Скотч 3М. Расходник, необходимо периодически докупать. У меня после остывания больших деталей скотч рвется. Если не менять деформированные участки, то следующая деталь с большой вероятности имеет дефектный нижний слой. Расход получается примерно 4-5 отрезков по 150…200 мм на две-три печати, если переклеивать частично. То есть в среднем рулон 30м уходит за месяц. Ну за месяц-полтора. Цена тоже около 1000...1500р и выше, в зависимости от жадности. Также существуют подделки — термостойкая малярная лента (для покраски автомобилей в камере), в том числе и синего цвета, но не 3М. Качество хуже.
• Каленое стекло. Мне объявили стоимость около 600р за резку каленого стекла 4мм без обработки( без фасок, это еще плюс по стоимости), но при определенной партийности (5-10 штук). Одно стекло мне отказались вырезать, фирме было не выгодно. В обычных стеклорезках я нашел только оконные, они мне не подошли, лопаются. Возможно, не очень качественное, но тем не менее. Зеркало по стоимости вышло примерно также, но оно тоже может лопнуть.
• Стекло для каминов. Очень дорогое, и опять нужна партия определенного размера.
• Боросиликатное 170…200 мм. Стоимость около 1000...1500р. 300 мм сильно дороже. Не решается проблема с адгезией. Толщина 3 мм (других я не нашел — тонкое).
• Алюминиевая пластина. Царапается. Низкая адгезия к поверхности алюминия.
По моим расчетам, приобретение и установка ситаллового стекла обойдется дешевле, чем постоянная замена тех же зеркал по 500-600р с расходниками типа лака Nelly или 3М скотча в течение полугода. Да и не так уж и дорого получается, если сравнить со стоимостью основных комплектующих принтера и прочего „тюнинга“ (сенсорные дисплеи на ARM, платы управления типа MKS Sbase, экструдеры для микширующей печати и прочие апгрейды).
В конце концов, после долгих поисков, чтения множества отзывов и тематических форумов я решил заказать ситалловое стекло. Дело в том, что на Ali подобных предложений единицы, стекла для принтера стоят достаточно (есть и по 2000-2500 за 300мм), но при этом они достаточно тонкие (3 мм).
По стоимости ситалловое стекло получается на 30...50% дороже боросиликатного, но при этом я перестаю тратиться на расходники типа лака/скотча.
Что такое Ситалловое стекло
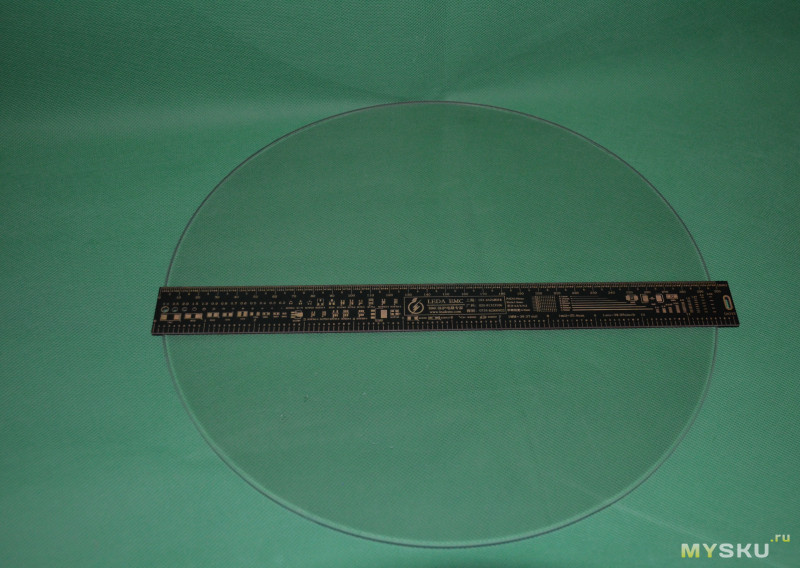
Это стекло дымчатого цвета, имеющего повышенную температурную стойкость и маленький коэффициент температурного расширения.Стандартные размеры для круглых стекол: от 170мм до 300мм, толщина 4 мм. Ассортимент квадратных и прямоугольных стекол больше.
Это стекло с особой структурой и высокой температурной стойкостью. Стекло устанавливается на подогреваемый стол 3D принтера.
Имеет отличную адгезию ABS, ВАТСОН,PLA,FLEX,WOOD пластика во время печати. Печать происходит без дополнительной обработки стекла адгезивом. Изделия трудно оторвать даже если приложить значительное усилие. Когда печать заканчивается и HeatBed остынет до 70°-80°C, изделие отлипнет само.
Производитель убедительно указывает на необходимость правильной калибровки принтера.
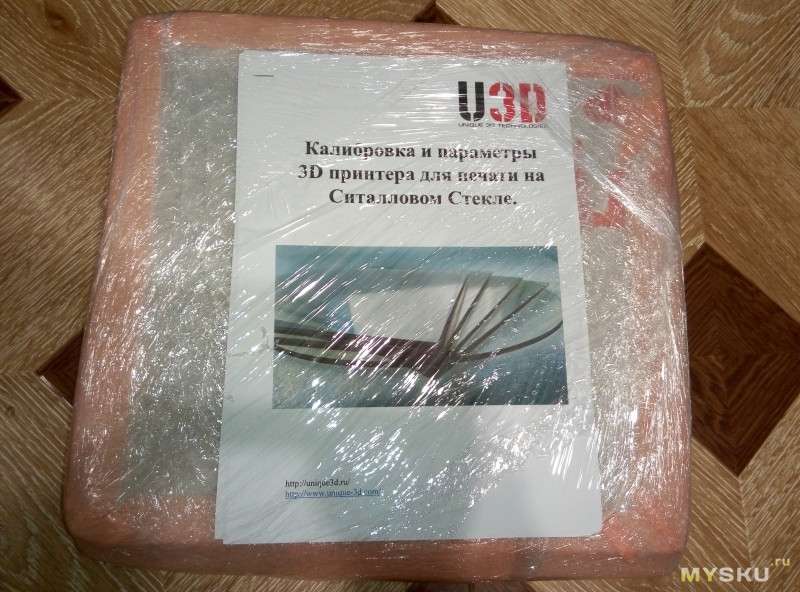
Итак, жаба поддалась на уговоры, посылка заказана, оплачена и получена (спустя несколько дней — быстро дошла от СПб).
фото посылки, распаковка.
Описание упаковки: та еще матрешка из виброгасящего материала. 100500 слоев пупырки, пенополиэтилена и какого-то утеплителя. Стекло точно не пострадает при доставке нашей Почтой.!
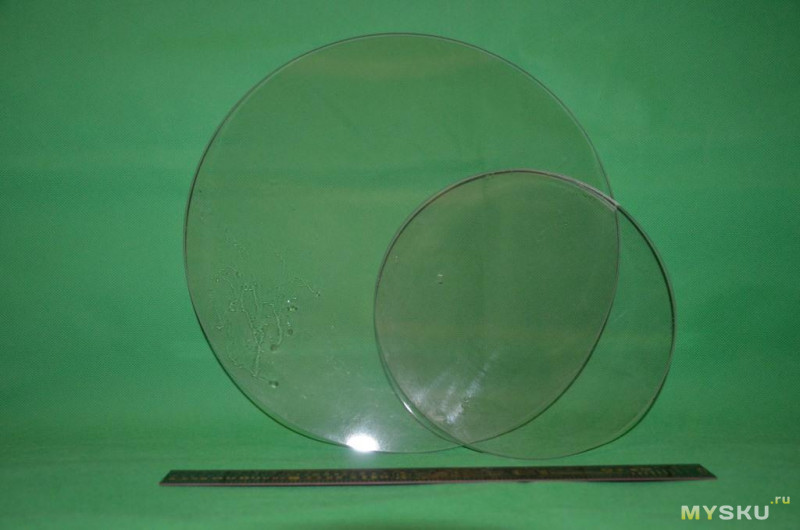
Фото стекол
Стекла помыты с мылом и обезжирены.
Вот на чем я тестировал
Микромейк D1 с установленным „родным“ подогревом
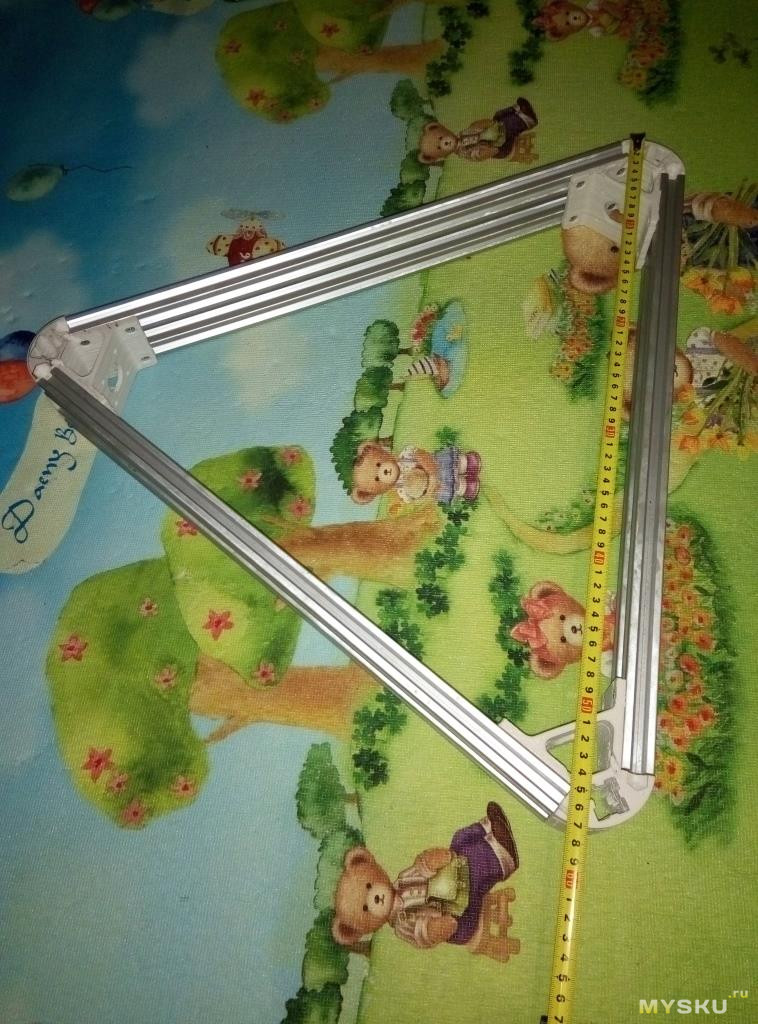
Большая дельта
Которую я недавно собрал, вот из таких „уголков“ по образу того же Микромейка.
Отдельно расскажу про настройку принтера при использовании ситаллового стекла. Дело в том, что существуют важные особенности, которые могут привести к негативному результату при печати. Их две:
– это калибровка Z в «ноль» (сопло упирается в стекло, без зазоров);
– и больший разогрев стекла (с учетом потерь при контакте).
Настройка принтера подробно описана в инструкции на это стекло (ссылка pdf, doc).
Калибровка в «ноль» позволяет «вмазывать» пластик на поверхности стекла, тем самым увеличивая площадь контакта и силу адгезии. Поверхность получается глянцевая. Обычно принтер калибруют с зазором 0,1 (толщина листа бумаги). В этом случае адгезия тоже будет, но как при печати на обычном разогретом стекле. То есть, тоже возможна будет деламинация углов. Если вы установили себе ситалловое стекло и у вас есть проблемы при печати – попробуйте заново откалибровать ось Z в «ноль» по инструкции.
По поводу разогрева не все так просто. Во-первых, мой термосенсор несколько занижал температуру – необходимо перепроверять показания другим прибором. ИК-пирометр мне не помог (стекло хорошо отражает, да и китайский прибор тоже врет, на 10 градусов в минус, плюс у него сильно косит указатель). Во-вторых, Имеется значительное снижение температуры, при передаче нагрева от платформы к стеклу (верхней поверхности стекла, где я производил замеры). Термопасту я сознательно не использовал, для того, чтобы можно было достаточно быстро снять стекло, помыть, перевернуть и установить обратно. Замерял подобным прибором.
Результат показал, что у меня показания разнятся с фактом на 15°…20°. То есть мне необходимо указывать заведомо завышенную температуру при задании на печать. Ладно, с этим разjбрались.
Тут всплывает другая проблема. Платформы с подогревом для печати типа MK2 и MK3 имеют нанесенные проводники на обратную поверхность, которые вследствие большой длины работают как нагреватель. Так вот, эти платформы с трудом нагревают выше 100 градусов. То есть до 90°…100° С нет проблем, минут 8-10 и готово, даже чуть больше, в зависимости от настроек PID регулятора. Но 110°...120° С достигаются с большим трудом. Мне пришлось заменить блок питания на более мощный (20А), подключив его напрямую к проводам платформы (через реле), в обход управляющего транзистора на RAMPS. Небольшая корректировка параметров PID регулятора позволила снизить время нагрева, но предельная температура из-за этого не увеличилась. В идеале, платформу следует поменять на более мощную, типа такой (платформы силикон).
Заострять внимание на очевидных вещах: помыть и обезжирить стекло перед использованием – я не буду, это и так понятно. На грязном стекле «мейкеры» не печатают).
Хорошего результата с ходу я не достиг, мне пришлось разбираться с температурой и нагревом (это все экономия при сборке принтера, надо был продумать сразу, я не знал что высокие температуры так тяжело достигаются), а также пару раз перекалибровывать Z, и даже прочитать инструкцию :)
Вот пример, когда печатал-печатал, и вдруг отклеилось.
Видно, что первый слой недостаточно «вмазан». Присутствовал некоторый зазор по Z, убрал после перекалибровки.
Но, когда «освоился» работать со стеклом, получил результат, который меня удивил. При печати с параметром brim адгезия очень высокая – пока стекло не остыло, оторвать деталь очень трудно. Я специально напечатал несколько деталей и провел «тест разрушения». То есть после печати периодически пытался снять деталь с неостывшего стола. Обе детали в итоге я сломал (в самом тонком месте, вдоль слоя).
То есть просто так и сама по себе деталь с нагретого ситаллового стекла не отскочит – это однозначный плюс! Необходимо будет ждать остывания стекла и поддевать за краешек шпателем (а не так как я – хватать и дергать).
Вот фото поломанных деталей: кронштейн я снимал в раскачку при температуре около 85-90 градусов (уже остывал стол).
Ведро сломал при 80, оно тонкое, его действительно снимать только при помощи шпателя.
Вот тут хорошо заметна разница на видео — первые кадры — это я пытаюсь снять деталь сразу после окончания печати. Далее, через 10 минут, после остывания столика.
Под спойлером остальные результаты печати на ситалловом стекле.
Печать детали в высоту с узким основанием.
Печать габаритной детали
Видео печати
На 32:30 и на 33:15 видно, как я пытаюсь снять башенку с нагретого столика.
В итоге отломал одну ножку. Перепечатал.
На 32:25 опять тест прочности прилипания.
Как видно, результат очень хороший.
Вот тут столик уже остыл примерно до 40-45°. Снимаю практически без усилия.
Печать широкой детали (начало)
Хорошо видно, как размазывается первый слой.
Печать кронштейна (начало)
На 34:20 пытаюсь оторвать напечатанный кронштейн с нагретого стола. Бесполезно)
Печать ведерка (начало)
На начальных слоях видно, как принтер „вмазывает“ пластик в стекло, и что деталь не отклеивается и не загибаются углы.
Печатаю на стекле уже больше месяца и могу оценить плюсы и минусы установки ситаллового стекла на 3D принтер:
Плюсы
1) Высокая адгезия при печати прямо на поверхности нагретого стекла без дополнительных средств (без лаков, клея и скотча).
2) Низкий коэффициент расширения стекла – поверхность не сжимается и не растягивается при температурных изменениях, что в свою очередь не деформирует деталь при печати с подогревом.
3) Ассортимент размеров. Я смог выбрать требуемый под размеры своей дельты (300мм), под которую тяжело было в принципе найти готовое стекло.
Минусы: стоимость +30...50% относительно боросиликатных стекол.
В заключение скажу, несмотря на то, что первого взгляда стоимость на ситалловые стекла выше, чем у простых стекол кажется минусом и отпугивает от приобретения, но я для себя решил, что итоговая стоимость получается на уровне при учете расходных материалов и затрат времени на подготовку (мытье столика от клея и от вонючего абс-сока т.п.). Неплохое приобретение, особенно, если вы желаете «обновить» свой принтер, или тем более, если в комплекте вашего принтера стекла не было.
Планирую купить+27Добавить в избранноеОбзор понравился+22
+46
Керамические плитки (шлифованные, утонченные) разве не используют? Еще пленки специальные самоклеющиеся (хотя это дороже выходит). Если полегче то стеклотекстолит наверное.
1. Не слышал
2. Ламонд или 2-х сторонний скотч более или менее
3. Тоже бывает, но с ним проблемнее, ибо его идеально ровным хотя бы в 50 микрон хрен найдешь.
А вот бы вы к нему приложили линейку металлическую. Вот только с пареньком общался, прислали ему стекло 200*200, а оно с ямой в 200мкрн… Он было написал продавану (наши вроде бы), а те ответили что это норма для стекла и что ровных стекол не бывает. На что я ему предложил пройтись по дому по стеклам да зеркалам, и парень удивлися, все ровно. Коллективно предложили сделать это менеджеру, тот тоже удивился и вроде бы как выслали новое стекло, которое они точно проверили и оно ровное.
А вообще переплата адовая. На тудейке давно доказано что это стекло ни чем не лучше того же пива/пва/ламонда/лака и вы просто адово переплатили.
С чем трудности? Берем смарт, говорим — ОК гугль купить зеркало на заказ москва. По первым же номерам отзваниваемся, делаем заказ и едем забирать. Вот и вся проблема. Ценник не великий. Ну потолок рублей 200 попросят.
Начнут выносить мозг каким-нибудь договором, минимальной суммой заказа в 5000, самовывозом из промышленной зоны на окраине (а доехать туда на такси будет дорого) и т.п.
Пробковую подложку я покупал в Икее, например, очень удобно было.
ну вот не поверю что прям такая большая проблема где-то в городе где есть икея нарезать круглое стекло. Я у себя знаю 2 мастерские которые запросто нарежут каким хочешь кругом.
Представьте себе… кровать собираюсь заказывать в Ростове )
Вчера выяснил, что один «московский производитель» мебели просто возит её из украины с наценкой в 250%.
Возможно где-то и есть мастерские, где люди работают руками, а не просто перепродают, но я их не знаю.
С москвы. Магнитогорск чтобы не минусили как москаля. Обычная деревянная, простейшая, но готовых таких не нашел. Если и найду, кто тут сделает, будет очень дорого.
Кста по поводу московских производителей ) У нас в городе довольно больше производство матрасов. Знакомый там работает, через него брал себе матрас, вышел в 6 тысяч кажется. Он же в магазине с их лейблом стоит 12, он же с лейблом московской фирмы 20-22, он же у нас же в том же магазине с лейблом турецкого кажется заводика 35 минимум ) И все это из одного материала, на одном оборудовании, одними и теме же людьми…
Ну одно не спортивно. У меня 2, как раз самое оно. Печатал вот недавно, отпечатал первый раз, сразу же ослабил и снял зеркало, вставил новое, намазал клеем, дал 5 минут на прогрев зеркала (стол даже не отключал нагрев, точнее сразу за печатью включил руками) и новое в печать. Т.е. не ждал на остывание зеркала/стола, на его отмачивание и очистку (много мелких деталей, поверх наносить ПВА было не вариант, где-то оторвало клей, где-то вздулось и т.д.)
В своё время поддался на рекламу и купил такое стекло. Протрахался несколько дней, играя температурой и зазором. Приличной адгезии не добился. С тех пор валяется. Всё печатаю на обычном стекле, нарезанном в ближайшей стекольной мастерской, на которое напрыскиваю лак для волос.
С лаком есть тонкость — его надо прыскать в два этапа. Сперва обезжириваем стекло и на холодное стекло напрыскиваем базовый гладкий слой. Прыскаем достаточно щедро, чтобы на стекле образовалась ровная гладкая плёнка. Сущим до полного высыхания (можно положить на стол с подогревом и греть — высохнет быстро).
Потом кладём на стол с подогревом, греем до 110-120 градусов. Ждём минут 5, чтобы точно прогрелась поверхность. Аккуратненько в перчаточках снимаем, кладём на ровную поверхность и прыскаем прямо на горячее стекло. Из-за высокой температуры лак не успевает растечься, а засыхает прямо мелкими «капельками». Получается ровная матовая поверхность. Всё. Сушим несколько минут и печатаем. Нижняя поверхность детали получается красиво матовой, адгезия очень приличная, но после остывания стекла деталь отлетает лишь с небольшим усилием.
Да, всё это пробовалось только на ABS, с PLA вообще не работаю.
ПВА возьмите. Все просто. лучше стекол иметь 2 и на быстросъемах. Помыли стекло, тряпкой протерли, ложим на стол и включаем нагрев на нужную температуру, наливаем (объем потом прийдет с опытом) ПВА и бумажкой размазяваем по нужной области. К моменту нагрева ПВА или совсем высох или почти высох. 26 часов хипс, если бы не съемое стекло, столу точно было бы хана )
Пробовал я ПВА. Совершенно не понравилось.
Я много что пробовал — и сок, и ПВА, и пиво, и самоклейку Lomond, и скотч 3M, и ситалл. Остановился именно на лаке именно таким способом. Лак обычный — wellaflex какой-то.
Мне вообще ничего не зашло — либо достать проблема, либо дорого, либо проблемно наносить (пиво/лак/клей). Абс-сок воняет. Особенно на подогреве — жена меня чуть не выгнала.
Хорошо скотчи работают типа 3М (не подделки), но денег на них уже прилично ушло. Да и переклеивать постоянно приходится
Каждый кулик свое болото…
Печатаю ПЛА на холодном столе на клеевом карандаше Притт. Не отваливается вообще. С ПЛА надо еще охлаждать грамотно, иначе отклеиваются углы от стола и модель «ведет».
У меня около месяца-полутора заняла подстройка принтера под стекло, так как подогрев заказывал, реле, разбирался с калибровкой. Много в брак ушло. Зато печатаю, и поверхность глянцевая и ровная, а не как после скотча/клея
больно сложно все.
алюминевый стол брызгаю по зоне печати лаком прелесть5, он равномерно растекается, без обезжиривания и других операций — печатаю. когда остынет деталь отщелкивается сама, если ждать лень шпателем отколупываю.
то что остается просто шпателем соскрябываю — мелкая пыль от вскипания лака — получается шершавая поверхность.
перед печатью повторяю опрыскивание — слой уже есть шершавости.
когда слоев много и хочется ровной поверхности — губка + вода — отмываю стол и перекалибровываю.
На 300мм есть такие стекла? У меня основная проблема была найти стекло, больше 200мм, да еще чтобы не разбили По дороге, так как первое у меня лопнуло в посылке (боросиликатное 3мм)
TECAPEI (PEI, Полиэфиримид) — аморфный прозрачный (прозрачно-янтарный) полимер с высокой жесткостью и прочностью даже при постоянной эксплуатации +170°С. TECAPEI обладает улучшенными механическими, электроизоляционными и тепловыми свойствами в сравнении с другими аморфными прозрачными пластиками, а жесткость при высоких температурах выше, чем у многих полукристаллических высокотемпературных полимеров (точка стеклования +216°C при кратковременной рабочей температуре а 200°C). У TECAPEI очень высокая прочность при кручении. Низкая собственная возгораемость (V0 согласно UL 94) даже без добавок антипиренов и низкое дымовыделение — отличительные свойства TECAPEI. Имеет хорошие диэлектрические свойства в широком диапазоне температур и частот. Благодаря отличным электрическим характеристикам и огнестойкости часто используется для изготовления электрических и электронных изоляторов, контактных планок, колпаков искрараспределителей и других деталей, требующих высокой прочности и устойчивости при повышенных температурах, а также применяется при изготовлении деталей в авиастроении. Физиологически инертен (разрешен для контакта с пищевыми продуктами). Хорошая гидролизная стойкость и формоустойчивость, позволяют применять TECAPEI не только в электротехнике, но и в медицинских устройствах, в аналитических приборах. Полиэфиримид стоек к излучениям высокой энергии и ко всем видам стерилизации. Высокая стойкость к деформации, отличное сопротивление ползучести, стабильность размеров в широком диапазоне температур и низкий коэффициент теплового расширения – пожалуй, самые превосходные показатели у TECAPEI. TECAPEI один из самых стойких пластиков к воздействию химических веществ (к примеру, стоек к бензину, маслам, спиртам, слабым кислотам). TECAPEI стоек к горячей воде (сохраняет порядка 95% прочности после кипячения в воде в течение 10000 часов) и к холодной воде, имеет ограниченную стойкость к сильным кислотам и не стоек к щелочам. Обладает отличной стойкостью к атмосферным воздействиям.
PEI (Polyetherimide), also known as Ultem, is a reusable «relatively maintenance free» build surface for both ABS (with a Heated Bed) and PLA (hot or cold) requiring no additional adhesives such as glue or tape. PEI is appealing due to its «no-surface-prep» conditions, which make it convenient to work with. Additionally, printing on PEI requires no support rafts as parts adhere directly to the surface with no issue.
В таблице на сайте Амазона указана ширина, 6 или 12 дюймов, и разные длины. 12 дюймов — это 304 мм.
Квадрат 12'' x 12'' — пятнадцать долларов + услуги посредника.
По нагреву стола.
Можно на блоке питания поднять напряжение с 12 до 14В — получим увеличение мощности нагрева на треть. Рампс и моторы с таким напряжением проблем не имеют.
У меня тоже обуглился ;). При 12В и проводе 2.5мм. Многожильные провода в подобных коннекторах нужно или облуживать или обжимать в гильзу. Мой коннектор после облуживания провода работает дальше без проблем.
Многожильные облуженные провода «плывут» в таких разъёмах и постепенно контакт ослабевает, что приводит к последствиям, как на фото выше. Так что лучше всё же ншви/гильзу.
А что за принтер? Внешне похож на китайский micromake, но у него вроде площадь печати меньше и проблемы с точностью по краям. Как у вашей дельты с этим?
В общем неспешно выбираю себе принтер и никак не решу что собрать.
тоже заказал подобную грелку. К ней надо еще реле докупить (типа Fotec SSR-25DA) и (возможно, по отзывам) отрегулировать PID в прошивке, так как греет значительно быстрее обычного стола.
Для своего принтера искал закаленное под заказ. везде было ограничение что меньше 300мм не режут. Поставил 6мм обычное, снизу стол утеплил, отлично держит и не лопается. Обошлось 180 рублей.
у меня обычное лопнуло. А на закаленное сказали от 5 шт партия. Я так понял у нас каленые не режут — заказ в москву отдают и маленькие партии фирме возить не выгодно.
У меня сейчас вот так
(фото при первой сборке, щас снизу утеплено и держится на алюминиевом скотче, барашки щас вниз)
6 мм очень много, без утеплителя грелось довольно долго и медленно.
Единственное место где вижу что могут быть трещины в будущем, это где прижимают болты, там возникают напряжения.
А все-таки по поводу каленого стекла, совсем глухо?
В моих краях (дефсити) я относительно легко сумел заказать каленое стекло, взамен разбитому ситаловому на индукционке, как на картинке в комментариях выше.
Сначала его вырезают, а потом везут в печку закалять.
Сложности могут быть с формой и малым размером (у них в печку можно поместить только относительно большое стекло, с моим им пришлось немного поизгаляться, типа закрепили по диагонали)
Каленое стекло прожило у меня на индукционке 2 года, до смерти последней.
Обошлось года 4 назад стекло+резка+закалка = 320 рубчиков
Обыкновенная стекольная мастерская в подвале жилого дома в районе Русаковской, точнее не скажу, было 4 года назад, нашел, будете смеяться, в каком-то справочнике в интернете телефон, созвонился и мне предложили такой вариант.
Цена, конечно, доскачковая.
Стекло на закалку они куда-то возили, делали неделю.
На мой взгляд, просто стоит обзвонить разные мастерские,
Ооооо народ запилил новый сайт по продаже «ситаллового стекла» теперь пошла реклама…
Сколько его тестировали и где только не тестировали и как только не тестировали...- ну не панацея это для увеличения адгезии совсем! Только ценник… КОНСКИЙ! Гораздо лучше ведёт себя и плёнка ломонд и клей карандаш UHU и лак и всякие «наклейки пластиковые» специальные… ну и куда же без «пива»… :-))
Увидел круглое круглое Ситалловое стекло, сразу напомнило тарелку стеклянную в микроволновке, а дальше по цепочке вспомнил что и дверца у меня на микроволновке из стекла (с грилем и конвекцией, и за 15 лет стекло не лопнуло, думаю подойдет такое стекло или от дверцы духового шкафа, стоят по 300-500р.
Стекло для духовки (внутренние) еще больше, ценой от 500-1000р.
подойдет любое жаропрочное стекло, всеравно из какого материала.
Поищите у себя нарезку Робакс (Robax Scott Glass) — для бань и саун. Как раз будет рублей 500, вот только стекло отличное.
Как раз сегодня привезли Робакс, 2 штуки 140х105х4 (для мини-принтера). За оба стекла отдал 420 + доставка. Перед этим обзванивал ближних стекольщиков – да ну их в баню! Как выше написали – или дорого, или вывоз из задницы мира в промзоне, или долго.



















2. Ламонд или 2-х сторонний скотч более или менее
3. Тоже бывает, но с ним проблемнее, ибо его идеально ровным хотя бы в 50 микрон хрен найдешь.
А вообще переплата адовая. На тудейке давно доказано что это стекло ни чем не лучше того же пива/пва/ламонда/лака и вы просто адово переплатили.
Пробковую подложку я покупал в Икее, например, очень удобно было.
Вчера выяснил, что один «московский производитель» мебели просто возит её из украины с наценкой в 250%.
Возможно где-то и есть мастерские, где люди работают руками, а не просто перепродают, но я их не знаю.
По поводу маркетинга — продавали бы эти стекла по цене боросиликатных, брали бы охотнее…
С лаком есть тонкость — его надо прыскать в два этапа. Сперва обезжириваем стекло и на холодное стекло напрыскиваем базовый гладкий слой. Прыскаем достаточно щедро, чтобы на стекле образовалась ровная гладкая плёнка. Сущим до полного высыхания (можно положить на стол с подогревом и греть — высохнет быстро).
Потом кладём на стол с подогревом, греем до 110-120 градусов. Ждём минут 5, чтобы точно прогрелась поверхность. Аккуратненько в перчаточках снимаем, кладём на ровную поверхность и прыскаем прямо на горячее стекло. Из-за высокой температуры лак не успевает растечься, а засыхает прямо мелкими «капельками». Получается ровная матовая поверхность. Всё. Сушим несколько минут и печатаем. Нижняя поверхность детали получается красиво матовой, адгезия очень приличная, но после остывания стекла деталь отлетает лишь с небольшим усилием.
Да, всё это пробовалось только на ABS, с PLA вообще не работаю.
Я много что пробовал — и сок, и ПВА, и пиво, и самоклейку Lomond, и скотч 3M, и ситалл. Остановился именно на лаке именно таким способом. Лак обычный — wellaflex какой-то.
Хорошо скотчи работают типа 3М (не подделки), но денег на них уже прилично ушло. Да и переклеивать постоянно приходится
Печатаю ПЛА на холодном столе на клеевом карандаше Притт. Не отваливается вообще. С ПЛА надо еще охлаждать грамотно, иначе отклеиваются углы от стола и модель «ведет».
алюминевый стол брызгаю по зоне печати лаком прелесть5, он равномерно растекается, без обезжиривания и других операций — печатаю. когда остынет деталь отщелкивается сама, если ждать лень шпателем отколупываю.
то что остается просто шпателем соскрябываю — мелкая пыль от вскипания лака — получается шершавая поверхность.
перед печатью повторяю опрыскивание — слой уже есть шершавости.
когда слоев много и хочется ровной поверхности — губка + вода — отмываю стол и перекалибровываю.
Вроде такой
режется ножом, адгезия замечательная.
Боросиликатное стекло от этого принтера — mySKU.me/blog/aliexpress/43168.html — вам не подошло?
Вот что пишут про него на reprap.org/wiki/PEI_build_surface
В таблице на сайте Амазона указана ширина, 6 или 12 дюймов, и разные длины. 12 дюймов — это 304 мм.
Квадрат 12'' x 12'' — пятнадцать долларов + услуги посредника.
Заодно посмотрите на http://amazon.com/gp/product/B007Y7D5NQ, если хотите намертво приклеить к алюминию хотбеда.
Почитайте отзывы на PEI на сайте Амазона, особо обратите внимание на совет понизить температуру, а то не отдирается.
Можно на блоке питания поднять напряжение с 12 до 14В — получим увеличение мощности нагрева на треть. Рампс и моторы с таким напряжением проблем не имеют.
Данные разъемы действительно не лучший вариант: даже производитель в характеристиках указывает до 10А, хотя реально ближе к 6А.
А вот шестигранник устроит.
Вопрос в том, что размер будет у исходного квадрата чуть больше 300 на 300
В общем неспешно выбираю себе принтер и никак не решу что собрать.
А плюс в том, что я разобрал микромейк и фактически собрал новый принтер, заменив только профиль. Совсем не затратно.
Вот только стекло очень долго искал. Про что собственно и обзор вышел.
СИТАЛЛОВОЕ СТЕКЛО ДЛЯ 3Д ПРИНТЕРА 400×400ММ — 5,990 ₽
Не спс.
А что касается нагрева, долго курил форумы. И понял, по многим параметрам на 220в нагреватели рулят!
Купил вот это:
aliexpress.com/item/1pcs-silicone-heating-pad-heater-220V-500W-400-400-mm-for-3d-printer-heat-bed/32612060131.html
500ватт и никакой нагрузки на БП.
(фото при первой сборке, щас снизу утеплено и держится на алюминиевом скотче, барашки щас вниз)
6 мм очень много, без утеплителя грелось довольно долго и медленно.
Единственное место где вижу что могут быть трещины в будущем, это где прижимают болты, там возникают напряжения.
В моих краях (дефсити) я относительно легко сумел заказать каленое стекло, взамен разбитому ситаловому на индукционке, как на картинке в комментариях выше.
Сначала его вырезают, а потом везут в печку закалять.
Сложности могут быть с формой и малым размером (у них в печку можно поместить только относительно большое стекло, с моим им пришлось немного поизгаляться, типа закрепили по диагонали)
Каленое стекло прожило у меня на индукционке 2 года, до смерти последней.
Обошлось года 4 назад стекло+резка+закалка = 320 рубчиков
По второму похоже около 300, сейчас измерить не могу, плитка на даче.
Цена, конечно, доскачковая.
Стекло на закалку они куда-то возили, делали неделю.
На мой взгляд, просто стоит обзвонить разные мастерские,
Сколько его тестировали и где только не тестировали и как только не тестировали...- ну не панацея это для увеличения адгезии совсем! Только ценник… КОНСКИЙ! Гораздо лучше ведёт себя и плёнка ломонд и клей карандаш UHU и лак и всякие «наклейки пластиковые» специальные… ну и куда же без «пива»… :-))
Дома бумажный бросил, не найти, теперь распечатаю.
Стекло для духовки (внутренние) еще больше, ценой от 500-1000р.
Как думаете, фигня это всё?
Поищите у себя нарезку Робакс (Robax Scott Glass) — для бань и саун. Как раз будет рублей 500, вот только стекло отличное.