Сразу поясню: это обзор на профессиональный прибор для монтажа электронных схем. Впрочем, использоваться он может не только для этого, но это его основное предназначение.
Не удивляйтесь цене — профессиональные приборы для монтажа стоят дорого. Неоправданно дорого, к сожалению.
Коротко — прибор меня ничуть не разочаровал. Подробности — под катом :)
Что это и для чего оно?
В монтаже печатных мелкими и очень мелкими партиями бывает удобнее не паять паяльником каждый элемент, а нанести на площадки паяльную пасту, расставить все компоненты и сунуть плату (несколько плат) в печь, где паяльная паста оплавится и все компоненты окажутся запаянными. Для этого выпускается паяльная паста в специальных шприцах, очень похожих на медицинские, но с некоторыми особенностями — широкими ушками для закрепления адаптера от дозатора и фиксацией игл/насадок закручиванием. Насадки и иглы, соответственно, должны соответствовать. В остальном — диаметр носика, внутренний диаметр шприца — они такие же, как и обычные медицинские. В таких же шприцах выпускают и флюсы.
Флюс (сверху) и паяльная паста в специальных шприцах:
Носик специального шприца, видна спиральная резьба для фиксации насадок:
Игла и пластиковая насадка для таких шприцов:
Адаптер дозатора ля шприцов:
Адаптер, одетый на шприц:
Когда нужно изредка выдавить немного флюса или пасты — это можно сделать вручную, вставив в шприц поршень от 20-кубового медицинского шприца. Но когда нужно нанести сотню-две-три точек пасты, то уже после 7-8 десятков пальцы начинают чувствовать себя неуютно. Паста довольно густая, давится через узкую иглу с большим усилием. Большое усилие означает, что рука обязательно куда-то дернется. К тому же руками не получится наносить на все площадки совершенно одинаковые порции пасты, а это может негативно отразиться на качестве пайки во время оплавления в печи.
Дозатор как раз и призван облегчить и ускорить эту процедуру. Он на заданное время подает в шприц воздух под давлением, благодаря чему паста выдавливается. По истечении времени давление в шприце сбрасывается. Более короткое время давления — меньше пасты выдавится, более длительное — больше. Есть и второй режим работы — постоянный, когда давление подается в шприц пока нажата педаль. Этот режим удобен для нанесения непрерывной «колбаски».
Таким же способом можно выдавать точными дозами и другие пасты и жидкости — клей, краску, герметик и т.п. Для жидкостей у дозаторов обычно предусматривается подача в шприц небольшого разрежения между порциями, чтобы жидкость не вытекала самостоятельно. Для густых составов (как флюсы и паяльные пасты) это не обязательно.
На Али можно взять дозатор подобного плана примерно от 120$. Почему же я купил его в два раза дороже? Ну, во-первых, мне не хотелось долго ждать, у меня есть довольно срочная необходимость в нем, а доверять срокам доставки даже ЕМС я перестал давно. И во-вторых, что и явилось решающим фактором, в инете много нареканий на китайские дозаторы — у них часто травят клапаны, много отказов, недолгий срок работы. А тут прибор от очень уважаемой в этой области фирмы OKI (кто из заядлых паяльщиков не слышал об индукционных паяльниках Metcal и не мечтает заиметь у себя его? :)) с весьма положительными отзывами в сети, да и сравнительно недорого.
Вообще, изначально я целился на отечественный дозатор от компании «Термопро» стоимостью 22000 руб, так как по каталогу TS-250 стоил 29 с лишним т.р. Но когда позвонил в Аргус-Х для уточнения всех деталей, менеджер спросил меня «А почему Вы не хотите взять дозатор Техкон?». Я сказал «Потому что он дороже термопрошного почти в полтора раза.», на что он мне ответил «У нас еще остались эти дозаторы со старой закупки по цене меньше 20 тысяч. Не хотите?». И я сказал, что очень даже хочу :)
По поводу магазина
Собственно, это не магазин, а торговая фирма. У них нет интернет-магазина, но они вполне работают и с частными лицами. Принимают заказ, высылают на электронку счет и после получения денег отправляют курьерской службой (кажется, СПСР). Это, конечно, сложнее и дольше онлайн-покупки, но и ассортимент у них не широкого потребления.
Еще один большой плюс этой компании по сравнению с аналогичными — у них на сайте есть каталоги с ценами. Я ненавижу, когда вместо цены написано «Свяжитесь с нами»… Это не реклама, честное слово :) Я впервые связался с этой компанией, но остался вполне доволен :)
Технические характеристики TS-250 (из каталога):
Скорость дозирования: до 600 доз в минуту
Время дозы: 0.020-60.000 секунд (на практике можно выставлять время от 0.001)
Точность времени дозы: ± 0.001%
Входное давление: 6.9 bar макс
Рабочее давление: 0.07-6.9 bar
Режимы работы: непрерывный и по таймеру
Соответствует стандартам: CE, TUV-GS and NRTL
Габариты, масса: 152mm X 165mm X 178mm, 1.2кг
Электропитание: 24В постоянного тока, 10 Вт, адаптер питания 230В в комплекте
Оплатил я по реквизитам из счета через свой интернет-банкинг. Через три или четыре дня дозатор был отправлен, и еще через три дня я его уже забрал у курьера.
Коробка незамысловатая, но внушительная — 40х30х25 см, хотя очень легкая — не взвешивал, но на вскидку около 2-2.5 кг.
Внутри тоже без изысков — формованный картон, по секциям разложены сам дозатор и его причиндалы:
Комплектность стандартная, как я подозреваю: дозатор, блок питания, адаптер для шприцев 30сс, ножная педаль, несколько насадок на шприц, сам пустой шприц с отдельным поршнем, воздушная трубка и несколько различных фитингов для подключения сжатого воздуха, подставка под шприц, держатель трубки и две брошюрки с мануалом — каждая на своих языках (русского нет):
В отдельном пакетике угловые черные коннекторы для пневмотрубки — это я приобретал уже сам, отдельно.
Блок питания универсальный, под 4 типа розеток:
Сам дозатор:
Вверху стандартный текстовый ЖК-дисплей 16х2, под ним три кнопки — питание, переключение режимов и сброс счетчика доз. Слева внизу — регулятор вакуума, над ним — энкодер настройки времени дозы, посередине — выход для подключения адаптера шприца, над ним — манометр рабочего давления, справа — регулятор рабочего давления.
Вид сбоку:
Сзади:
Вверху слева — разъемы подключения питания и педали, под ними держатель проводов от них, внизу слева — вход сжатого воздуха, справа вверху — выход от эжектора генератора вакуума и от сброса давления из шприца, вверху справа — сигнальный разъем, через который можно управлять дозатором (стартовать дозирование, управление — просто замыканием двух контактов разъема) и получать статус (дозирование продолжается или закончено).
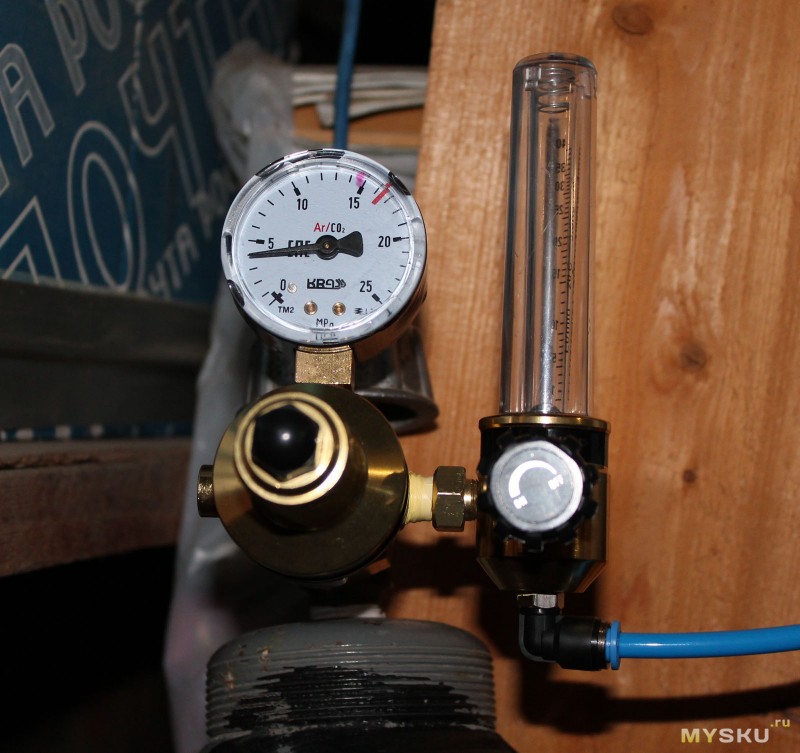
Так как работать с дозатором планируется в офисном помещении, то ставить под стол или в кладовку компрессор не вариант — слишком шумно и тряско :) А те компрессоры, которые нешумные, стоят как боинг. Поэтому в качестве источника давления я решил взять какой-либо негорючий и неядовитый газ в баллонах. Сначала думал про азот, но слегка отпугнуло то, что под боком будет минибомба (150 атмосфер), а главное — не нашел баллоны литров на 10-15. Таскать после заправки на третий этаж здоровый 40-литровый баллон весом почти 60 кг — как-то не сильно хочется :) Поэтому в конечном итоге остановился на 10-литровом баллоне с углекислотой. Давление не такое страшное, вес вполне доступен — около 25 кг, высота — меньше метра. Вот он:
Не пугайтесь окружающего вида — это он у меня на чердаке стоит :)
К нему докупил редуктор с расходомером (просто были только такие в наличии, так-то мне этот расходомер совершенно не нужен) и настроил выходное давление на 5 атм. Купил так же пневмотрубку, 30 метров и несколько угловых разъемов для нее. Думаю, что мне одной заправки будет хватать минимум на 3-4 месяца. В итоге все получилось отлично. Кроме одного — на работе на неделю отключили свет и пришлось все ставить дома :)
Для начала я его разберу по своей привычке
В принципе, все дозаторы по сути имеют одно устройство: электроника — управляющий блок, пневматика — редуктор, клапан с электроуправлением, эжектор для генерации разрежения. Но бывают и нюансы, например, два или три клапана — один подает давление, второй после этого сбрасывает давление в атмосферу, третий может применяться для кратковременной подачи разрежения после дозы.
Для начала откручиваем все болты на корпусе. Корпус, кстати, защищен от разборки гарантийной наклейкой:
Меня это никогда не останавливало :)
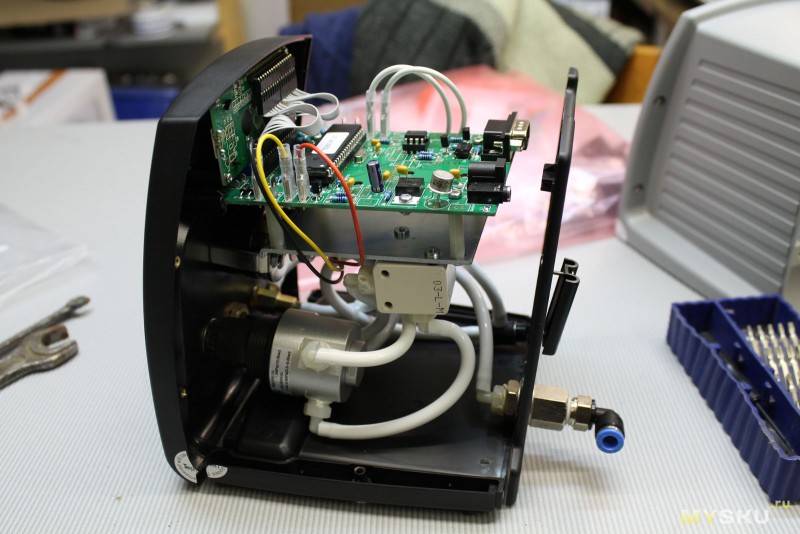
Снимаем крышку:
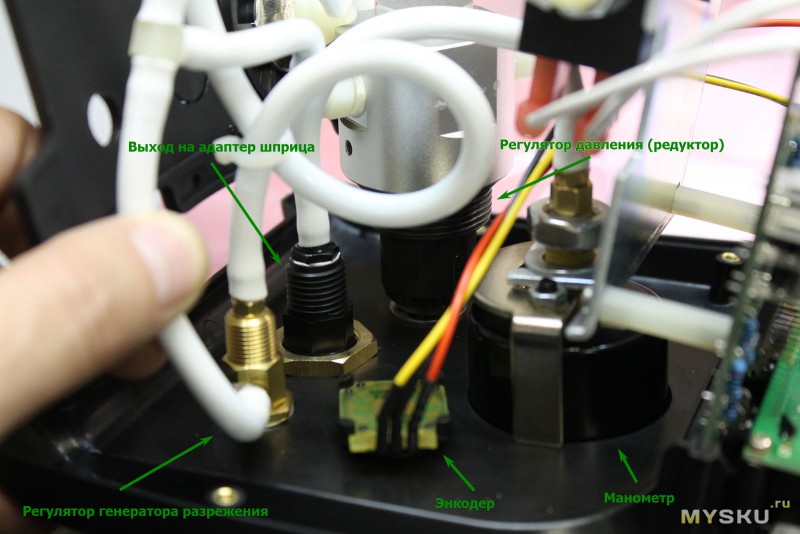
Как видно — устройство простое и стандартное. Плата управления, дисплей, клапан, редуктор, эжектор (на самом выходе на задней стенке) и регулятор разрежения.
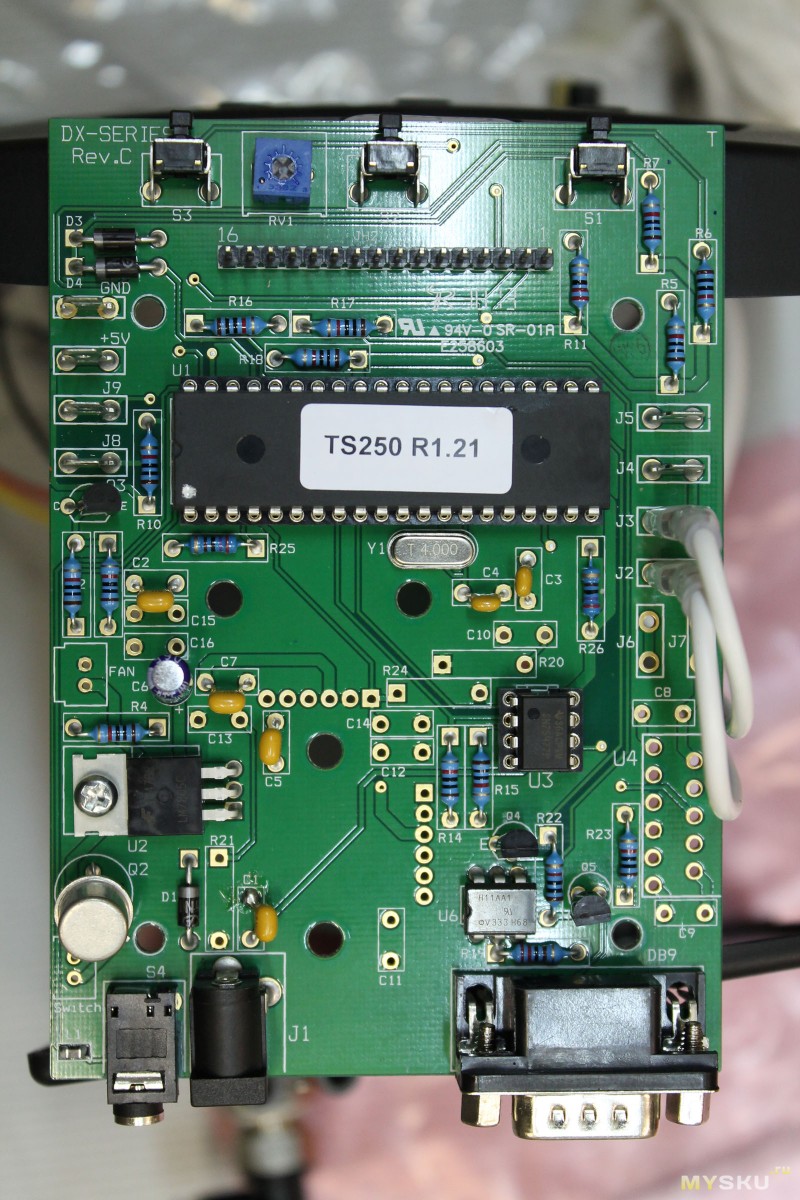
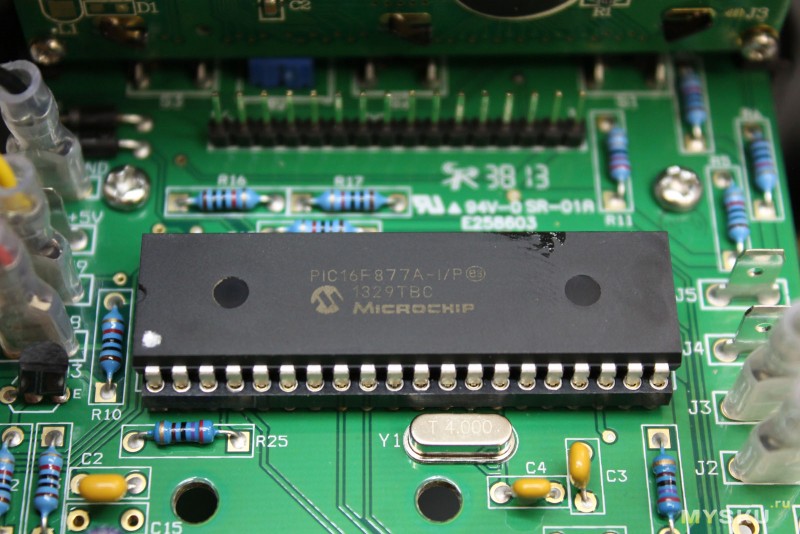
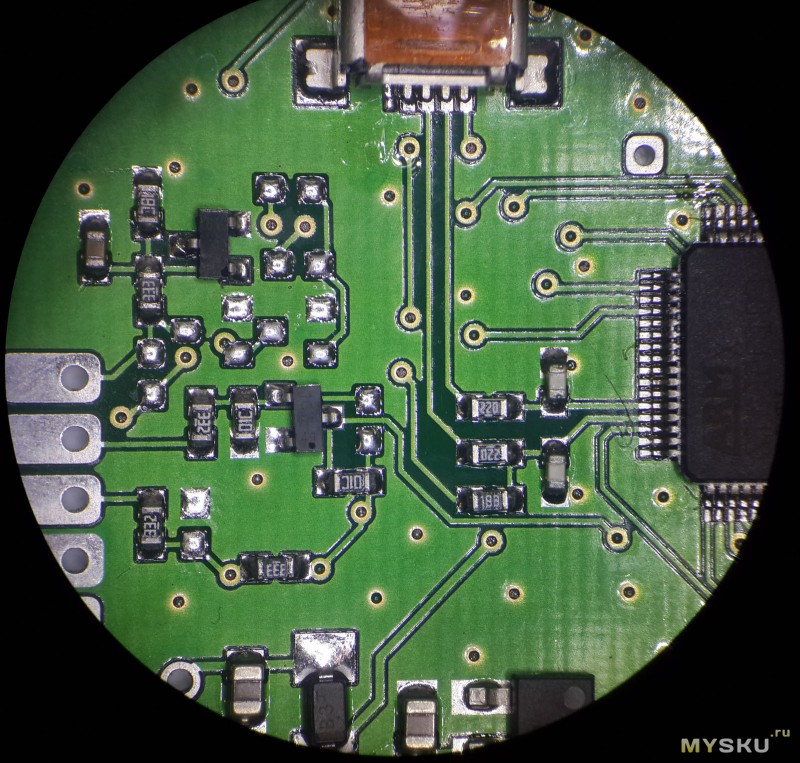
Плата более крупным планом:
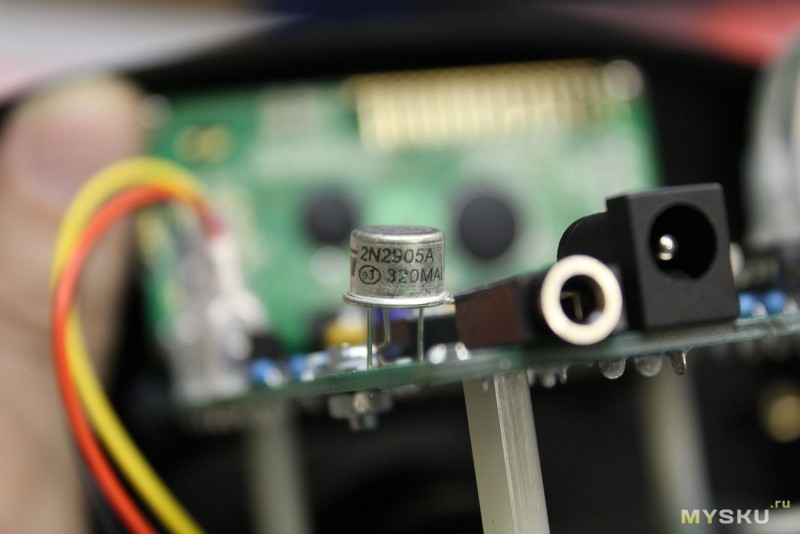
Под наклейкой скрывается обычный PIC:
Нижняя сторона платы совершенно пуста:
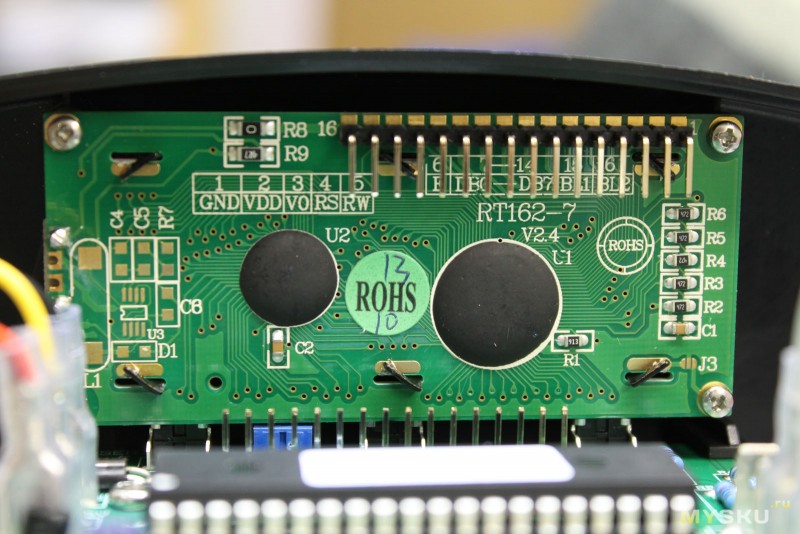
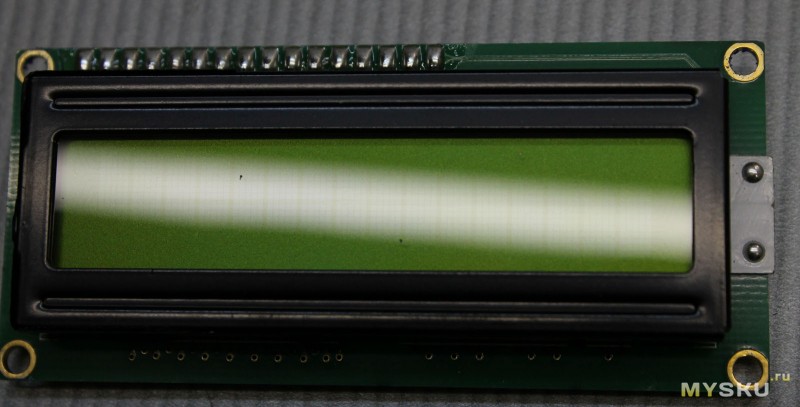
Экран тоже самый обычный, две строки по 16 символов:
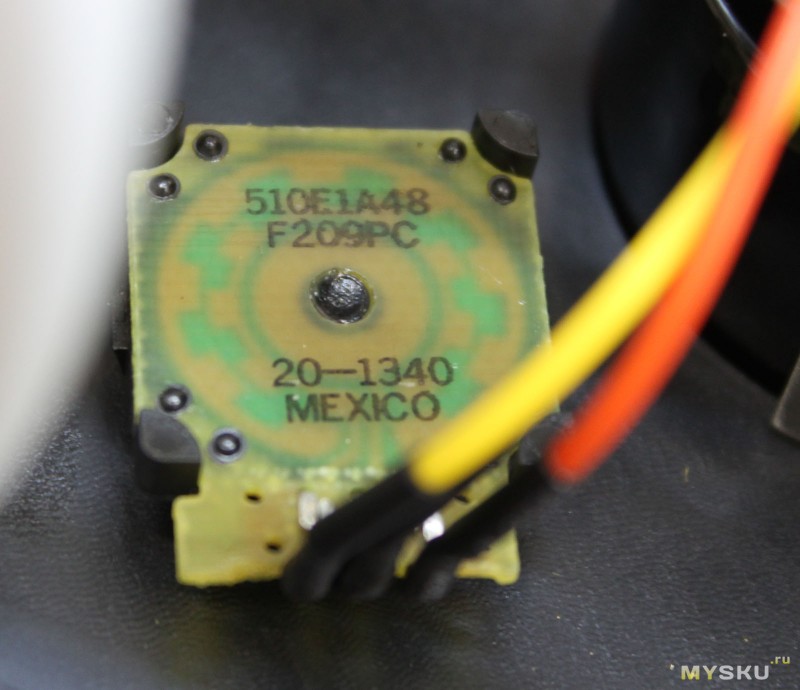
Энкодер механический, 36 импульсов на оборот, щелчки очень четкие:
Клапан:
Регулятор давления:
Общий вид:
Все сделано аккуратно, все соединения пневматики залиты каким-то вязким компаундом. Ничего сверхсложного, хорошая ремонтнопригодность, одобрям :)
В работе
Управляется дозатор элементарно. Левая кнопка — включение и выключение питания. Правая — сброс счетчика доз. Если при включении зажать среднюю и правую кнопки, дозатор сбрасывает настройки к заводским (нигде не описано, обнаружил экспериментально). Средней кнопкой выбирается режим — дозирование:
или непрерывный:
В режиме дозирования энкодером выставляется время давления с шагом 0.001 сек. Чем резче крутить энкодер, тем с большим шагом будет меняться время. Самое большое значение, которое мне удавалось добиться за одно движение — 2.5 сек.
После этого носик насадки подносится к нужному месту на плате и нажимается ножная педаль. В непрерывном режиме дозатор будет давить пока нажата педаль. В режиме дозирования он выдержит давление заданное время, а затем сбросит его до следующего нажатия. Я сначала опасался, что нога будет уставать давить на педаль многие сотни раз, но ничего такого не заметил.
Вместо тысячи слов лучше одно видео :) На этом ролике — практически мой первый опыт, перед этим я только немного пощелкал дозатором, настраивая его на нужную дозу:
Здесь я использовал режимы и дозировки и непрерывный.
Сейчас я собрал уже полтора десятка плат и пришел к несколько иным настройкам — чуть меньше давление и чуть больше время дозирования.
Микросхемы, кстати, напаяны предварительно потому что я пока не наловчился сажать их на пасту. Говорят, у некоторых получается это, выдавливая тоненькую полоску пасты на ряд выводом, но у меня так не выходит.
Чего не хватает этому дозатору — это возможности настройки нескольких режимов и быстрого переключения между ними. Но я изначально знал, что в этой модели этого нет. В более старшей — да, но цена у нее уже значительно выше. Ну и в крайнем случае, если совсем уж прижмет необходимость в этом, можно просто спаять свой контроллер :)
Выводы
В целом я абсолютно доволен прибором, на сегодня он меня устраивает полностью. Скорость монтажа выросла минимум в два раза. Осталось теперь приобрести более-менее нормальную печку для оплавления, но это будет чуть позже.
Каких-то конкретных плюсов назвать не могу, т.к. не с чем сравнить, но и минусов тоже никаких не вижу :)
Кому интересно — скомпилировал видео по полному циклу — нанесение пасты, расстановка компонентов, оплавление в бытовом ростере :)
Результат (платы еще не промыты, после промывки как новенькие):
Ну и вместо котиков… Покажу какими дозаторами пользуются взрослые дяди :)
Планирую купить+21Добавить в избранноеОбзор понравился+75
+142
Ростер — самый дешевый какой нашел — www.ulmart.ru/goods/722333
Температуру контролирую по термопаре от мультиметра, руками включая и выключая нагреватели, следя чтобы она не поднималась слишком быстро или слишком медленно.
Паста — SolderPlus 62NCLR-A, термопрофиль составил по данным с этого сайта — clever.ru/viewcat.php?section=2&subsection=204&vendor=488
Коротко: нагрев до 100 градусов в течении 60 сек, потом нагрев до 130 за 120 сек, до 180 за 60 сек, до 210 максимально быстро и выключение. Минут 5 даю платам постепенно остывать, приоткрыв чуть-чуть дверцу ростера и после этого уже вытаскиваю :)
Сейчас добавлю фотографии результата.
Да, можно и феном, но с ним практически невозможно будет соблюсти термопрофиль, а значит резко возрастет процент брака. Ну а поправлять почти ничего и не требуется — большинство элементов, сместившихся с площадок во время установки, все равно встанут на место когда паста начнет плавиться :)
Вполне возможно, спорить не буду. Но, к примеру, зону смачиваемости я бы все равно старался выдерживать чуть дольше, а зону оплавления наоборот — побыстрее :)
Были серьезные исследования.
При плавном нагреве уменьшается коробление плат и улучшается равномерность прогрева компонентов разной массы.
И кроме того — уменьшается выгорание флюса перед оплавлением. Это особенно важно для бессвинцовых паст.
Вот для этого зона оплавления и проходится в ускоренном темпе :) А перед этим как раз спешить не стоит, чтобы в течении зоны активации жидкие составляющие флюса успели выпариться :)
Сушат для того чтобы от вибрации конвейера детали не смещались.
И еще для того, чтобы паста не брызгалась в печке.
Лично вы дома можете делать как угодно, если качество устраивает.
Утверждать ничего не буду, т.к. точно не знаю, но мне это кажется странным. Паста и так достаточно густая, чтобы детали не смещались даже от довольно сильных ударов, но высушенная она ведь просто не смочит флюсом выводы компонентов при нагреве и растекании.
Киньте хотя бы одну ссылку с описанием процесса сушки паяльной пасты.
Чтоб паста не брызгалась, если она не полное гамно, в термопрофиле есть время активации флюса при температуре в районе 100 градусов, 1,5-2 минуты. В это время происходит испарение жидкой фракции и плавление твердой фракции флюса.
И если у вас паста продолжает брызгать, значит или все же паста гамно, или недопилен термопрофиль.
Плату сушат еще и для полимеризации эпоксидного клея под компонентами.
Технологическая карта на каждом предприятии своя.
Паяйте свинцовой пастой дома как угодно.
С бессвинцом на конвейере все становится много сложнее.
Не нужно только свою точку зрения выдавать как единственно правильную.
Плату сушат еще и для полимеризации эпоксидного клея под компонентами.
Вот в это я гораздо охотнее поверю. Хотя и клеи, насколько мне известно, двухкомпонентные и в закреплении температурой не очень нуждаются :)
А с плюмбумфри везде все становится сложнее, даже дома с обычным паяльником…
Я выдал свою точку зрения как единственно правильную? Нет. А вот вы наоборот.
Я попросил у вас ссылку на описание процесса сушки, хочу прочесть и подчерпнуть важное.
И кстати, мы тут все, возможно ошибаюсь, паяем «дома» и не на конвеере, тем более не используем безсвинцовку, ну вот даром она не нужна.
Тогда к чему все ваши претензии?
Да нет никаких претензий.
Просто процесс пайки сложный и ответственный. И неоднозначный.
Главный технолог на производстве вместе с инженерами отрабатывают техпроцесс под свои печи и материалы.
Поэтому ссылок не будет.
А в последнее время и некоторые производители конвекционных печей начали рекомендовать простой линейный профиль.
При нем обязательно нужна предварительная сушка.
И кстати — некоторые компоненты тоже нужно сушить перед пайкой.
Компоненты и сами платы на серийных производствах обязательно должны храниться при маленькой влажности, это известное требование. Для этого даже выпускаются специальные шкафы с автоматическим поддержанием условий хранения. Или проходить сушку если хранение было с нарушением требований по влажности.
Понял. Спасибо.
Но при линейном профиле, по моему мнению, либо нужно большое время для пайки,. Либо, как вы говорите, сушка и маленькое время для самой пайки. Чтобы линейно и быстро поднять температуру. Что вместе с сушкой займет опять же большое время. Не вижу выгоды. Да и сам термопрофиль близок к линейному до начала самой пайки, ну может с небольшими перепадами.
Теория конечно здОрово.
Но когда сам пилишь термопрофиль в секундах с тестом качества, хорошо видно что лучше. А лучше, хорошо подогнанный термопрофиль под конкретную печь и пасту.
Под пасту — да, полностью согласен. А под печь зачем? Печь, по идее, просто должна уметь достаточно точно поддерживать и наращивать температуру для нужного термопасте профиля… Или есть нюансы?
Да, должна в идеале.
Но не всякая делает это как надо. Тут важна скорость нарастания температуры.
Пробовал без утепления, не то.
Пришлось разобрать печь полностью и утеплить камеру изнутри стекловатой с алюминиевой фольгой с двух сторон и промазать швы в печи термостойким герметиком.
Все пошло гораздо быстрее и веселее, естественно пришлось пилить термопрофиль заново. :0)
Соберите контроллер для ростера. Хотя нужно взять электродуховку поболее, минимум на пару киловатт.
Если есть желание изготовить контроллер самому, хорошенько порывшись, могу скинуть печатку в DipTrace и прошивку. Делал с обвязкой на ардуинке микро вроде… или мини… Забыл, делал давно, архив поднимать надо. Есть возможность установки своих, около десятка термопрофилей, ручная установка и поддержание температуры. Сейчас сушу в ней маску, паяю платы. Очень удобно. Положил плату, установил на нее термопару, нажал кнопку и… вынул запаянную плату. :0)
Или пошарьте по интернету, есть статьи по сборке контроллеров с прошивками.
Спасибо Вам за предложение, но собрать контроллер для меня проблем не составит, нужно только время выбрать :) Но вообще я планирую чуть позже приобрести печь типа такой — aliexpress.com/item/T-962-Infrared-IC-Heater-Reflow-Solder-Oven-Machine-800-W-180-x-235-mm/1719044376.html
Про мощность согласен, хотя и 800 Ватт на такой обхем хватает, но киловатта полтора было бы интереснее. А главное — нужен вентилятор для равномерного прогрева всего объема.
Да, печь — для бизнеса, для дома, для себя это лишняя трата денег, вполне хватает и маленькой духовки. Впрочем, ее хватает и для небольшого бизнеса, если приделать контроллер :) Поэтому с печью не тороплюсь. Хотелось бы, но не прижимает :)
Шикарная штука, но жаба душит начальство и такое счастье мне пока не видать(( Иногда приходится делать трафарет и шпателем наносить пасту на плату. Трафарет делать долго, но скорость нанесения пасты в разы выше, чем с дозатором. При серийном выпуске, даже малом, дозатором можно задолбаться.
Когда нужно штук 5-10 плат в неделю, то дозатор — самое то :) Я делаю партиями по 6 плат, на монтаж одной партии уходит часа три со всеми накладными расходами.
Но если бы было нужно уже штук 30, тогда да, нужно было бы плотно задумываться о трафарете. И о принтере, который стоит как два дозатора… А без принтера слишком много косяков будет. и их исправление как раз и займет сэкономленное время :)
хотите процесс еще ускорить?
— фрезерным станком своим делаете в оргстекле занижения под платы ваши на 1.5 мм, чтобы они без люфтов вставали, например для 6 шт. и реперные отверстия
— потом достаёте тонкий лист алюминия, и в нем тонким гравером делаете эти площадки в тех местах где стоят платы на орг стекле
— кладете платы в огрстекло, кладете этот дырявый лист, состыковываете на глаз, липо через реперные отверстия, и скребком пасту расталкиваете так чтобы она заполнила все ямки.
а далее и так понятно, главное меньше телодвижений :-)
фотоспособ рулит. но если мы говорим о производстве, где нужно работать честно, а травить много и регулярно, то да — работа с химией это гемор. хотя там химии-то — сода для проявки фоторезиста и персульфат для травления.
а я говорю о том, что для нескольких плат нет смысла заморачиваться, и можно сделать всё вручную, на практически бытовом уровне. вот нанесение пасты — это да, это удобный девайс. аналогично вакуумный пинцет для расстановки. остальное имеет смысл усложнять только в случае больших партий.
Это называется трафаретный принтер.
На заказ в листе нержавки лазером режется трафарет (черт его знает, где заказываем, но по моему там же, где и сами платы) и далее как описано. Не так дорого, как кажется, но ощутимо. Но вот беда, не все платы паяются по 100 и более экземпляров. Для 10-20 проще дозатор.
Трафареты делают те же конторы, что и платы, да. Стоимость складывается из фиксированной суммы за подготовку и цены за каждую апертуру (отверстие), материал бывает разный, от пластика до никеля :)
Блин-как в духовке без вытяжки платы запекать можно? От флюса гарь летит же.
Летит, куда ж ей деваться. Стекло несколько раз уже протирал, стенки пусть обрастают сколько им влезет :) Этот ростер ни для чего пищевого не используется, куплен исключительно для технических целей :)
И в каком состоянии духовка после пары сотен плат?
Ну, пока там их испеклось штук 20-25, не больше, так что пока не могу сказать что будет после 200 :)
Спасибо, приму к сведению :)
Думаю, можно попробовать помыть и жидкостью для отмывки плат, она тоже замечательно отмывает все следы фрюса. Просто она у меня есть, а амвеевской нет :)
Но это все равно потом…
Только надо быть осторожным с этими средствами для мытья духовок. В основной массе они изготавливаются на основе щёлочи (NaOH, KOH). И водные средства для отмывки плат тоже изготавливаются из этих компонентов. Разница состоит в том, что щёлочь реагирует с припоем по этому в спец. средства для плат добавляют анти-корозийные компоненты а в средство для духовок нет.
Можно, если не сотню подряд и не в однокомнатной квартире с запечатанными окнами.
Запаял, чисто для себя около полусотни, духовка Rolsen KW-2626, какого либо налета и гари не заметил. При пайке только легкий, почти незаметный дымок и небольшой запах.
не сотню подряд и не в однокомнатной квартире с запечатанными окнами
На хабре был цикл статей Делаем микросхемы дома, то ли автор, то ли где-то в комментариях было, что человек сделал «чистую комнату» в обыкновенной квартире. Из пластиковых окон.
Очень замечательная штука в обзоре!
Вопрос почти в тему: где купить показанные на фото насадки и то куда ставить этот шприц?
Купил флюс и пасту в шприце, а добывать ее оттуда трудно, не могу найти дешевое решение.
Спасибо.
Я тоже сначала думал о таком, но отказался. Во-первых все равно приходится прикладывать какое-то усилие, а это и утомляемость руки и неизбежные смещения в момент выдавливания. А во-вторых и тут точное дозирование невозможно, хотя конечно будет точнее, чем давить пальцем поршень :)
В рунете нашёл предложения, но цены очень не гуманные — пять тысяч рублей… За что там такие деньги… Кусок пластмассы и не замысловатый механизм — максимальная цена 500 рублей…
На Ebay и Али найти не смог. По каким запросам там искать?
А на какой инструмент в рунете Вы видели гуманные цены? :))
Искать по «dispensing gun» или «gun dispenser».
В Хроме нажимаете правой кнопкой на картинке и выбираете «Найти картинку» :)
Вот ссылки на именно этот пистолет из найденного: http://amazon.com/gp/product/B00RORY4ZY и ebay.com/itm/361020798934
Насчёт воздуха высокого давления и балонов со сжатым газом. Один мой товарищ в подобном случае (использовал китайский диспенсер) применял автомобильное колесо-запаску. Утром накачивал запаску автомобильным компрессором и давления ему хватало на полдня работы. Как-то так.
Я бы побоялся накачивать колесо до 4-5 атмосфер. Хотя в шиномонтаже их и сильнее накачивают при бортовке, но на короткое время. Да и тарахтеть в офисе компрессором — тоже не интересно :) А для дома, пожалуй, вполне неплохой вариант.
Но у меня на этот баллон еще и другие планы появились после покупки — попробовать газировать свое пиво :)))
Баллон сравнительно недорогой, вмещает в себя больше трех кубов газа и за счет высокого давления, снижаемого редуктором, способен поддерживать постоянное рабочее давление практически до полного опустошения. То есть выходит дороже, но совсем не огромных денег. Зато гораздо практичнее. И можно делать газировку :))
Читал, что такое позволяют только старые компрессоры. Экспериментировать и искать по свалкам рабочие компрессоры не стал, 3 т.р. (баллон с газом плюс редуктор) не те деньги, чтобы сильно заморачиваться за них :)
Тащить — да, надо, поэтому я и не взял 40-литровый баллон. Но это раз в несколько месяцев (по рассчетам). Ну а кончиться… Может, если не следить за уровнем :)
Думал об этом. Но, как выше написали, нужна какая-то система отделения и возврата в компрессор масла. Ну и второй момент — везде пишут, что пневматика очень не любит пыль и влажность, а газы в баллонах заведомо избавлены и от того и от другого, значит не нужно ставить фильтры и влагоотделители :)
Просто зачастую компрессоры кондея используют для накачивания колес. Но там проще. Масло можно время от времени подливать напрямую, а две капли масла в колесе ничего страшного не сделают, в отличии от масла на плате
На плате оно тоже ничего страшного не натворит, все равно платы потом моются, а вот как пневматика — редуктор, клапан — отнесутся к нему — неизвестно :)
Посматривал. Правда, на более дорогие — с цифровым индикатором. Но по форумам много нареканий на них — клапана травят, время дозы гуляет (из-за плохого качества клапанов).
Хорошая штука.
Но с учетом того, что мне пасту нанести требуется в паре случаев: при ремонте — редко, и при приличном тираже — вроде как и не нужен.
А из шприца пасту давить руками — несерьезно абсолютно.
Пробовал и понял, что это невозможно в принципе — доза непредсказуемая, рука устает и позиционирование никакое…
Ну, или руки кривые :)
Кстати, возможно, что при использовании пластиковых, то бишь конических наконечников картина несколько исправится — все таки сопротивление продавливанию через конус поменьше будет.
Я просто взял набор — три шприца и полсотни игл.
Продавливать MCN-300 через иглу нет никакой возможности, так что или через трафарет, или зубочисткой :)
И в шприце у меня сейчас KINGBO RMA-218 — весьма удобно оказалось.
А конусы… Наверное, прикуплю на пробу наборчик, тем паче что и стоят копейки…
У меня в баночках, правда, мелких — по 42 грамма.
Взял как то полукилограммовую баночку пасты с низкой температурой оплавления — где то в районе 120-150 градусов, светодиоды думал сажать на нее.
Насчет температуры не обманули, а вот флюс, на основе которого его сделали — что то с чем то.
Смачиваемость никакая, и удалить остатки можно только отверткой.
После того, как я поставил пару звезд — жалко почему то было продавана, да и ведь не обманул — легкоплавкая — он попросил поставить хотя бы четыре.
Я ему в ответ написал, что, по хорошему, и одной звезды много, и объяснил, почему.
В результате лот был просто удален, наверное, перевыставил рядышком…
Есть очень стойкие флюсы, удаляемые только спец. жидкостями. Или вообще не предназначенные для удаления после пайки :)
Может быть это была паста для какого-то специализированного применения?..
Может и для специализированного.
Но хреновую смачиваемость полностью списать на то, что я термопрофиль не выдерживал?
Я его и на MCN-300 не выдерживаю по большому счету — но все нормально.
Да и пробовал по разному греть — не работает флюс.
Хуже, чем китайский RMA-223 за 40 рублей тюбик который.
Да кто его знает на что списать… Может быть он для пайки в каких-то особых условиях — бескислородная пайка, к примеру. В мире уже столько технологий пайки придумано, причем порой несовместимых друг с другом… :) А может и действительно паста осказалась просто сильно поганой :)
Пока 30-70 плат в месяц с числом точек пайки около 280 на обе стороны каждой платы. Руками паять — уже слишком много времени занимает, а для трафаретов пока слишком маленькие объемы, чтобы тратиться на это :) Да и возни много, оправдывает себя только при достаточно больших партиях — хотя бы десятка по два за партию :)
трафареты, кстати, это достаточно просто — главное найти листовую медь/латунь. а дальше — фотоспособом, как платы… но мне не нравится наносить пасту через трафарет. рука должна быть набита.
Да я не спорю, это действительно просто. Но чтобы потом не нужно было убивать время на исправление косяков, нужен нормальный принтер, а это либо очень дорого — купить, либо не очень дорого — сделать самому, но нужно плотно повозиться. А потратившись на принтер, можно потратиться и на нормальный шаблон, это уже будет мелочь по сравнению с принтером :) Да и платы тогда надо заказывать в панелях, чтобы не мудохаться с каждой платой отдельно, а наносить сразу на 6-10 плат. Плюс после каждого нанесения надо все мыть.
Народ делает, и станки для нанесения пасты, и станки для расстановки деталей. Но это нужно сильно заморочиться, а времени, как обычно, не хватает…
Ну и для автоматического нанесения пасты нужно по-хорошему применять другой принцип дозирования — не давлением воздуха, а шнековой системой, она применяется почти во всех заводских станках :)
Кстати, да, расставлять детали на пасту — тоже довольно заметная проблема :) Обычным пинцетом неудобно и муторно — когда установил деталь и разжимаешь пинцет, часто при этом невольно смещаешь деталь. При плотном монтаже разжимающимся пинцетом задеваются соседние детали. Поэтому крайне рекомендуется вакуумный пинцет :) Я свой сделал из аквариумной воздушной помпы, там все просто до безобразия — блок клапанов вытаскивается, переворачивается и вставляется на место, и помпа начинает втягивать, а не дуть :) Вполне хватает для того, чтобы обычной иглой (сточенной) от 20-кубового шприца таскать и ставить SMD размером до 0805 включительно. Сама ручка пинцета — старый фломастер плюс запчасти от шприца.
Ну, я может уже слишком старый, но усилие удержания зажатого пинцета при установке детали уже вызывает некоторую дрожь кончика пинцета, рука иногда дергается при рахжимании :) С вакуумным гораздо проще.
По идее на иглу нужны вот те самые резиновые насадки, которые на фото.
Желательно — особливо для больших корпусов — с раструбом.
Что то не встречал я их отдельно, хотя, может, искал плохо…
Мне они достались вместе с ручным вакуумным мини-пинцетом — aliexpress.com/item/Free-shipping-2pcs-lot-Anti-static-IC-BGA-Vacuum-Suction-Pen-4-different-nozzels-vacuum-picker/714309409.html
Сам этот пинцет — откровенное г… Насадки тоже не блещут качеством, что металлические части (травят через одну), что присоски (отлиты криво, травят). Но как-то пользоваться можно, большие компоненты они держат хорошо, а мелочь держится и одной иглой, без присосок :)
Отдельно насадки тоже должны продаваться, надо только поискать хорошо :)
На станках? На самодельным, может быть, и пойдет. На серийном станке, думаю, у него не хватит ни скорости работы, ни точности, ни удобства и быстроты смены шприцов с пастой :)
Кстати да, 3D принтер под это дело приспособить очень интересно для малых серий. Получится просто добавить еще один слой и вся недолга. Да и расставлять получается тоже. Короче говоря, скоро 3d принтера будут следующей покупкой после паяльника)))
Расставлять сложнее — компоненты нужно не только брать и переносить, но и поворачивать, механизм головки достаточно сложный :) Плюс питатели, ленточные, лоточные, для туб…
А в идеале нужно еще и оптическую систему ставить для юстировки каждой платы и коррекции угла компонента. Народ умудряется дома такое создавать :)
Десять лет назад я еще мог допустить дома фрезер (но чисто умозрительно)… Но вот 3Д-принтер тогда казался очень далекой фантастикой :))) Однако сейчас домашних принтеров гораздо больше, чем домашних фрезеров :)
Чуть выше ответил с фотографией — вакуумный пинцет из г… и палок переделанной воздушной помпы, фломастера и шприца :)
Сейчас жду посылку с Алиэкспресса с нормальным вакуумным пинцетом, приедет — посмотрю лучше ли он моего самодельного :)
У нас на производстве применяются в точности такие же, но под другой маркой.
Применяем их для нанесения эмалей на ювелирные изделия.
Раньше эмальеры прокладывали вручную, иголками. Поставили сначала один такой — понравилось. Сейчас у каждого на столе такой. Только очень сложно купить в розницу шприцы с креплением в России. Приходится заказывать в Китае. Вот у нас такой. Покупали за 250 долларов каждый на выставке в Италии.
Один в один :)
Шприцы, кстати, продает тот же Аргус. Но упаковками по 50 штук, кажется… И цена с Китаем никак не сравнится.
Мне проще — паста и флюс уже в шприцах продаются. Кончилась паста — выкинул пустой шприц, поставил новый.
А насколько густая эмаль у вас? Вакуумным подсосовм пользуетесь?
эмаль консистенции жидкой сметаны. Я подключил к пневматической магистрали, которая у нас по всему заводу идет. Подал на вход 5 атм и все.
Эмаль заливаем вручную в шприцы, потом ваккуумируем под ваккумным колпаком.
У Аргуса я пробовал покупать — дорого и они пид русские торгаши короче. Хотел договориться, что бы можно было купить шприцов разного объема, но количество будет больше 50. Принцип — 50 каждого вида. Хрен с вами — заказал по 50 каждого вида на Али. Скоро должны прийти. Вышло чуть ли не 3 раза дешевле чем у Аргусов.
реклама.
завод в Екатеринбурге Аверон делает автоматический дозатор паяльной пасты. www.averon-smt.ru/catalog/oborudovanie_dlya_SMT_montazha/611/
отличие от показанного:
наличие автоматического режима и режима самообучения.
величина линзы капли, в зависимости от вязкости пасты и диаметра иглы,
регулируется величиной импульса давления с последующим управляемым
импульсом разряжения.
документация лежит на сайте.
Свои платы собираем и паяем на собственном оборудовании.
есть и аргоновые баллоны для микроимпульсной сварки.
Опасность баллона под давлением несколько преувеличена.
Он во времы работы должен стоять в подставке, его не надо бросать вниз редуктором и на ноги, расходовать давление до нуля (всегда оставлять избыточное давление несколько атмосфер).
Если есть конкретные пожелания по прибору, учту со вниманием.
Охватить все не можем, производителей-потребителей мало.
Zestron FA+ (бутылка 1л) 2810 руб/шт есть на складе
Zestron FA+ (канистра 20л) 2065 руб/литр- под заказ 1-2 недели
5 литровых канистр нет.
(по нашим данным, жидкость Zestron FA используется для мойки плат в УЗ ваннах, для ручной- используют другую)
Спасибо за информацию, буду иметь в виду.
Да, я в УЗ и мою платы. Жидкость эту использую уже больше года, так что знаю что это и как пользоваться :)
Насчет 5-литровой я ошибся, имел в виду 10-литровую. Знаю, что такие фасовки есть (стоит рядом одна такая с 3-4 литрами остатка).
тоже таким пользуемся, хорошая железяка. но никогда бы не подумал что он столько стоит. вот только он у нас лишь в качестве ремонтных работ применяется. Производство поточное, после станков могут быть косяки, приходится дозировать. По поводу видео «дозаторы для взрослых дядь» вот уж реально был неприятно удивлен тем, что такие станки есть. Сами пользуемся трафаретным принтером от Ямахи, и такую плату он намажет и полностью проверит то что намазал секунд за 20 а тут настолько долго… Конечно тут не требуется трафарет, но при стоимости такого дозатора, его скорость работы черезвычайно низка, а приобретать такой станочек для тестовых плат, мне видится глупостью. Заказать трафарет за 2-3 тысячи рублей у тех же кто платы делал вообще не проблема. Но это лишь мое мнение.
Не все производства делают платы сотнями и тысячами, чтобы незаметно размазать стоимость трафарета по ним. Для прототипного и мелкосерийного производства — самое то :)
Вот я о том и говорю, что для мелкосерийного производства, или даже для прототипирования приобретать такой дорогой станок ну вообще нет смысла, учитывая примерно равную стоимость трафаретного станка и стоимости самого трафарета, такое приобретение крайне сомнительно. Гораздо выгоднее в таком случае вообще это всё не покупать а отдать сборку и пайку в компанию которая этим и занимается. Я не думаю что те кто купил такой станок быстро окупит его при столь малой скорости работы и пускай даже малых заказов. К примеру мы собираем мелкие серии (около 20-100 плат) таким ребятам как ИЯФ, ПожГазПрибор, Шлюмберже, Парабелл и проч. я это к тому что ребята вплотную занимаются сложной техникой, и учитывая стоимость готового устройства, часть из которых уходит заграницу, ресурсы для приобретения такой техники у ребят есть, но всё же отдают на сборку нам…
Я тут загуглил примерный ценник MY500, и вижу что что наша ямаха(названия увы не вспомню) по стоимости раза в 3 дешевле.
В любом случае написаное мною тут, ни что иное как размышление и удивление о существовании таких станков…
Гораздо выгоднее в таком случае вообще это всё не покупать а отдать сборку и пайку в компанию которая этим и занимается
Так а если это как раз та компания, которая этим и занимается? :))) Принимает заказы на монтаж мелких серий. Они как раз окупят его за счет экономии времени и зарплаты монтажникам, не говоря о существенном снижении брака. Не за месяц, естественно, но за 2-3-4 года, а это вполне неплохо для нормального бизнеса (а не по-русски). У таких контор этот станок, думаю, будет загружен достаточно плотно :)
Для подобной техники есть понятие как «скорость рабочего цикла». Поясню применительно к нам:
В цеху стоят 3 автоматизированные сборочные линии, которые постоянно загруженны на 85-90% с выходом по 2500-3000 плат за полные сутки. Эти линии обслуживают 3 оператора(коим я и являюсь). По каждому станку ежегодно проходит пересчет эффективности и рентабельности. Линиям уже около 5 лет и касательно только одного станка, с такой загрузкой и скоростью рабочего цикла, но окупил себя лишь на 18 процентов, учитывая что он постоянно в работе.
Даже если компания купит такой станок, и при учёте что его будет обслуживать только один человек, окупится он не ранее чем через 20 — 30 лет.
Если интересно, загуглите компания Элтекс в Новсибирске. на ютубе даже видео есть
Я не буду спорить и приводить какие-то цифры, я их не знаю просто :) Могу и ошибаться, может быть станок окупится через 10-20-30 лет, хотя сомнительно.
Но уверен, что компании, приобретающие станки за такую кучу денег, очень тщательно просчитывают финансовые последствия. И раз такие станки выпускаются и покупаются, значит для кого-то они в работе выгоднее, чем трафаретное нанесение пасты :)
Я с Вами не спорил, я же указал, что это только мои рассуждения. Да и не все кто имеет хорошие средства всегда просчитывают насколько это прибыльно. Года четыре назад конкуренты продали принтер и печь для оплавления, компании в Екатеринбурге за 40 % процентов от стоимости, потому что не смогли её окупить. Наше предприятие рассматривало эту сделку. Поэтому и возникли мысли о нерентабельности
Естественно, всегда будут такие случаи — или неправильно что-то рассчитали, или какой-то форс-мажор… Но «в целом по больнице» такие станки используются и окупаются :)
Для мелких партий вполне можно и самостоятельно вытравить трафарет из банки от пива/колы. А если еще и платы самопальные фоторезистом, то вообще все это травление идет в одном цикле. Единственно, для трафаретов лучше струйная травилка. Впрочем и для просто травления платы и проявления маски и фоторезиста струйная чудо как хороша.
ммм… Результат был приемлемым и много лучше простого полоскания в ванночке. Действительно отличный результат дает именно струйное травление. Это просто надо попробовать. ;)
Почему именно для трафаретов лучше струйная травилка — да банально боковой подтрав меньше. А на толщине трафарета он уже начинает играть существенную роль.
Я понимаю это. Просто заметил, что для травления плат проще сделать воздушное перемешивание с результатами гораздо лучшими, чем при травлении просто в ванночке, даже с ее покачиванием :)
Такой «станок для взрослых дядь» и трафаретный принтер имеют несколько разные ниши.
Когда нужно сделать пару плат-прототипов — зачем резать трафарет? И дорого, и долго.
Я еще помню фрезерные станки, которые могли фрезеровать печатные платы, вместо того, что бы травить.
Вживую не видел, но в одной конторе обсуждался вопрос покупки такого.
Примерно такой получается после них результат:
Хотя да — травление намного производительнее…
так никто о фрезеровке не говорит. а по поводу долго и дорого я с вами не соглашусь. Часто бывает так что на наши нужды требуется серия из 10 плат. Ранее платы заказывали у наших компаний, но потом заказали у китайцев, разница очень ощутима, позле заказа, платы были у нас через 6 дней. но когда заказывали у наших компаний то ждали от недели и более, и дороже получалось. А трафарет заказаный в компании Лазер Трафарет (естественно не реклама)так вообще приходил на третий день, и часто получалось, так что всё готово, только плат нет. К примеру разница в цене между 10 платами (по ~600 точек на плате) и трафаретом составляла 1к3 в пользу трафарета
Ну, я не экономист, потому спорить на тему стоимости не буду — не та квалификация.
Жалко только тех дураков, что до сих пор пользуются паяльником вместо паяльного автомата, да и AndyBig вон по глупости купил дорогую и никому не нужную фигню…
Ваш сарказм тут не к месту. ТС купил очень хорошую вещь, с которой я работал, и упомянул об этом.
Естесвенно паяльник ничто не заменит, но и покупать паяльную станцию ради оторвавшегося проводочка будет глупостью.
То есть покупать паяльную станцию ради одного проводочка — глупость, а заказывать трафарет ради одного экземпляра платы — нет?
Я же говорю — не экономист я, не пойму я этого…
И я про что.
Когда мне нужно было посадить на звезду пяток одноватных светодиодов — мне хватило зубочистки.
Когда принесли сотню — пошел к друзьям в рекламное агентство, они мне вырезали на листе магнитного винила дырки под звездочки и на пленке для ламинирования — дырки под пасту.
Из винила пришлось резать даже два — один слой тонковат.
А вот если вдруг потребуется что то более мелкое — все таки светодиод довольно крупная фигура — и паять надо будет десятка два хотя бы — закажу трафарет из металла, ибо окупится.
А одну платку я уж как нить зубочисткой… :)
ну вот именно зубочисткой оно хреново получается. для светодиодов я делал трафарет именно потому что там большая площадь, и трафаретом оно быстрее, равномернее и удобнее. но я вот хочу присмотреться к тому дозатору что в комментах был, шнековый вроде бы с кнопочками. это вот реально интересно. и недорого и лучше зубочистки.
Если нужно сделать пяток — то я зубочисткой справлюсь.
Смысла нет трафарет делать.
У меня один товарищ подобную проблему решал так: взял ванночку для лужения, типа такой:
Выточил железяку — то ли медный, то ли люминевый цилиндр, немного припоя в ванну, цилиндр туда, все это дело разогрел.
Кладет на цилиндр звездочку, прутком припоя лудит нужные области, потом сверху кладет светодиод и через некоторое время аккуратно снимает пинцетом звездочку со светодиодом.
И сделал так под сотню, наверное.
Мне такого не понять — я для такого слишком ленив.
Так что пяток я сделаю и зубочисткой, а когда больше — у меня сейчас лежат два готовых шаблона, под обычные одно- трехваттные, и под CREE.
Потому как приходится относительно часто их паять.
И сетка металлическая, на рамку натянутая — печку все никак сделать не соберусь, а так кинул звездочки на сетку и снизу феном по очереди.
Надеюсь, все таки руки дойдут и до печки, и просто до нижнего подогрева именно в плане пайки светодиодов на звездочки.
Кстати, никто в печке не паял светодиоды?
Потому как греть их сверху феном — полный идиотизм, а вот в печке, если не перегревать — вроде все должно быть нормально?
Спасибо.
Чувствую, в скором времени таки придется пробовать — надоело мне феном их паять.
Количество требует перестройки, хорошо хоть пока эти количества бывают нерегулярно :)
У утюга, к сожалению, бешеная тепловая инерция.
Чтобы выставить его температуру, нужна куча времени и не меньшая куча терпения.
Пробовал, не хватило ни того, ни другого…
не спорю. брательник долго и упорно выводил термопрофили на самопальной но весьма крйтой паялке. а я тем временем полсотни светодиодов распаял на утюге не особо заморачиваясь. включил, он нагрелся, температуру замерил — и погнали.
светодиоды были самсунги, мелкие квадратные. никаких проблем ни с диодами ни с компаундом не заметил.
вывод: для серьёзных работ — серьезное оборудование. для мелочевки — хватит и утюга.
Если честно — не хочу перегревать.
Мне просто на утюге через простейший диммер не удалось получить приемлемую температуру — такое впечатление, что ему и 30В хватало для разогрева, только медленного.
Можно, конечно, изгалиться, но не понравилось мне.
Периодически паял светодиоды да и не только на стекло-керамической варочной панели. Отлично прогревает снизу.
Расставляешь на пасту или на обычный припой и нагреваешь.
А контроль температуры?
Дело в том, что если те же одноватники перегреть — они работают, но…
Пространство между линзой и кристаллом заполнено гелем, насколько я понял, и при перегреве там образуются пузырьки.
Неприятно как то…
Ради одного не дорогого экземпляра плат его никто не закажет. платы серией в 1-9 штук дозируются как раз таки такими устройсвами и собираются вручную. наши монтажники занимаются этим чуть ли не каждый день. Но если собирается скажем 1-2 платы, стоимостью готовой около 800 тысяч рублей за штуку, то естественно на этом фоне заказ трафарета стоимостью 3 тысячи просто капля в море. пускай даже и больше не будет использоваться.
Для меня — нужная :) Я не по мгновенному озарению взял и выложил 20 т.р, не из прихоти. Я знаком с разными способами монтажа, в том числе и с использованием трафаретов, я долго думал и прикидывал. Это не спонтанное приобретение, а как раз результат экономических рассчетов :)
Трафареты не дадут мне существенного преимущества при моих объемах, но заставят вложиться изначально раза в 4-5 больше. Зачем? Чтобы тратить на монтаж партии не 3 часа, а 2 часа 40 минут?
Дык догадываюсь.
Когда я говорю, что я не экономист — это не значит, что у меня по арифметике двойка была.
По арифметике как раз пятерка…
Я двже догадываюсь, что любой продукт хорош в своей нише и совершенно бесполезен, а то и вреден в соседней.
так лазерный принтер нынче стоит копейки. и имеем трафарет в течение 10 минут — с учетом обработки уплотнителем тонера. реально, у меня на изготовление одной платы фотоспособом уходит меньше часа. и самая продолжительная процедура — травление, то есть по сути количество плат и время изготовления почти не связаны. не думаю, что фрезеровка займет меньше времени.
Если при фрезеровке не выбирать лишнюю медь по площади, то время примерно сравнимо, зависит от сложности платы. Зато не нужно хранить и раскладывать химию, не нужна проточная вода для полоскания :) И вообще, телодвижений гораздо меньше. Экспортировал в гербер, обработал в программе для вывода кода для станка, запустил станок и пошел заниматься своими делами :)
Если выбирать всю лишнюю медь — долго :)
Чёт я проскочил. Трафарет же можно фрезернуть из целлулоида на ближайшем режущем плоттере — стоит три копейки. Или мы не о том? Они кстати герберовский формат берут за милую душу.
Можно.
Мне под светодиоды резали на таком:
Но на нем все таки не очень хорошо получаются мелкие детали на жесткой пленке.
Возможно, надо просто подобрать материал…
Согласен. Но в нашей деревне лазерная резка только в одном рекламном агентстве есть, которое от меня далековато.
А то, которое рядом — только вот такой силуэт, к тому же там мне бесплатно делают :)
зависит от навыков, жала, и шага ног микрухи. микроволна прощает и неопытность и любой шаг. скажем, ft232 я паять простым жалом умаялся. а микроволной — на раз-два.
Микросхемы микроволной и без маски?
Увольте. Потом еще оплетку нужно сопли собирать…
Я лучше с маской и почти поровну каким жалом, а лучше в печке. :0)
И вообще, не все ли равно, травление или фрезер, с маской или без?
Судя по виду плат, хозяин обзора не делает их дома, а заказывает на стороне. Может только так, одну-другую траванет, чтоб навыки не потерять. :0)
микроволной и без маски — за один проход всё припаивается. именно этим хорошо жало микроволна. с маской — там проблем сильно меньше, впрочем, опять же от маски зависит. с малым шагом там от маски ничерта не остается по сути.
ft232 микроволной паял лично на самодельную плату без маски. любым другим жалом — гемор, с последующим гемором с оплёткой, а вот микроволна — всё припаялось без всяких соплей. так что или неправильная микроволна была, или не паял ей никогда.
Да, платы заводские, сам делаю только несложные прототипы :) Без маски, даже не микроволной, никаких проблем с пайкой нет. Главное — хороший флюс и не сильно экономить его :)
А зачем я тогда печку делал?
Нет уж, пусть паяет и оправдывает себя. :0)
МС и МК с СМД в печке, паяльник для других целей. Выводные детали и дипы практически забросил. Печка это ж офигенно удобно, а если еще дозатор, вообще песня. :0)
с выводными деталями лично мне не нравится возиться в основном по причине сверловки плат. печки всё равно нет, так что скорость пайки отличается не глобально ;)
Да, самоделка. Вырезано из двусторонего текстолита, диоды выковырял из какой-то светодиодной ленты, какая была под рукой :) Втыкается в штатное питание родной галогенки, сохраняется регулирование яркости, держится тремя ушками из латуни, припаянными с обратной стороны:
комменты жгут! надо завтра перечитать еще раз, особенно в плане альтернативных диспенсеров и насадок.
но если честно — я думал там компрессор уже встроен, отсюда и цена. а если ему еще баллон нужен… хм. фактически там внутри клапан и редуктор. себестоимость — баксов ну 50…
Прошу прощения за некропостинг — Вопрос к автору (если еще тут) — какой диаметр шланга (ID/OD) для подключения сжатого воздуха? Пользуетесь ли рекмендованным 5 мкм фильтром (и какой моделью если пользуетесь)?






















Температуру контролирую по термопаре от мультиметра, руками включая и выключая нагреватели, следя чтобы она не поднималась слишком быстро или слишком медленно.
Паста — SolderPlus 62NCLR-A, термопрофиль составил по данным с этого сайта — clever.ru/viewcat.php?section=2&subsection=204&vendor=488
Коротко: нагрев до 100 градусов в течении 60 сек, потом нагрев до 130 за 120 сек, до 180 за 60 сек, до 210 максимально быстро и выключение. Минут 5 даю платам постепенно остывать, приоткрыв чуть-чуть дверцу ростера и после этого уже вытаскиваю :)
Сейчас добавлю фотографии результата.
И это не только мое мнение.
При плавном нагреве уменьшается коробление плат и улучшается равномерность прогрева компонентов разной массы.
И кроме того — уменьшается выгорание флюса перед оплавлением. Это особенно важно для бессвинцовых паст.
Плату после установки компонентов сушат и только потом паяют.
И еще для того, чтобы паста не брызгалась в печке.
Лично вы дома можете делать как угодно, если качество устраивает.
Чтоб паста не брызгалась, если она не полное гамно, в термопрофиле есть время активации флюса при температуре в районе 100 градусов, 1,5-2 минуты. В это время происходит испарение жидкой фракции и плавление твердой фракции флюса.
И если у вас паста продолжает брызгать, значит или все же паста гамно, или недопилен термопрофиль.
Технологическая карта на каждом предприятии своя.
Паяйте свинцовой пастой дома как угодно.
С бессвинцом на конвейере все становится много сложнее.
Не нужно только свою точку зрения выдавать как единственно правильную.
А с плюмбумфри везде все становится сложнее, даже дома с обычным паяльником…
Я попросил у вас ссылку на описание процесса сушки, хочу прочесть и подчерпнуть важное.
И кстати, мы тут все, возможно ошибаюсь, паяем «дома» и не на конвеере, тем более не используем безсвинцовку, ну вот даром она не нужна.
Тогда к чему все ваши претензии?
Просто процесс пайки сложный и ответственный. И неоднозначный.
Главный технолог на производстве вместе с инженерами отрабатывают техпроцесс под свои печи и материалы.
Поэтому ссылок не будет.
А в последнее время и некоторые производители конвекционных печей начали рекомендовать простой линейный профиль.
При нем обязательно нужна предварительная сушка.
И кстати — некоторые компоненты тоже нужно сушить перед пайкой.
Но при линейном профиле, по моему мнению, либо нужно большое время для пайки,. Либо, как вы говорите, сушка и маленькое время для самой пайки. Чтобы линейно и быстро поднять температуру. Что вместе с сушкой займет опять же большое время. Не вижу выгоды. Да и сам термопрофиль близок к линейному до начала самой пайки, ну может с небольшими перепадами.
Но когда сам пилишь термопрофиль в секундах с тестом качества, хорошо видно что лучше. А лучше, хорошо подогнанный термопрофиль под конкретную печь и пасту.
Но не всякая делает это как надо. Тут важна скорость нарастания температуры.
Пробовал без утепления, не то.
Пришлось разобрать печь полностью и утеплить камеру изнутри стекловатой с алюминиевой фольгой с двух сторон и промазать швы в печи термостойким герметиком.
Все пошло гораздо быстрее и веселее, естественно пришлось пилить термопрофиль заново. :0)
Но мне для сэбэ слишком жирно. :0))
Если есть желание изготовить контроллер самому, хорошенько порывшись, могу скинуть печатку в DipTrace и прошивку. Делал с обвязкой на ардуинке микро вроде… или мини… Забыл, делал давно, архив поднимать надо. Есть возможность установки своих, около десятка термопрофилей, ручная установка и поддержание температуры. Сейчас сушу в ней маску, паяю платы. Очень удобно. Положил плату, установил на нее термопару, нажал кнопку и… вынул запаянную плату. :0)
Или пошарьте по интернету, есть статьи по сборке контроллеров с прошивками.
Про мощность согласен, хотя и 800 Ватт на такой обхем хватает, но киловатта полтора было бы интереснее. А главное — нужен вентилятор для равномерного прогрева всего объема.
Ну печь с али, вам видимо исключительно для бизнеса… Электродуховка же с контроллером и для бизнеса небольшого и просто для себя…
Буду знать, что его можно и по другому использовать :-)
Но если бы было нужно уже штук 30, тогда да, нужно было бы плотно задумываться о трафарете. И о принтере, который стоит как два дозатора… А без принтера слишком много косяков будет. и их исправление как раз и займет сэкономленное время :)
— фрезерным станком своим делаете в оргстекле занижения под платы ваши на 1.5 мм, чтобы они без люфтов вставали, например для 6 шт. и реперные отверстия
— потом достаёте тонкий лист алюминия, и в нем тонким гравером делаете эти площадки в тех местах где стоят платы на орг стекле
— кладете платы в огрстекло, кладете этот дырявый лист, состыковываете на глаз, липо через реперные отверстия, и скребком пасту расталкиваете так чтобы она заполнила все ямки.
а далее и так понятно, главное меньше телодвижений :-)
Да, получается, но без нормального принтера времени убивается почти как с диспенсером :)
Латунь 0.1мм :)
Я вот про что говорю:
На заказ в листе нержавки лазером режется трафарет (черт его знает, где заказываем, но по моему там же, где и сами платы) и далее как описано. Не так дорого, как кажется, но ощутимо. Но вот беда, не все платы паяются по 100 и более экземпляров. Для 10-20 проще дозатор.
Ну, пока там их испеклось штук 20-25, не больше, так что пока не могу сказать что будет после 200 :)
Думаю, можно попробовать помыть и жидкостью для отмывки плат, она тоже замечательно отмывает все следы фрюса. Просто она у меня есть, а амвеевской нет :)
Но это все равно потом…
Запаял, чисто для себя около полусотни, духовка Rolsen KW-2626, какого либо налета и гари не заметил. При пайке только легкий, почти незаметный дымок и небольшой запах.
Вопрос почти в тему: где купить показанные на фото насадки и то куда ставить этот шприц?
Купил флюс и пасту в шприце, а добывать ее оттуда трудно, не могу найти дешевое решение.
Спасибо.
На Ebay и Али найти не смог. По каким запросам там искать?
Искать по «dispensing gun» или «gun dispenser».
В Хроме нажимаете правой кнопкой на картинке и выбираете «Найти картинку» :)
Вот ссылки на именно этот пистолет из найденного:
http://amazon.com/gp/product/B00RORY4ZY и ebay.com/itm/361020798934
Или вот пластиковые — aliexpress.com/item/Adhesive-Dispensing-Tip-14G-25G-TT-tapered-needle-100-pcs-55cc-dispense-adatper-5-pcs/1044059891.html
Но у меня на этот баллон еще и другие планы появились после покупки — попробовать газировать свое пиво :)))
ЗЫ: слышал, что и для велосипедов это нормально :)
И кончится он может в самый неподходящий момент
Хотя я что-то подумал, до платы воздух от него полюбому не дойдет :-)
Но с учетом того, что мне пасту нанести требуется в паре случаев: при ремонте — редко, и при приличном тираже — вроде как и не нужен.
А из шприца пасту давить руками — несерьезно абсолютно.
Пробовал и понял, что это невозможно в принципе — доза непредсказуемая, рука устает и позиционирование никакое…
Ну, или руки кривые :)
Но плюс заслуженный поставил :)
Продавливать MCN-300 через иглу нет никакой возможности, так что или через трафарет, или зубочисткой :)
И в шприце у меня сейчас KINGBO RMA-218 — весьма удобно оказалось.
А конусы… Наверное, прикуплю на пробу наборчик, тем паче что и стоят копейки…
Про MCN-300 не знаю, но вполне возможно, что она и предназначена для трафаретов. Она же в баночках, а не в шприцах?
Взял как то полукилограммовую баночку пасты с низкой температурой оплавления — где то в районе 120-150 градусов, светодиоды думал сажать на нее.
Насчет температуры не обманули, а вот флюс, на основе которого его сделали — что то с чем то.
Смачиваемость никакая, и удалить остатки можно только отверткой.
После того, как я поставил пару звезд — жалко почему то было продавана, да и ведь не обманул — легкоплавкая — он попросил поставить хотя бы четыре.
Я ему в ответ написал, что, по хорошему, и одной звезды много, и объяснил, почему.
В результате лот был просто удален, наверное, перевыставил рядышком…
Может быть это была паста для какого-то специализированного применения?..
Но хреновую смачиваемость полностью списать на то, что я термопрофиль не выдерживал?
Я его и на MCN-300 не выдерживаю по большому счету — но все нормально.
Да и пробовал по разному греть — не работает флюс.
Хуже, чем китайский RMA-223 за 40 рублей тюбик который.
Нет ссылочки случайно или как искать?
Или искать по «tt dispensing needles».
загружаешь в него схему, он сам ездит и плюется пастой :-)
В принципе ничего волшебного
Ну и для автоматического нанесения пасты нужно по-хорошему применять другой принцип дозирования — не давлением воздуха, а шнековой системой, она применяется почти во всех заводских станках :)
Желательно — особливо для больших корпусов — с раструбом.
Что то не встречал я их отдельно, хотя, может, искал плохо…
Сам этот пинцет — откровенное г… Насадки тоже не блещут качеством, что металлические части (травят через одну), что присоски (отлиты криво, травят). Но как-то пользоваться можно, большие компоненты они держат хорошо, а мелочь держится и одной иглой, без присосок :)
Отдельно насадки тоже должны продаваться, надо только поискать хорошо :)
Видимо придется докупить компрессор. :0)
Я такой жду :)
Правда, это чуть дороже, чем дешевый аквариумный компрессор :) Мне вообще досталась некондиция за дешево — один из двух выходных штуцеров был сломан и его уценили с 3500 до 300 руб :)
По хорошему под это дело можно заточить домашний 3д-принтер или чпу-фрезер
А в идеале нужно еще и оптическую систему ставить для юстировки каждой платы и коррекции угла компонента. Народ умудряется дома такое создавать :)
г… и палокпеределанной воздушной помпы, фломастера и шприца :)Сейчас жду посылку с Алиэкспресса с нормальным вакуумным пинцетом, приедет — посмотрю лучше ли он моего самодельного :)
Применяем их для нанесения эмалей на ювелирные изделия.
Раньше эмальеры прокладывали вручную, иголками. Поставили сначала один такой — понравилось. Сейчас у каждого на столе такой. Только очень сложно купить в розницу шприцы с креплением в России. Приходится заказывать в Китае. Вот у нас такой. Покупали за 250 долларов каждый на выставке в Италии.
Шприцы, кстати, продает тот же Аргус. Но упаковками по 50 штук, кажется… И цена с Китаем никак не сравнится.
Мне проще — паста и флюс уже в шприцах продаются. Кончилась паста — выкинул пустой шприц, поставил новый.
А насколько густая эмаль у вас? Вакуумным подсосовм пользуетесь?
Эмаль заливаем вручную в шприцы, потом ваккуумируем под ваккумным колпаком.
У Аргуса я пробовал покупать — дорого и они
пидрусские торгаши короче. Хотел договориться, что бы можно было купить шприцов разного объема, но количество будет больше 50. Принцип — 50 каждого вида. Хрен с вами — заказал по 50 каждого вида на Али. Скоро должны прийти. Вышло чуть ли не 3 раза дешевле чем у Аргусов.завод в Екатеринбурге Аверон делает автоматический дозатор паяльной пасты.
www.averon-smt.ru/catalog/oborudovanie_dlya_SMT_montazha/611/
отличие от показанного:
наличие автоматического режима и режима самообучения.
величина линзы капли, в зависимости от вязкости пасты и диаметра иглы,
регулируется величиной импульса давления с последующим управляемым
импульсом разряжения.
документация лежит на сайте.
Свои платы собираем и паяем на собственном оборудовании.
есть и аргоновые баллоны для микроимпульсной сварки.
Опасность баллона под давлением несколько преувеличена.
Он во времы работы должен стоять в подставке, его не надо бросать вниз редуктором и на ноги, расходовать давление до нуля (всегда оставлять избыточное давление несколько атмосфер).
Если есть конкретные пожелания по прибору, учту со вниманием.
Охватить все не можем, производителей-потребителей мало.
причем с датой выпуска от 1990 года.
работает на напряжении до 12 В.Рекламаций нет.
В отличии от импортного дозатора, блок питания трансформаторный, + на заземленном корпусе 0 В.
www.averon-smt.ru/contacts/
(ваш вопрос узнаю тоже в понедельник.
ограничение-оплата по безналу)
Zestron FA+ (канистра 20л) 2065 руб/литр- под заказ 1-2 недели
5 литровых канистр нет.
(по нашим данным, жидкость Zestron FA используется для мойки плат в УЗ ваннах, для ручной- используют другую)
Да, я в УЗ и мою платы. Жидкость эту использую уже больше года, так что знаю что это и как пользоваться :)
Насчет 5-литровой я ошибся, имел в виду 10-литровую. Знаю, что такие фасовки есть (стоит рядом одна такая с 3-4 литрами остатка).
Я тут загуглил примерный ценник MY500, и вижу что что наша ямаха(названия увы не вспомню) по стоимости раза в 3 дешевле.
В любом случае написаное мною тут, ни что иное как размышление и удивление о существовании таких станков…
В цеху стоят 3 автоматизированные сборочные линии, которые постоянно загруженны на 85-90% с выходом по 2500-3000 плат за полные сутки. Эти линии обслуживают 3 оператора(коим я и являюсь). По каждому станку ежегодно проходит пересчет эффективности и рентабельности. Линиям уже около 5 лет и касательно только одного станка, с такой загрузкой и скоростью рабочего цикла, но окупил себя лишь на 18 процентов, учитывая что он постоянно в работе.
Даже если компания купит такой станок, и при учёте что его будет обслуживать только один человек, окупится он не ранее чем через 20 — 30 лет.
Если интересно, загуглите компания Элтекс в Новсибирске. на ютубе даже видео есть
Но уверен, что компании, приобретающие станки за такую кучу денег, очень тщательно просчитывают финансовые последствия. И раз такие станки выпускаются и покупаются, значит для кого-то они в работе выгоднее, чем трафаретное нанесение пасты :)
Почему именно для трафаретов лучше струйная травилка — да банально боковой подтрав меньше. А на толщине трафарета он уже начинает играть существенную роль.
Когда нужно сделать пару плат-прототипов — зачем резать трафарет? И дорого, и долго.
Я еще помню фрезерные станки, которые могли фрезеровать печатные платы, вместо того, что бы травить.
Вживую не видел, но в одной конторе обсуждался вопрос покупки такого.
Примерно такой получается после них результат:
Хотя да — травление намного производительнее…
Микросхема — с шагом 0.5 мм, отверстия — 0.55 мм.
Вот еще:
Видео:
Жалко только тех дураков, что до сих пор пользуются паяльником вместо паяльного автомата, да и AndyBig вон по глупости купил дорогую и никому не нужную фигню…
Её и изнутри то не всегда разглядишь…
Естесвенно паяльник ничто не заменит, но и покупать паяльную станцию ради оторвавшегося проводочка будет глупостью.
Я же говорю — не экономист я, не пойму я этого…
Когда мне нужно было посадить на звезду пяток одноватных светодиодов — мне хватило зубочистки.
Когда принесли сотню — пошел к друзьям в рекламное агентство, они мне вырезали на листе магнитного винила дырки под звездочки и на пленке для ламинирования — дырки под пасту.
Из винила пришлось резать даже два — один слой тонковат.
А вот если вдруг потребуется что то более мелкое — все таки светодиод довольно крупная фигура — и паять надо будет десятка два хотя бы — закажу трафарет из металла, ибо окупится.
А одну платку я уж как нить зубочисткой… :)
Смысла нет трафарет делать.
У меня один товарищ подобную проблему решал так: взял ванночку для лужения, типа такой:
Выточил железяку — то ли медный, то ли люминевый цилиндр, немного припоя в ванну, цилиндр туда, все это дело разогрел.
Кладет на цилиндр звездочку, прутком припоя лудит нужные области, потом сверху кладет светодиод и через некоторое время аккуратно снимает пинцетом звездочку со светодиодом.
И сделал так под сотню, наверное.
Мне такого не понять — я для такого слишком ленив.
Так что пяток я сделаю и зубочисткой, а когда больше — у меня сейчас лежат два готовых шаблона, под обычные одно- трехваттные, и под CREE.
Потому как приходится относительно часто их паять.
И сетка металлическая, на рамку натянутая — печку все никак сделать не соберусь, а так кинул звездочки на сетку и снизу феном по очереди.
Надеюсь, все таки руки дойдут и до печки, и просто до нижнего подогрева именно в плане пайки светодиодов на звездочки.
Кстати, никто в печке не паял светодиоды?
Потому как греть их сверху феном — полный идиотизм, а вот в печке, если не перегревать — вроде все должно быть нормально?
Чувствую, в скором времени таки придется пробовать — надоело мне феном их паять.
Количество требует перестройки, хорошо хоть пока эти количества бывают нерегулярно :)
Чтобы выставить его температуру, нужна куча времени и не меньшая куча терпения.
Пробовал, не хватило ни того, ни другого…
светодиоды были самсунги, мелкие квадратные. никаких проблем ни с диодами ни с компаундом не заметил.
вывод: для серьёзных работ — серьезное оборудование. для мелочевки — хватит и утюга.
Мне просто на утюге через простейший диммер не удалось получить приемлемую температуру — такое впечатление, что ему и 30В хватало для разогрева, только медленного.
Можно, конечно, изгалиться, но не понравилось мне.
Не хотелось мне снимать с утюга звездочки с незастывшим припоем…
Расставляешь на пасту или на обычный припой и нагреваешь.
Дело в том, что если те же одноватники перегреть — они работают, но…
Пространство между линзой и кристаллом заполнено гелем, насколько я понял, и при перегреве там образуются пузырьки.
Неприятно как то…
Трафареты не дадут мне существенного преимущества при моих объемах, но заставят вложиться изначально раза в 4-5 больше. Зачем? Чтобы тратить на монтаж партии не 3 часа, а 2 часа 40 минут?
Когда я говорю, что я не экономист — это не значит, что у меня по арифметике двойка была.
По арифметике как раз пятерка…
Я двже догадываюсь, что любой продукт хорош в своей нише и совершенно бесполезен, а то и вреден в соседней.
Если выбирать всю лишнюю медь — долго :)
Мне под светодиоды резали на таком:
Но на нем все таки не очень хорошо получаются мелкие детали на жесткой пленке.
Возможно, надо просто подобрать материал…
А то, которое рядом — только вот такой силуэт, к тому же там мне бесплатно делают :)
а маска — займёт одинаковое время что при фотоспособе что при фрезеровке платы.
www.youtube.com/watch?v=bcF7LS2_yG4 — вот пайка обычным T12-BC2 :)
Увольте. Потом еще оплетку нужно сопли собирать…
Я лучше с маской и почти поровну каким жалом, а лучше в печке. :0)
И вообще, не все ли равно, травление или фрезер, с маской или без?
Судя по виду плат, хозяин обзора не делает их дома, а заказывает на стороне. Может только так, одну-другую траванет, чтоб навыки не потерять. :0)
ft232 микроволной паял лично на самодельную плату без маски. любым другим жалом — гемор, с последующим гемором с оплёткой, а вот микроволна — всё припаялось без всяких соплей. так что или неправильная микроволна была, или не паял ей никогда.
Нет уж, пусть паяет и оправдывает себя. :0)
МС и МК с СМД в печке, паяльник для других целей. Выводные детали и дипы практически забросил. Печка это ж офигенно удобно, а если еще дозатор, вообще песня. :0)
«Я его слепила из того, что было»© :) Несколько светодиодов, кстати, уже сдохли :)
но если честно — я думал там компрессор уже встроен, отсюда и цена. а если ему еще баллон нужен… хм. фактически там внутри клапан и редуктор. себестоимость — баксов ну 50…
www.itead.cc/open-pcb/
Качество у них на высочайшем уровне.
И дешевле и увлекательней.