
Когда речь идет о композитном пластике для 3D печати, я сразу вспоминаю про какие-нибудь стеклонаполненные пластики ABS/PA/TPU для технички, либо про «декоративные» добавки в PLA.
Но сегодня у нас на обзоре ни рыба, ни мясо — PETG композит с добавлением карбонового волокна. Посмотрим, насколько оправдана как минимум двукратная переплата по сравнению с хорошим PETG.
Угленаполненный PETG Eryone есть на ozon и на aliexpress в официальном магазине, но в последнем подороже (на момент написания обзора). Коробка одинаковая, но в лоте на ali катушка из переработанного картона, с ozon — пластиковая (как в некоторых других лотах Eryone, но без фирменной наклейки во всю катушку). В лоте на ozon указано, что товар 100500% оригинал, и в опте катушки идут пластиковые. Написанному верить.
Поставляется пластик в коробке из переработанного картона с крайне минималистичным черным принтом.


Катушка находится в плотном вакуумном зип-пакете с силикагелем — в том, что воздух откачивали, никаких сомнений нет.


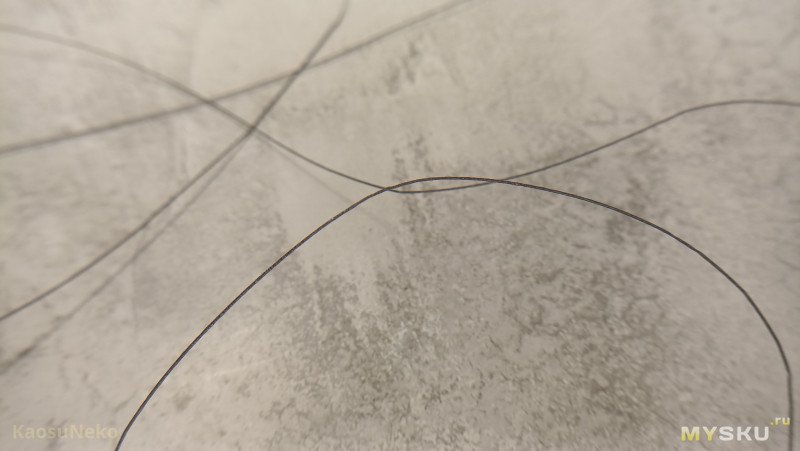
Пластик практически чистый, но местами встречаются короткие очень тонкие нити — не исключено, что то самое углеродное волокно. Катушка аналогично имеет незначительные загрязнения.
Витки уложены не идеально, но конец зафиксирован хорошо (Недавно приехала катушка 123, у которой конец выскочил). Размеры катушки 200*64 мм.
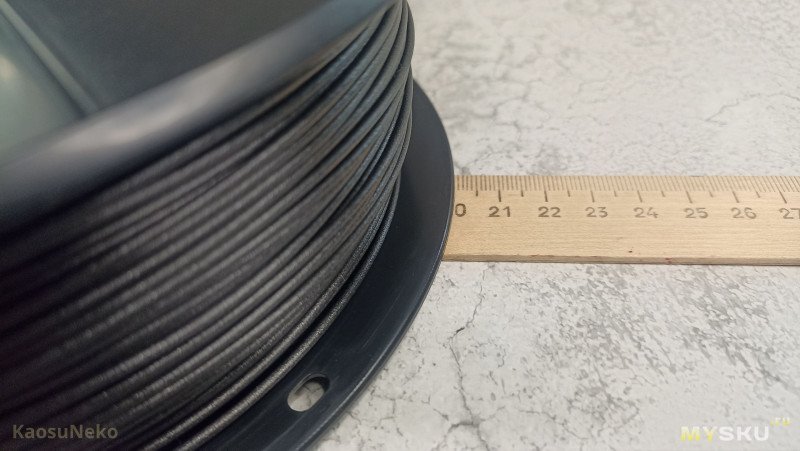
Вес с катушкой 1189 г.

Разница в цвете «Черный с карбоном» VS «Черный глянцевый» хорошо видна в сравнении филамента и катушки. Черный полуматовый, с графитовым оттенком, или блеском как сатин, кому какая аналогия больше нравится.
Шершавость прутка немного поменьше, чем у ABS GF-4 (стекловолокно 4%) от Filamentarno, сравнима с ABS Carbon от FDPlast.

ABS карбон от FDPlast (естественно черный) выглядит примерно так же, и печатные детали получаются отличного внешнего вида. По сравнению с простым ABS, угленаполненный — имеет меньшую усадку, большую температуру стеклования, заметно тверже, имеет матовую шершавую поверхность, хорошо скрывающую слой 0.2мм (за исключением нависаний). Вот только то про ABS, а у нас — PETG.

Диаметр пластика 1.775 мм (укладывается в заявленный допуск 1,75 мм ± 0,03 мм ), но стоит учитывать, что реально сечение будет меньше из-за неровной поверхности филамента.
Тестирование
Принтер для тестирования: Flashforge Adventurer 5M, хотэнд Bambu Lab, сопло 0.4, слой 0.2, штатный обдув. Пластик НЕ сушился. Сопло нужно КАЛЕНОЕ, штатное 0.4 у FF A5M не подходит, только 0.6 и 0.8 мм. Большинство композитных филаментов абразивные и быстро изнашивают латунные и стальные НЕ каленные сопла.
При заправке прутка нить из сопла относительно равномерная, не щелкает, не трещит, не парует, на ощупь слегка шершавая. Адгезия на PEI при печати превосходная.


Башенку сначала отпечатал 250-220, но потом решил понизить до 200°. Башенки удалось сломать по разной температуре, но просто я сильный это еще не показательно.
До 210°С включительно тонкие стенки разделяются канцелярским ножом по слоям. Более массивные детали можно начать резать вдоль слоя, но расщепить не получается. На 215°С ситуация налаживается. Оптимально по прочность/качество будет 220-230°С, выше уже штатный обдув не справляется.
Коэффициент потока получился 0.93
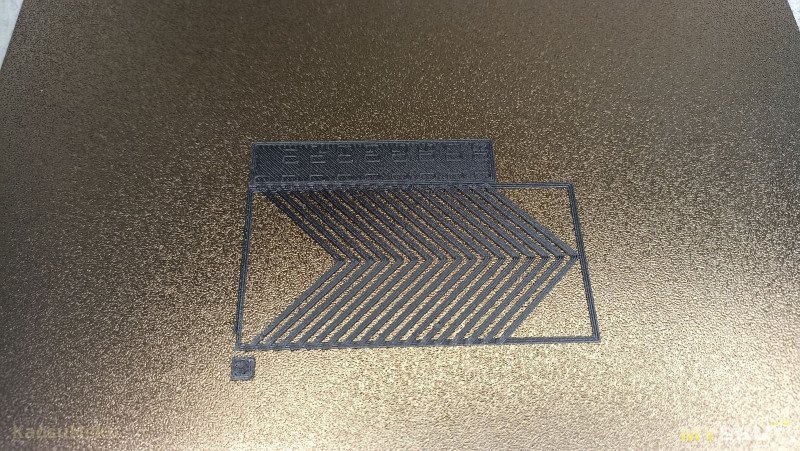
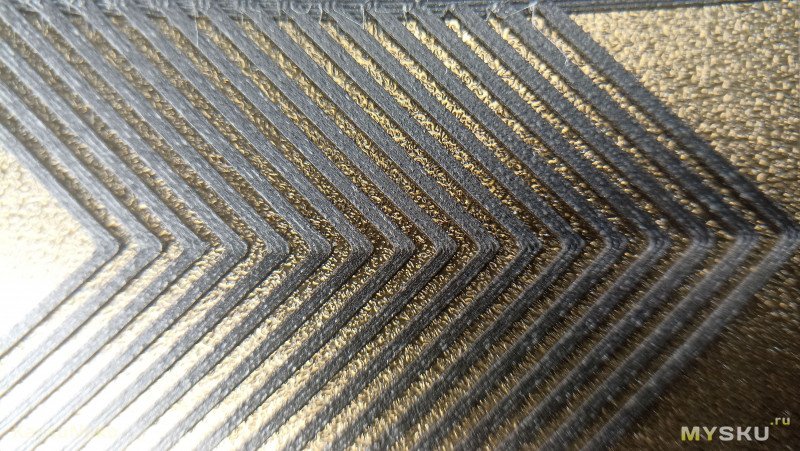
На первом проходе разница между 0 и -5 не очевидна, середина заполнения получается аккуратная и там, и там, но в углах на 0 есть небольшие наплывы
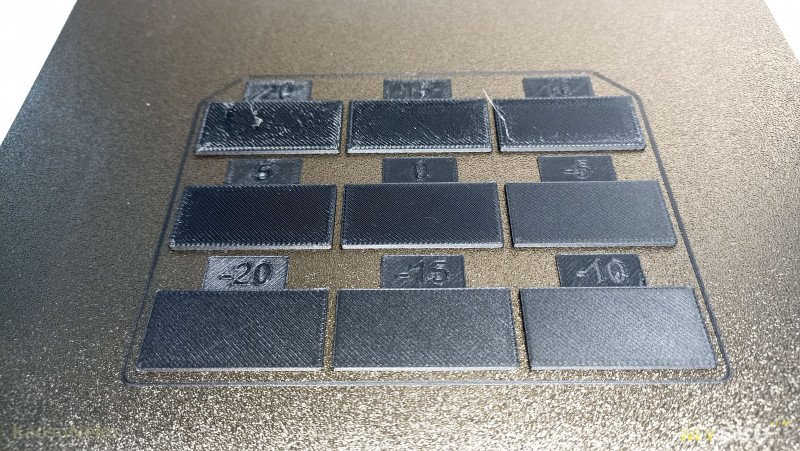

На 2 проходе на -4 уже видны щели, так что здесь оптимально -2 -3


Pressure Advance оптимально около 0.03
Тест максимальной скорости потока 5-30 мм³/с на 220°С. С 20 мм³/с начинаются дефекты, с 25 печатать невозможно. Можно задрать температуру для массивных деталей, но тогда с мелочевкой не справится обдув.


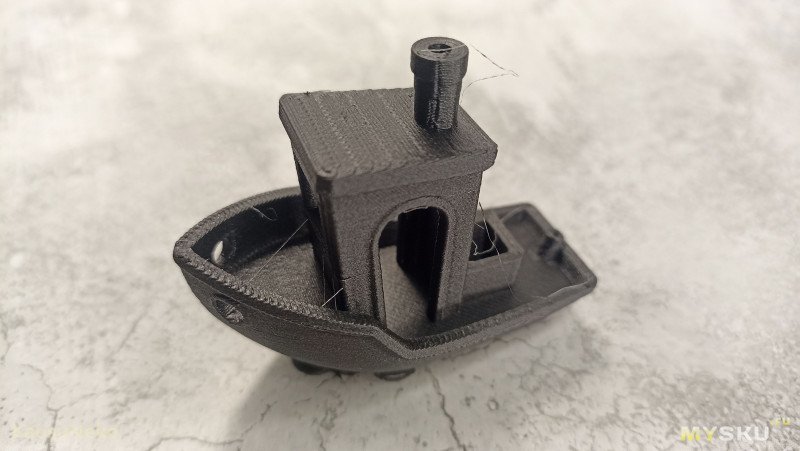
3DБенчи

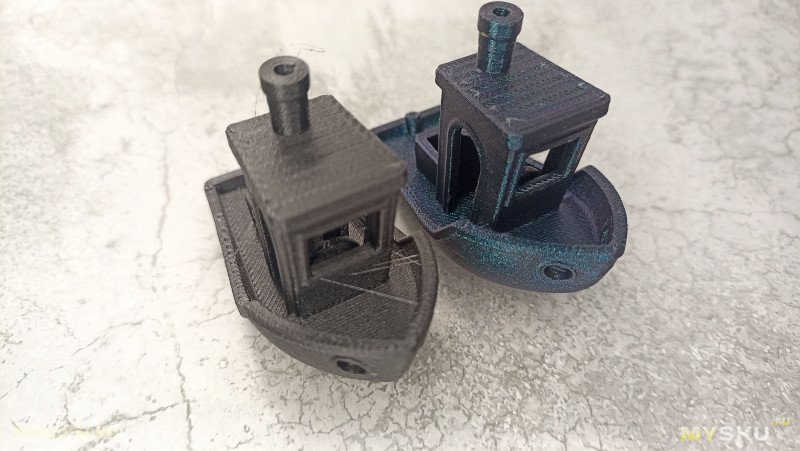
Сравнение с PLA, что был в комплекте с FF A5M

На бенчи местами есть паутинка, преимущественно углеродного волокна (фен помогает не везде). С башенки протянулась нитка сантиметров 5.
Разница в прочности напечатанных деталей по сравнению с обычным PETG не так заметна, как у простого ABS и ABS композита. Но сломав несколько деталей видно, что армирование все-таки оказало положительное влияние. При этом температура плавления получилась примерно та же, что и для простого PETG, из-за чего этот филамент в ряде случаев не сможет конкурировать с ABS композитами.
Что стоит отметить отдельно — так это внешний вид. Я не любитель глянцевых поверхностей, и, на мой взгляд, Carbon Fiber филамент смотрится отлично — полуматовая шершавая поверхность (GF-4 стекловолокно выглядит более грубо), скрывающая слои.
| +33 |
1108
27
|
| +35 |
2267
37
|
| +21 |
630
8
|
А наклейка во всю катушку есть? На моей пара наклеек из термопринтера, есть непонятная маркировка, если это дата — то 2405
Единственное — у PETG Carbon все равно лучше адгезия слоев, чем у ABS карбон/стекло, особенно на тонких стенках, поэтому можно печатать на открытом принтере или сильно поднять скорость относительно ABS.
В идеале бы посмотреть прочность и твердость, изменения должны быть. Иначе непонятно зачем делать практически декоративный материал с очень дорогим наполнителем.
Доступа к специализированному измерительному оборудованию нет, а при измерении подручными методами… прочность — ладно, можно намерить килограммами, с твердостью сложнее, да и выборку тогда уж нужно побольше.
Так есть и PLA с карбоном — вот это точно только декор. А PETG вполне себе для технички, так тут еще чуть-чуть лучше мех.характеристики и внешний вид очень неплох.
Всё равно что в бетон арматуру на гриндере покрошить…