В общем увидел как то этот наборчик сверлышек 0.6-1.5mm Carbide PCB Drill, думаю надо прикупить, обязательно пригодиться.
Ну и купил. Посылка шла бодро хоть и без трека, за чуть больше пару недель дошла.
Ну и теперь нужно этот наборчик обозреть. Тем более были как раз работы по его применению в реальном деле.
Об этом позже.
Хочу обратить ваше внимание, что обзор именно на Набор сверлышек для электронщика, всё под рукой 0.6-1.5mm Carbide PCB Drill
Поэтому на все вопросы которые смогут у вас возникнуть, я не обязан отвечать. Там по хорошему, может и на книгу набраться.
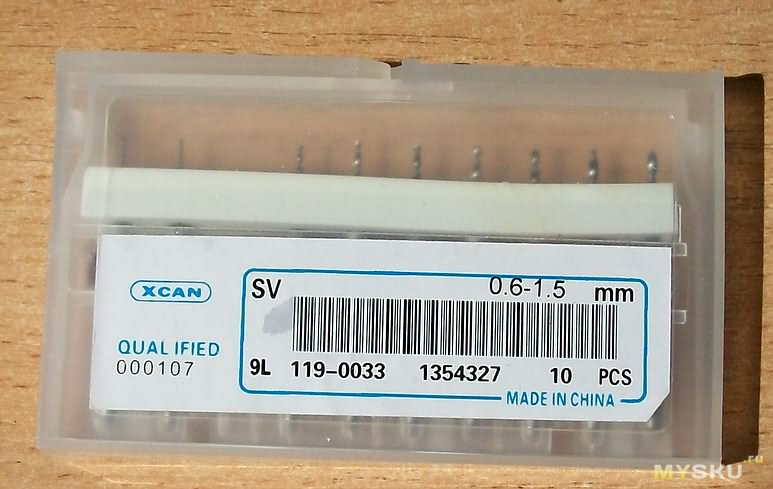
Смотрим сам набор в коробочке, одно сверлышко на 0.8мм у меня в станочке заряжено. Как раз им и сверлил.
Ниже вам на видео покажу.
Шаг диаметров у сверлышек вот такой 0.6mm, 0.7mm, 0.8mm, 0.9mm, 1.0mm, 1.1mm, 1.2mm, 1.3mm, 1.4mm, 1.5mm
Как видим на фото. На каждом сверлышке колечко, на котором должна быть маркировка, ну а также оно для правильной установки сверла в патрончик.
Как видим, есть не у всех. Определяйте по цветой градации штанов, как в фильме Кин-Дза-За.
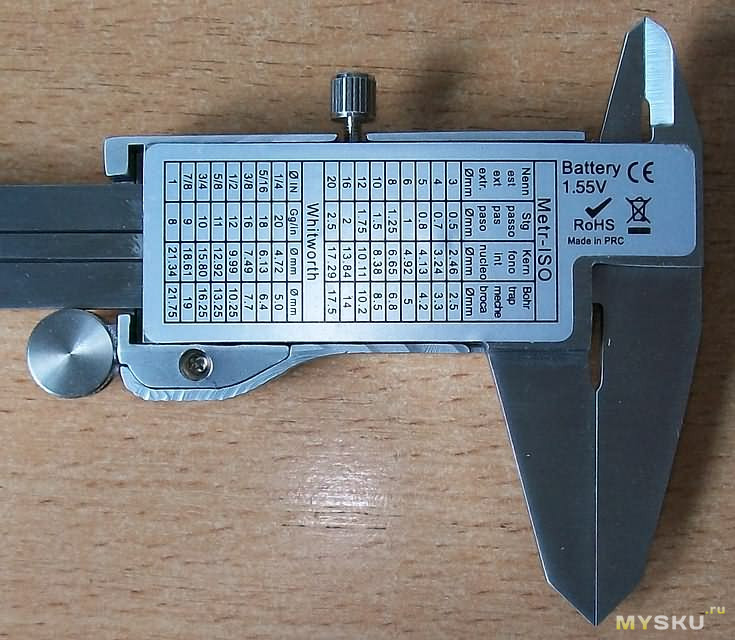
Ну мы для этого имеем суперточный штангель. Опять же из Made in PRC
Угадайте, откуда? Ладно не буду томить.
Это сейчас у китайцев такой хитрый ход, чтобы не обзывали подвальным изделием. Made in PRC означает «Сделано в Китайской Народной Республике», что по-английски пишется так: Made in People’s Republic of China.
В общем вот красавец.
Всё как положено из металла типа нержы.
Им и будем промерять. Десяток не вышел, но кое что я вам покажу.
Замеры диаметров сверлышек
Как видим очень противоречивая картина. Кто то из них немного привирает. Эталона у меня нет, поэтому только догадываемся кто. Хвостовики фрез и сверел, кстати точно 3.15 мм как в магазине.
То ли заготовки делают, где то более точные?
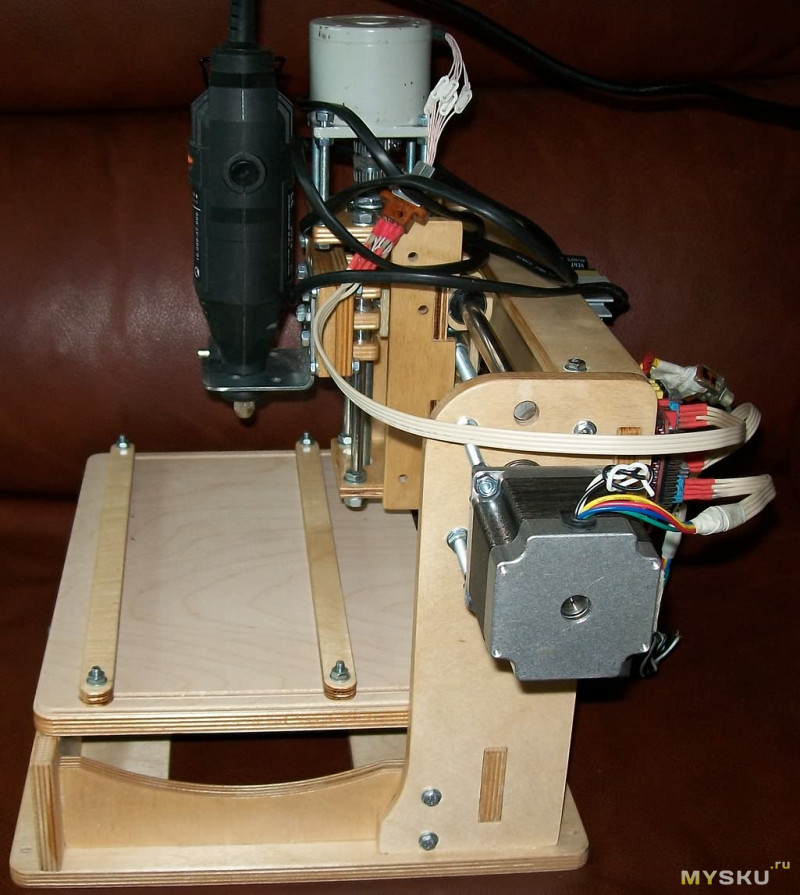
Теперь переходим непосредственно к самим работам, то есть в деле будем опробовать, на последней моей разработке ЧПУ фрезерный Малек, но это еще более усиленная модификация Крепыш.
Вот он красавчик.
Не какая то хилая китайская рама, с Нема 17 и шпиндельком никаким. У нас Нема 23 и «мощнючий» Дремель.
Дремель взял из за того, что он тихий, по сравнению с более мощной и голосистой Хильдой 400 ватт.
В общем запускаем и смотрим.
Ну примерно как теплое масло тыкаем. Соседи в двери не ломятся, хотя рядом очень чуткие бабульки живут.
Чуть что, сразу вам в гости… напрашиваются…
Не идут… Значит всё в норме.
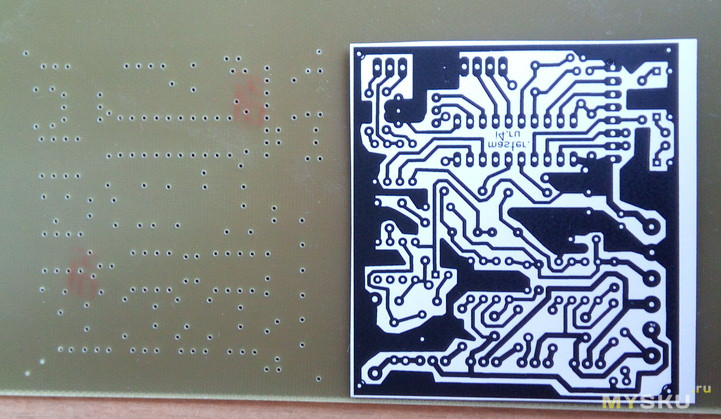
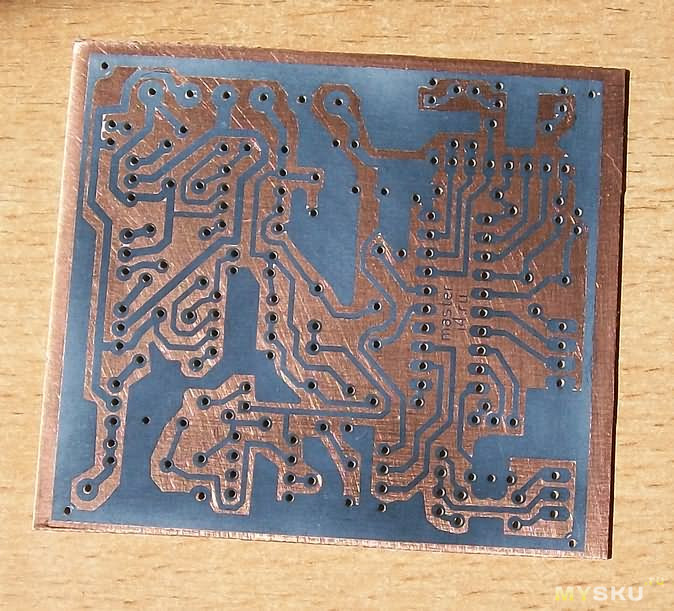
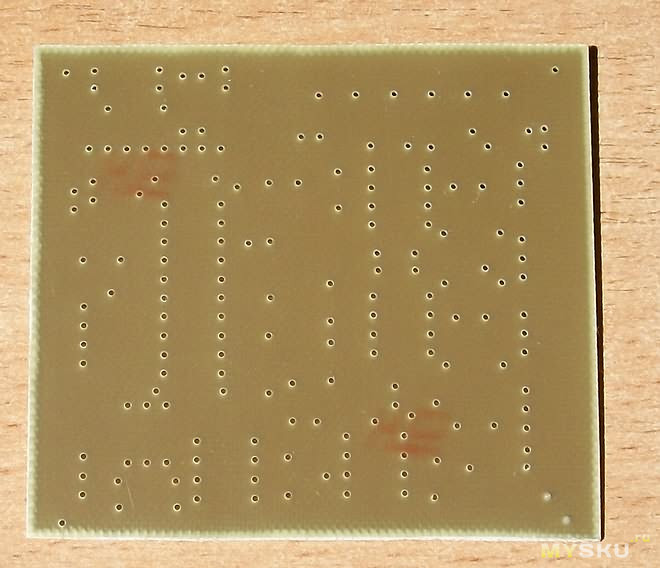
После высокоточное процесса работы, имеем такое изделие.
Можно конечно и фрезернуть и сканером пройтись высоты платы промерить, как многие в ютуб что то похожее делают.
А мы их утюгом или термпрессом придавим… уж наверняка.
Но я проще делаю. Беру пару иголок втыкаю их в лазерный шаблон и делаю методом под кодовым названием ЛУТ.
Здесь немного поторопился, для большей точности, нужно было 3-4 иголки воткнуть и расправить шаблон лучше.
Ну извиняйте, дальше исправлюсь. Обкатываем ведь новую технологию. А то ютуб весь заспамят, своими супер крутыми методами. У нас проще и быстрей. Качество примерно такое.
Ну вроде подробно вам показал, что может делать наборчик сверл для электронщика.
Отвечаю не забываем про наборчик. Всё остальное, тоже подробно расписано, но большой объем инфы.
Сюда как то не подходит.
Планирую купить+31Добавить в избранноеОбзор понравился+25
+62
Прикольно Вы придумали ))) Учитывают материал сверлени, биение шпинделя и т.п.?
Даже ГОСТ покажете нам? А то не могу перестать смеяться )))
Отсмеетесь — изучите технологию машиностроения. Учитывают, как ни странно. Даже для разных обрабатываемых материалов сверла имеют разную форму. А по поводу китайских ГОСТов и ТУ — это к китайцам.
Обычно лучше признать, что ошибся, но раз так. Я все еще продолжаю смеяться, так как ссылок на документы у Вас нет. А у меня есть ГОСТ 2034-80. Про диаметр получаемого отверстия там ни слова.
это к китайцам
На сверлах всегда указывается диаметр отверстия после сверления.
Ладно, вижу заголовки читать умеем. А вот разобраться с сутью похоже нет.
Вот цитата, чисто для самообразования, если интересно «признать национальными стандартами государственные и межгосударственные стандарты, принятые Госстандартом России до 1 июля 2003 года»
в ролике заглубляется медленно, можно скорости по Z добавить, до 200-300мм/мин (если механика позволяет) полагаю там порядка 18тысяч? судя по звуку, а так годный результат
да, и сверлить стеклотекстолит лучше с пылесосом, вредная штука эта — пыль от стеклотекстолита, вредная как для механики станочка (абразив), так и для ваших легких
Можно было и зетку также поднимать на 0,5 мм для скорости, а не 2 мм.
В принципе 9 минут плата, более сотни дырок, меня устраивают.
Пылесоса просто не было под рукой, лень было за ним идти.
Пыли не так уж и много, электронщики знают.
В принципе 9 минут плата, более сотни дырок, меня устраивают.
Вручную быстрее сверлить. Уже писал как-то, сверлил большой объем срочно, вручную выходило примерно 1 секунда на отверстие, правда без учета времени на заточку сверла.
У Вас выходит примерно в 5 раз дольше.
И да, все таки отверстия, дырка это немного другое.
А я твёрдосплавными ))) Хорошие были времена…
Теперь да проще на производстве но иногда то хочется самому замутить платочку. Или нужно сделать прямо сегодня чтоб проверить идею а не ждать даже 4 дня доставки с производства.
Вообще в интернет сообществе часто спорят что быстрее CNC или ручная работа и тут как кто привык. Иногда действительно быстрее сделать вручную.
Мои несколько попыток закончились поломанными сверлами :(
Вообще в интернет сообществе часто спорят что быстрее CNC или ручная работа и тут как кто привык. Иногда действительно быстрее сделать вручную.
На этапе прототипов или просто мелких плат лично мне быстрее вручную.
Но если речь идет о более чем 2-3 платах, то станок выиграет так как надо просто повторить программу, а самому можно пойти кофе попить.
Да пусть даже и быстрее, но разве эти минуты что-то решают? Олимпийского вида спорта «сверление плат на скорость» что-то не припомню. Дело это монотонное и надоедливое, плюс ещё и грязное. И ошибки не исключены (я очень часто пропускал отверстия, приходилось возвращаться).
А тут закрыл коробкой, дабы пыль не летела, и делай свои дела, если уверен в станке.
Да пусть даже и быстрее, но разве эти минуты что-то решают?
Дело не в быстрее, а в том, что вручную обычным сверлом получалось в 5 раза быстрее, чем на станке с твердосплавным.
Это говорит только лишь о том, что скорость работы станка еще есть куда повышать, особенно в плане подачи шпинделя.
В принципе 9 минут плата, более сотни дырок, меня устраивают
дело еще в том, что при высоких оборотах и относительно низкой подаче сверло дольше трется о стенки отверстия, что способствует более быстрому износу
все относительно, там часть совсем мелкой пыли поднимается в воздух, а затем в легкие и там накапливается, она даже глазу не видна, в общем как знаете, каждый сам себе хозяин:)
Да выйди на улицу, там тебе с выхлопухи так пахнут.
Еда в магазинах отрава.
Свинец конечно тоже вредная вещь, но вдыхать стекло куда опаснее, не говоря о том, что концентрация выхлопа на улице и на столе дома, заметно отличается.
В вашей отделке квартиры, столько различных ядов. Которые начинают бурно выделяться, при повышении температуры.
ну вы уже утрируете :), концентрация вредных веществ в типичной квартире для здоровья намного более безопасна, чем пару миллиграмм стеклянной пыли летающей в воздухе, с 1-2 палат вероятно ничего не будет, а когда этих плат больше… да если еще и кроме сверловки вы делаете обрезку стеклотекстолита с помощью "«кукурузы» то там пыли будет просто атас…
Странно, о здоровье волнуетесь, а не в курсе про пластики и различные хим. смолы в том же ЛДСП и т.д. и т.п.
Выше Вам объяснили, но Вы продолжаете нести чушь.
1. Концентрация совсем другая.
2. Стекло из организма не выводится, в отличии от тех же ядов.
3. Иногда источника вредных веществ тяжело избежать, здесь можно.
4. Если кругом машины, плохая еда, окна, так давайте начнем колоться, курить, пить, пользоваться свинцовыми ложками, ведь все равно вокруг все плохо.
Температура плавления ПВХ составляет 165-170 °С, однако при нагревании свыше 135 °С в нем начинаются процессы деструкции, сопровождающиеся отщеплением атомарного хлора с
Как то подоконники ставили на множестве окон.
Летом жарко…
Так они все сплошь начали пузырями вздуваться.
Сняли увезли в магазин обратно, вообще без разговоров забрали и деньги вернули.
При +60 трупы будут и без окон — белок сворачивается при +42, кондиционеры есть далеко не у всех, а охлаждение испарением пота имеет свои пределы по теплоотводу
Я имею в ввиду, то что на плате, там где должны быть дорожки, у Вас пустое пространство. Когда начинал, обычно забывал отзеркалить, а тут инверсия, поэтому и спросил.
Упс, не разгледел что это до травления, а не после.
Привычка печатать на «самоклейке» и отрывать на горячую, без отмачивания. (цвет тонера получается черный)
Странная цена какая-то, 4.39 за 10 штук. Писал обзор набора из 50 штук, было $9.59. понятно что там всего 5 диаметров, а не 10, ну так и цена куда как ниже.
Но все мои попытки пользоваться такими свёрлами привели к тому, что буквально после десятка отверстий они просто ломались. Если обычное сверло ломается только при больших нагрузках, то твердосплавное гораздо более хрупкое, это плата за повышенную твердость и больший ресурс работы.
Собственно потому такие сверла с ручными сверлилками противопоказаны, результат можно увидеть на этом фото :(
Вы обратили внимание, что фраза made in japan взята в кавычки? Но что они могут быть и реально японскими вполне допускаю. Аргументы насчет цены — ниочем, я несколько лет занимался для одной фирмы «добычей» электронных компонентов по ценам в разы ниже чем может получить самый крупный официальный дистрибьютер. И компоненты были новыми и самыми настоящими. Есть в Гонконге такие злачные места…
одно дело электронные компоненты, где цена по экспоненте взлетает вверх, в зависимости от партии и другое дело твердосплавный инструмент.
качественный инструмент известных брэндов сам по себе дорогой, сырье не дешевое, качественная заточка тоже стоит денег, и в итоге японское сверло для машинной обработки не может стоит 20центов, это даже ниже его себестоимости.
из за накруток магазинов разница может быть в полтора-два раза, но не в десять, когда такая разница в цене это однозначный фейк.
впрочем вы можете поверить в чудо, купить эти 20центовые «японские» сверлышки и думать, что они японские, но таковыми они не станут ;)
если не жалко времени, можете запросить в union tool на предмет стоимости например того же UTDLX2125-188 — в партии от 1000штук, более чем уверен, что цена будет максимум раза в два меньше, чем в розницу.
вы можете поверить в чудо, купить эти 20центовые «японские» сверлышки и думать, что они японские
Да как бы безразлично их происхождение — ими не хвастают, а работают. И сверлят они замечательно. Китайцы продают БУ свёрла переточенные. Для домашнего использования вполне достаточно. Платить за бренд в данном случае просто не имеет смысла. Если есть станок, то лучше для сверления плат не придумать и гораздо дешевле стальных сверл.
происхождение напрямую сказывается на качестве данного инструмента, и соответственно его ресурсе.
китайский карбид-вольфрама намного хуже по качеству того же европейского, китайцы не умеют правильно спекать порошок и получать из него заготовки для изготовления режущего инструмента, те китайские фрезы и сверла, которые изготовлены из импортных заготовок, при сопоставимом качестве, по стоимости получаются даже дороже европейских и американских.
кроме того, не видел еще пока что ни одной фрезы китайского производства, которая была бы так качественно заточена, как например американские фрезы Kyocera
кроме того, все то, что продается на али — фрезы и прочее, все это сделано из самого отстойного китайского твердосплава hrc45.
хорошая статья про китайский твердосплавный инструмент www.topincity.ru/Info.htm
до сих пор актуальна.
Повторю — для домашнего использования просто шикарный вариант! За год использования ни одного сверла не затупил (правда парочку сломал, но это сам виноват). Так зачем покупать дорогие и качественные, если этих хватает с головой?
японские сверла за 2бакса за десяток да еще и с фришипингом? кхм…
вычесть стоимость доставки, которая заложена в эти сверлышки, и получаем стоимость около доллара за десяток — одно сверло из твердосплава по 10центов? бгггг… новое, да еще и японское? такое даже в сказке не бывает :)
платы неинтересно -я такими сверлил как то отверстие в щупе чтобы вставить подпружиненную иголку — нормально сверлит, правда хрупкое очень, сломал пару в процессе
Стоимость очень низкая, это сверла б/у неоднократно переточенные и сверлившие не одну сотню тысяч отверстий. То-есть выбраковка после промышленного производства плат которую снова заточили в Китае, стоит присмотреться к маркировке сверл — одинаковый ли шрифт и смысл надписи на хвостовике.
Эти сверла имеют разные заточки под разные обороты и подачи, в наборах как у топикстартера это никто не учитывает. Лучше покупать наборы где все сверла одного диаметра и взять ходовые для любительства диаметры, такие дороже но больше шанс купить не использованные или малопользованные и хорошо заточенные.
Главный минус который нашел для себя — стоимость инструмента для изготовления качественной ПП в домашних условиях сожрет бюджет больше чем заказ готовых заводских. Например к этим сверлам обязательно нужен станочек с низкими биениями и оборотами выше 18000rpm.

















На сверлах всегда указывается диаметр отверстия после сверления. Диаметр самого сверла немного меньше.
Значит Made in PRC рулит?
Хорошо, хоть назвали не ЕПРСТ…
Даже ГОСТ покажете нам? А то не могу перестать смеяться )))
Вы китаец?
Ну вот например www.petkach.spb.ru/editors-column/2003/325-69.html
Вот цитата, чисто для самообразования, если интересно «признать национальными стандартами государственные и межгосударственные стандарты, принятые Госстандартом России до 1 июля 2003 года»
Засим откланиваюсь, скучно.
да, и сверлить стеклотекстолит лучше с пылесосом, вредная штука эта — пыль от стеклотекстолита, вредная как для механики станочка (абразив), так и для ваших легких
В принципе 9 минут плата, более сотни дырок, меня устраивают.
Пылесоса просто не было под рукой, лень было за ним идти.
Пыли не так уж и много, электронщики знают.
У Вас выходит примерно в 5 раз дольше.
И да, все таки отверстия, дырка это немного другое.
От сотни отверстий да, а от тысячи?
Видно у вас глаз орла и рекция барса. ;)
А вообще, меня занудство это операции, просто убивает.
Да и еще и диаметры сверл, у вас какой на 1 сек?
Кернить не надо. просто при подготовке печати делаете отверстие 0.5мм, потом после травления у Вас будет точка без меди в пятачке.
0.7 мм, если не путаю.
Сверлом например 0.6. Иногда, еще и соскользнуть может.
Поэтому я и кернил наверняка, чтобы не загубить плату.
Да хоть 0.5, какая разница, нюанс в том, что сверла были обычные, а не твердосплавные, тогда бы переломал точно.
Сверло попадает в ямку заготовки для будущего отверстия, обычно проблем нет.
Сверлил платы твёрдосплавными свёрлами вручную 0,7~1,0мм получалось не плохо но требовало серьезной силы воли. Отверстия делал кажется 0,3мм для центровки сверла и всё попадалось легко.
Потом таки надоела эта ювелирная работа и собрал станочек для сверления часа за 2 (выглядел просто ужасно) и стало жить проще.
Теперь же на CNC 24000 об/мин 1200мм/мин по всем 3-м осям быстро и без мужественных усилий. Drill экспортируется в G-code секунды.
Потом фрезеровка краёв платы 1мм «кукуруза» 700мм/мин 24000 24000 об/мин. Станок в корпусе и там работает воздушный фильтр.
Только платы сам я теперь делаю раз в 3-4 месяца ибо китайцам отдать проще.
А по существу такой набор я тоже купил но 0,6 сломал уронив на пол и всё. Так что теперь буду брать просто по 10 штук нужных мне диаметров.
Я сверлил не твердосплавными сверлами.
Это было лет так 10 назад, тогда станочки были большой редкостью. Сейчас мне гораздо проще заказать платы на производстве.
Теперь да проще на производстве но иногда то хочется самому замутить платочку. Или нужно сделать прямо сегодня чтоб проверить идею а не ждать даже 4 дня доставки с производства.
Вообще в интернет сообществе часто спорят что быстрее CNC или ручная работа и тут как кто привык. Иногда действительно быстрее сделать вручную.
На этапе прототипов или просто мелких плат лично мне быстрее вручную.
Но если речь идет о более чем 2-3 платах, то станок выиграет так как надо просто повторить программу, а самому можно пойти кофе попить.
А тут закрыл коробкой, дабы пыль не летела, и делай свои дела, если уверен в станке.
Это говорит только лишь о том, что скорость работы станка еще есть куда повышать, особенно в плане подачи шпинделя.
все относительно, там часть совсем мелкой пыли поднимается в воздух, а затем в легкие и там накапливается, она даже глазу не видна, в общем как знаете, каждый сам себе хозяин:)
Очки есть, луч пошел почистил и выплакал.
Еда в магазинах отрава.
Более 100 лет, мало кто выживает.
Кстати совсем здоровые, как то резко заболевают, вплоть до фаталити. То ли имунитет у них не вырабатывается?
Кстати помните Хромую лошадь, когда за 5 минут все трупы?
В вашей отделке квартиры, столько различных ядов. Которые начинают бурно выделяться, при повышении температуры.
Те же пластиковые окна.
За 50, газовая камера, Бухенвальд.
Зачем добавлять одно к другому?
Я понимаю когда нельзя избежать чего-то, например та же еда и машины, но здесь то можно. Например сверлить в ванночке с водой.
Угу, при температуре горения, у Вас часто дома отделка горит?
Вы китайцам это расскажите. про ручное.
А китайцы тут то каким боком? Я о своем здоровье волнуюсь, а не о здоровье китайских рабочих.
Ваше упорство мне напомнило известную цитату
(начиная с 6минуты)
и все будет ок :)
У меня ведь дома не производство, так разово.
кстати если гравировать ПП, неплохо помогает немного мыльной воды на поверхности платы, и граверу легче и пыль не разлетается
Компы раньше делали железные корпуса, сейчас пластик.
Там нагрев.
Более 50 градусов, в пластике процессы начинают.
А многие сейчас покупают 3Д принтеры и радуются.
Про окна была хорошая статья. Быстро её удалили.
Странно, как и раньше, так и сейчас корпус металл, морда — пластик.
Впрочем у меня компьютеры дома в полностью металлических корпусах, все.
Что то у вас явный пробел в этой области.
Там голимые яды.
1. Концентрация совсем другая.
2. Стекло из организма не выводится, в отличии от тех же ядов.
3. Иногда источника вредных веществ тяжело избежать, здесь можно.
4. Если кругом машины, плохая еда, окна, так давайте начнем колоться, курить, пить, пользоваться свинцовыми ложками, ведь все равно вокруг все плохо.
Увы, не у меня :)
Как то подоконники ставили на множестве окон.
Летом жарко…
Так они все сплошь начали пузырями вздуваться.
Сняли увезли в магазин обратно, вообще без разговоров забрали и деньги вернули.
Окна сперва поставили, а потом штукатурили стены. Поэтому их и позже поставили.
Температура плавления и температура начал реакции, совсем разные вещи.
Если у нас будет за +60 и больше то все трупы с этими окнами.
Попробуйте писать не обзоры, а сценарии фильмов-катастроф — нарубите больших денег)))
Статью нет времени искать, там всё подробно научным языком, с названиями материалов и подробным тех. обоснованием.
Была таблица, что и при какой температуре начнет выделяться.
ru.aliexpress.com/w/wholesale-0.6%25252d1.5mm-PCB-Print-Circuit-Board-Carbid.html?spm=a2g0v.search0104.0.0.G0J7C2&initiative_id=SB_20170716021408&site=rus&SortType=price_asc&g=y&SearchText=0.6-1.5mm+PCB+Print+Circuit+Board+Carbid&tc=af
Или на фото уже второй, исправленный под ЛУТ шаблон?
Накладываешь и всё точно сходиться.
Это плата, с уже запеченным тонером.
Привычка печатать на «самоклейке» и отрывать на горячую, без отмачивания. (цвет тонера получается черный)
А тогда на фото у Вас что?
Не говоря о том, что цитата касалась не тех сверл, что показаны в обзоре. А в обзоре сверла такие же как у Вас, только набор диаметров меньше.
Где меньше то?
50 штук — 9.59
у Вас одно сверло — 0.439
В моем случае одно сверло — 0.191.
0.191 явно меньше чем 0.439, или я ошибаюсь?
Как то фрезы взял, чуть дешевле, так бу прислал продавец.
Как то брал один и тот же смарт, в одном и том же магазине. Первый фуфло пришел, второй огонь.
Очень удивило еще это.
Прямо по многим параметрам различие.
А модель и фирма одна и та же и магазин продавец тот же.
Что здесь удивительного? Как раз все нормально, даже у брендов бывает разное попадается.
Я купил твердотельный SSD, фирменный, умер через сутки, дома пользуюсь китайским, все нормально.
Вывод — фирменные диски фуфло.
Сейчас нашел вообще одного китайца, у него фрезы made in Japan отличные.
Рыбное место не выдам, даже не просите. Они мне постоянно нужны.
Лучше не экспериментируйте, а то подсядите.
Вам они скорей не нужны будут.
не бойтесь, я все не скуплю ;)
Хотя если в Китае, то почему и бы и не написать.
Знаете выражение — Вам за Фому, а Вы за Ерёму?
Да и обзор хреновенький — о штангеле, станке и методе травления (?) написано чуть ли не больше, чем о самих свёрлах!
Минус за обзор
Вот когда вам не ответят, тогда и сплясываем.
спасибо за обзор. А где можно про Малек почитать? или даже прикупить?
Другой тоже что то вычисляет.
Поэтому, без брони. Один комплект сейчас есть.
aliexpress.com/item/2016-New-10Pcs-set-PCB-Print-Circuit-Board-Carbide-Micro-Drill-Bits-0-3mm-to-1/32718355212.html
это 100% подделка, настоящий Union Tool стоит в 10 раз дороже минимум
вот пример оригинального сверла 0.5мм производства Union Tool, модель UTDLX2125-188
orange-tool.com/c11-c2102-c310201-c4102012787-pm7773-ps190648.html ¥ 2789 = 24$
или на японском амазоне
качественный инструмент известных брэндов сам по себе дорогой, сырье не дешевое, качественная заточка тоже стоит денег, и в итоге японское сверло для машинной обработки не может стоит 20центов, это даже ниже его себестоимости.
из за накруток магазинов разница может быть в полтора-два раза, но не в десять, когда такая разница в цене это однозначный фейк.
впрочем вы можете поверить в чудо, купить эти 20центовые «японские» сверлышки и думать, что они японские, но таковыми они не станут ;)
если не жалко времени, можете запросить в union tool на предмет стоимости например того же UTDLX2125-188 — в партии от 1000штук, более чем уверен, что цена будет максимум раза в два меньше, чем в розницу.
китайский карбид-вольфрама намного хуже по качеству того же европейского, китайцы не умеют правильно спекать порошок и получать из него заготовки для изготовления режущего инструмента, те китайские фрезы и сверла, которые изготовлены из импортных заготовок, при сопоставимом качестве, по стоимости получаются даже дороже европейских и американских.
кроме того, не видел еще пока что ни одной фрезы китайского производства, которая была бы так качественно заточена, как например американские фрезы Kyocera
кроме того, все то, что продается на али — фрезы и прочее, все это сделано из самого отстойного китайского твердосплава hrc45.
хорошая статья про китайский твердосплавный инструмент www.topincity.ru/Info.htm
до сих пор актуальна.
вычесть стоимость доставки, которая заложена в эти сверлышки, и получаем стоимость около доллара за десяток — одно сверло из твердосплава по 10центов? бгггг… новое, да еще и японское? такое даже в сказке не бывает :)
вот продавалась как-то японская переточка юнион-тулз, 6баксов за десяток
вот этот лот aliexpress.com/item/available-size-from-0-1-6-5mm-PCB-Print-Circuit-Board-Drill-Bits-1-25-2/1868648408.html к сожалению закончились, вот это более адкватная цена за нормальный твердосплав-переточку.
Эти сверла имеют разные заточки под разные обороты и подачи, в наборах как у топикстартера это никто не учитывает. Лучше покупать наборы где все сверла одного диаметра и взять ходовые для любительства диаметры, такие дороже но больше шанс купить не использованные или малопользованные и хорошо заточенные.
Главный минус который нашел для себя — стоимость инструмента для изготовления качественной ПП в домашних условиях сожрет бюджет больше чем заказ готовых заводских. Например к этим сверлам обязательно нужен станочек с низкими биениями и оборотами выше 18000rpm.
Ну если себя и свое время не жалко, то можно и вручную.