Сегодняшний небольшой обзор будет посвящен такому относительно банальному инструменту как сверла. Особо про них рассказывать сложно, да и что можно нового рассказать про маленькое спиральное сверло.
Но все равно я как водится осмотрю их и попробую хоть как-то испытать :)
В качестве лирического отступления скажу, что по большому счету сверлить печатные платы можно даже заточенным гвоздем или иглой, мало того, мне даже приходилось такое делать. Конечно не очень удобно, но вполне реально. После этого я быстро перешел на обычные тонкие сверла, хотя и делал попытки начать пользоваться твердосплавными, но об этом чуть позже, а пока перейдем к обзору.
Сверла в магазине предлагаются в виде наборов.
1. 0.5+0.6+0.7+0.8+0.9mm — ссылка
2. 0.25+0.3+0.35+0.4+0.45mm — ссылка
Я выбрал первый вариант, как наиболее часто используемый.
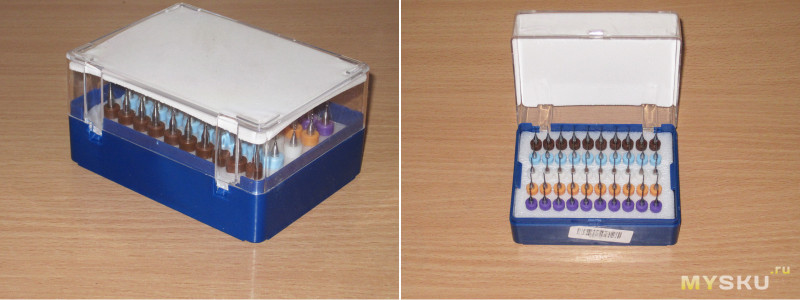
Продаются сверла в довольно удобной коробочке.
Крышка крепится чем-то похожим на петли, ходит довольно туго, по крайней мере пока новая.
Вообще я привык хранить сверла в менее удобных, но более компактных условиях, потому для меня такой вариант был немного непривычен, но понравился :)
Всего в набор входит 50 свёрл, по 10 каждого диаметра.
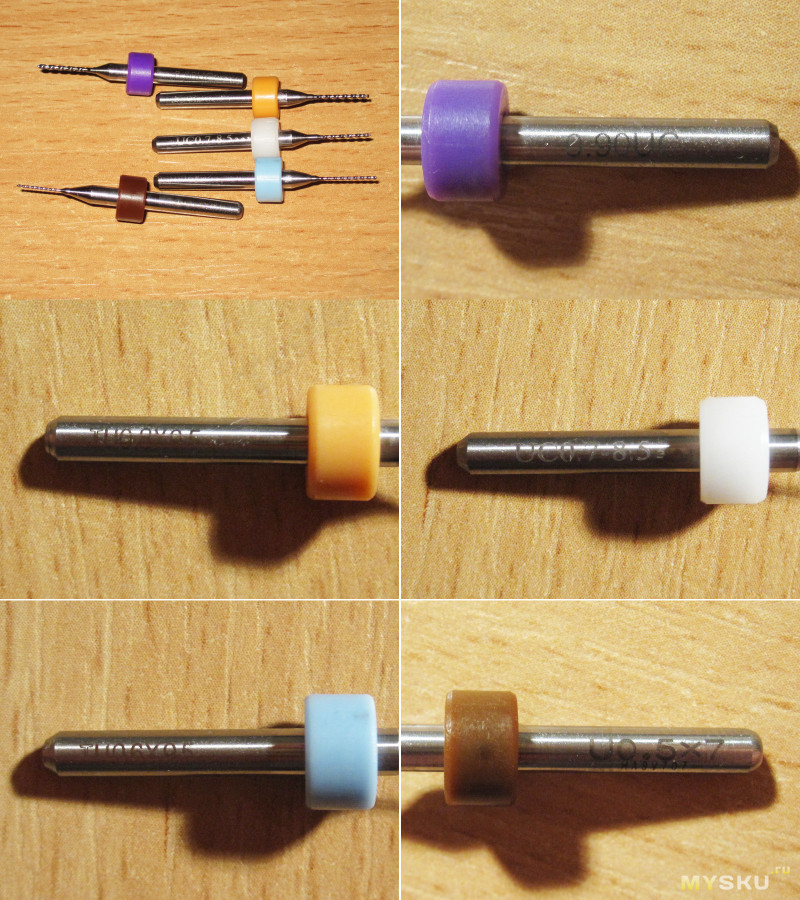
Каждое сверло имеет соответствующую маркировку в виде пластикового кольца-упора.
Фиолетовый — 0.9мм
Оранжевый — 0.8мм
Белый — 0.7мм
Голубой — 0.6мм
Коричневый — 0.5мм
Как я написал выше, свёрла имеют цветовую дифференциацию штанов маркировку, но кроме этого каждое сверло имеет и цифровую маркировку диаметра. Правда почему-то маркировка у разных свёрл немного отличается.
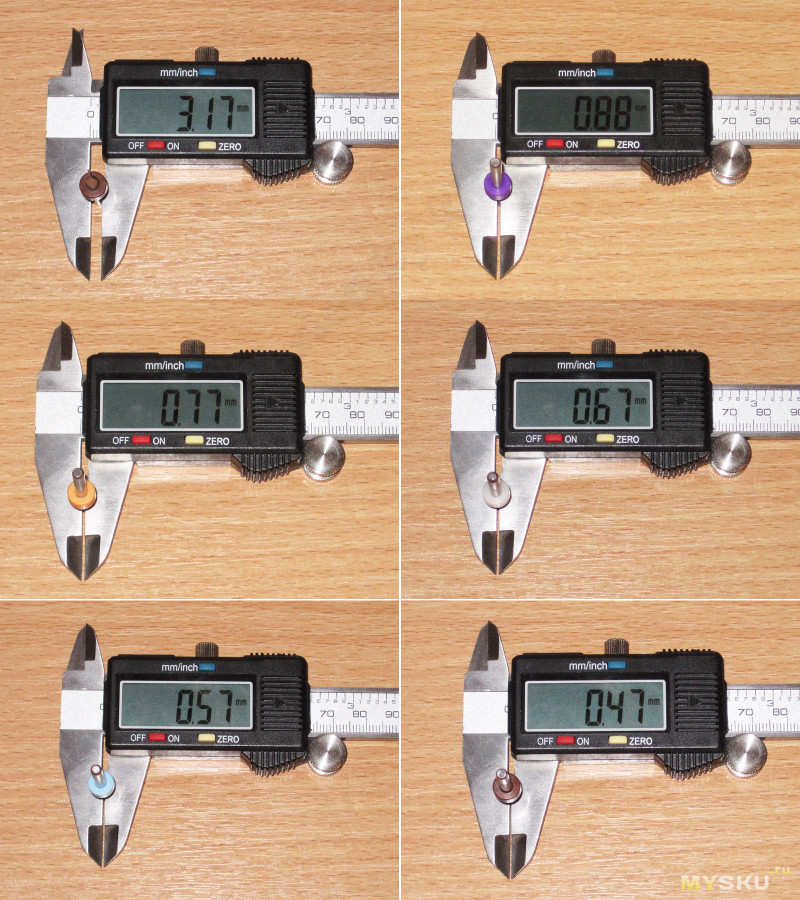
Одно из преимуществ подобных свёрл, впрочем как и фрез, хвостовик стандартного диаметра, что позволяет использовать либо цангу, либо патрон одного диаметра.
В данном случае диаметр хвостовика заявлен как 3.175мм и является наверное одним из самых популярных в среде небольших CNC станочков.
У меня при измерении показало диаметр 3.17, но измерял я штангенциркулем и просто не хватает его разрешающей способности (и точности) чтобы проводить такие измерения.
А вот диаметры режущей части немного занижены, буквально на 3 сотых, причем у всех одинаково и в одну сторону, потому я не могу сказать, это ошибка измерения или так задумано, склонен считать что второе.
На самом деле это абсолютно не критично, так как эти 2-3 сотые все равно получатся при сверлении из-за биений.
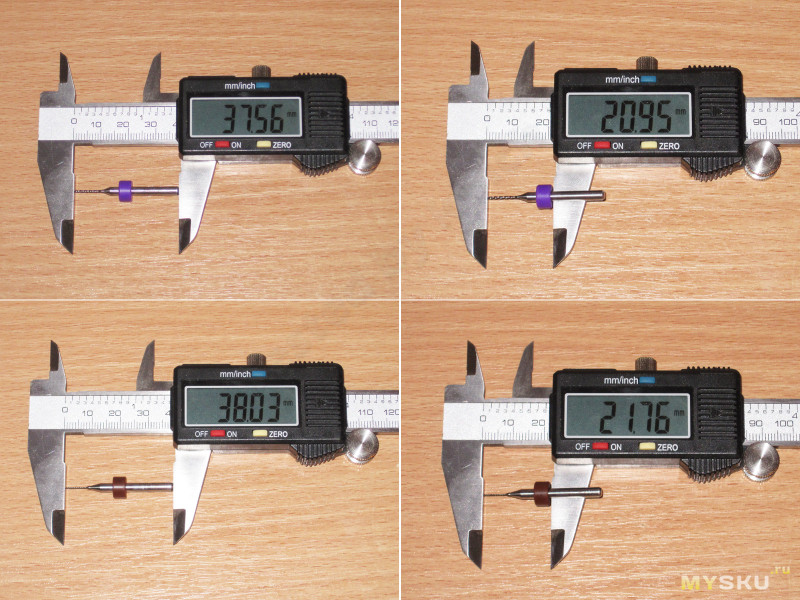
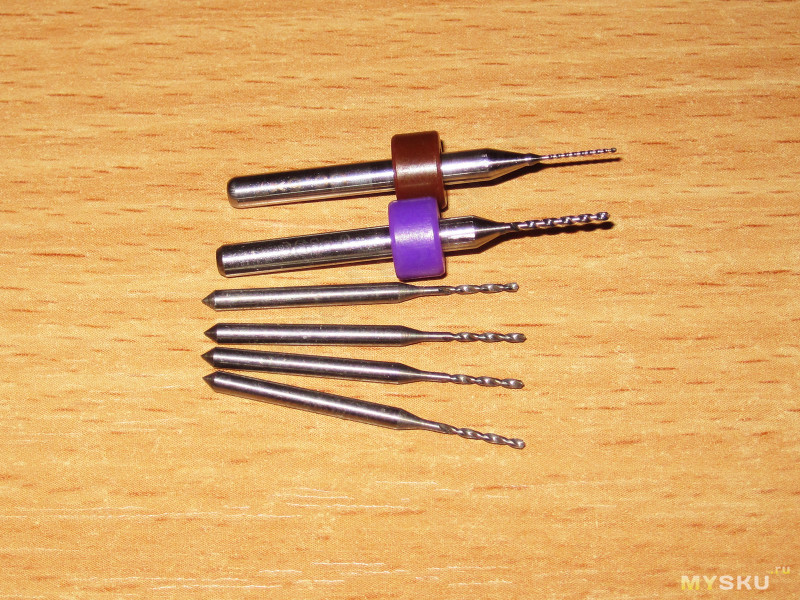
А вот длина имеет заметные отличия. Здесь я показал два самых крайних варианта, остальные сверла «плавают» где-то между ними.
Я раньше не использовал сверла с пластмассовыми маркерами, но почему-то считал, что они необходимы и как упор чтобы сверло всегда выставлялось на фиксированную глубину сверления.
Несколько более детальных фото свёрл и их режущих частей.
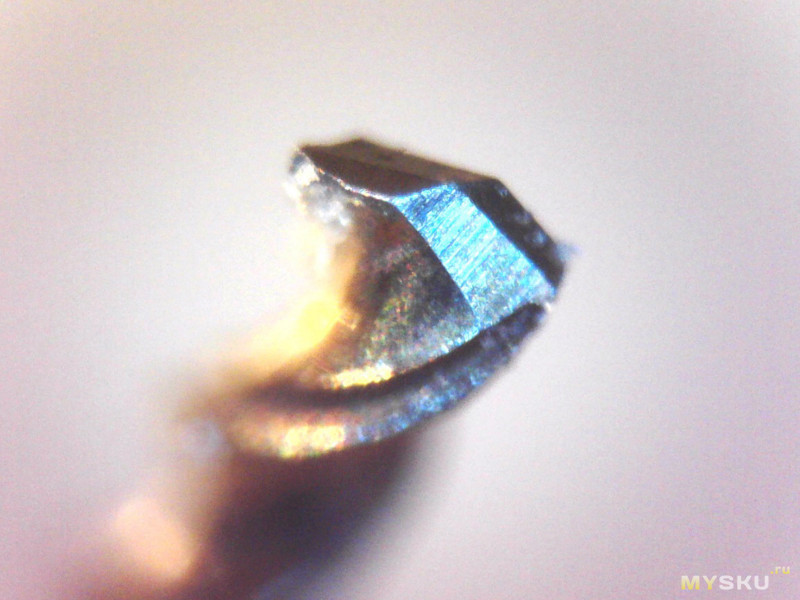
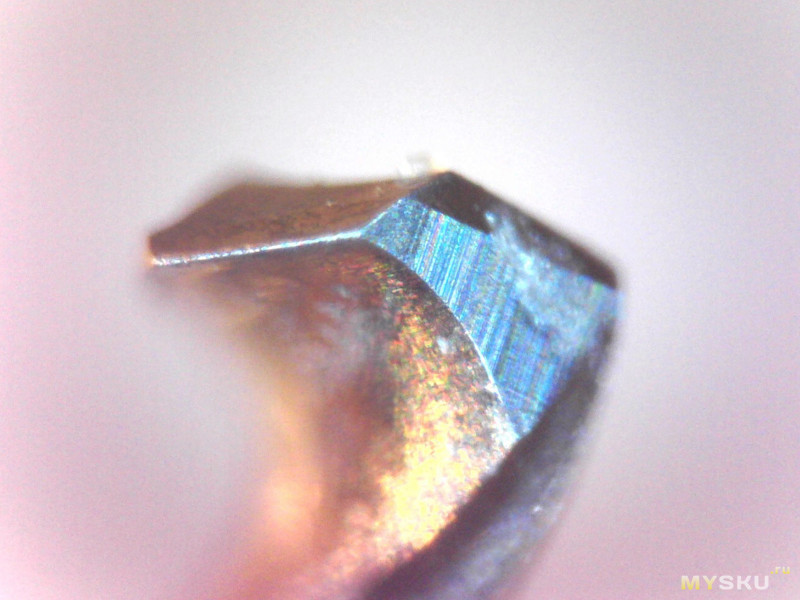
Сначала сверло самого большого диаметра, 0.9мм
Заточка довольно хорошая, хотя и немного отличается от привычной мне.
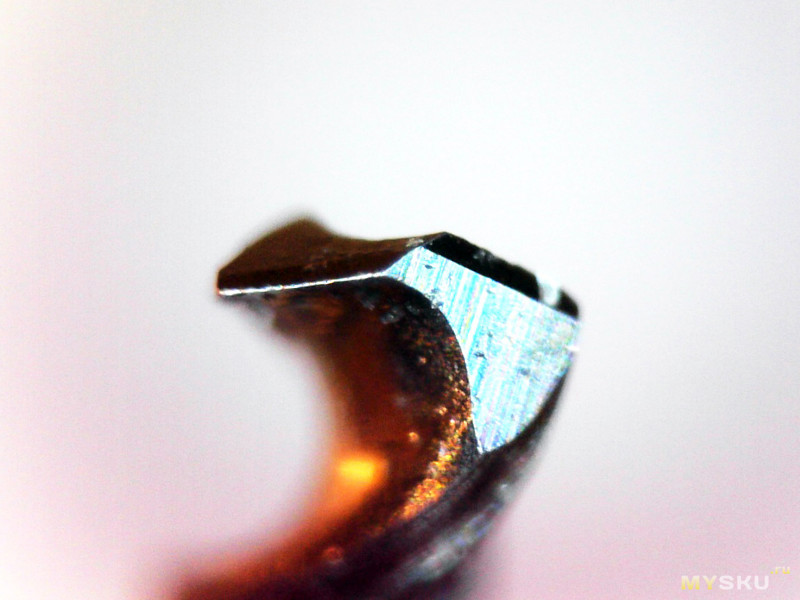
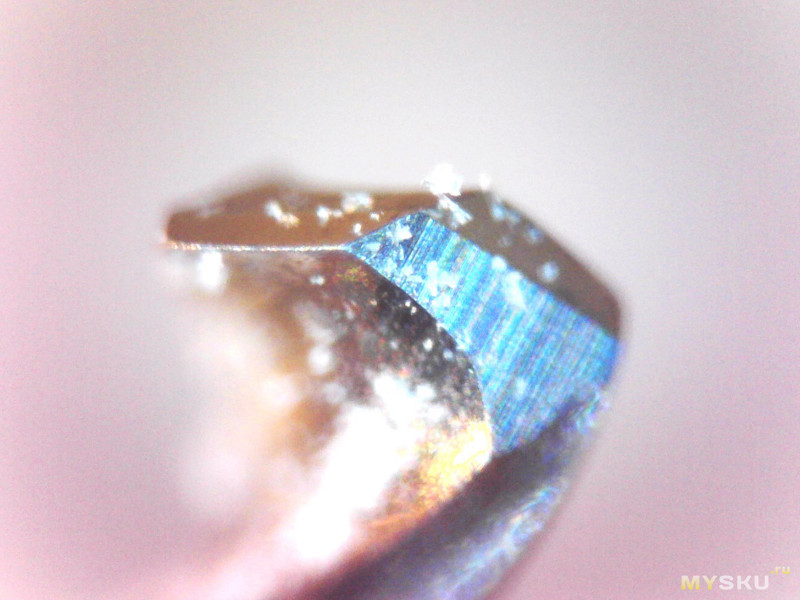
Теперь самое тонкое, 0.5мм
Есть небольшая выщербинка на одной из режущих кромок, но в данном случае это особо не страшно. Я не стал выбирать отдельные сверла для фото, просто взял наугад первые попавшиеся с крайними диаметрами.
Заточка ровная, а если сказать корректнее, симметричная, что весьма важно, так как при неправильной заточке мало того что больше шанс поломать сверло (в данном случае), так если не поломается, то может получиться отверстие большего диаметра.
Я просмотрел все свёрла, у всех заточка симметрична и одинакова.
На фото сверло диаметра 0.5мм.
Я пользуюсь обычными сверлами, но еще очень давно купил для пробы десяток твердосплавных отечественного производства. Первое отличие это диаметр хвостовика, он меньше чем у обозреваемых.
Но все мои попытки пользоваться такими свёрлами привели к тому, что буквально после десятка отверстий они просто ломались. Если обычное сверло ломается только при больших нагрузках, то твердосплавное гораздо более хрупкое, это плата за повышенную твердость и больший ресурс работы.
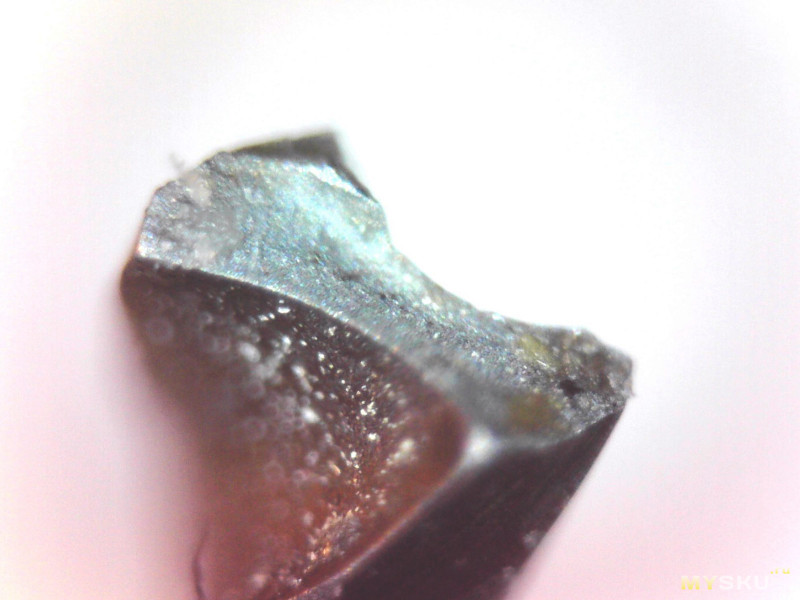
Собственно потому такие сверла с ручными сверлилками противопоказаны, результат можно увидеть на этом фото :(
Как бы вы крепко не держали микродрель, биения и наклоны все равно неизбежны, потому в таком применении использовать надо простые свёрла.
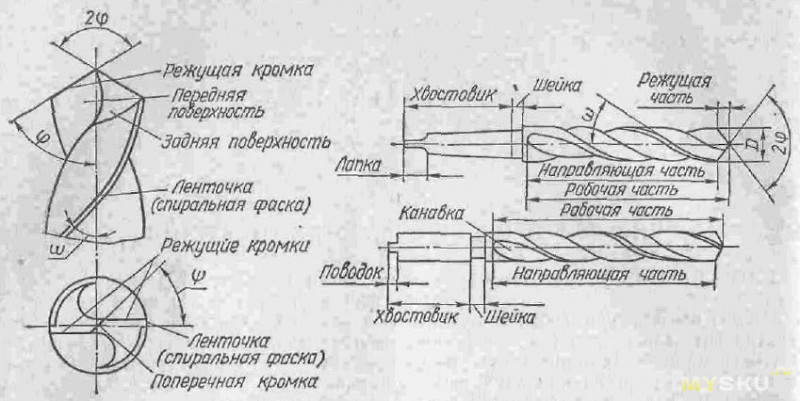
А вот при более детальном рассмотрении обнаружилось еще одно довольно важное отличие. У отечественных свёрл есть такое понятие как «ленточка».
Увидеть ее можно на этом чертеже. Ленточка облегчает процесс резания и уменьшает нагрузку на сверло так как при этом сверло не трется всей плоскостью об обрабатываемый материал.
Эта же ленточка присутствует и на больших сверлах, потому обозреваемые сверла являются немного «упрощенными», отечественные же по сути уменьшенной копией большого сверла.
А вот заточка у отечественных проще чем у обозреваемых. Поперечная кромка (место схода режущих частей) шире чем у китайских, потому врезаться и центроваться такое сверло будет хуже чем китайское.
Фото поломанного отечественного сверла, добавил просто для «компании», раз уж смотрел в микроскоп :)
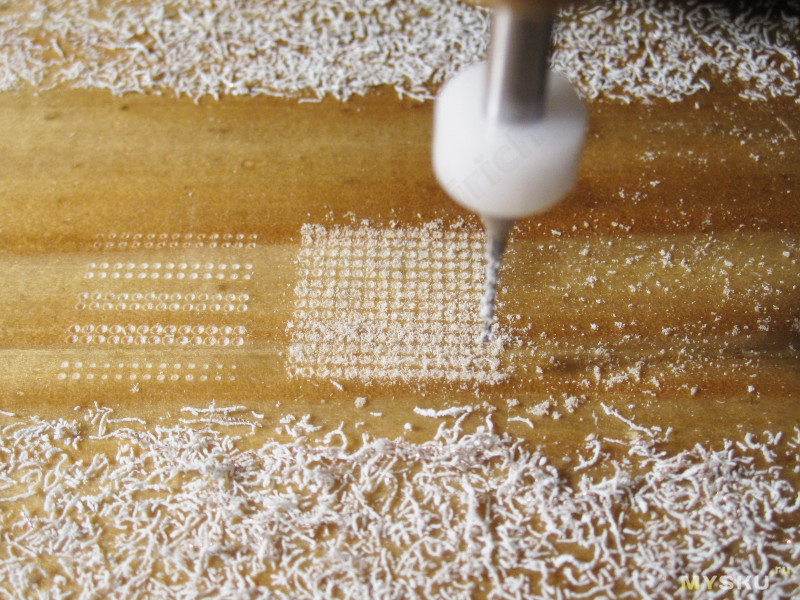
Так как ручной микродрелью пользоваться не получится, то все тесты проходили с небольшим CNC станочком.
Для подготовки программы сверления я использовал StepCam_v1.78. Сначала в Sprint layout сделал простенький пример, потом сделал экспорт в формат Exellon, затем открыл файл в StepCam, а после отправил уже в ПО управления гравером.
Изначально не стал рисковать и задал скорость подачи 50мм/мин, но когда проводил вторую часть теста, то там было уже 100мм/мин, хотя думаю что реально скорость можно поднимать еще больше.
Когда только готовился сверлить, то боялся что будут проблемы с центровкой сверла в патроне, а кроме того биения самого патрона или станка будут ломать свёрла.
Но был реально удивлен что ни одно из пяти свёрл не пришлось центровать, вообще. Т.е. вставил, затянул винты, проверил что центровка в порядке, включил программу. Так что могу сказать что в этом плане сверла отличные.
Но наткнулся на одну из проблем, которая никак не связана со свёрлами, но сильно связана с самим процессом.
Я создал один файл где были все необходимые диаметры, сформировал программу для ПО гравера. Но на моменте где должна происходить смена диаметра станок просто останавливается и ничего больше нельзя сделать. Пришлось делать каждый тест отдельно с одним и тем же файлом.
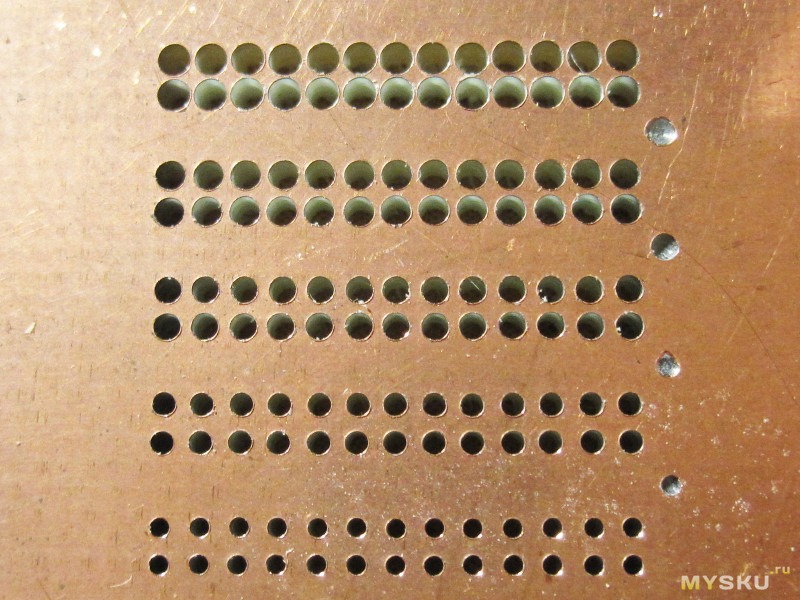
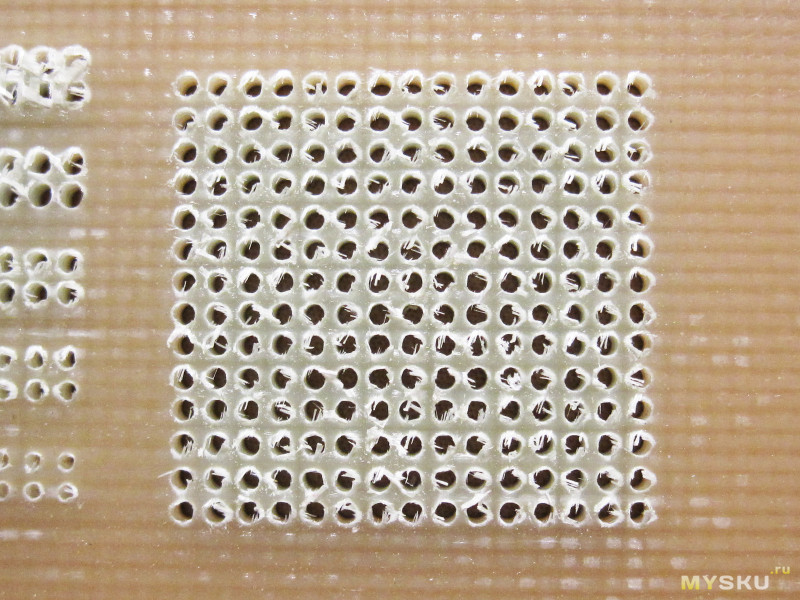
Результаты теста, использовался односторонний стеклотекстолит толщиной 1.5мм, сверление со стороны меди.
Сверху все довольно красиво, есть небольшое утолщение вокруг отверстия. Это обусловлено скорее всего отсутствием ленточки, думаю особо не критично.
Снизу картина немного хуже, выход сверла не совсем чистый, особенно у диаметра 0.9мм.
Но разгадка проблемы нашлась почти сразу, у меня стояло слишком маленькое заглубление, 1.9мм, а кроме того первый тест бы начат с довольно высоким подъемом сверла на старте.
На фото видно, что верхний ряд отверстий был сделан «на грани», когда надо было выгнать сверло хотя бы еще на 0.2-0.3мм.
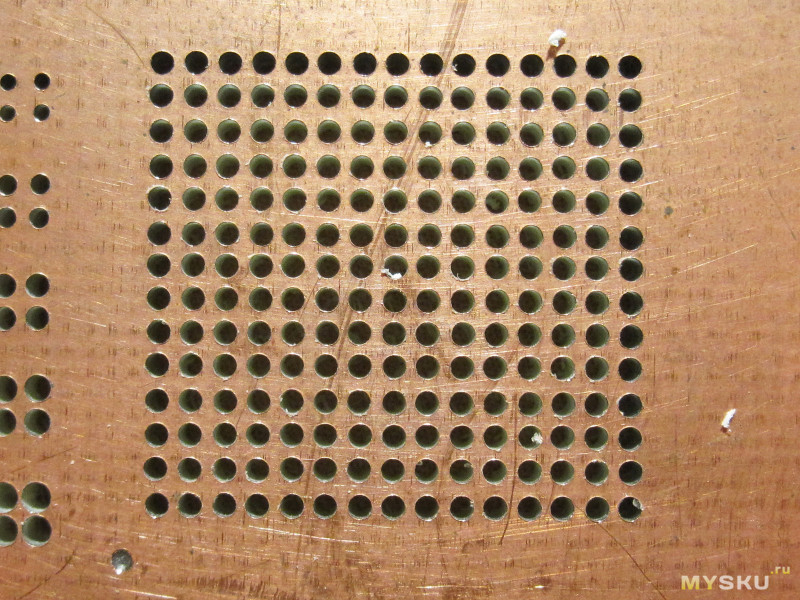
Вторым этапом я запустил сверление 210 отверстий диаметра 0.7 мм как наиболее часто используемого.
В процессе сверления буквально через относительно короткое время уже было непонятно что сверлится в данный момент и сколько осталось. ПО чередует порядок сверления в зависимости от очередности добавления отверстий на печатную плату, а не по кратчайшему пути.
Весь процесс сверловки 210 отверстий занял около 11 минут.
Когда сверлил, то невольно вспомнил один срочный заказ, для которого пришлось не только страссировать плату, а еще и срочно изготовить дома 10 штук устройств.
Сверлил руками обычными свёрлами, скорость сверления доходила до 1 отверстия в секунду, для сравнения скорость сверления гравером вышла 1 отверстие за 3 секунды.
Вот так выглядела эта плата, отчасти скорость была высокой из-за большого количества микросхем.
Сверловка прошла абсолютно без проблем. Хотя конечно пара сотен отверстий для теста тведосплавного сверла это весьма мало, надо было зарядить раз в десять больше.
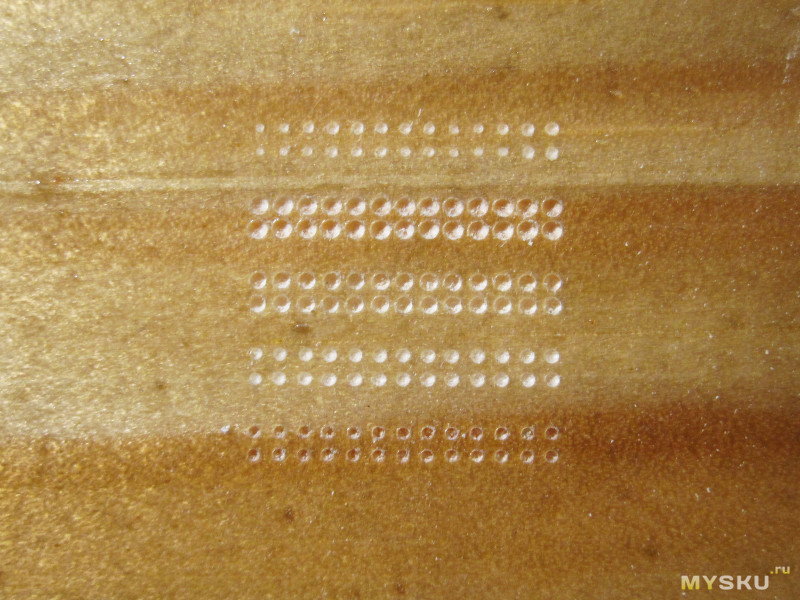
Здесь я делал заглубление чуть больше, но выход все равно не очень чистый.
Хотя при сверлении сверло доставало до подложки с запасом. При ручном сверлении и обычном, но новом сверле отверстия у меня получались красивее, что даже немного странно.
К сожалению я забыл сделать фото сверла до теста, потому могу сравнить сверло которым не работали и то, которым я сделал в сумме 236 (210+26) отверстий.
Подопытное
Новое.
Как по мне, то без особых отличий.
Ну и краткое резюме. Преимущества
Отличная центровка
Хорошая заточка
Отсутствие биений
Наиболее распространенные диаметры в наборе
Удобная коробка для хранения.
Недостатки.
Отсутствие «ленточки»
Отличие в длине.
Немного «грязный» выход
Мое мнение. Я не проводил анализ материала, но даже по звуку сверла могу сказать, что материал явно тверже чем у обычных свёрл. Приятно радует симметричность заточки и практически полное отсутствие биений, в обзоре я писал что менял сверла без какой либо подгонки. Немного расстроило не совсем чистое отверстие на выходе, чем это обусловлено, тяжело сказать, возможно кто-то более знающий подскажет.
Ну и попутно решив одну проблему я поймал две других.
1. Как заставить ПО «понимать» когда надо менять сверло, а точнее как заставить его работать дальше, потому как ПО даже не выключает двигатель. Хотя должно поднять шпиндель для замены сверла и выключить двигатель.
2. Как лучше сверлить по готовой плате чтобы отверстия попадали в свои места. Я делаю платы ЛУТом, соответственно на больших платах имеет место небольшой сдвиг масштаба. Лучше корректировать «исходник» или калибровать станок?
Магазин для обзора предоставил купон HXFHG24 с которым цена набора выходит 9.59, купон действует на оба набора, ссылки на которые есть в начале. Насколько я понял, доставка бесплатна.
На этом все, как всегда жду вопросов, а в данном случае скорее советов :)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Планирую купить+58Добавить в избранноеОбзор понравился+90
+154
В основном — для фото. Что такие есть в природе :) А вообще — высверливается им отверстие, а потом фрезой догоняется до нужного диаметра. Чтобы лишнее не фрезеровать.
Наши заводы производят отходы. ТК у них план…
Это вместо того, чтобы нормальную отливку не делать. Проходили, знаем))
А по сабжу — я когда таким сверлил — станок сломал, тк электронщики криво падачу починили. А отдельный кадр его (сверло) потом вообще сломал. Не спрашивайте как, он так и не признался никому.
2) Знакомый пробовал, в итоге решили, что из-за нагрева при луте изменяются размеры и даже при сверлении по прямой в пины не попадали. Хотя может он где-то накосячил
Тоже соглашусь, что сверла переточенные. Имею несколько номиналов комплектами по 10 штук. Все сверла разной длины, кольца на разном расстоянии. Китайцы берут использованные сверла с производства печатных плат, затачивают их и надевают кольца. А таких производств у них очень много.
Я брал на тао за очень недорого не конкретно эти, но такие же «переточенные» сверла, так судя по цене их никто и не перетачивал, скорее просто они норм производства уже не выдержали и их списали. Сверлил я ими текстолит 1мм интерсколовской дрелью, держа её руками. При сноровке ничего не ломается, а дрель за 900р на удивление видимых биений не имела.
Также я покупал новые грузинские твердосплавные сверла, ЕМНИП производства ASTRA (в СПб), и китайские тоже новые, производитель hunao (на тао). Особой разницы между дешевыми и дорогими не заметил, но я их особо и не тестировал. img.alicdn.com/imgextra/i4/877411561/TB2xruzcFXXXXb4XXXXXXXXXXXX_!!877411561.jpg
такие сверла с ручными сверлилками противопоказаны…
Как бы вы крепко не держали микродрель, биения и наклоны все равно неизбежны, потому в таком применении использовать надо простые свёрла.
Тут есть еще один нюанс — у подобных сверл очень крутая спираль, и при сверлении нужно сильно прижимать плату к столу. Иначе плату затягивает на сверло, перекашивает и сверло ломается. И при ручном сверлении сложно прижимать, особенно когда много отверстий.
Если без станка, то для ручного сверления такими свёрлами нужен небольшой навык. Плату лучше располагать не горизонтально, а жёстко фиксировать вертикально с подачей сверла в горизонтальной плоскости. Тогда, даже на 5000-10000 оборотов, получается приемлемый результат и сверло не ломается.
Плату лучше располагать не горизонтально, а жёстко фиксировать вертикально с подачей сверла в горизонтальной плоскости. Тогда, даже на 5000-10000 оборотов, получается приемлемый результат и сверло не ломается.
1. Если плату расположить вертикально, то нужно мудрить с обзором.
2. Меньше 9000...10000 об/мин сверлить — только себя и сверла мучать.
3. Иногда приходится сверлить тысячи отверстий за день. И тут уже лучше не навыки, а хороший (пусть и самодельный) станочек.
Спасибо за интересный и подробный обзор. К сожалению, в наличии станка нет, планирую присмотреть какую-нить держалку для наконечника бормашины FOREDOM SR, может что-нить присоветуете?.. или ключевые слова для поиска на али?
И не только по передней, для примера вальцевые точатся и по передней и по торцу, торцевые и по торцу и по диаметру, всё зависит от режущих кромок которыми фрезы работать могут.
У такой фрезы нет отвода «выработки» — то есть высверленного материала. В итоге либо материал «плавится» в отверстии, налипает на фрезу и, в конечном итоге, ломает её; либо «выработка» распирает лист и вместо аккуратных дырочек получаем «кратеры» с бортиками вокруг отверстия.
Такая фреза — «кукурузка» — отлично подходит для вырезания-раскроя, но не для сверления. И, крайне желательно, с боковым заходом. Для твёрдых материалов. И снимать за один проход не более 0.3-0.5 от диаметра фрезы.
Для мягких материалов лучше взять одноперьевую фрезу с большим шагом спирали для быстрого отвода «выработки» из рабочей зоны.
Всё — поумничал :)
Чтобы выход был чистый, оборотов нужно добавить.
ГОСТ 23662-79 "… Станки с ЧПУ должны обеспечивать частоту вращения шпинделя не менее 20 тыс. об/мин, подачу шпинделя до 5 м/мин...".
Автомобиль Ferrari должен разгоняться не менее, чем до 330 км/ч.
чувствуете аналогию?
А по чистым краям на выходе — по моему опыту это всегда решалось заточкой инструмента. Тк тупая режущая кромка не режет, а мнет металл (материал) и, соответственно, выгибает его.
ок.
зайду с другой стороны.
тут в обзоре есть фотка сверла, как минимум на 80мм диаметром.
задача:
обороты 125000/сек
вопрос: через сколько секунд оператор получит этим сверлом в лоб, если не успеет добыть огонь?
вы упускаете слишком много параметров, когда смотрите на то, что может выдать станок, одновременно забывая, с чем приходится работать в данный момент.
1. Как заставить ПО «понимать» когда надо менять сверло, а точнее как заставить его работать дальше, потому как ПО даже не выключает двигатель. Хотя должно поднять шпиндель для замены сверла и выключить двигатель.
Не, сам код приходит, например Grbl Controller пишет что-то типа — Смена инструмента!
Но на этом все и останавливается, могу только полностью остановить программу.
EFL CNC также выдает уведомление, потом пишет что таймаут, и так дальше по циклу, в итоге суть та же.
если честно, то я не в курсе самого ПО, но попробуйте вместо функции смены инструмента вставлять паузу со стопом шпинделя. Предполагаю, что ПО по этой функции ждет ответа, об окончании смены инструмента и не дожидается, поэтому и стопорит.
По крайней мере на обрабатывающих центрах такая логика работы была.
Зы. или там какую кнопку приколхозить, которая бы отсылала сигнал об окончании смены инструмента обратно в функцию.
я на большом станке использую M01 программный стоп, если в стойке активирована реация на этот стоп, то станок встаёт и ждет нажатия клавиши старт чтобы идти дальше по коду. Может у вас станок его схавает? попробуйте
или M00 этот вроде всегда останавливает, только я им не пользуюсь
сверла ниачем, даже по фото видно что завален передний угол, неудивительно что они ломаются, ими не сверлят, а дырявят при такой заточке, ленточки по диаметру не наблюдается, как они вообще дают номинальный диаметр, да и по отверстиям видно что сверла тупо выковыривают дырку, а не сверлят отверстие, заточите и будет вам радость
Современные твёрдосплавные фрезы — имеют просто сменные пластины, ну естественно это не распространяется на малые диаметры такие фрезы выполнены полностью из твёрдого сплава, а видел как точатся фрезы с оправкой из конструкционной стали, с вставными пластинами из быстрорежущей стали с припаянными пластинками из твёрдого сплава, ну могу сказать на алмазном круге их только заправляют.
бред, если уж станочник, так будь добр и инструмент обслуживать, сам токарь, и сам затачиваю и сверла и резцы, а про каких то специальных людей не слыхал, с 1989 года, если то что на фото в обзоре делали специальные люди, так лучше бы они были без рук, так похабить инструмент, могут только диванные чпушники, точить не сложно, хоть у меня уже зрение -1, но очки-лупа вполне помогают 0,4-0,5 заточить, давече в пуансоне сверлил, и ничего не помер
хоть у меня уже зрение -1, но очки-лупа вполне помогают 0,4-0,5 заточить
Кстати как раз минус «помогает» в этом, у меня -4.5 примерно, микрухи с шагом выводов 0.63 паяю без линз, а вот 0.5 уже тяжело.
Соответственно и сверла точу без линз. правда я и хожу без очков.
Такие сверла затачивают десятками тысяч штук — никто не выбрасывает слегка затупившийся инструмент.
И начинаются они с диаметра 0.1 мм и даже меньше.
Никакой «станочник» с этим не справится.
Тем более что на производстве печатных плат допуски на диаметр отверстия микроны и десятки микрон, вручную нормально заточить невозможно.
Поэтому работают специализированные фирмы по заточке, проще им заплатить несколько рублей.
бред, если уж станочник, так будь добр и инструмент обслуживать
Алмазную фрезу тоже заточите? А говорите бред))
Я склонен к разделению труда. Другое дело, что затачивают у нас паршиво и долго, потому и приходится часто самому затачивать инструмент((
сверла ниачем, даже по фото видно что завален передний угол, неудивительно что они ломаются
Что за бред, с чего Вы решили что они ломаются?
Передний угол не завален, иначе тогда бы око вообще не сверлило. Просто фотографировать микроскопом очень неудобно, он «видит» не очень далеко.
Скорее вторая часть кромки имеет большой завал назад, присмотритесь.
Немного расстроило не совсем чистое отверстие на выходе, чем это обусловлено, тяжело сказать, возможно кто-то более знающий подскажет.
Если сверху рез чистый, как у вас, то проблема в недостаточном прижиме заготовки к подложке.
Можно попробовать обратную сторону платы заклеивать малярным скотчем.
2. Как лучше сверлить по готовой плате чтобы отверстия попадали в свои места. Я делаю платы ЛУТом, соответственно на больших платах имеет место небольшой сдвиг масштаба. Лучше корректировать «исходник» или калибровать станок?
Честно говоря непонятна постановка вопроса. Есть сдвиг, есть изменение масштаба, про сдвиг масштаба впервые слышу))
проблема в недостаточном прижиме заготовки к подложке.
Можно попробовать обратную сторону платы заклеивать малярным скотчем.
А чем скотч-то поможет?
Возможно дело не в прижиме, а в мягкости подложки (ламинат?). Как вариант — использовать как подложку тот же стеклотекстолит.
— Второй обычный вариант решения проблем с «лохматостью» выхода — сверлить в два прохода — первый не до конца, а второй — с обратной стороны. Но тут всё мелкое — получится ли на станке попасть в те же отверстия с обратки?
Скотч в подобных вещах очень помогает. Говорю из практики, тесно связан с производством мебели. ЧПУшка кстати тоже есть.
Подложка вообще не причём. Дело в прижиме, это видно на видео — текстолит играет. Сами сверла такие, стружку выкидывают вверх и при этом они приподнимают материал.
Сверлить в 2 прохода не вариант. Есть куча способов устранить эту проблему, которые намного проще чем двойное сверление.
Напаянной пластинки не видно, а целиком такое твёрдосплавное сверло будет очень хрупкое при таких диаметрах и длинах. Ниже есть центровочные свёрла из ВК6 — вот они да.
В обзоре я писал, даже по звуку понятно что сверло твердосплавное. Не по звуку сверления, а по звуку когда его заденешь. Кто постоянно работает с мелкими сверлами, знает разницу.
Кроме того как я писал ниже, режущая часть немагнитная, хвостовик магнитится.
Отечественное однородное вместе с хвостовиком, так как немагнитное полностью. И оно также твердосплав.
Структура HSS и твёрдого сплава — разные (особенно там, где сломалось)
Я ж не троллинга ради — действительно интересно, вспомнить отрочество :) Первая профессия — машиностроение/ станки с ЧПУ, да и некоторое время поработал на производстве ТС инструмента :D
Специальность 2102 (если не путаю), техник наладчик станков с ЧПУ и роботизированных комплексов, правда до окончания обучения пару месяцев не дотянул :(
А такие сверла и есть очень хрупкие. При падении на ламинат с высоты метр-полтора почти гарантированно ломаются, проверено лично :) Сверло 0.5 мм можно сломать, задев пальцем, и даже не заметить этого.
Пользуюсь такими же сверлами, только брал упаковками по 10 штук. Отличные сверла. Сверлю моторчиком с цангой, вручную. Ни одного не сломал. Пока :).
Все никак руки не дойдут станочек сделать.
сверла хорошие, но сам набор сомнителен imho
лучше уж купить комплект от 0.5 до 1.2 по 1шт, ходовые диаметры (0.6, 0.8, 1.0) по 10 шт и несколько фрез для вырезки больших диаметров и обрезки контура
а так всякие 0.7, 0.9 валяться будут без дела
Ради интереса проверил советские сверла, которые в обзоре, не магнитится ни режущая часть ни хвостовик.
Правда у меня магнит не очень мощный, но для такого теста должно хватать.
хотя проверил советские 0,9 ВК6М
Кстати, те что на фото и должны быть однородными, из-за другой конструкции.
Правда у меня магнит не очень мощный, но для такого теста должно хватать.
у самого от динамика наушника еле притягивает оный хвостовик. Да режущую часть более современного 1,2 мм тоже не тянет практически а неодимовый хватает сразу.
А вот заточка у отечественных проще чем у обозреваемых.
Отечественные свёрла такого диаметра порадовали прям как у меня на работе, быстрорежущая сталь-материал режущей части, и заточка в лучшем случае после заточника, а так каждый уважающий себя токарь или сверловщик для себя перезатачивает, и у каждого всегда разная заточка режущих кромок.
подача 50мм/мин без оборотов — мифическая цифра
Если 2500 об то это 0.01 мм за зуб (0.02 на оборот)
6000 об, то это 0.004 мм за зуб
0 об — это прсто шило пробивающее отверстие с подачей 50 мм/мин :-)
Если вы укажите подачу в 0.005 мм на зуб Fz, то от неё все подачи автоматически пересчитываются исходя от возможных оборотов
На профессиональных сверлилках вертикальная подача только частично подводит сверло к поверхности. Основной механизм — кулачковый толкатель. Там прикол в разной скорости подачи при центровке/сверлении средней части/и выхода сверла. Центровка происходит с ударной скоростью в 1/10 «шага» режущей части сверла, на глубину заточки. Сверление средней части происходит со скоростью 1/100 — 1/200 «шага» сверла. Выход сверла ~1/300 от «шага» сверла. Под печатную плату подкладывают лист медной фольги. Место сверловки по нескольким точкам прижимается к столу.
Имея скорости вращения сверла за 15к — на одно отверстие уходит времени меньше 100мс. Фольга необходима для ровного края среза на нижней части, и для регистрации выхода сверла.
Подобные свёрла тупеют на таком станке за один день.
Немного расстроило не совсем чистое отверстие на выходе, чем это обусловлено, тяжело сказать, возможно кто-то более знающий подскажет.
Или оборотов маловато или сверла все же не слишком острые :) Об этом же говорит и буртик на фольге вокруг отверстия. Я склоняюсь ко второму варианту — сверла не фонтан :)
Я склоняюсь ко второму варианту — сверла не фонтан :)
На буртик я также обратил внимание в обзоре. Но если бы они были плохие, то после пары сотен отверстий было бы уже заметно ухудшение, а я сколько не присматривался, разницы не увидел.
Хотя могли затупиться только края режущей кромки, потому и буртик, а само сверло нормально режет.
Но скажем так, альтернатив за такую сумму я пока не нашел. Выше предложили ссылку на Али, там то же самое но дороже.
Плохие — я имел в виду не материал, он-то нормально держится, а заточку :)
Вот мой процесс сверления:
Отверстия абсолютно гладкие с обеих сторон, ни медь ни текстолит не лохматятся и не вспучиваются, сверла я покупаю тут (правда возят их все равно из Ктиая, но, видимо, от более качественного производителя) :)
Ну принцип-то тот же :) Ваш фрезер вполне должен справляться со сверлением текстолита, даже 10000 об/мин хоть и маловато, но не очень критично для диаметров около 1 мм. Попробуйте ради интереса купить пару хороших сверл и посверлить ими.
Сверла по 12 рублей просто не имеют права быть хорошими :)
Обороты я ставил, кажется, 20 или 22 тысячи, немного меньше заявленного максимума шпинделя, чтобы поберечь его ресурс :) А вот подачу не помню… Наверное где-то 300 или 400 мм/мин :)
для 1мм сверла обороты высоковаты, хотя быстрее оно сломается от случайного случая, чем просверлит 15000 отверстий. Подача норм на зуб выходит около 0.01, можно до 0.014 поднять. У вас отверстия чище так как рез нормальный. Ставить подачу меньше не есть хорошо, сверло начинает не резать а мять материал как у автора. И подача на зуб для разных диаметров разная должна быть (как и max обороты)
посмотрел 0.5, кстати интересная зависимость, если добавить подачи то сверло будет меньше времени работать, но оно физически просверлит не 25м а 27м отверстий. режимы тогда норм но обороты все равно высоковаты
С50 группа
Да бросьте. Во-первых, Вы же правильно писали, что все ее назначение — уменьшение трения. Даже если бы ее и не было, для микросверел недостатком это все же не назвать. Во-вторых, присмотритесь к рабочему концу сверел: ленточка есть на глубину, достаточную для сверления плат, то есть при использовании по прямому назначению у данных сверел этого недостатка нет:)
Ну и измерять сверла до сотых дешевым цифровиком — не комильфо, он может в любой момент «пошутить». Пора бы уж и микрометр завести, самый обычный — МК. Хотя, мои аналогичные 0,8-1,5мм сверла тоже чуток меньше…
Микрометр есть, надо будет им измерить ради интереса.
Но оснований не доверять штангенциркулю у меня как бы и нет, тем более что я и не думаю что он реально может измерить до сотки.
Ну если взять в расчет, что большинство склоняются к тому, что это переточенные б/у сверла, то и диаметр у них будет с отклонениями, поскольку на производстве также производят контроль диаметра, и при его несоответствии сверла заменяют, даже если они еще не затупились. Стеклотекстолит все таки абразив.
Тоже заметил «грязный» выход на отверстиях при затупившемся сверле. Беру новое (не твердосплавное, ручная сверлилка из моторчика от кассетного импортного магнитофона), центрую в цанге, начинаю сверлить плату на подложке из мотка изоленты, то есть по сути на весу, отличный чистый выход и вход. Сверло пулей влетает в текстолит. По мере того, как сверло тупится, все медленнее и медленнее происходит сверление, а выход и вход все «некрасивее». Могу предположить, что у Вас сверла из хорошего металла, поэтому и нет разницы в качестве при большом количестве отверстий, а вот с заточкой могут быть проблемы, поэтому и выход некрасивый.
Это все конечно да, но есть небольшая проблема, все чем я пользуюсь стоит в обычной жилой комнате и если честно, то очень хочется чтобы было чисто.
Был бы какой нибудь гараж или мастерская, вопросов бы не было.
Как раз тонкий слой воды на текстолите и дает чистоту — текстолитовая и медная пыль не летит по комнате :)
И от гравера с полкой 0.1-0.3 мм брызги не летят, максимум — микробрызги на 5-7 см. Да даже от фрезы 1 мм брызги не разлетаются если только какая-то стружка не повиснет на ней :)
В нормальной ситуации да, но если за сверло или фрезу зацепится какой нибудь заусенец, то начинают лететь мелкие брызги, уже пробовал. Сначала незаметно, а через время на уровне сверла появляется токая полоска на стене.
Жаль, что я сейчас не в офисе, а то сфотографировал бы как я решил эту проблему за 15 минут :) Просто вставляются 4 пластины (фанера, пластик, картон — что под рукой есть) внутрь рамы станка по периметру :)
Аффтор!!!
Я больше 20 лет работаю в производстве печатных плат .(многослойных в том числе). Работаю на немецких станках — Шмоль.
Могу проконсультировать по любому вопросу, касаемо сверления печатных плат. А так же по инструменту.
Все, у кого есть вопросы, задавайте. Используем инструменты фирмы XAM и KEMMER. Для справки: У меня на работе станок, сверлит 5-7 отверстий в секунду. На видео, просто детский сад. Пишите — отвечу…
Для справки: У меня на работе станок, сверлит 5-7 отверстий в секунду. На видео, просто детский сад.
Для справки, у Вашего станка наверняка обороты под 100к и цена за патрон как здесь за весь станок вместе со сверлами. :) Про цену шпинделя я вообще молчу, сам работаю с разным импортным оборудованием, в курсе их ценообразования.
Были бы здесь обороты хотя бы 25к, можно было бы поднять скорость, а так увы, только сверло убить.
За кучу денег красиво и быстро сверлить проблем нет, это все умеют, а вот «за три копейки» куда как сложнее :(
Есть станки, которые сверлят все отверстия одновременно.
Суп да, но если обороты шпинделя 10-15к то как ни старайся, а 5-7 отверстий в секунду не получишь никак, увы…
Считаем (упрощенно), 15к в минуту, 250 в секунду, если 5 отверстий то по 50 оборотов на отверстие даже без перемещения по оси, несколько маловато. Я потому и написал что нужен нормальный шпиндель.
Моё дело поделится знаниями.
Эх, кто бы деньгами поделился :)
Нет, так нет…
Ну почему же нет. Если не сложно, подскажите хороший привод шпинделя для подобного станка.
















Это вместо того, чтобы нормальную отливку не делать. Проходили, знаем))
А по сабжу — я когда таким сверлил — станок сломал, тк электронщики криво падачу починили. А отдельный кадр его (сверло) потом вообще сломал. Не спрашивайте как, он так и не признался никому.
макропроцессоры :))
Имеют 40 ножек и две ручки для переноски :))))
Но ценник будет другой.
На производство не пойдут, а дома сверлить — вполне нормально.
Зато очень дешево.
Также я покупал новые грузинские твердосплавные сверла, ЕМНИП производства ASTRA (в СПб), и китайские тоже новые, производитель hunao (на тао). Особой разницы между дешевыми и дорогими не заметил, но я их особо и не тестировал.
img.alicdn.com/imgextra/i4/877411561/TB2xruzcFXXXXb4XXXXXXXXXXXX_!!877411561.jpg
2. Меньше 9000...10000 об/мин сверлить — только себя и сверла мучать.
3. Иногда приходится сверлить тысячи отверстий за день. И тут уже лучше не навыки, а хороший (пусть и самодельный) станочек.
aliexpress.com/item/Best-Price-2mm-Tungsten-Steel-Titanium-Coat-Carbide-End-Mill-Engraving-Bits-CNC-PCB-Rotary-Burrs/32490145101.html
Больше ни на что не натыкался.
Такая фреза — «кукурузка» — отлично подходит для вырезания-раскроя, но не для сверления. И, крайне желательно, с боковым заходом. Для твёрдых материалов. И снимать за один проход не более 0.3-0.5 от диаметра фрезы.
Для мягких материалов лучше взять одноперьевую фрезу с большим шагом спирали для быстрого отвода «выработки» из рабочей зоны.
Всё — поумничал :)
ГОСТ 23662-79 "… Станки с ЧПУ должны обеспечивать частоту вращения шпинделя не менее 20 тыс. об/мин, подачу шпинделя до 5 м/мин...".
чувствуете аналогию?
А по чистым краям на выходе — по моему опыту это всегда решалось заточкой инструмента. Тк тупая режущая кромка не режет, а мнет металл (материал) и, соответственно, выгибает его.
зайду с другой стороны.
тут в обзоре есть фотка сверла, как минимум на 80мм диаметром.
задача:
обороты 125000/сек
вопрос: через сколько секунд оператор получит этим сверлом в лоб, если не успеет добыть огонь?
вы упускаете слишком много параметров, когда смотрите на то, что может выдать станок, одновременно забывая, с чем приходится работать в данный момент.
Но на этом все и останавливается, могу только полностью остановить программу.
EFL CNC также выдает уведомление, потом пишет что таймаут, и так дальше по циклу, в итоге суть та же.
По крайней мере на обрабатывающих центрах такая логика работы была.
Зы. или там какую кнопку приколхозить, которая бы отсылала сигнал об окончании смены инструмента обратно в функцию.
или M00 этот вроде всегда останавливает, только я им не пользуюсь
Материал крепкий и заточить его до остроты тяжело.
Соответственно и сверла точу без линз. правда я и хожу без очков.
И начинаются они с диаметра 0.1 мм и даже меньше.
Никакой «станочник» с этим не справится.
Тем более что на производстве печатных плат допуски на диаметр отверстия микроны и десятки микрон, вручную нормально заточить невозможно.
Поэтому работают специализированные фирмы по заточке, проще им заплатить несколько рублей.
Я склонен к разделению труда. Другое дело, что затачивают у нас паршиво и долго, потому и приходится часто самому затачивать инструмент((
Передний угол не завален, иначе тогда бы око вообще не сверлило. Просто фотографировать микроскопом очень неудобно, он «видит» не очень далеко.
Скорее вторая часть кромки имеет большой завал назад, присмотритесь.
Можно попробовать обратную сторону платы заклеивать малярным скотчем.
Честно говоря непонятна постановка вопроса. Есть сдвиг, есть изменение масштаба, про сдвиг масштаба впервые слышу))
Да и вообще — давно уже пора переходить на фоторезист :)
Возможно дело не в прижиме, а в мягкости подложки (ламинат?). Как вариант — использовать как подложку тот же стеклотекстолит.
— Второй обычный вариант решения проблем с «лохматостью» выхода — сверлить в два прохода — первый не до конца, а второй — с обратной стороны. Но тут всё мелкое — получится ли на станке попасть в те же отверстия с обратки?
Подложка вообще не причём. Дело в прижиме, это видно на видео — текстолит играет. Сами сверла такие, стружку выкидывают вверх и при этом они приподнимают материал.
Сверлить в 2 прохода не вариант. Есть куча способов устранить эту проблему, которые намного проще чем двойное сверление.
Да и как Вы предлагаете напаивать пластинку на сверло диаметром 0.5мм?
Вся режущая часть твердая, хвостовик же из другого материала.
Там по другому не сделаешь, так как хвостовик по сути часть сверла, а у таких как в обзоре, почему нет?
Кроме того как я писал ниже, режущая часть немагнитная, хвостовик магнитится.
Отечественное однородное вместе с хвостовиком, так как немагнитное полностью. И оно также твердосплав.
А по торцу Вы что увидите? :)
Я ж не троллинга ради — действительно интересно, вспомнить отрочество :) Первая профессия — машиностроение/ станки с ЧПУ, да и некоторое время поработал на производстве ТС инструмента :D
Правда потом больше по компьютерной стезе пошёл
А только у матушки на работе видел на телепайпах :)
И да, для ручного сверления не подходят, как минимум, надо сверлильный станок.
Софт — стандартный GRBL на Ардуине.
Если чего-то конкретное интересует, не стесняйтесь спрашивать.
Все никак руки не дойдут станочек сделать.
лучше уж купить комплект от 0.5 до 1.2 по 1шт, ходовые диаметры (0.6, 0.8, 1.0) по 10 шт и несколько фрез для вырезки больших диаметров и обрезки контура
а так всякие 0.7, 0.9 валяться будут без дела
Вот 0.5 да, практически не использую.
Правда у меня магнит не очень мощный, но для такого теста должно хватать.
Кстати, те что на фото и должны быть однородными, из-за другой конструкции.
у самого от динамика наушника еле притягивает оный хвостовик. Да режущую часть более современного 1,2 мм тоже не тянет практически а неодимовый хватает сразу.
Если 2500 об то это 0.01 мм за зуб (0.02 на оборот)
6000 об, то это 0.004 мм за зуб
0 об — это прсто шило пробивающее отверстие с подачей 50 мм/мин :-)
Если вы укажите подачу в 0.005 мм на зуб Fz, то от неё все подачи автоматически пересчитываются исходя от возможных оборотов
Имея скорости вращения сверла за 15к — на одно отверстие уходит времени меньше 100мс. Фольга необходима для ровного края среза на нижней части, и для регистрации выхода сверла.
Подобные свёрла тупеют на таком станке за один день.
P.S. У меня такое чувство, что скоро сюда вся 48 палата переберется :)
Хотя могли затупиться только края режущей кромки, потому и буртик, а само сверло нормально режет.
Но скажем так, альтернатив за такую сумму я пока не нашел. Выше предложили ссылку на Али, там то же самое но дороже.
Двигатель очень похож на этот, у него заявлено 18000 при 18 Вольт, у меня питание 24 Вольта.
Чуть меньше чем 5000 при 12 и ровно 10000 при 24.
Вот мой процесс сверления:
Отверстия абсолютно гладкие с обеих сторон, ни медь ни текстолит не лохматятся и не вспучиваются, сверла я покупаю тут (правда возят их все равно из Ктиая, но, видимо, от более качественного производителя) :)
Сверла по 12 рублей просто не имеют права быть хорошими :)
не, ну для текстолита да, но хотелось бы не только.
Впрочем все равно думаю новый делать.
Про подачу на зуб я в курсе, правда, не всегда следую этому :)
С50 группа
Ну и измерять сверла до сотых дешевым цифровиком — не комильфо, он может в любой момент «пошутить». Пора бы уж и микрометр завести, самый обычный — МК. Хотя, мои аналогичные 0,8-1,5мм сверла тоже чуток меньше…
Но оснований не доверять штангенциркулю у меня как бы и нет, тем более что я и не думаю что он реально может измерить до сотки.
Был бы какой нибудь гараж или мастерская, вопросов бы не было.
Кроме того капля летит дальше чем пыль.
И от гравера с полкой 0.1-0.3 мм брызги не летят, максимум — микробрызги на 5-7 см. Да даже от фрезы 1 мм брызги не разлетаются если только какая-то стружка не повиснет на ней :)
Нет ли у автора ссылки на китайцев — станок для ручного сверления печатных плат. Малогабаритное и доступное по цене.
Спасибо…
Я больше 20 лет работаю в производстве печатных плат .(многослойных в том числе). Работаю на немецких станках — Шмоль.
Могу проконсультировать по любому вопросу, касаемо сверления печатных плат. А так же по инструменту.
Все, у кого есть вопросы, задавайте. Используем инструменты фирмы XAM и KEMMER. Для справки: У меня на работе станок, сверлит 5-7 отверстий в секунду. На видео, просто детский сад. Пишите — отвечу…
Были бы здесь обороты хотя бы 25к, можно было бы поднять скорость, а так увы, только сверло убить.
За кучу денег красиво и быстро сверлить проблем нет, это все умеют, а вот «за три копейки» куда как сложнее :(
Есть станки, которые сверлят все отверстия одновременно.
Считаем (упрощенно), 15к в минуту, 250 в секунду, если 5 отверстий то по 50 оборотов на отверстие даже без перемещения по оси, несколько маловато. Я потому и написал что нужен нормальный шпиндель.
Эх, кто бы деньгами поделился :)
Ну почему же нет. Если не сложно, подскажите хороший привод шпинделя для подобного станка.