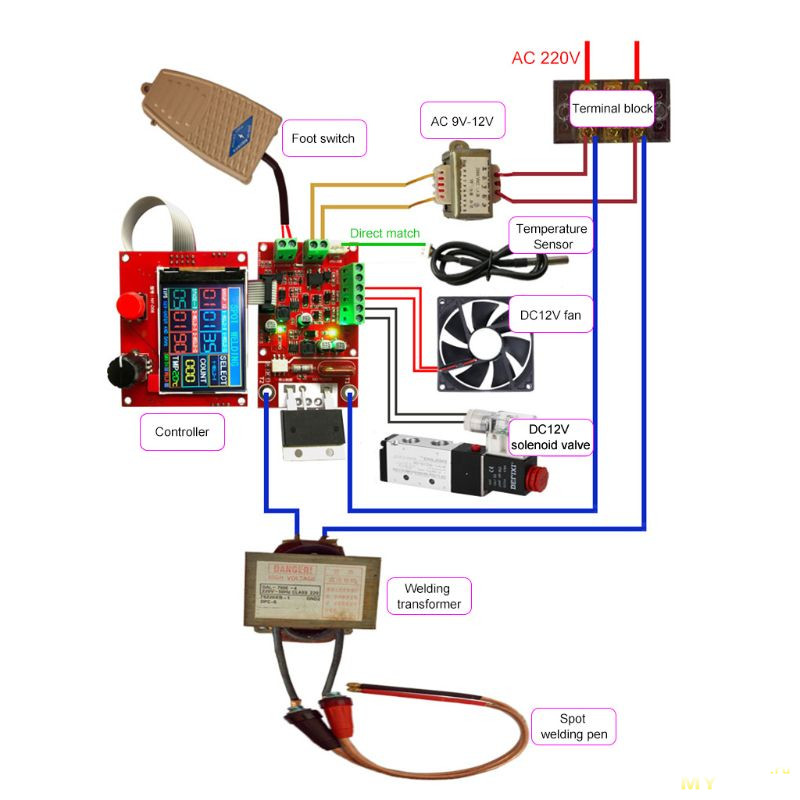
У меня уже была пара рассказов о контроллерах точечной сварки работающих с ионисторами, но сегодня речь пойдет о более «классическом» варианте, с мощным 50Гц трансформатором.
Покажу как сам контроллер, так и небольшой пример его применения в реальном сварочном аппарате.
Контроллер заказывал не себе, у меня уже есть
сварка на ионисторах, да и с аккумуляторами работаю довольно редко. А вот товарищ пользуется много и до этого я ему помогал собрать вариант с контроллером
от Yurok и он вполне успешно работает.
Но вот понадобился еще один аппарат, под него был куплен трансформатор от микроволновки, корпус, прочая мелочь и собственно контроллер. Заказывать печатку, покупать компоненты и паять не очень хотелось, зато попутно хотелось экранчик побольше размером и был выбран вариант с алиэкспресс.
Вообще на али есть довольно много разных вариантов контроллеров, есть совсем простые, есть подороже. Интересовал контроллер умеющий формировать два настраиваемых импульса и как я писал выше, с большим экраном.
Из пожалуй наиболее известных можно назвать пару моделей,
недорогой за примерно 15-16 долларов, ну и тот что в обзоре.
1. Также попадался
еще один вроде неплохой контроллер, сразу установлен трансформатор, да и симистор на радиаторе.
2. Пока искал, попался
контроллер судя по всем ионисторной сварки, но с возможностью смены полярности, что по идее должно быть действительно полезно, я как-то жаловался что заметил разницу в работе электродов.

Доехал контроллер относительно быстро, но вот отправлял продавец… думал уже что не отправит, пришлось даже продлевать срок отправки.
Упаковано простенько, платы в пупырке, остальная комплектуха только в пакете с защелкой.

В комплект входит:
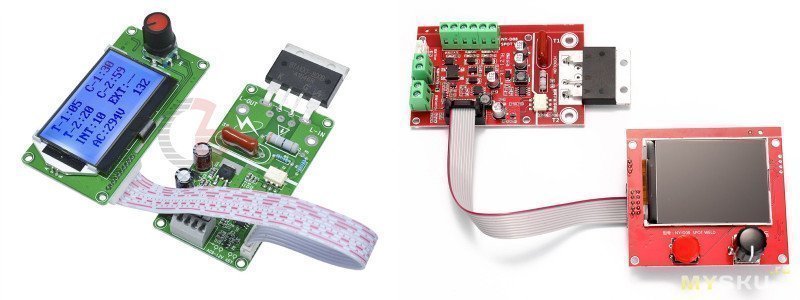
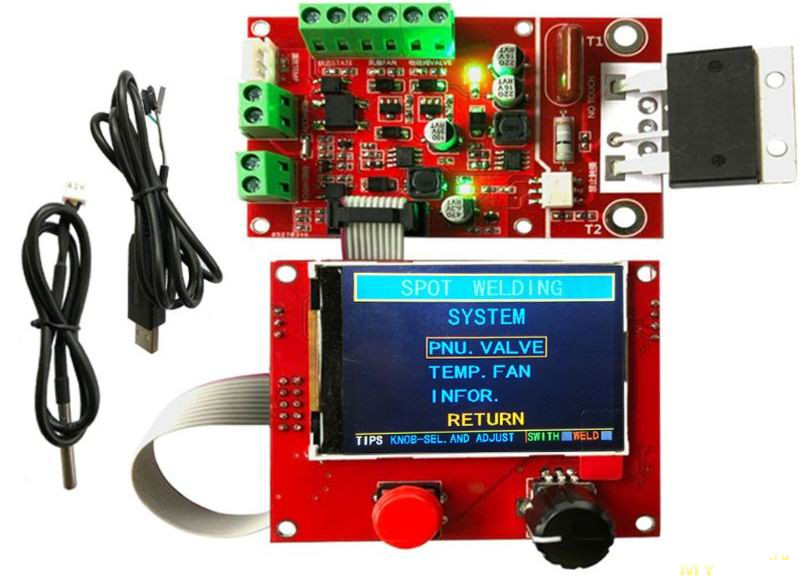
1. Плата контроллера с дисплеем.
2. Силовая плата.
3. Соединительный кабель с разъемами
4. USB-UART конвертер
5. Термодатчик
6. Колпачок на кнопку
7. Ручка на энкодер.

По поводу мелочевки скажу что по сути важен только кабель для соединения модулей, без него работать не будет.
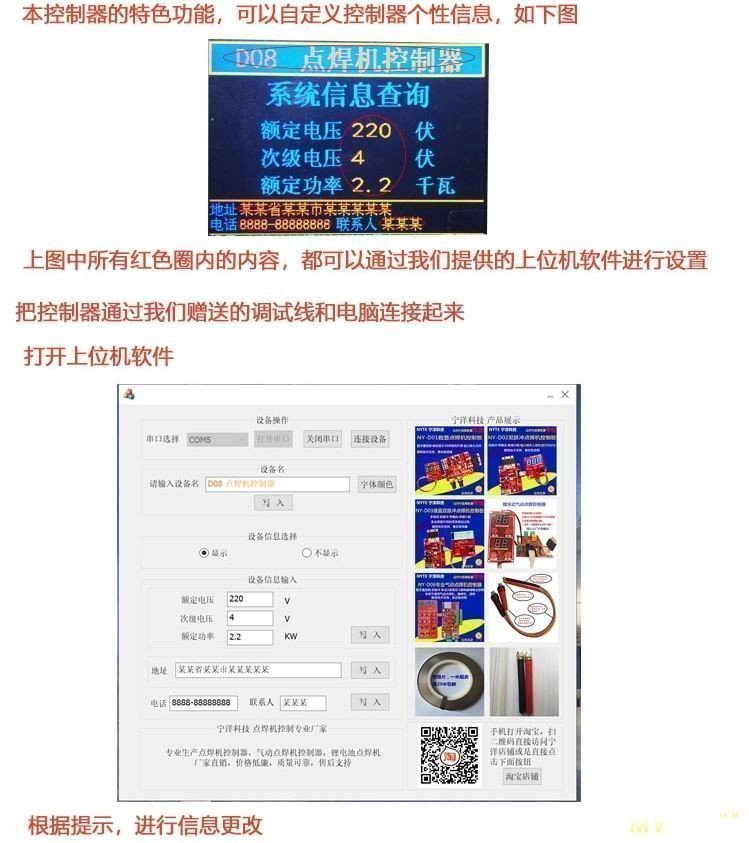
Кроме того зачем-то дали USB-UART конвертер, причем зачем-то даже стерли маркировку его чипа.

По задумке кабель нужен для работы с ПО, которого я так и не смог найти. Но по сути в ПО задается только три параметра — входное напряжение, предположительно выходное напряжение и мощность трансформатора. Мало того, как я понимаю, это все можно задавать и через основное управление самого модуля, но опять таки, непонятно как и главное, зачем…
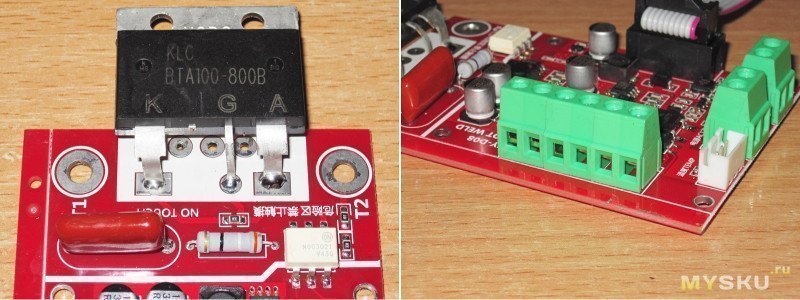
Силовая плата.
Имеется гальваническая развязка, при этом весьма наглядно разделены «холодная» и «горячая» стороны, а также написано что руками опасную часть лазить не надо.
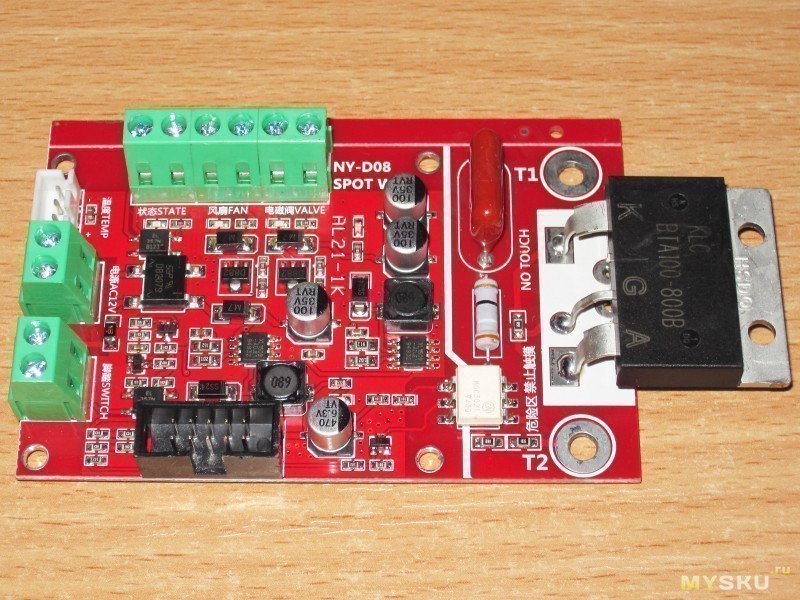
На плате имеется куча разъемов:
1. Switch — подключение педали или кнопки управления
2. AC12V — питание платы, использовать только обычный «железный» трансформатор.
3. TEMP — подключение термодатчика
4. State — состояние, не разбирался, в схеме не описано, но как я могу видеть, туда идет оптрон.
5. FAN — 12 вольт вентилятор
6. VALVE — клапан, а если точнее, то клапан пневматического механизма прижатия электродов.
Также на плате видно пару ШИМ контроллеров, диодный мостик, транзисторы отвечающие за включение вентилятора и клапана.
1. В высоковольтной части все гораздо проще, опторазвязка, мощный симистор, немного деталей и отверстия для припаивания проводов.
2. Клемники весьма неплохие и удобные.
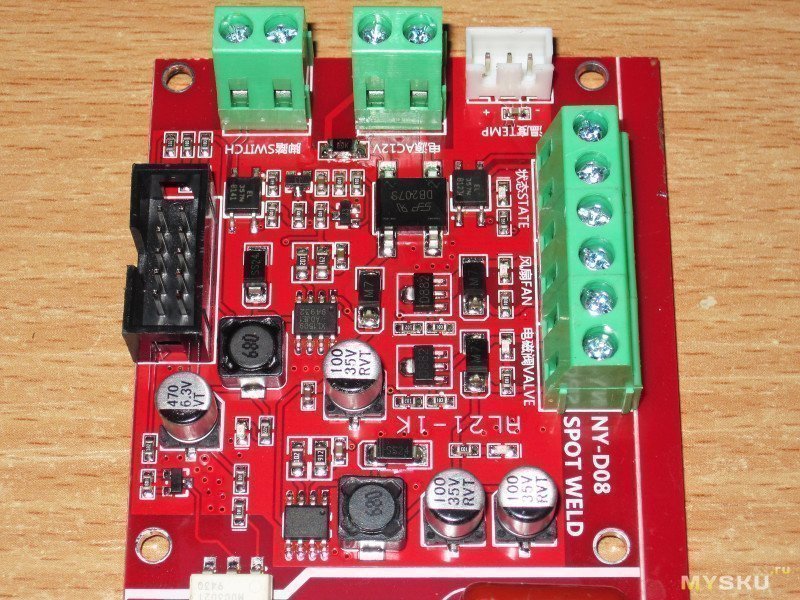
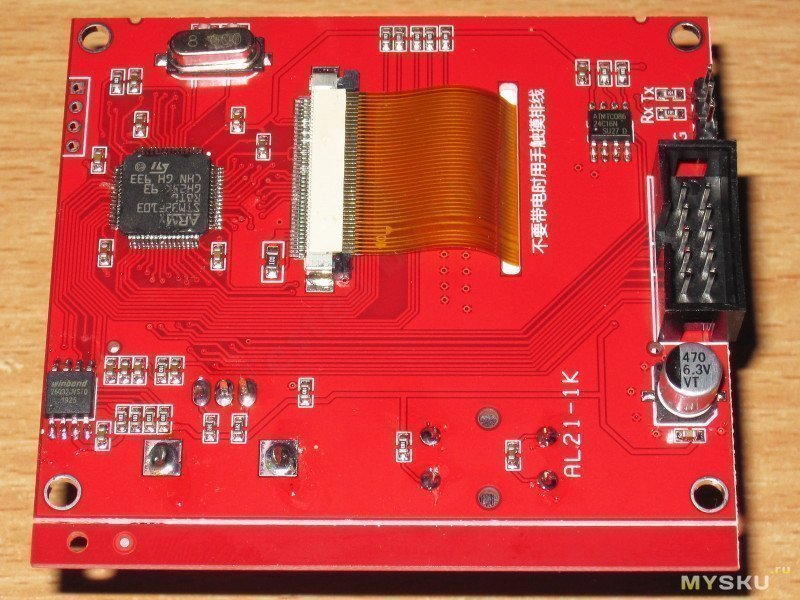
Плата контроллера.
Спереди ЖК дисплей, кнопка и энкодер. Здесь я хочу поругать производителя. Мало того что применили энкодер без встроенной кнопки, так еще поставили настолько тугой, что было ощущение что он сейчас еще и скрипеть начнет.
Я как-то не понял смысл разделения энкодера и кнопки при том что нажимные энкодеры стоят копейки, а пользоваться было бы даже удобнее.

А вот сзади все остальные компоненты, в том числе и микроконтроллер.
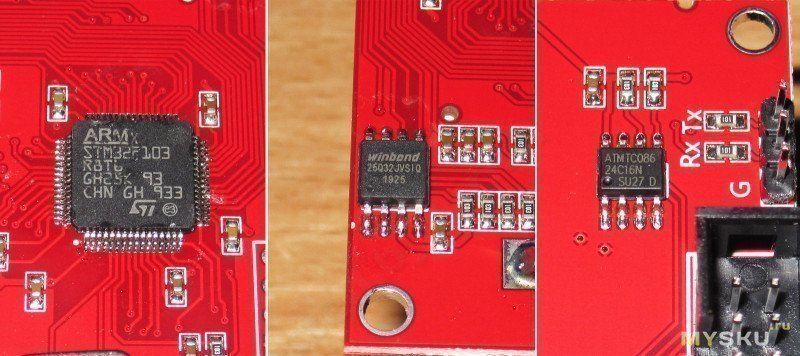
Основные компоненты. справа видны также пины для подключения USB-UART конвертера, но как я писал, смысла в нем ноль.
Размеры платы и расстояний между крепежными отверстиями.
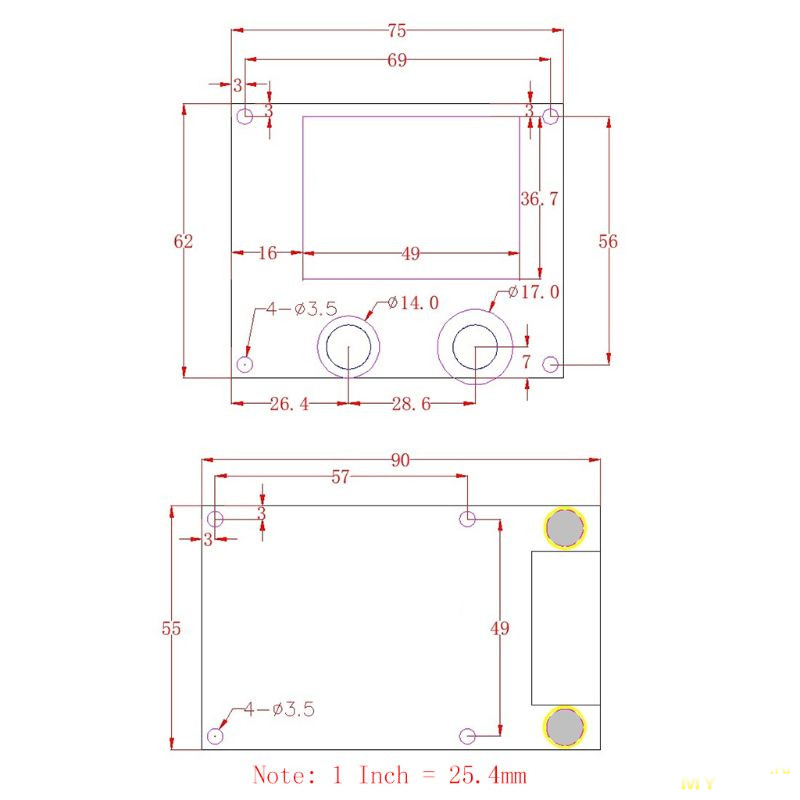
Схема подключения на странице продавца отсутствовала, но без проблем находится в аналогичных лотах других продавцов.
Для пробного включения я ограничился только силовой платой, контроллером и трансформатором, не подключал даже датчик температуры. Но ничего, все заработало вполне нормально.

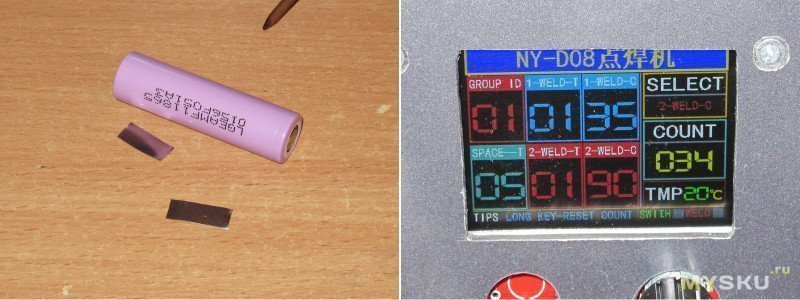
При подаче питания по экрану пробегает белая засветка, затем отображается надпись Loading. Если вдруг ваше устройство отображает информацию на китайском, то перед включением надо зажать кнопку, тогда выключиться режим выбора языка.

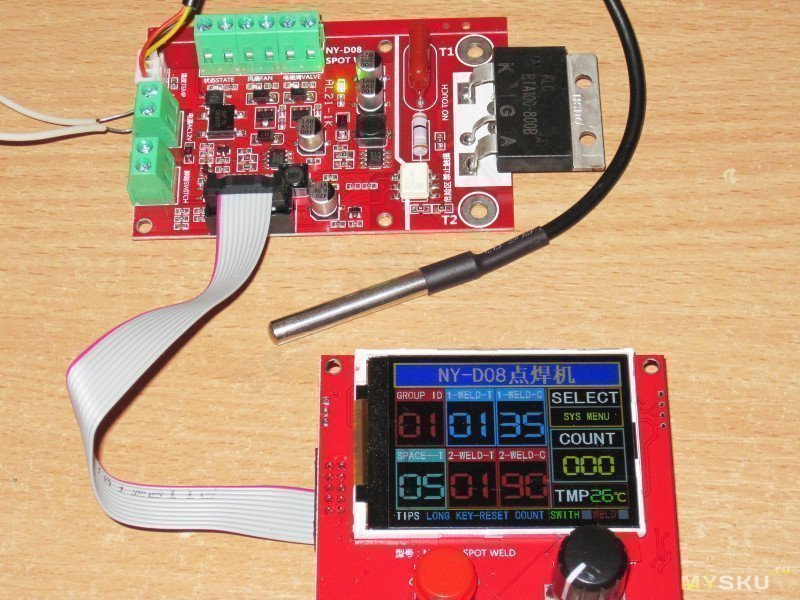
1. После загрузки на экран выводится информация о названии модели устройства, настройках, температуре, количестве «сварок», активности выхода и даже подсказки.
2. Есть шесть окон настроек:
Номер ячейки памяти
Длительность первого импульса
Мощность первого импульса
Пауза между первым и вторым импульсом
Длительность второго импульса
Мощность второго импульса
Переключение между окнами настроек и регулировка вращением энкодера, включение/выключение режима регулировки нажатием на кнопку. Если вращать энкодер дальше, то попадем в режим настроек, вход также по нажатию на кнопку.
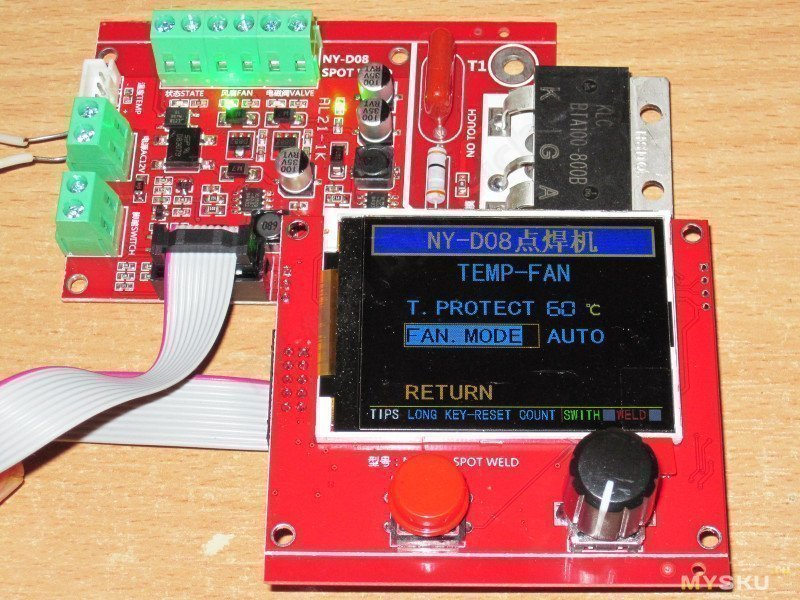
3. В настройках предлагается только регулировка задержки включения/выключения клапана и порогов включения вентилятора.
4. Настройки клапана, за какое время до подачи тока включиться, через какое время потом выключиться и сколько циклов включения/выключения сделать в автоматическом режиме.
5. Управление вентилятором, диапазон регулировки температуры включения 1-99 градусов, гистерезис 3 градуса.
6. Есть режимы выключено, включено и авто, в зависимости от температуры.
Также есть возможность «отката» к заводским настройкам, но как именно, не разобрался, то ли старт с зажатой кнопкой сварки, то ли с одновременным зажатием двух кнопок. А вот сброс счетчика «сварок» производится при удержании кнопки около 3-4 секунд из рабочего режима…

В описании
другого лота с таким же контроллером попалась фотка меню настроек где есть и третий пункт, информация, но в моем случае его не было.
Если датчик температуры не подключен, то на дисплее отображается температура 99 градусов, соответственно если в таком состоянии выбрать режим Авто, то вентилятор включится, о чем информирует светящийся светодиод около соответствующих клемм.
После подключения термодатчика все нормализовалось. Проверку точности измерения не проводил, но субъективно температура соответствует реальной.
Чтобы не множить картинку покажу минимальное и максимальное значение все возможных настроек, а так как каждое окно настраивается полностью независимо, то это и есть минимум/максимум.

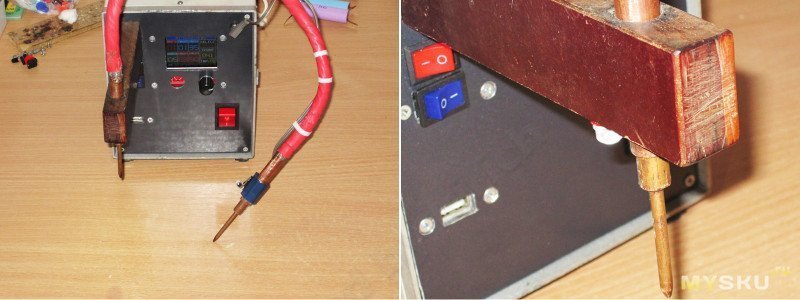
Теперь переходим к практической части. Процесс сборки сварочного аппарата показать не могу, да и по большому счету смысла особого в нем нет. В данном случае практически всю работу товарищ сделал сам, собрав все в корпусе и даже подготовил установочные места под контроллер.

В данном случае в качестве основы использовался корпус от старого советского вольтметра, донором трансформатора.
Предохранители поставили по обоим линиям, на всякий случай был установлен и вентилятор, хотя реально прогреть такой трансформатор не так просто.
На переднюю панель вынесены:
1. Выключатель сети
2. Индикатор, кнопка и энкодер контроллера
3. USB гнездо для подключения чего нибудь с питанием 5 вольт.
4. Выключатель блока питания питающего USB выход
5. Подсветка и выключатель подсветки.
6. Гнездо для подключения кнопки подачи сварочного тока.
Также можно отметить очень продуманную конструкцию установки электродов, а точнее стационарного электрода, но об этом чуть позже.

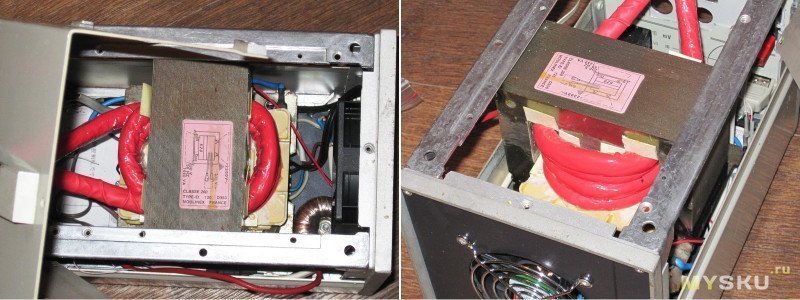
Компоновка внутри относительно свободная, сверху виден силовой трансформатор, правее вспомогательный для питания контроллера. Под силовым трансформатором находится блок питания 5 вольт.
Донором трансформатора судя по всему послужила микроволновка Мулинекс и я могу однозначно сказать что транс получился просто отличный, тихий, эффективный.
Вторичная обмотка намотана гибким проводом сечением 48мм.кв, уложено четыре витка.
Кроме основы сварочного аппарата товарищ дал еще разных сварочных лент примерно по метру каждого размера, светодиоды подсветки, медную пластинку и какие-то шайбы.

Лент было шесть, три стальные и три никелевые, кроме того ленты имеют как разную толщину, так и разную ширину.
Также здесь пригодились мертвые аккумуляторы, которые отлично подходят для экспериментов так как большей частью еще и разряжены в ноль.

Далее шли попытки сварки при разных настройках, но как потом стало понятно, я допустил ошибку, из-за чего аппарат больше грел место сварки чем варил.
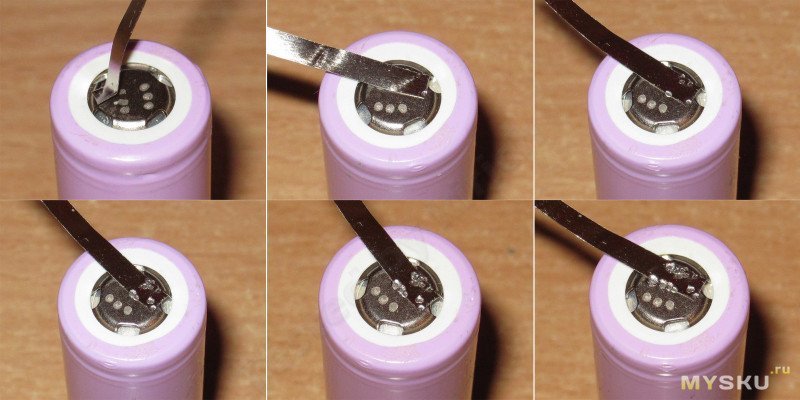
Для начала попробовал стальные никелированные ленты, их варить проще всего. В двух вариантах из трех было все в общем-то нормально, но при большой толщине лента не хотела нормально привариваться.
Также заметил странный эффект, он хоть и не очень хорошо, но все же заметен на втором фото у среднего аккумулятора. Там три попытки сварки, соответственно должно быть шесть точек, но три точки заметны хорошо, а три почти не видны, причем все три малозаметные точки это след от стационарного электрода. Почему так, не знаю.

Вторым этапом шла никелевая лента, здесь в принципе была та же самая ситуация, тонкая и средняя варилась, а вот толстая только делала вид. Причем я пробовал несколько раз и в итоге просто прожег ленту, но нормально приварить не смог.

Причина стала понятна позже, я варил в неправильном режиме.
При сварке надо стремиться к большому току, но минимально возможному времени сварки, а у меня получалось почти наоборот. В итоге я просто грел ленту, она раскалялась, но нормально не приваривалась.
Слева направо разные режимы при разной толщине ленты, которые я пробовал.

В подтверждение этому при попытке сварить две ленты между собой я получил много дыма, но мало толка :)
Не, на самом деле в таком варианте ленты как раз сваривалась, но она так грелась что кусочек ламината, на котором я это делал, превращался почти в уголь.
Ниже три этапа, справа от ленты отпечаток на обрезке ламината, видно что при уменьшении длины импульса температура в точке сварки заметно снижается.

Далее просто ради интереса решил приварить кусочек никелевой ленты к плоскогубцам. И зачем я это делал… потом еле отодрал эту ленту.
Вот здесь кстати режим сварки почти оптимален, очень короткий первый импульс и увеличенный второй, для улучшения я бы советовал у первого импульса уменьшить мощность.
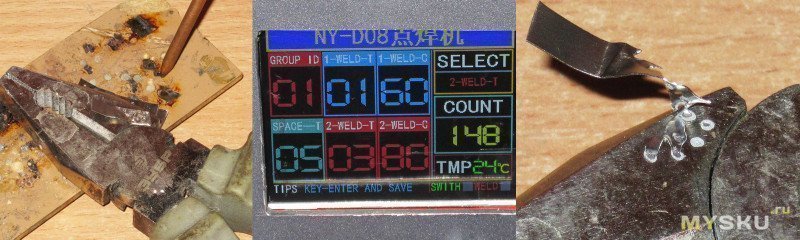
А вот это уже не сварка, а последствия случайного включения без нормально прижатых электродов. Целился чтобы приварить пару пластинок, но случайно нажал на выключатель и подал ток до того как прижал.
В итоге прожег насквозь ленту и повредил электроды, причем второй электрод повредил весьма заметно.

Конечно много кого заинтересует, а что вообще за цифры отображаются при настройках, например что означает режим 5/60/5/5/60.
Здесь все предельно просто, вообще значений шесть, но первое это номе ячейки памяти и его можно не учитывать.
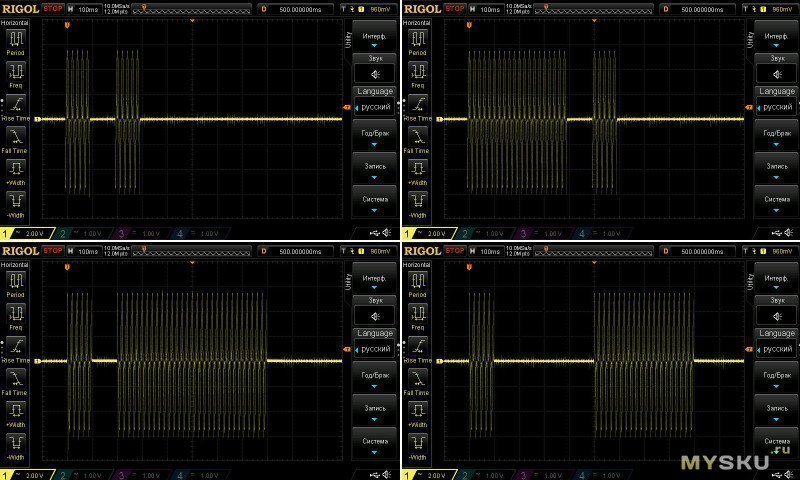
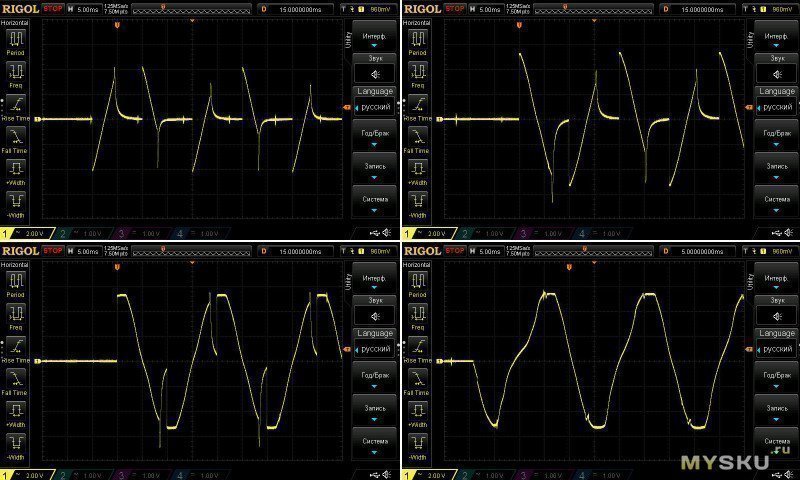
А вот далее интереснее, например ниже осциллограммы четырех режимов
5/60/5/5/60
20/60/5/5/60
5/60/5/30/60
5/60/20/20/60
1. длительность первого импульса
2. мощность первого импульса
3. время паузы между импульсами
4. длительность второго импульса
5. мощность второго импульса
При этом время задается в полных периодах сетевой синусоиды и соответственно составляет 20мс, т.е. 5 в настройках это 100мс или 0.1с.
С мощностью еще проще, по сути она задается в процентах от максимума, ниже синусоида на сварочных контактах без нагрузки при параметрах 30, 50, 75 и 99.
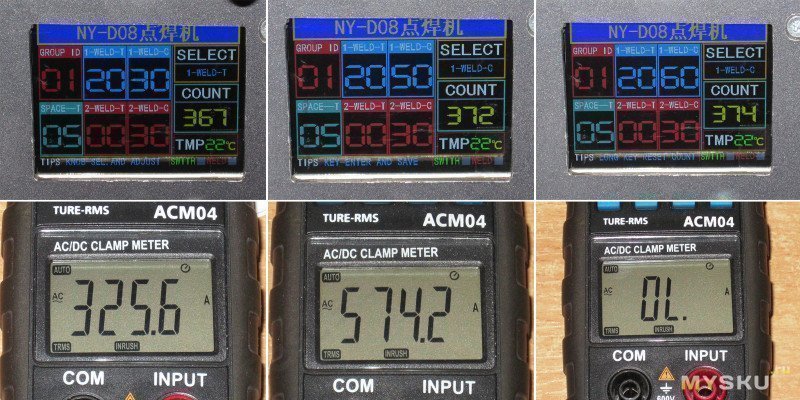
Ну и конечно стало любопытно, какой ток развивает сварка в процессе, для измерения использовал клещи с режимом измерения пиковых значений.
На значении мощности 60% клещи ушли в перегрузку, прогнозируемый максимальный сварочный ток около 1000А.
Еще на начальном этапе меня раздражал тугой энкодер, а когда поставил плату в корпус и где-то начало немного затирать ручку, то это все превратилось в полный мрак. В итоге предложил товарищу заменить родной тугой энкодер на обычный, которые я использую, плюс убрать кнопку и задействовать вместо неё кнопку самого энкодера.
Сказано, сделано, родной энкодер и кнопку убрал, поставил обычный, вращается мягко, нажимается удобно, собрал, попробовал, оказалось поспешил.
Разобрал снова, вспомнил родственников того китайца который поставил этот энкодер, потому как он оказался обратным и направление вращения не совпало, сделал нормально, собрал.
В общем обычный нажимной энкодер гораздо лучше, рекомендую переделывать сразу.

Кроме того убрал родные стойки, которые имели длину около 8-10мм и поставил самые короткие пластиковые длиной 5мм, так и лучше и экран почти вровень с корпусом.

В лишнее отверстие товарищ сразу распечатал заглушку, но они пока у него дома.

Вот теперь перейдем к тестам сварки и оказалось что ключевых позиций две:
1. Стальная лента толщиной 0.1мм
2. Никелевая лента толщиной 0.2мм.
В первом случае надо было выяснить, не будет ли сварочник её прожигать. выставил почти минимальную мощность и стал пробовать.
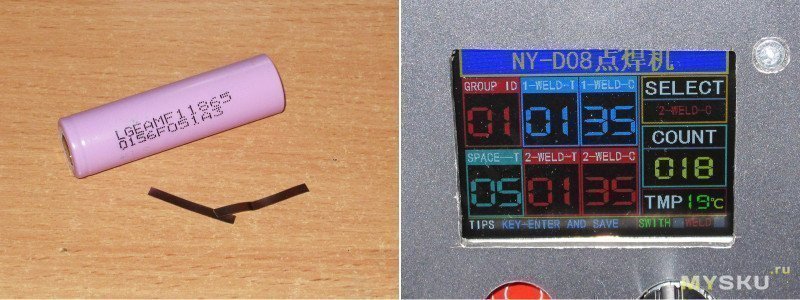
Оказалось что этого даже маловато, а значит есть запас в минимальную сторону. Ниже результаты для режимов:
1. 1/35/5/1/35
2. 1/35/5/1/45
3. 1/35/5/1/55
4. 1/35/5/1/65
5. 1/35/5/1/75
6. 1/35/5/1/90
Лента нормально варится начиная примерно со второго-третьего режимов.
Приварил вторую ленту к плюсовому контакту и еще одну к минусовому используя режим 1/35/5/1/90, т.е. минимально короткий импульс и почти максимальная мощность второго импульса.

Потом взял толстую никелевую ленту, её варить начал с последних настроек которые использовал — 1/35/5/1/90
1. 1/35/5/1/90
2. 1/35/5/2/90
3. 1/35/5/3/90
4-6. 1/35/5/3/90
Здесь пришлось увеличивать время второго импульса с 1 до 3, в последнем режиме варило отлично, лента не прожигалась, но приваривалась так что при попытке оторвать просто рвалась.

Результаты в виде макрофото

Теперь пришло время показать дополнительные возможности.
Сходу поставил светодиод в специально предназначенное место с применением специально распечатанного держателя. На фото увы не видно как он светит, но могу сказать, что как раз освещает место сварки, выключается отдельным выключателем.
Но возможно больше заинтересует опция сварки ленты, для этого есть медная накладка, устанавливаемся на стационарный электрод.

Принцип предельно прост, если надо сварить две ленты, например под углом или крестом, то кладем эту пару лент на пластину, прижимаем вторым электродом и подаем сварочный ток.

Для примера вынул стационарный электрод и сделал то же самое в обычном варианте, здесь сразу видна разница между сваркой.
В первом случае на пластинах только аккуратные точки, так как сварка идет насквозь по минимальному пути, на фото шесть одинарных точек сварки.
Во втором случае образуется петля большей длины и надо поднимать мощность, что приводит к повышенному нагреву и даже перегреву ленты. На фото две двойных точек сварки.
Единственное чем мне не очень понравился первый режим, электрод заметно прилипает к ленте, но это похоже я перестарался с током.

Ну и собственно все подопытные, которых теперь придутся куда-то утилизировать.

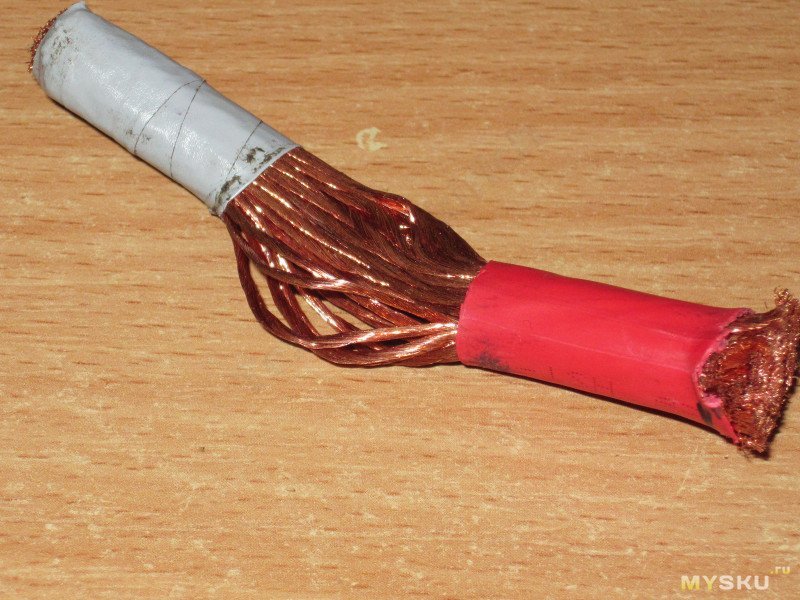
Предвижу вопрос, а из чего сделан сварочный кабель?
Чаще всего использую именно провод большого сечения, но обычно он довольно жесткий и здесь товарищ решил использовать специальный провод ПЩ, в данном случае сечением 4мм.кв.
Использовалось 12отрезков длиной по 206см, итого 24,75м. 4 витка, расчетное напряжение 3.83В, сечение соответственно 12х4=48мм.кв. Далее собранные в жгут провода изолировались при помощи мягкой термоусадки.
От себя скажу, что кабель реально очень мягкий, а сечение почти 50мм, позволило без проблем получить приличный ток в нагрузке.

У товарища остались обрезки сварочного кабеля, забрал себе для фото :)

Если расковырять, то видна витая конструкция, состоящая из большого количества мелких свитых жил.
А это фото трансформатора сразу после намотки, еще до установки в корпус, для понимания как это выглядело.
Могу сказать, что трансформатор получился реально отличный.

Кроме того товарищ сразу старался максимально снизить количество переходных участков, потому концы кабеля сразу запаяны в держатели электродов, в которые эти электроды вставляются, что дает возможность их смены.

Вот собственно и все. Выводы будут короткими, плата понравилась. Да, есть мелкие косячки, как например с тем же энкодером, да и непонятно зачем дали адаптер USB-UART, но в остальном удобно, практично, ну и похоже что довольно надежно.
По самому сварочнику вроде также все показал, надеюсь что было полезно и поможет сделать свое, удобное и надежное устройство :)

Тем более Вы указали, что у разных поставщиков меню на экране отличается…
Так вот, вторичка 2 витка 90 квадратов, выводы по 10 см- варил ленту максимум 0.1мм и то нестабильно. Экспериментировал с сечением и количеством витков, лучший результат: 5 витков 35 квадратов, вынос электродов на 40 см проводами 25 квадратов — ленту 0.2мм варит просто отлично. Толще у меня просто нет, но запас по мощности есть, выше 80% не ставил.
Напряжение на вторичке выходит около 1В на виток, таким образом 2В оказалось мало, 5В — вполне оптимально, позволяет некоторую вольность с длиной выноса электродов.
На мой взгляд, очень важный фактор, кроме выбора оптимальных длительности импульса и мощности конечно, сила прижима. Давишь от души — прихватывает едва-едва, прижмёшь слабо — испаряет кусок ленты и прожигает электрод аккумулятора. Лучший результат, если давить до сжатия пружин наполовину.
Я к чему всё это написал: если надо, я могу плавить металл, ток позволяет. А Вы на повышенном напряжении и уменьшенном сечении провода пробовали так? А то боюсь потерять ток, если повышу напряжение.
На счёт ручки, пробовали делать сами и ничего хорошего не получилось? Почему решили купить готовую?
В планах укоротить провода в два раза, подключить их напрямую к зажимам электродов, это должно ещё немного снизить общее сопротивление цепи.
есть видео замера токов при сварке. На этом трансе ток КЗ около 1.5КА.
На другой сварке с большим трансформатором 2*95мм ток кз около 1.3КА.
Варят примерно одинаково.
И хотелось бы понять, как сделаны концы кабелей. Типа кабель вставлен/запаян в медную трубку, в трубку запаяна трубка меньшего диаметра, куда уже устанавливается электрод?
Щуп, который в «роге» из текстолита (ну или похожего на него), он неподвижный? Я так понимаю, настраивается под высоту 18650 и в путь? Если так, то не сильно практично, как по мне. Электрод в процессе уменьшается и надо подстраивать по новому. Ну и под батарейки поменьше тоже подстраивать надо. Китайцы делают такой щуп подпружиненным, вроде, в своих готовых аппаратах.
Нет, во первых высота электрода регулируется, а во вторых он делается не под размер, просто вынос чтобы прижимать элемент снизу.
Я купил осенью готовый китайский сварочник за 6 тысяч. В прошлое воскресенье сварил первую батарею. Два режима работы: один или два импульса. Сваривает нормально.
www.kirich.blog/stati/informaciya-dlya-nachinayuschih/244-kak-raschitat-emkost-gasyaschego-kondensatora-prostogo-bloka-pitaniya.html
220 мкф вроде как надо, и ничего выбивать больше не будет, я правда в этом не особо специалист.
да и ещё хз как всё это воспримет схема управления
просто даже на аккумах из самого дешевого шуруповерта никаких цветов нет, просто бесцветные точки.
Я вижу на фото что при втором импульсе 3/99 никель 0.2 варит с ореолами, это не очень хорошо.
Сталь 0.2 будет варить на 0.2/99 почти красиво.
Мне кажется эта сварка для никеля слабовата
Кроме того по хорошему надо было электроды зачистить после того как я их повредил, там есть фото.
Совсем острые тоже плохо варят, пока чуть не затупятся. Наверное на острых растет сопротивление в месте контакта и падает ток.
В праздники собрался два аккумулятора макитовского формата собрать, взял старую автомобильную батарею, с ней не варилось, хотя по ёмкости в ней честных 35 из 65 Ач.
Вынул из машины свежую, согрел, дозарядил, и с ней как бахнуло с первой же попытки:
Философский вопрос: как не сжечь следующую такую же?
Правда, что внешний блок питания на 12В спасает?
Где-то видел, что её ещё как-то разворачивают, и варят с другой стороны, но смысл этого мероприятия не понял.
Допаивают дополнительные транзисторы на платах где предусмотрены места под них?
Допаивают на пустые места, что бы распределить ток. Тем самым, снизить нагрузку на отдельный мосфет).
Можно конечно провода удлинить(сечение уменьшить), будут, как работать как токоограничивающие резисторы.
Но, для сварки нужен, как раз большой ток…
по крайней мере с лед сегментниками именно такой работает без проблем
а как вы определили что демпфер хлипковат?
Как семистор включился с помощью ZVC, на трансформаторе тока тока появится разность потенциалов, тут и начинаем считать мощность.
А в обзоре какое-то недоразумение.
По моему проще «по старинке», включить в произвольный момент, а выключится он в паузе сам.
Всё-таки есть какая-то зависимость между количеством витков вторички (Uвых) на трансе и качеством сварки? Встречается от одного-двух до пяти-шести витков в самоделках.
Подскажите пожалуйста размеры Вашего силового трансформатора. Пробовал делать также на тансе от микроволновки но что то не очень получилось, кажется что танс маловат, вот хочу узнать размеры Вашего. Спасибо.
С Уважением…
Судя по тому, что влезло 4 витка такого сечения. Транс на 1400 Вт. В современных микроволновках(бытовых) такие больше не ставят… макс 900Вт. И то. Поискать надо. Обычно 700-800.
Зависимость от витков простая. Больше витков, больше напряжение)
Ни закон Джоуля-Ленца никто не отменял.
Вот 2 последовательно по 3-4 витка на каждом. Варит хорошо. Сварка происходит с таким «характерным ударом». Не знаю, как объяснить, на практике надо почувствовать.
Правда у меня сварка собрана года 3 назад. Контроллер без двойного импульса. Может с двойным и один транс нормально работать будет…
Я находил на улице пару микроволновок и каждый транс сцуко личность. Но мне удавалось при 2В иметь отличные результаты сварки.
В двух импульсах видится, что первый, с малым током или временем дает прогрев, «присадку» к поверхности". Второй уже варит.
А когда варим тонкую ленту 0.1-0.2мм то это все нафиг не надо, достаточно платы с 1 импульсом и 2 крутилками. Лента легко проминается электродами, предимпульс не нужен.
В плате задаётся напряжение, чтоб плата пересчитала длительность импульса если сетевое напряжение плывет. То есть было 220, стало 240 — плата сделает импульс короче, чтоб не переживать точки. Можно было поиграться с латром. При этом вроде бы напряжение в параметрах платы при изменении сетевого тоже изменяется.
Обычно напряжение на выходе транса 2-5 вольт.
Толстый провод мало вольт но большой ток. Варит, но выводы нужно делать короткие, так как напряжение малое.
Более тонкий, но больше витков — ток вроде должен упасть из за того, что провод тоньше, но не падает потому что поднялось напряжение. В итоге у меня 2*95мм варит чуть хуже чем 5*35мм. Но больше 5-6 витков начинает расти индуктивное сопротивление транса и ток растет уже не так быстро.
То есть оптимально 3-5 витков максимально толстым проводом.
Ну и все это можно легко проверить, мотая от 1 до 20 витков любого провода в окно транса (сечением 1.5-4мм) и сравнивая ток КЗ вторички при разном числе витков.
Опция сварки ленты это интересно, но проще варить ее сразу в 2 точки с одной стороны. Лента на ленту снизу твердый изолятор и варятся сразу 2 точки, как на аккумуляторе. Без медных пластин.
Ну и варить с такими ореолами — себя не уважать. Чистый никель 0.2 варит некрасиво, на заводских батареях такое бывает крайне редко.
Хотел спросить про держатели электродов: они пластиковые, напечатанные? Как осуществляется зажим, можете подробнее сфоткать или объяснить?
Kirich, а что там на плате с контроллером такое? Его как будто пионер выпаял и жахнув 200 грамм припаял обратно))
Не люблю нажимные энкодеры.
Не люблю за то, что при нажатии можно одновременно провернуть его на одно деление.
Мне сейчас скажут «нажимай аккуратно» и «надо привыкнуть».
А зачем? Техника должна делаться для удобства человека, человек не должен подстраиваться под неудобную технику.
Медные скрутки потянет? Допустим 3 провода по 2.5 мм скрученные в скрутку?
Что касается точечной сварки, то не могу понять, зачем она нужна. Все демонстрируют приваривание металлических полосок к аккумуляторам. Интересно, зачем это надо? При ремонте аккумуляторов? Но ведь этим, по идее, занимаются очень и очень редкие люди. Мне, например, ни разу в жизни не было нужды приварить что-то к аккумулятору и вряд ли будет. Или еще зачем-то такая сварка нужна?
Тогда получается что только у меня в городе таких устройств будет около 150. Реально используется больше, например у товарища, которому я заказывал плату, это уже четвертый аппарат.
Я могу назвать довольно много вещей, которые мне никогда не были нужны, но которые нас окружают постоянно и пользуются спросом.
Возможно тогда был слишком кривой софт т. к. он только появился но были следующие проблеммы:
1. Если нажать педаль быстро то без проблемм по косвенным признакам отрабатывало примерно как нужно (замеры не делал но проходило 2 коротких импульса которые регулировались по мощности и продолжительности). Но вот если нажать педаль чуть дольше либо удерживать педаль то шмалил до тех пор пока ее не отпустишь не зависимо от установленных настроек.
2. Нельзя было быстро варить… начинаешь варить 1, 2, 3, нормально а дальше подвисает и горит квадратик в правом нижнем углу и пока не погаснет не реагирует на педаль. А ждать можно и несколько секунд и несколько десятков секунд и порой по полторы минуты… т. е. безсистемно. Причем подвисание может быть и после 1 и после 10 сварки, т. е. тоже идет безсистемно. Думал что дребезг контакта, пробовал разные варианты — от кондера в качестве антидребезга, электролита с резистором, даже ардуинку на которой выдавал минималдьный импульс… так и не поборол.
У Вас вышеописанных проблемм не возникало… отрабатывает нормально?
Ведь не хочется выкинуть снова 30-40 баксов на новую плату чтобы получить такиеже проблеммы :(
Может у Вас есть сильные наводки на плату управления и она банально подвисает от этого?
Саму плату полностью я не экранировал, но когда эксперементировал то пробовал ставить металлическую пластину между трансом и платой (для уменьшения эл. магнитных наводок) результата не дало.
Если учесть проблемму номер 1 (ее наводками сложно объяснить) т. е. когда нажал педаль и держишь — варил постоянно не зависимо от настроек то скорее всего мне либо попалась такая плата либо тогда был кривой софт (она тогда только появилась на рынке).
Можете еще проверить по 1 пункту, что данная пролблемма у Вас не присутствует?
Если ее нет то тогда куплю новую плату.
Буду заказывать новую плату и заканчивать этот проект.