Основное предназначение такого ступенчатого сверла — получение отверстий в листовом или тонкостенном материале: пластик, дерево, гипсокартон, металл и пр. Почему в тонкостенном? Потому что форма у этого сверла ступенчатый конус и, если толщина детали больше высоты одной ступени сверла (в данном случае от 4 до 7 мм), то вместо ровного отверстия одного и того же диаметра, мы получим конусное отверстие. Если конечно нам не нужно отверстие самого большого диаметра, которое имеет данное сверло. Но такое отверстие проще сделать сверлом нужного диаметра либо коронкой. Особенно удобно работать с таким сверлом, когда нужно одновременно делать отверстия разных диаметров. В этом случае значительно экономится время на снятие и установку сверл разных диаметров.
Ступенчатое сверло представляет собой сверло конусной формы с одной или несколькими продольными прямыми или спиральными канавками, которые образуют режущую кромку. Ступенчатые сверла получили свое название благодаря последовательным ступенчатым переходам диаметров. При использовании такого типа режущего инструмента намного легче контролировать размер обрабатываемого отверстия и его диаметр будет строго соответствовать одному из значений диаметров последовательного ряда сверла. В данном наборе это диаметры диапазоном 3-12 мм, 4-12 мм, 4-20 мм

Поставляется товар в небольшом бумажном конвертике

Внутри тканевый чехол со сверлами на липучке и небольшая инструкция
Инструкция на русском языке, причем хорошем русском и даже с какими-то комментариями то ли продавца, то ли переводчика
Сверла лежат в чехле в индивидуальных кармашках

В комплекте 3 сверла разных типоразмеров. На сверлах имеется желтое напыление, продавец позиционирует его как титановое. Это навряд ли, титан имеет серебристо-белый цвет

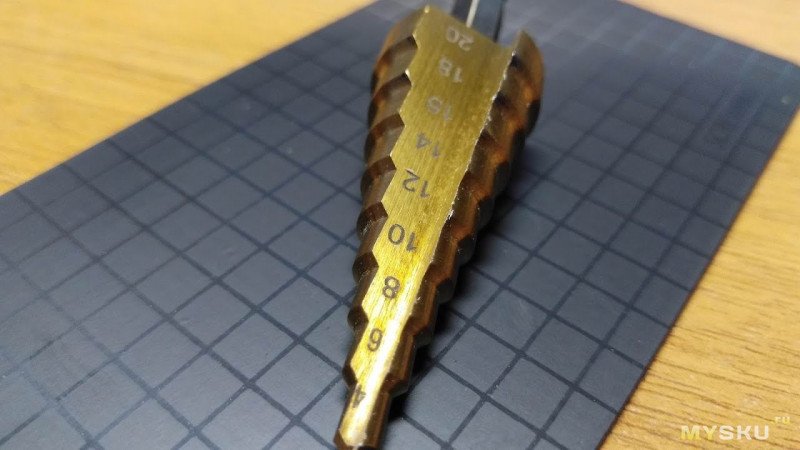
Каждая ступень сверла промаркирована его диаметром. У каждого сверла свое количество ступеней.

У сверла 4-12 мм их всего 5 с шагом 2 мм. Общая длина режущей части сверла 40 мм при высоте ступени 7 мм

У сверла 4-20 мм их уже 9 с шагом 2 мм. Общая длина режущей части сверла 46 мм при высоте ступени 5 мм

У сверла 3-12 мм самое большое количество ступеней — 10 с шагом 1 мм. Общая длина режущей части сверла 50 мм при высоте ступени 4 мм

Между ступенями наклонный переход 1-2 мм. Довольно плавный переход с одной ступени на другую образует фаску для предварительно просверленного отверстия

Переход с размера на размер при сверлении четко виден и достичь нужного диаметра не составит труда
Наконечник каждого сверла имеет заточку. Предварительное сверление меньшим диаметром или накернивание обычно не требуется
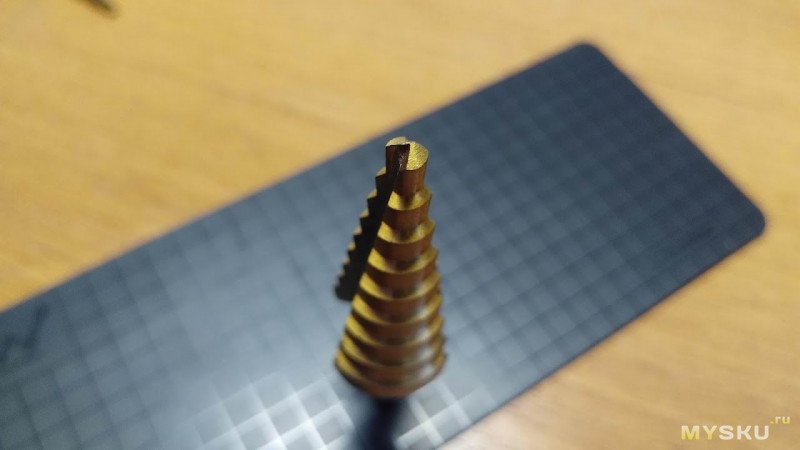
Хвостовик стандартный шестигранник с проточкой
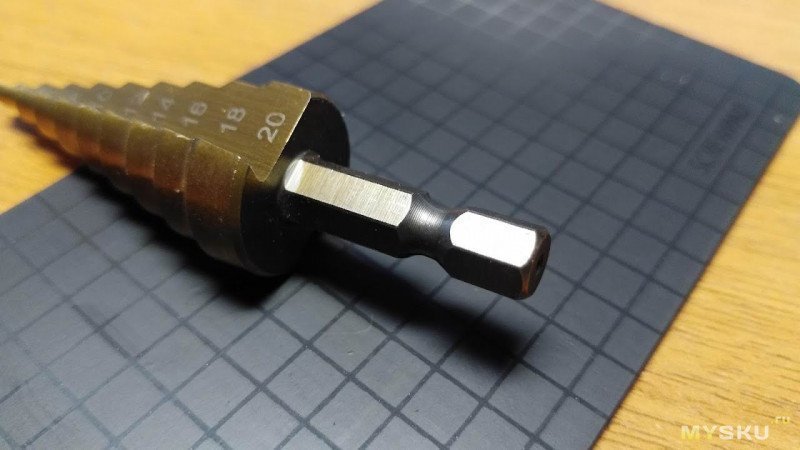
В центре неглубокое отверстие диаметром 2 мм

Проверим выборочное соответствие фактического диаметра ступени ее номиналу. Возьмем для примера 10 диаметр на каждом сверле.
На сверле 4-20 мм до заявленного размера не хватило трех десятых мм

На сверле 4-12 мм эта ступень выдержана ровно — 10 мм

Сверло 3-12 мм не дотянуло на 2 десятых мм

В целом довольно приемлемо.
Проверим сверла в работе. Брал я их для сверления пластика, вот с него и начнем. Мне нужно оснастить полиэтиленовую крышку банки вот такими штуцерами

Размечаем места установки на крышке, подбираем нужное сверло и берем в руки шуруповёрт

Полиэтилен мягкий, сверло вгрызается в него без проблем, нарезая стружку

Отверстие получается довольно ровное, аккуратное, хотя и не идеальное

Вот такая нарезается стружка из полиэтилена

Возьмем пластик потверже и потолще 3 мм. Также никаких проблем

В твердом пластике отверстие получается совсем аккуратное и круглое

Фанера 9 мм. Сверлит отлично, только шурик пыжится, слабоват.
Отверстие круглое, только по краям есть немного задиров. Не критично.

Проверим соответствие указанного диаметра фактическому размеру отверстия. Сверлим еще одно отверстие и останавливаемся на 10 диаметре

Отверстие получается диаметром 9 мм. Надо иметь это ввиду

Для следующего испытания поменял аккумуляторный шуруповёрт на сетевой, он помощнее, в идеале конечно таким сверлом надо работать дрелью, но у меня ее сейчас нет под рукой. Деревянный брусок толщиной 35 мм. Тут дело пошло потяжелее, но слабое звено было не сверло

Вот такое получается конусное отверстие в объемных деталях

Ну и предел способностей конкретно этих сверл — листовой алюминий толщиной 2 мм. Продавец оставил такую рекомендацию по сверлению металлов: «Впрыск воды охлаждения во время работы, это может эффективно продлить срок службы сверла, особенно в случае непрерывного сверления». Обороты надо держать небольшие. На странице с товаром указаны такие:
3-12 мм: 260-400 оборотов
4-12 мм: 260-400 оборотов
4-20 мм: 180-240 оборотов
Смочим сверло в водичке и начнем

Одного смачивания не хватило, повторяем.

Одной ступенью отверстие просверлено. Второй ступенью пошло быстрее
Вот такое получается отверстие — круглое, но с задирами
А вот сверло уже даже после алюминия испортилось: затупился наконечник и кромка перехода на вторую ступень. После этого сверло стало плохо сверлить даже пластик.

На странице с товаром же увещевают, что сверло много для чего годится:
«Подходящий материал: Заготовки с общей твердостью, такие, как дерево, пластик, пластина ПВХ, железная пластина, толщина пластины в пределах 3 мм. Обратите внимание, что нержавеющая сталь и пружинная сталь не применимы. Не для закалки»
На стальных пластинах даже и пробовать не буду, раз его затупил даже алюминий.
Подводя итог: пластик, дерево, фанера и пр. без проблем. Быстро, ровно, аккуратно. Металлы сверлить этими сверлами не рекомендуется.

Вообще под каждый материал свое сверло, обычно сверло может
ковырятьсверлить всё, но дерево будет сверлить неэффективно, а в тонкий или мягкий пластик врезаться слишком сильно и рвать его.Даже для металла сверла отличаются типом заточки и покрытием, не говоря о других материалах.
Сетевой шуруповерт, баллон нонейм клона WD-40, полчаса времени — и 12 отверстий Ф16мм в стальном уголке 75х75х6 готовы. Ничего не подтачивал, от начала до конца резали себе стружкой.
Да, конечно, получается одно сверло в цену набора из трех из обзора. Но, имхо, не такая и большая переплата за инструмент, который можно назвать инструментом из нормальной быстрорежущей стали, по сравнению с китайским г**нолином (простите, цензурнее слова нет для описания материала сверла, которое тупится о АЛЮМИНИЙ). Ну и ждать не надо, да.
Занимался продажей инструмента, самое говно родное ГОСТовское. Под описание подходит, а по факту только выкидывать…
P.S. начинать сверлить 4мм лучше на 800 об/мин (иначе плохо сверлит), а уже на 6мм придется сбрасывать обороты до 500 об/мин иначе сверло будет гореть и тупится, а на диаметре 20мм скорость вообще 150 об/мин.
P.S. вариантов море, всего то хомут 43мм с отверстием под шток и площадкой под микрики распечатать понадобится. А можно и переменный резистор оставить — достаточно ему на вал пластиковую шестерню надеть, а на штоке зубчатую рейку напечатать, а можно… вариантов изменения скорости на лету море, но ведь никому ничего не надо))
Т.е. сделали на холостом ходу 1000 об/мин, нагрузили, стало 800, еще нагрузили, стало 700.
Вот только пытаться регулировать это на ходу нажимая пальцем на резистор и одновременно пытаясь под ним крутить квест еще тот (конструкторов поубивал бы). Имхо: девайс должен быть прост и удобен как… затвор автомата калашникова, т.е. на том месте где я на фото расположил микрики логичней всего выглядел бы переменный движковый (ползунковый) резистор, а там уже можно «делать/не делать» что угодно ибо появляется хоть какая то возможность регулировки.
Имхо: не думаю, что например сверло 4мм и 6мм будут показывать большую разницу в нагрузке на двигатель.
а я только недавно обрадовался покупке 4010, а оказывается рано радовался :(
P.S. с ручными фрезерами по аналогии: многие их берут мощностью 2,2кВт, а гоняют только вполовину этой мощности — и запас по мощности есть и прослужит машинка дольше.
Одним из моих наиболее часто используемых инструментов является болгарка Калибр МШУ-125/1100ЕКК (цена по ссылке примерно 54 бакса), у нее полноценная стабилизация оборотов. Так вот, на самой малой скорости на ней мне не удавалось остановить шпиндель ни одним отрезным диском, ни очень сильным давлением реза, ни заклинванием. Даже отрезные диски толщиной 2мм (это самый толстый отрезной 125 в наших магазинах, дальше идут 4-6, как шлифовальные) она просто рвет в такой ситуации. При этом болгарка DWT WS10-125 TV, которой тоже часто приходится работать, и которая имеет тот же диаметр кругов и почти такую же мощность, на малых оборотах абразивными кругами по камню, например, не может работать вообще (если прижать так, чтобы круг стал явно резать, шпиндель останавливается на положениях регулятора до «4» из «1-6», а выше — уже диск горит и только).
В общем, корень проблемы — именно симмисторный регулятор мощности, который установлен на подавляющем большинстве инструмента. Сочетание самого принципа регулирования оборотов через мощность и регулирования мощности через симмисторный регулятор, когда на малых оборотах огромная скважность и бОльшую часть времени двигатель не получает питания, приводит к катастрофической потере момента со снижением мощности, хотя двигатель вполне способен поддерживать номинальный от того же питания, просто при правильном его ограничении.
Конкретно в данном «Калибр»е не знаю, на чем построен контроллер оборотов (залит), но в аналогичном фрезере встречал U2010B.
Как раз пару недель назад разбирал, никаких затруднений не возникло, иначе бы запомнил что данная фигня как то хитро разбиралась.
Резисторы — СМД?
P.S. эх, если бы мне ещё НЕ знать эти стойки (именно эта модель у меня сейчас под рукой с микроскопом стоит). Их придумали во времена СССР для БЭС-1 (и остальные приспособления тоже). Они держали дрели мертвой хваткой и строго перпендикулярно из-за того, что корпус был дюралевый, а посадочное место под хомут было после литья было обработано на токарном — пропылен диаметр и подрезан торец за одну установку. А сейчас кругом пластик, торцы у дрелей кривые (литье), да и стойки увы уже не те…
По умолчанию у нее бешенные люфты и хлипкая труба стойки, но все поправимо без особых усилий. Люфты полностью устраняются изготовлением «подшипников скольжения» из обыкновенной пэт бутылки, вырезаются полоски из бутылки подходящей толщины, особенно хороши бутылки с сужающим горлом, на нем пластик толще и сразу на одной бутылке можно добыть полоски нужной толщины (внизу тоньше у горла толще). Вырезаются полоски шириной в обхват трубы стойки и высотой в посадочное место, одна сторона зашкуривается, мажется суперклеем и вклеивается в посадочные места под трубы (не нужно делать зажигалкой как на видео). Дальше нужно усиливать саму трубу стойки, я свою вообще менял (мебельная 25мм идеально подходит) т.к. ставил координатный столик и высоты не хватало. Усиливал следующим образом, засунул внутрь кусок 16мм трубы, внутрь ее еще кусок 10мм (чо дома было), и залил весь этот бутерброд эпоксидкой с солью, получился почти стальной вал. :) В месте крепления трубы, в станине, просверлил еще одно отверстие, нарезал резьбу и зажал двумя винтами, вместо родного одного. Собственно и все. Получилась относительно жесткая конструкция без люфтов.
Как вариант рассматривал еще вот такую конструкцию, но имея аналогичную проксоновскую для мелкой машинки, более качественную и с цельным стальным валом, знаю что для фрезеровки жесткости все равно не хватает, поэтому не увидел смысла доплачивать $50 за поворотную головку которой очевидно никогда не воспользуюсь. А труба там такая же хлипкая, разве что люфтов изначально нет, без всяких доработок, но лучше я 10 минут ножницами и клеем поработаю, чем дополнительный полтинник баксов выкладывать.
Но не всегда собирательно.
Я в технике разбираюсь, разобрать могу что угодно.
После выламывания серединки получил соответственно рваные края отверстия, взял «морковку» засунул в шуруповерт и пользуясь им как шарошкой сделал нормальное отверстие, в нержавейке и сверло после этого и дальше нормально выполняло свои обязанности.
Думаю просто качество подобных (да и любых других) сверл сильно отличается друг от друга. Кстати покрытие там часто только для красоты и после его частичного слезания не заметил какой либо разницы.
Ну и да, при сверлении алюминия бывает что стружка так налипнет на РК что сверло вообще перестает сверлить :(
И еще одно: метод измерения диаметра у вас не верный. Сверло это, чтобы правильно работать и не затирать, должно иметь слегка «спиральную» форму круга, то есть его диаметр у режущих кромок чуть больше, чем в конце витка. Вы мерили примерно по центру, потому и значение меньше номинала.
Таки да, НИТРИД титана.
Цитата: «Покрытие из нитрида или алюмонитрида титана.
Повышает поверхностную твердость, снижает коэффициент трения, адгезионное схватывание, диффузионный износ, повышает термостойкость (вплоть до 600 град, в отличие от 450 без покрытия) быстрорежущего инструмента.
В целом процентов на 50 стойкость сверла повышается, либо при той же стойкости можно процентов на 15 скорость резания (производительность) поднять.
»Желтенькие" сверла очень часто подделывают. И сталь не та (практичеки без вольфрама) и покрытие не TiN, а гальваническая латунь — ластиком стирается.
Ищите советские на развалах. Если из Р18 найдете — сверлам западных брендов с покрытиями фору дадут."
Лично я таким сверлил швеллер стальной где-то 120 мм. Стенка там была миллиметра 4-5. Так вот сверло показало себя достойно. Досверлил я примерно до 20-24 миллиметров. Дрель была обычная, ватт 850, бытовая, поэтому процесс сверления прерывался на освобождение сверла после закусывания. Но сталь вроде не пластилиновая. Покрытие желтое слегка облезло, но как мне кажется, при трении сверла о материал оно всегда облезет.
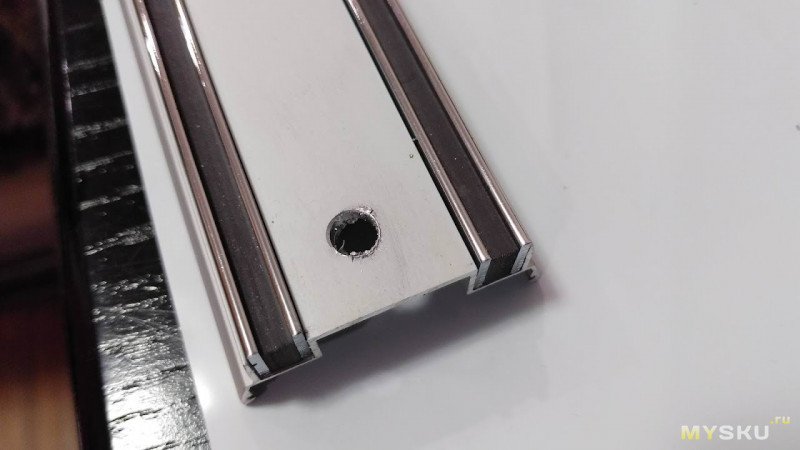
отверстие для герконового датчика.
Вполне успешно.
Два раза.
Сверло не пострадало.
У меня такое сверло работает хорошо. Не по металлу, но тоже по сложному материалу: стеклотекстолиту 2-4мм.
ну а так, за 2к можно взять это сверло, если вернуться на год назад.
Ну, формально — да, все правильно. Реально — совет бесполезен, т.к. ясно, что если человек только вырос из соляриса, или решил, что китайских сверел за $5 не хватает, вряд ли будет сходу тратить 4к на милуоки или покупать мерседес. Вы вот спросите, какой роутер домой стоит купить, и я посоветую вам циску за $1200. А что, роутер, который работает. Так и тут, я хочу китайское сверло, недорогое, потому что пользуюсь им раз в полгода, но качеством и ценой получше чем предмет обзора.
У той же практики появилась новая линейка ступенчатых сверл с трехгранным хвостовиком и спиральной, а не прямой канавкой, но работать ими пока не пробовал, про качество сказать ничего не могу.
Вы пишите: я купил дешевое сверло, но оно вообще не сверлит, посоветуйте хорошее сверло. При этом акцентируя именно на хорошем.
Я вам присоветовал сверло, которое по тестам действительно хорошее и стоит разумных денег (даже об этом подумал вперед вас, хотя вы об этом не спрашивали). Но вы начинаете ныть про дорого (хотя о цене речи вообще не шло) и минусовать.
Аналогия была бы такая:
Я купил ваз 2107, но она вообще не едет, ржавеет и разваливается. Посоветуйте хорошую машину, чтобы сел и поехал. Я посоветовал Тоёту, но оказывается, что у вас в планах был Логан, т.к. Тоёту считаете слишком дорогой. Ну… от вашей бедности Тоёта хуже же не стала.
Сразу бы писали что нужно хорошее и очень дешевое сверло, тогда б был может другой разговор. А еще лучше — проследовали бы на ютюб, да посмотрели бы несколько обзоров и сравнений. Но нет, вы сразу ныть.
Мне не нужно хорошее и очень дешевое. Мне нужно качеством получше обозреваемого и чуть дороже, за тыщу-полторы рублей. Дело не в бедности, а в том, сколько я хочу тратить на непрофильный инструмент. Шуруповертом я пользуюсь часто, а вот ступенчатыми сверлами сильно реже.
Измерение внутреннего диаметра отверстий с помощью деревянной линейки!
От этого и охреневаю.
В первый раз в жизни вижу деревянную линейку — нутромер.
Точность плюс-минус километр :)
сейчас появились сверла, где заявляется сталь м35 (аналог р6м5к5), можно чуть дешевле м2 (аналог р6м5). Не брал, пока старые работают. Изредка даже по стали ст-3. Дорого, но работают.
Типа такого https://aliexpress.ru/item/item/4000235230293.html
Ну и второе, смачивать сверло перед работой смысла нет, обычно его смачивают для охлаждения, перед сверлением охлаждать незачем, оно еще холодное. Да, там немного воды остается на сверле и она испаряясь его немного охлаждает, но не думаю что разница будет заметна.
Скажу сразу, я не сильно знаю металлообработку, но там где был, использовали именно СОЖ, ну или «эмульсию», запомнилось также и то, что если в работе планируется длительная пауза (день-два) то её надо сливать чтобы не завонялась.
Лить воду = подача СОЖ.
Окунать в воду = смыть пыль.
Тем более, что агдезия воды к металлу — никакая.
1. Большинство наборов продают с четным рядом 2-4-6… 10-12-14… неудобно. Ищите «морковку» чтобы были нечетные диаметры в вашем ходовом диапазоне.
2. Есть «морковки» не с прямой как в обзоре, а со спиральной проточкой режущей кромки. Такие «морковки» вгрызаются в материал даже без нажима на дрель. Я для себя решил, что прямая заточка требует меньше внимания при сверлении, да и править легче.
3. Обязательно использование СОЖ. Сверло дольше живет и кромки отверстия красивые.
4. Никогда не начинаю сверлить отверстие «морковкой» «с нуля». Сначала прохожу обычным сверлом диаметром 4-6мм.
у меня правда четвертый год как железные крышки служат без замены
Диаметр измеряется на режущей кромке потому что за кромкой сверло делается тоньше.