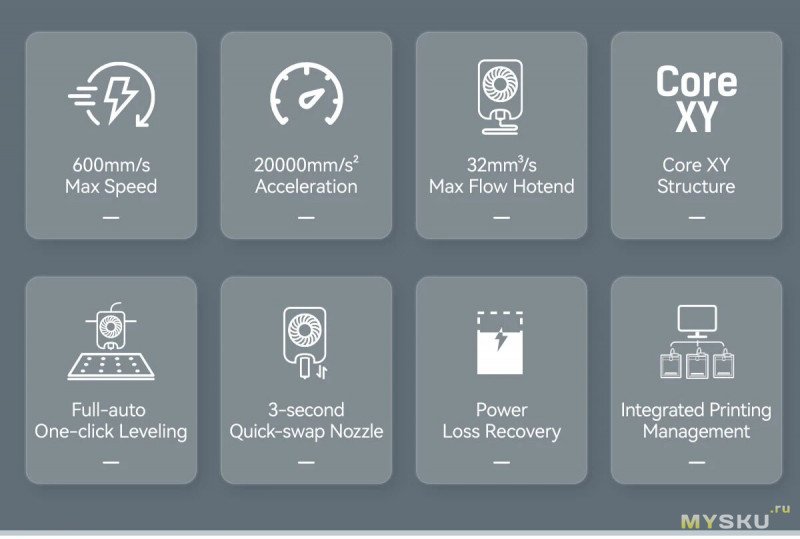
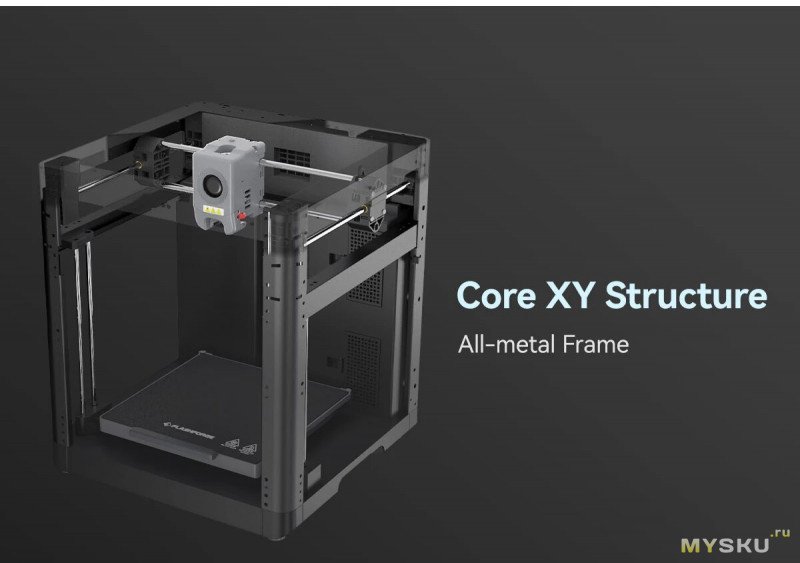
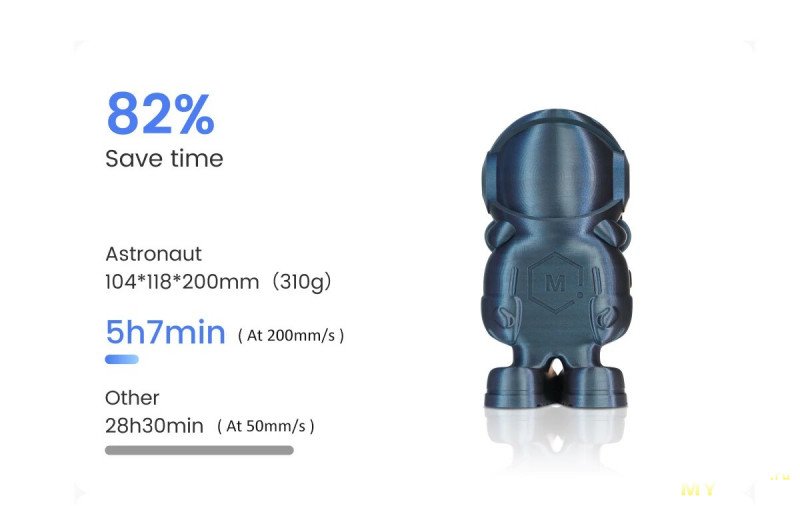
Отличная цена за модель с кинематикой Core XY, это значит, что стол перемещается только по высоте, при этом он не вывешен, а значит со временем не будет возникать провисаний платформы и необходимости ручной регулировки уровня. Так же имеется система автокалибровки по куче точек, чтобы исключить малейшие перепады высоты во время печати. Кинематика, директ экструдер(пруток подается в экструдер напрямую), драйверы и прошивка позволяют добиться скоростей до 600мм/с, но нужен специальный более текучий пластик. Ну и вишенка на торте: имеется официальная поддержка прошивки Klipper с установкой в пару кликов.



Я действительно считаю, что это отличный вариант за свои деньги и даже сам купил данную модель во время распродажи. Сейчас курс чуть ниже стал и он стоит на 100 рублей дешевле )
Про версию не рассматривал, т.к. за 50к получаем дополнительное сопло, камеру, обшивку каркаса и угольные фильтры, чтобы было меньше запаха при печати вонючим пластиком. Остальная начинка аналогична, так что переплачивать вдвое как-то не очень хотелось. Стенки для печати АБС сам зашью 3мм акрилом, как раз пара листов валяется без дела.
| +31 |
1604
95
|
| +41 |
2225
71
|
| +91 |
2434
55
|
Вы где со стороны наблюдали?
А вот что будет с АБС или флексом, нужно будет самому проверять )
Дружище, могу только поздравить с покупкой. Все остальное «допиливается» при необходимости.
Вспоминаю свой первый кубик, перебрал так, что в конце от него кроме рамы мало что осталось. И качество было, некоторым 100 в гору даст, медленный только был. Продавал «плакал» :-)
Так что молодец, уважаю. Никого не слушай. Купил и купил.
В общем, внутренний хомяк ушел в разнос. Посматривал на них, когда по 43-45 были, в итоге во время распродажи снизили цену до 41к. Но фотополимерники хотя бы окупают себя потихоньку, тут экономить не желательно. Тоже обзоров нормальных маловато, будет чем заняться в апреле )
Видимо у нас конечная цель с разными условиями.
Фотополимерник отличная штука, но в моем случае не применимо. Направление со мной никак не пересекается. Но это не значит, что он не нужен. Все ж по месту.
Допиливать всегда можно, как и лечиться при желании, т.к. абсолютно здоровых людей нет. Но если не нужна идеальная поверхность, я забиваю. Первые три принтера практически полностью перебрал как по железкам, так и прошивке, а дальше всё меньше и меньше лез, при этом качество улучшалось несмотря на минимальное вмешательство.
С фотополимерной печатью у меня поначалу меньше энтузиазма было, т.к. по механическим свойствам модели получаются разные, хотя появляются новые материалы и тот же нейлон-лайк нужно еще умудриться сломать, т.к. в тонких местах он гнется, а в толстых достаточно прочный. Но нашел человека, которому нужна именно мелочевка, которая выдерживает температуру вулканизации без искажения формы. Для ФДМ ничего и близко подходящего нет, а для фотополимерной печати хоть термоустойчивые, хоть выжигаемые смолы имеются.
Кстати, так и не нашел ничего вразумительного по клиперу. Стоит ли его сразу закидывать или на родной посидеть посмотреть. Бум марлина застал и ковырял его, а вот клипер меня стороной обошел из-за слабых железяк.
Клиппер однозначно хотя бы попробовать. С Марлином проще, но и возможностей меньше. Сидю на Клиппере. Доволен.
github.com/00svd00/Marlin_2.0.x/tree/Q5_WIFI_myconfig
И мне нравится. Он конечно уже сиииильно уступает по скорости моему текущему основному, но зато капец какой залипательный. Собственно, по большей части ради этого и брался по каким-то дики скидкам на алике. Из доработок — замена экструдера на BMG, драйверов и пружинки, стягивающие направляйки.
Ну и ещё я предпочитаю PLA печатать именно на нём, т.к. иногда пруток на долго лежавшей катушке начинает растрескиваться и тут его проще выковыривать.
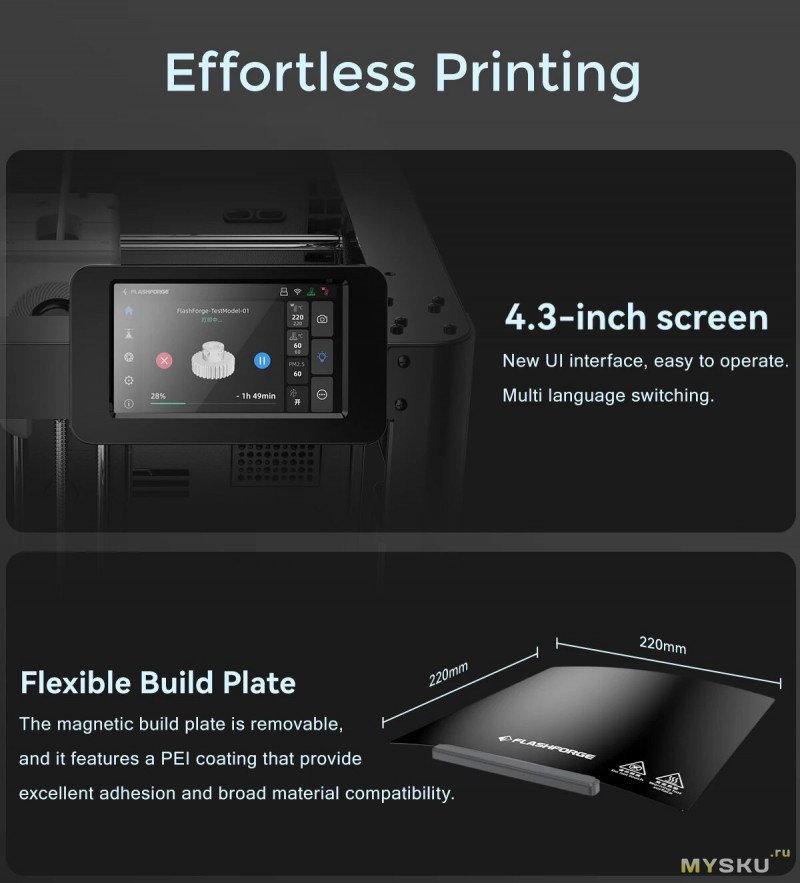
Когда нормально работает вайвай — можно вообще экран не включать
Зы. Лаги можно встретить на сложной фигуре при печати в режиме вазы при рабочем PA и Input Shaping и высокой скорости. А в простой техничке может и не встретите такого ;)
Зы. Жду обзора на канале «уголок технаря». Он там уже несколько купил не про версии…
В целом 5 M/5 M Pro за свою цену неплохой вариант, но заменил его на мультицветный Bambu Lab A1 о чём ни разу ещё не пожалел.
Но у пятерки больше область построения, больше точек калибровки уровня, стол не вывешен(впереди дополнительные 2 точки фиксации), контроллер шустрее. Так что решил пожертвовать готовыми стенками, но взять что-то более современное. До ума довести займёт минимум усилий )
Бонусом по функциональности получилось даже лучше, чем планировал )
1.У вас на голове не рельсы в качестве направляющих, а хлипкие валы.
2. На фото (не знаю как в живую) расстояние между вертикальными валами не по фен-шую. Оно должно быть больше и зависит от вылета стола. Конечно линейные шарикоподшипники на приводе стола (если конечно у вас они там есть, по фото вроде есть) дают некоторое преимущество, но все равно расстояние не по фен-шую.
Поэтому и начал вас спрашивать как оно в печати.
Ну ничего, через несколько дней по идее должен курьер довезти, наиграюсь и может небольшой обзор запилю, а то русскоязычных практически нет, только несколько рекламных видео без особой конкретики.
Ждём обзор. Но не через неделю!!! Косяки и то что бесит обычно вылазит и формируются через месяц-два использования.
Не, надо писать пока самому интересно, в это время самое интересное и замечаешь. Потом приестся, станет лень воспроизводить свои первые косяки и получится обычный обзор в стиле вытащил из коробки — включил в розетку — работает.
В случае появления проблем лучше написать гайд по их исправлению через какое-то время )
Сейчас и много плат с кучей драйверов, недорогих причем, можно и развернуться…
С другой стороны… В будущем и три мотора поставить можно. :)))
Зачем? Хотите еще один ворон изобрести? ) Одного мотора вполне достаточно, крутящий момент можно легко передаточным числом поднять, скорости по Z всё равно не нужны. А три мотора — это либо полная проверка стола перед каждой печатью, либо их дополнительная синхронизация отдельным ремнем. Но в последнем случае возникает вполне обоснованное желание два мотора оптимизировать.
А три мотора в теории весьма интересный вариант калибровки стола дают, да, с калибровкой перед каждой печатью, по идее. При любой температуре стола будет одинаково с первым слоем. И не нужны пружины и барашки регулировки, можно лепить любую подложку на стол.
Валы можно в последнюю очередь на шестернях зафиксировать когда стол уже будет в нижние ограничители упираться.
Во время второй попытки концевики отработали, прошла калибровка, вибротест, вылезла инструкция по «заправке» пластика и напечатался готовый кубик. Точнее кубик я отменил и напечатал кораблик. Получилось вполне неплохо, модель отлипла после снятия пластины со стола. Я не знаю зачем в него еще лезть. Единственное, руки чешутся клиппер прошить. Сейчас еще пару моделек отпечатаю, чтобы комплектный кабель добить и посмотрю чего получится с тем, что у меня имеется. Может даже сушить не буду )
Стол только что механически выровнял, там есть винты по углам. Не сказать, что это было нужно, т.к. принтер после автокалибровки кладет слои идеально, корректируя ось Z на лету. Но там почти миллиметр перепад был по диагонали, так что душа не выдержала и с помощью костылей довел почти до идеала. Листик бумаги не прокатил, т.к. в нуле сопло не касается поверхности )
Но повторюсь, нигде в инструкции нет ни слова о том, что стол нужно подкручивать, на практике физический перекос прекрасно перекрывается калибровкой. Просто я по привычке не мог это так оставить ))
Очень здорово, если получится весь стол в 0.1 мм вывести. Но это на стоковых столах недостижимо обычно, поэтому нормой считается примерно 0.2 мм.
Но вот если перепад не линейный, например, стол линзой идет, от компенсации будет вред, т.к. впадина повторится и на модели. Но это совсем плохо столу должно быть.
Нет, от компенсации вреда не будет никогда. И да, деталь всегда повторяет форму стола, именно поэтому стремятся сделать его максимально ровным (наклон — подстройкой, линзы — накладыванием ровных стекол).
Ну и по карте — получается же, что не первый слой, а все остальные повторяют геометрию стола. Потом если сжать половинки, будет щель.
Не обязательно, в клиппере есть настройка (fade_end), к какой высоте модели свести подстройку к нулю. Обычно устанавливаемое значение — 10 мм.
Карту я сейчас включаю на больших деталях только. В остальном пока проще «вмазывать» в стол первый слой.
Оно (с этой точки зрения) и так будет одинаково, т.к. на все три винта силы действуют одинаковые. А выгиб стола от нагрева компенсируется картой, но это другое.
Насчёт нагрева. С картой понятно, но при нагреве между 50С и 100С не может и плоскость стола встать иначе, крепления же пружинные? Ладно, когда это проценты от высоты слоя, но на моем мишке нагрев давал неровности в 0.2мм, в высоту слоя.
Да, скорее всего, вариант с двигателями действительно будет точнее. Но посмотрите на саму кинематику corexy — она вся на ремнях! Если бы ремни не могли обеспечивать нужную точность, она не была бы лучше дрыгостолов. Да и даже дрыгостолы — тоже на ремнях.
Ну, вот у вас стол закреплен в трех точках. Независимо от нагрева точки эти по высоте остаются на месте, а уж что происходит с самим столом — вопрос отдельный.
Ну вот тут тоже вопрос, точки платформы да, а стол может расширяться неравномерно или пружины по-разному сжаты, и получится, что какой-то угол стола проседает все больше с нагревом… Условно, один угол остается вертикально, крепеж стоит так: |, а самый слабый угол с нагревом уходит все больше, т.к. крепеж встает вот так: /, Но будет ли эффект заметен на размерах стола и слоя, не знаю. :) Для стекла мы как-то считали, и при определенных допущениях в расчетах разница в 10 градусов между центром и периметром давала почти 0.2мм выгиб центра…
Во-первых, самого слабого угла быть не должно — они все примерно равны по конструкции а, значит, и по упругости. Во-вторых, даже если стол расширится, он несколько разопрет опоры (сместит их в плоскости XY), но не сможет заметно изменить их положение по высоте — посчитайте сами по теореме Пифагора.
Это если конструкция ровная, у медведя платформа немного наклонена вверх, в итоге передние винты сжаты на максимум, задние легко вращаются, так что вряд ли равномерно расширяется стол… Про Пифагора интересно, кстати, посчитал, у моего варианта чуть меньше 0.02 мм просядет высота в крайнем случае.
Голова тяжёлая, инерция у неё немалая.
На апгрейд первого принтера ушло несколько катушек пластика, куча часов на доведение до идеала настроек, замена драйверов, добавление силиконовой грелки с твердотелым реле, всевозможные издевательства над экструдером, несколько погнутых валов оси Y, из-за которых стол нырял по центру на несколько миллиметров. А сейчас никакого духа авантюризма. Достал из коробки, воткнул провода с пластиком на свои места и печатай, жалуясь, что 300мм/с как-то маловато )
Китайские петарды в 90ых «убили» дух юных химиков.
Доступные сперва радиоуправляемые модели самолётов, потом вертолётов, потом коптеров убили авиамоделизм (правда, дали нечто другое).
Доступные игрушки убили фантазию.
Видео убили книги.
Компы убили вообще всё — фантазию, дух творчества, спорт, авантюризм, общение — ибо дают все эти ощущения без труда и мозговой активности.
дрзависают в игрушках. И не умеют не то что рисовать или что-то делать руками — даже самостоятельно пришить петельку к куртке. Или постирать бельё. Или переустановить Windows. Да, есть «Кванториумы» и «робототехникой», но… В основном там как раз дети помладше, и… Не задерживаются. Кто занимается электроникой? 45+ Да ладно электроника, они и электричество в рамках школьной программы не знают. Зачем, если «всё уже есть»? Где моделизм? На передовой… УПК хотят возрождать. Потому что десятилетия проводилась политика: «школа не воспитывает, школа — учит», «нельзя заставлять», «дети перегружены»… 2 года — исключительно «натаскивание» на ЕГЭ. Практических знаний — ноль.В школе мальчишки две четверти делали… Кубик из дерева и киянку. Электричество? Опасно, запрещено в школах. Теплицы? Запрещено в школах. Даже цветы запрещены в классах! Были кулеры (с нагревом) для воды — запретили подключать к сети: дети могут ошпариться кипятком. По той же причине запретили чаепития в школе. Это просто за гранью добра и зла. Мы в начальной школе каждую неделю поздравляли именинников (если не было — просто пили чай с чем-то, общались и т. д.; к слову, выпечку пекли «звенья» по кругу), у нас были труды со столяркой, станками, электрикой, УПК, вождение (не у всех, «физматы» его пропустили)… Мы мыли полы (сейчас — не дай бог! Корзиночку не для того рожали, пусть моют те, кому платят!), красили парты (и закрашивали свои же «если ты не… — нарисуй вагон другой» и другие художества), делали ремонт… Сейчас — только
поборысборы с родителей «на окна», «на шторы», «на ремонт»…Ничего они не умеют в массе. Ни-че-го. И не хотят. Лет до 30…
Не только. Я три года вел кружок электроники, пока не пришел ковид. Дети были от дошколят до 11-леток. Самому младшему, когда он ком мне впервые пришел на занятия, было 4,5 года(!). Я потом после ковида еще 2 года с ним занимался индивидуально.
Сейчас у меня другой ученик, занимаемся с ним электроникой у меня дома, причем бесплатно — родители ему денег на занятия не дают, а я не могу отказаться от самого увлеченного из моих учеников.
Если вам так не нравится современный мир, сделайте что-то, чтобы изменить его к лучшему — откройте кружок электроники, например. А иначе какой смысл воздух сотрясать?
О бог мой… Реально? Приводить в качестве аргумента тот факт, что помогал тянуть деньги с родителей за занятие электроникой ребёнка, ещё не умеющего читать? Вот уж аргумент…
Деньги, как известно, не пахнут. Многие за деньги готовы тешить самолюбие родителей, искренне думающий, что их чадушко — не по годам развито и вообще гений…
Я высказал своё мнение. Если для Вас мнение других — сотрясение воздуха, то чем Ваше выпячивания своих «заслуг» лучше? Нимб не жмёт?
О бог ты мой, прямо спаситель мира… Самомнения не занимать. Очнитесь уже и спуститесь на землю.
Странная позиция. Можно подумать, этого мальчика или его родителей кто-то заставлял ходить на занятия. Это же не школа, здесь все по доброй воле. Я вообще не хотел его брать, маленький он еще был, но родители очень просили взять его в группу, сказали, что он гори желанием заниматься электроникой.
Напечатайте пожалуйста куб. Вот как выглядит перелет (см картинку). Скорости большие, а голова тяжелая вот и улетает за границы детали. Потом бы уменшить скорость и посмотреть при какой скорости перелет пропадет — это и будет рельная (не маркетинговая) скорость принтера.
Вангую если вы возьмете NIMA 23, с бОльшим моментом инерции ротора, то перелет пропадет. Если не, то надо будет ещё менять ремень на более широкий. Вот тут ближе к концу обьяснение почему собственный моментом инерции ротора шаговика так же важен как и крутящий момен — elchupanibrei.livejournal.com/48366.html
Один тестовый кубик сейчас допечатать, вот думаю может в режиме вазы один небольшой прогнать? Или из-за тонких стенок не показательно будет?
Стартового филамента осталось на что-то небольшое, а остальной у меня давно уже на хранении, думаю на максимальной скорости с ними не получится поработать.
В итоге принтером доволен, при первом запуске аж страшно было сначала за принтер, потом за то, что рядом с ним на столе стояло. Переставил на более устойчивый, сейчас хорошо. Даже если для достижения оптимального качества углов придется до 200 мм/с замедлить, это будет гораздо быстрее, чем могли мои предыдущие принтеры, там 100 мм/с казалось чем-то запредельным )
Мне кажется когда-то поднимали тему замедлений перед резкими углами.
Как я понял, в принтере есть акселерометр и он находит резонансные частоты. Что за прошивка там по умолчанию и есть ли возможность посмотреть найденные значения?
Чем лучше сделана голова принтера — жестче конструкция и короче расстояние от точки подачи филамента до нагревателя, тем меньше задержки в реальной подаче филамента относительно команды контроллера, и, таким образом, меньше числовое значение РА. Как (надеюсь) уже становится понятно, РА зависит от многих факторов — вязкость филамента (которая, в свою очередь, зависит от температуры), жесткость прутка филамента, диаметр сопла и т.д. Но от чего точно не зависит РА, так это от скорости печати. Просто дефекты, вызванные инерционностью системы проявляются на высоких скоростях больше.
Отсюда простой вывод — калибруем РА для каждой катушки, температуры печати и принтера отдельно, пишем эти значения на самой катушке и после смены пластика подставляем в слайсер/клиппер.
Ну и да, у каждого пластика даже одного производителя вязкость может гулять от партии к партии, поэтому и предложил вариант с уменьшением скорости. На 100мм/с всё почти идеально было по стоку, система успевала дозировать филамент.
Тест РА (нормальный, не та башня, что в клиппере) печатается 10 минут, не вижу никаких проблем прогонять его для каждой катушки. Плюс, если вы понимаете как, в клиппере можно РА подстраивать «на лету». Увидели дефект на начальных слоях — изменили значение и смотрите дальше.
Ну тут я конечно учитываю, что высота слоя тоже больше становится. Если в щель 0.1мм давить, разница будет конечно не так значительна.
Если бы на входе у нас была жидкость, мы бы могли получить любой расход на любом сопле лишь изменяя давление (мощность экструдера). Но у нас на входе не жидкость, а твердый пластик, который надо сначала разогреть до нужной температуры. Пластик — не очень хороший проводник тепла, поэтому именно этот разогрев и ограничивает производительность экструдера. И поэтому вулканы в два раза длиннее V6, и поэтому придумывают всякие СНТ.
Теперь, допустим, вы ставите большое сопло — да, сопротивление падает, но даже если вы и сможете выдавить за счет этого больше пластика, он будет недогретым, что снизит качество печати и, что важнее, итоговую прочность детали.
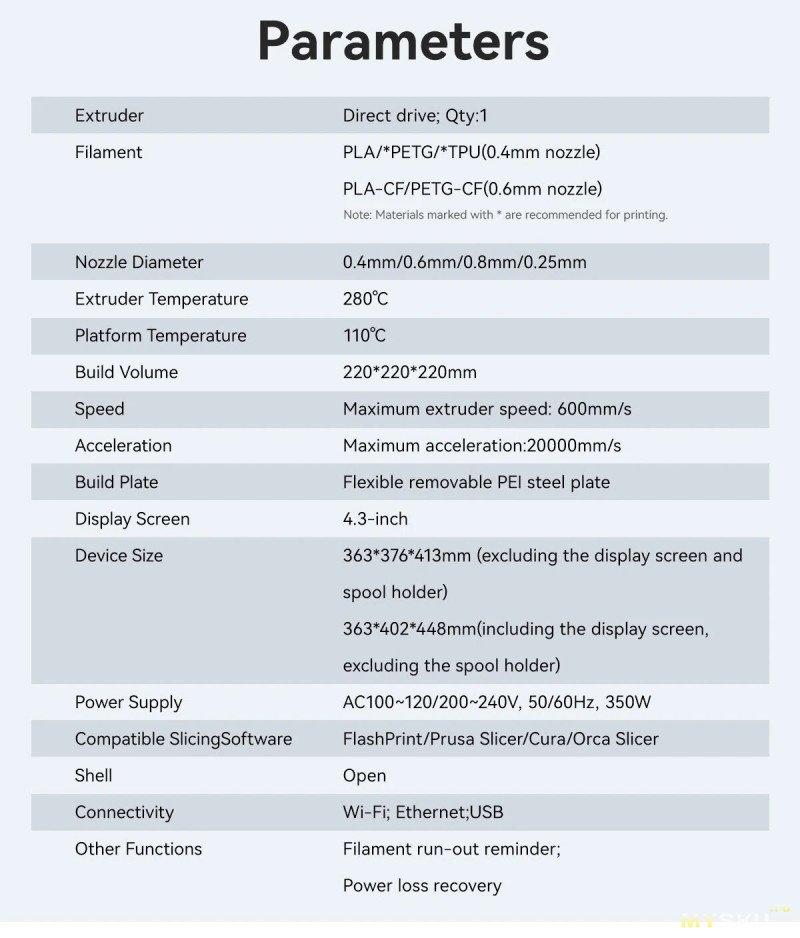
В рекламе пишется, что производительность хотэенда тут 30 мм³/сек. Но это какой-то сферический максимум и на каком-то супер-оптимизированном пластики типа гипер-пла. Для реального PETG надо брать за максимум хотя бы 20 мм³/сек. А что такое эти 20 мм³/сек? При толщине линии 0.5 мм (нормальное значение для сопла 0.4 мм) и толщине слоя 0.2 мм — это всего лишь 200 мм/сек линейного перемещения! То есть, вполне рабочая скорость для современного принтера. А для ABS ситуация будет еще хуже.
Поэтому установка сопла 0.6 мм на современный принтер позволит лишь снизить количество перемещений головки, то есть, чуть продлить жизнь механике, но вряд ли как-то повлияет на итоговую скорость печати.
Ну и прирост будет как минимум за счет слоев, 0.3мм вместо 0.2мм гораздо быстрее сформируют модель.
Если бы так было, давно бы уже ставили нагреватели по 500 Вт и производительность бы заявляли в 300 мм³/сек.
Еще раз: вы и на слое 0.2 мм упираетесь в производительность хотэнда, какой смысл от слоя 0.3?
После апгрейда на клиппер и замену головы я печатаю на скоростях 100/150 мм/сек линией 0.5 мм и слоем 0.2 мм, что дает объемный расход 15 мм³/сек, что уже многовато для обычного V6. Использовать сопло 0.6 мм в повседневной жизни необходимость пропала полностью.
Нет, это не значит, что такие сопла полностью не нужны — если печатать в режиме вазы толщиной стенки 0.8 мм для получения прочности, лучше это делать соплами 0.8 или, хотя бы, 0.6 мм. Можно, конечно, продавить 0.8 мм и через сопло 0.4 мм, но производительность будет ниже, а качество — хуже.
mySKU.me/blog/discounts
Посмотрел Ваш профиль. 8 лет на сайте. Это шутка была? )
Встает болт он, включается в меню (как я понял)
— Какой у него датчик автоуровня?
— Есть ли встроенный акселерометр?
— Какие получаются резонансные частоты?
— Какая используется плата, что там за процессор и сколько памяти?
— Клиппер производитель предлагает стоковый или очередная криворукая модификация?
Насколько понял, резонансные частоты он сам корректирует после вибротеста/
Прошивки можно скачать на официальном сайте и сравнить с чистым клиппером. Я с ним не сталкивался, сложно будет судить.
www.flashforge.com/download-center/144
Вот исходники в гитхабе
github.com/FlashforgeOfficial/AD5M_Series_Klipper
Опыт конечно интересный, но он для тех, кто не ищет лёгких путей. У нас то выбора особо не было, но сейчас от 15к можно найти модели, которые нормально печатают и без переделок.
Обдув сопла нормальный, раньше вроде обходился без дополнительного.
Косяки, конечно, тоже есть:
1. Иногда тупит сенсорный экран (в одном из видео-обзоров на модель Pro это показано).
2. Концепция сменных термоблоков вместо сменных сопел, имхо, весьма порочна. Есть же быстросъемные сопла, как в эксрудере BIGTREETECH H2 V2S REVO — ну да, они не так просто снимаются, надо откручивать, но можно руками безо всяких ключей. Зато цена значительно ниже. И, вообще, выбор родных сопел просто никакой. Почему, спрашивается, твердосплавные начинаются с диаметра 0,6? А если мне надо сопло 0,4 для печати стеклонаполенным пластиком, что делать?
3. Катушка для пластика сзади — один дурак сделал, другие повторяют. Что мешало сбоку поставить, а еще лучше — предусмотреть оба варианта?
4. Шумный вентилятор охлаждения драйверов — 4010, вы серьезно? Можно же было воткнуть одну-две больших тихоходных вертушки, шума было бы в разы меньше.
5. Какая-то дурацкая система замены филамента — обрезать старый, вставить новый, чтобы пропихнуть остатки старого. Вот в Creality CR-6 SE действительно для людей сделано — отжал рычаг, вынул старый филамент, вставил новый. Все!
2. С соплами соглашусь, на всякий заказал 0.6 и запасное 0.4 на случай, если производитель свернется без предупреждения.
3. Тоже согласен, сейчас стоит ближе к задней стенки углового стола и чтобы посмотреть сколько осталось пластика, приходится поворачивать корпус или облокачиваться на столешницу и заглядывать. Я планирую докупить сушилку с коннектором под боуден, трубку(если не найду в запасах) и нарастить её до датчика филамента. Тогда можно куда угодно катушку ставить, хоть на шкаф )
4. Насколько я понял, там не очень удачно турбину установили. В сети есть модельки проставок под неё и вроде как становится тише. Но мне он не кажется слишком громких, вероятно тихих до этого не было и сравнить не с чем. Вот вентилятор обдува модели добавляет заметно шума после включения.
5. Да, не очень экономно, но там от предыдущего теряется сантиметров 5 прутка и срез ровный хранится. А то выдергивают, не обрезают утолщение, а потом жалуются, что принтер не хочет филамент брать. Так что сделали скорее всего, чтобы меньше возни было.
Так что для меня из неприятных минусов наверное только проприетарное сопло, совмещенное с хотендом. Даже если оно через 3 года перестанет работать, это как всегда будет очень не вовремя )
Но есть шанс, что в скором времени наделают аналоги или подешевеет оригинал и можно будет взять их с запасом )
Можете дать ссылочку? Интересная вещь, должно быть.
Можете дать ссылочку? Интересная вещь, должно быть.
Кстати, вопрос: можно ли печатать на этом принтере соплом 0,4 мм на максимальной скорости?
https://aliexpress.ru/item/1005002333999890.html
В слайсере ограничение 300мм/с на печать, при этом в процессе работает куча алгоритмов, которые замедляют процесс если большая скорость помешают нормальной печати: маленькие периметры, нависания и т.д. В данный момент снизил максимальную до 200, т.к. пластик старый, да и чего насиловать железку если некуда торопиться. На ночь ставил большую модель, просто подогнал по времени до утра )
ПЛА и ПЕТГ липнут хорошо и крупные модели отлипают на стадии отделения пластины со стола. Мелкие после того как она окончательно остынет(с полминуты), в крайнем случае чуть согнуть, надавив на края. Следов от моделек нет, хотя уже почти катушку отпечатал )
Как работает автокалибровка, на каком принципе? Если ёмкостной или индуктивный, со стеклом они работать не будут.
Сейчас в мастерской, вставил EcoPetg, печатаю составного дракона и что-то очкую его без присмотра оставлять. У каждого позвонка маленькая площадь контакта со столом, один слетит и намотает эту 40см змейку на экструдер )
makerworld.com/en/models/93385#profileId-99949
Который сейчас тоже на распродаже — mySKU.me/blog/discounts/99615.html
Немного не в теме, я так понимаю на AD5M по мимо мозгов (со своей прошивкой) есть ещё ещё одни мозги помощнее с кастомной версией клипера от FLASHFORGE? А вы накатили что за мод? У вас после него оригинальный слайсер от FLASHFORGE работает? Из обзоров понял, что только через оригинальный слайсер работает загрузка по воздуху файлов на печать, камера и оставшееся время печати.
Пы.сы. Я кстати не удержался и себе тоже заказал, обычную версию AD5M без Pro — $150 лишних нет и не понятно сколько потеряю от продажи старого. ABS-сом я не работаю (пока). Решил если уж очень нужно будет, то корпус я сам распечатаю (FLASHFORGE бесплатно рассылает STL файлы вполне приличного дизайна для AD5M). А может к тому времени когда соберусь, уже заводской корпус будут отдельно продавать, как kit.
Насколько я понял, по стоку стоит урезанный клипер, который после обновления даже в орке перестал по воздуху файлы передавать. А мод открывает все возможности системы, появляется 100500 дополнительных настроек в самом принтере, плюс доступно несколько портов для флюида(по сути то же управление, только из веб интерфейса, ну и помощнее на вид). Ну вот полстраницы главной, там ниже еще превью симуляции печати чуть ниже, ну и куча вкладок. Я если буду обзор писать, наверное прошивку или потом опишу или вообще не буду, т.к. провозился сегодня весь день с ним, миллион скриншотов и фото наделал )
Как я понял поцессор там один и похоже на нем крутится линукс. Есть две версии прошивки:
1. Без klipper — экран, печать по воздуху, камера, все как у всех.
2. Недавно появилась вторая версия с вариациями — урезанный klipper (так как железо очень слабое, то многое отсутствует). Одна вариация — экран со стандартным GUI от FLASHFORGE и вебмордой от klipper. Вторая с GUI и вебмордой от klipper.
Нет все работает. Просто криворукие FLASHFORGE неправильно портировали klipper — он затирает ваш MAC адрес. Именно по MAC-у вам роутер выдает IP. У вас просто IP и порт поменялся (да, там похоже и порты другие, но это не точно). Вот тут где-то в конце об этом всем: