Всем привет!
Мечта о покупке собственного 3д принтера давно не покидала меня. В июне начал активно изучать данный вопрос. Изначально думал что-то брать из Anet-ов, но почитав немного обзоры — передумал. Уж слишком много допиливать там нужно. В итоге увидел флешсейл на Гирбесте с вкусной ценой на Ender 3 и начал изучать данный принтер. Пересмотрев кучу обзоров на английском, понял, что это действительно стоящий принтер и его нужно брать! В итоге жаба одобрила покупку и данный принтер был приобретен за 179.99$.
Осторожно, много фото!
Так как живу я в Беларуси и платить за растаможку не особо хотелось, пришлось пользоваться горячо любимым посредником в России — «Почтипочтой» (пользуюсь достаточно давно, отзывы только положительные). За доставку посредником пришлось доплатить 24$.
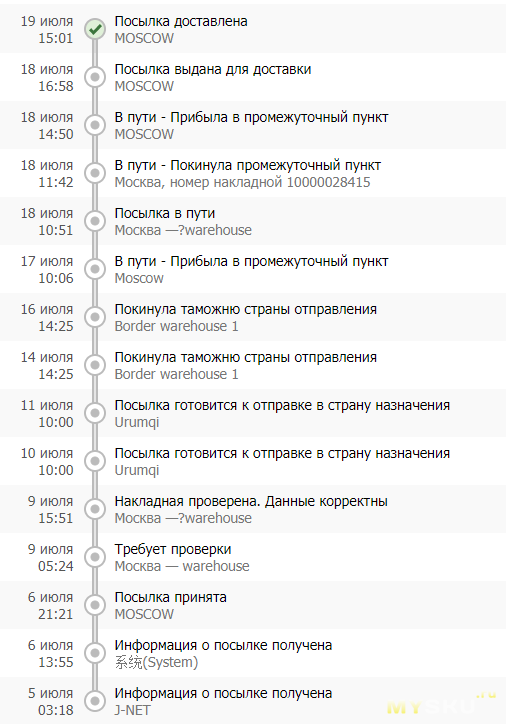
Заказ был сделан 03.07.2018. Отправили через 2 дня.
Доставка
Краткие характеристики:
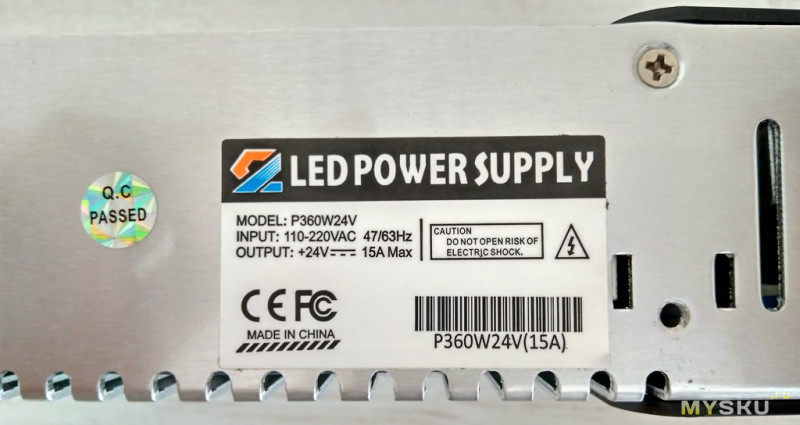
блок питания — 24V 16A
область печати — 220х220х250
механика — V-slot
экструдер MK10
система подачи боуден
хотенд под сопла MK8
точность: 0,1 мм
диаметр сопла: 0,4 мм
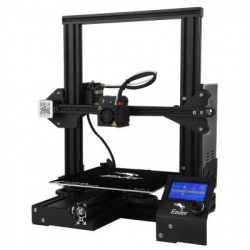
Пришел принтер в большой коробке и был частично собран.
Упаковано все на уровне, повредить что-то крайне сложно.
Комплект поставки:
Все шурупы разложены по пакетикам и подписаны. Так же в комплекте у нас карта памяти на 8Гб, картридер и несколько метров белого PLA пластика.
На карте памяти есть инструкция и классное видео по сборке и настройке, присутствуют драйвера и необходимый софт (Cura_15.04.3 и Cura-3.0.2-win64), памятка о возможных проблемах и путях их решения и несколько тестовых моделей для печати.
В комплект входит весь необходимый для сборки инструмент, а так же шпатель для снятия напечатанных деталей со стола и кусачки.
Так же присутствует игла для прочистки сопла, запасное сопло и фитинг.
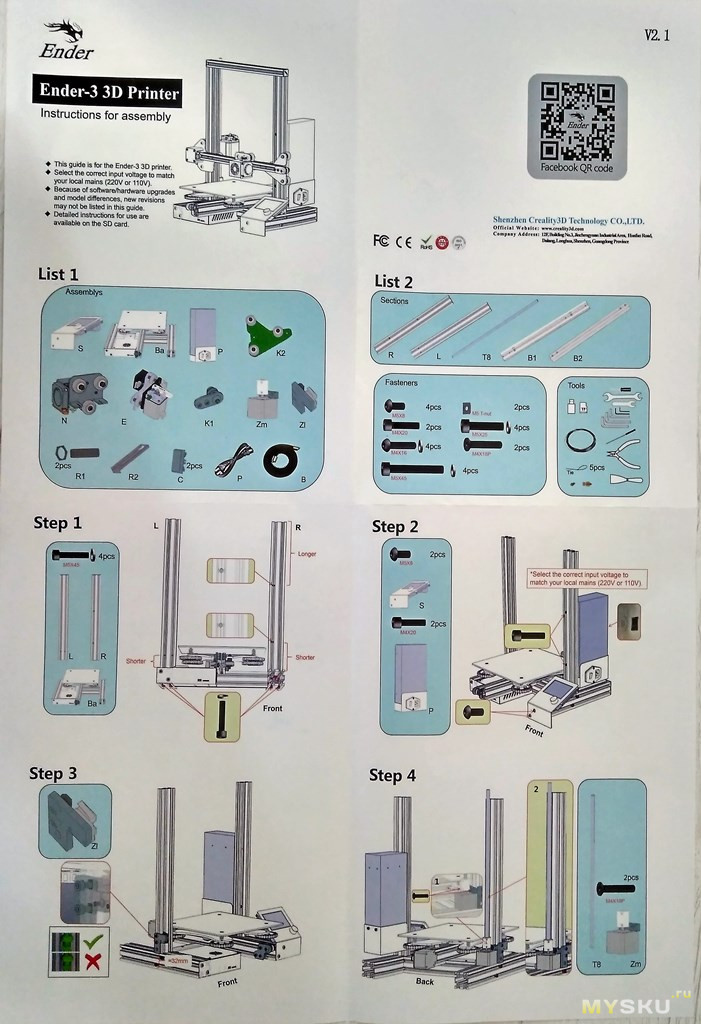
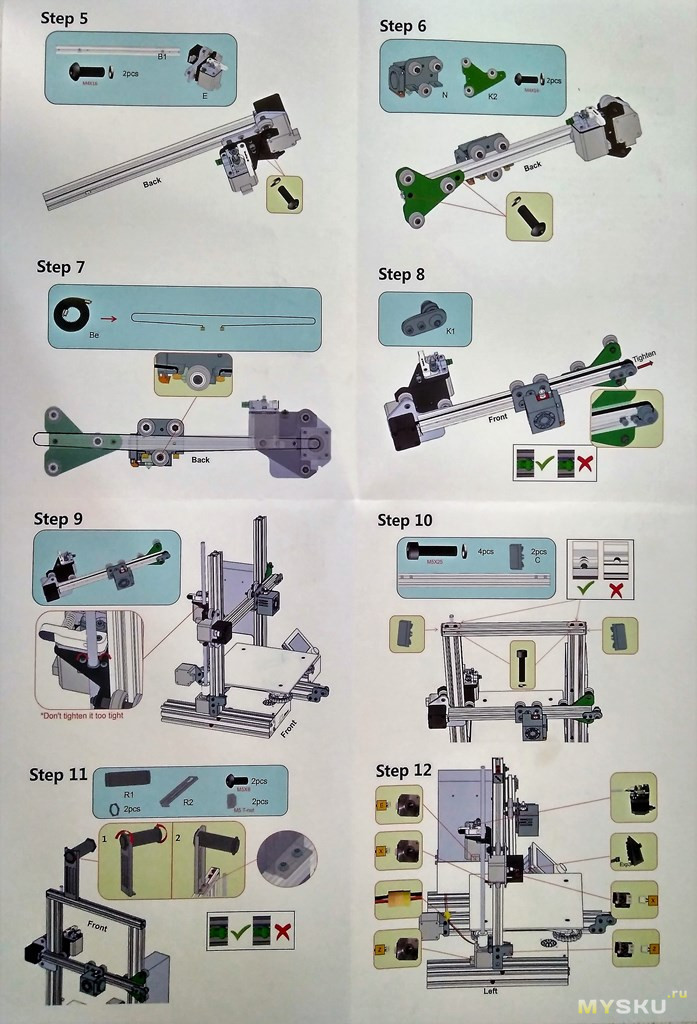
Принтер легко собирается всего за 12 шагов. Инструкция по сборке прилагается.
Собирал я 3д принтер впервые и справился примерно за час.
Инструкция по сборке
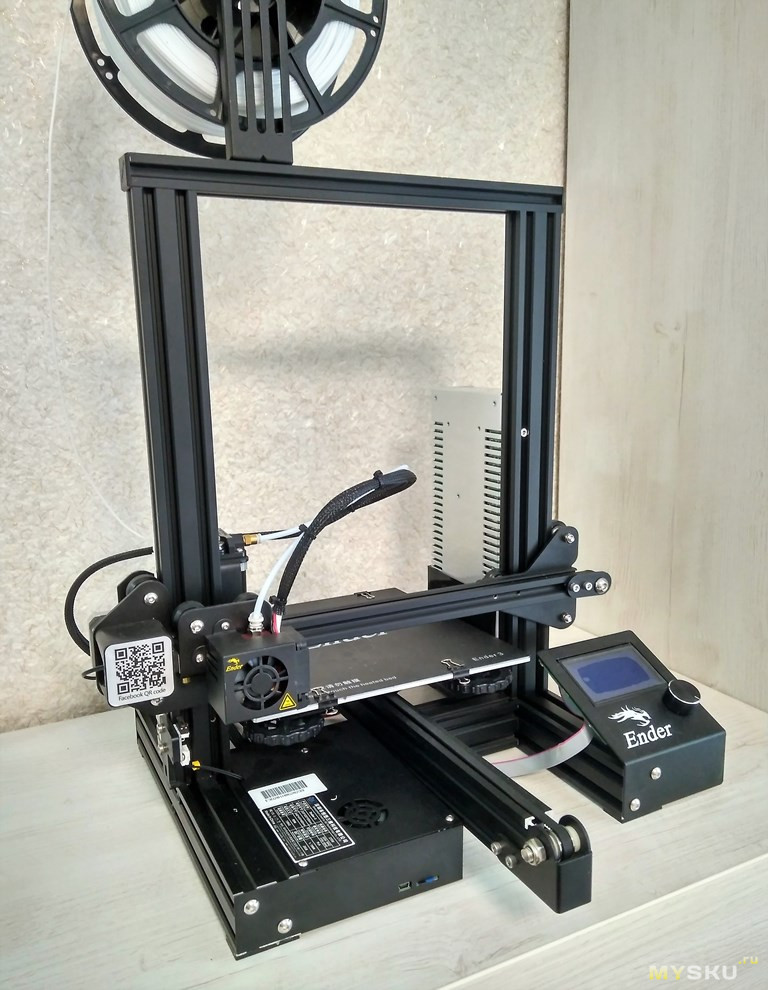
Вот и сам красавец, уже собранный.
Детальные фото
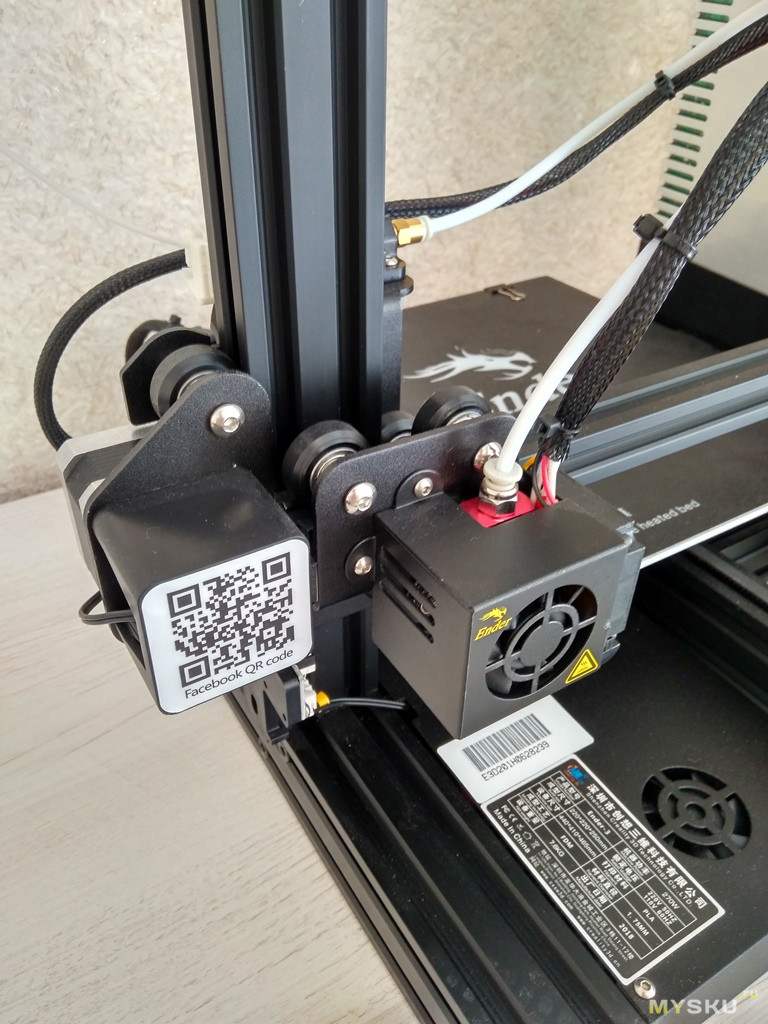
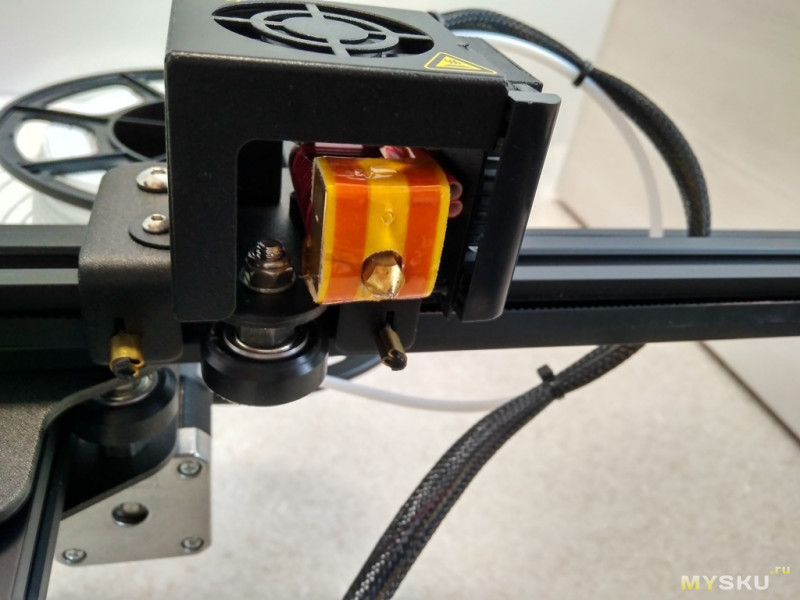
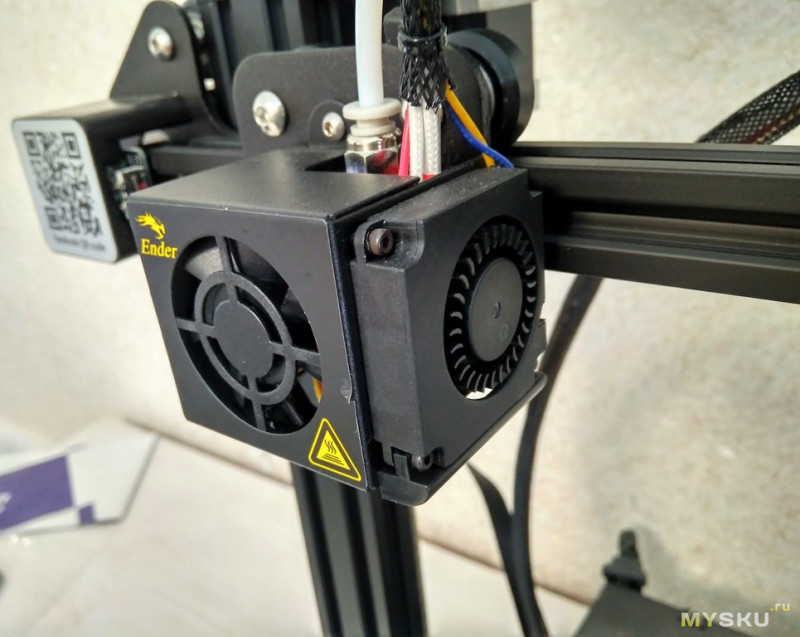
Сам блок экструдера:
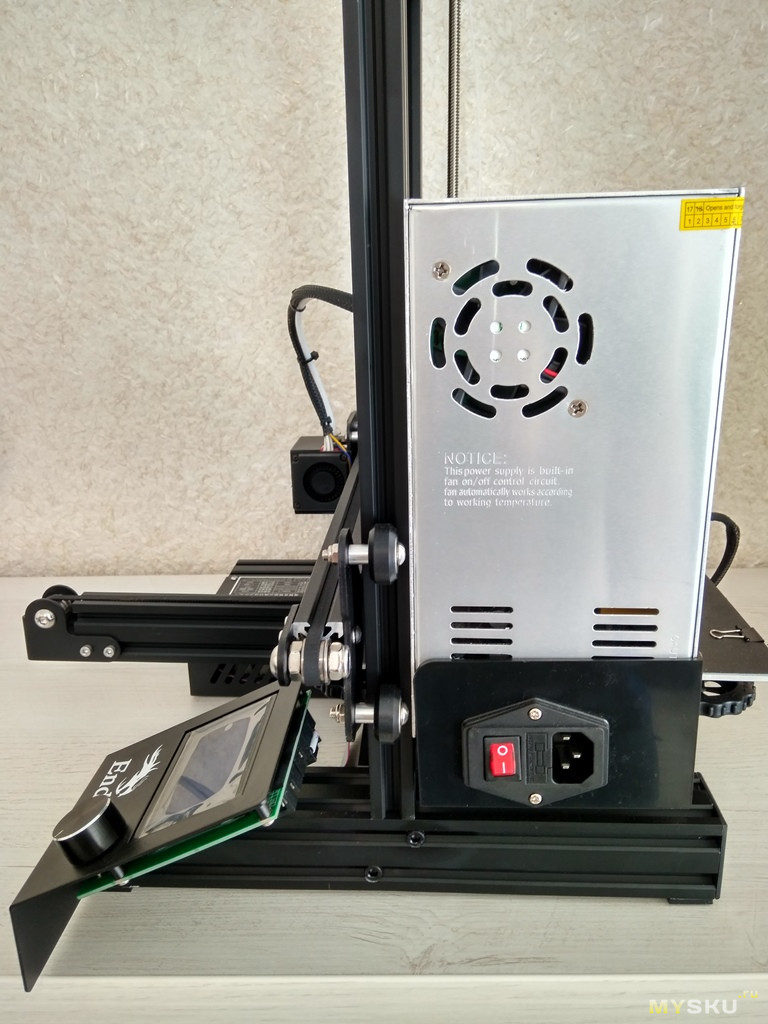
Панель управления:
Вид сбоку:
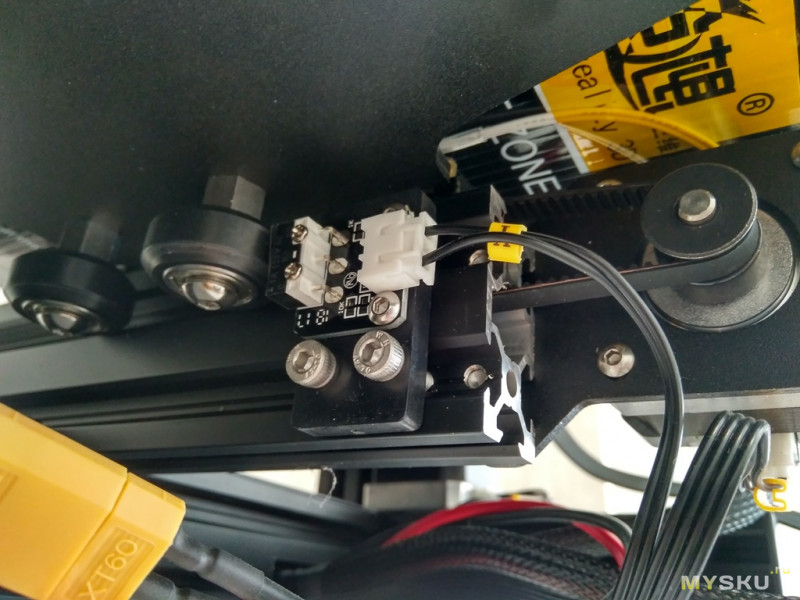
Ось Y:
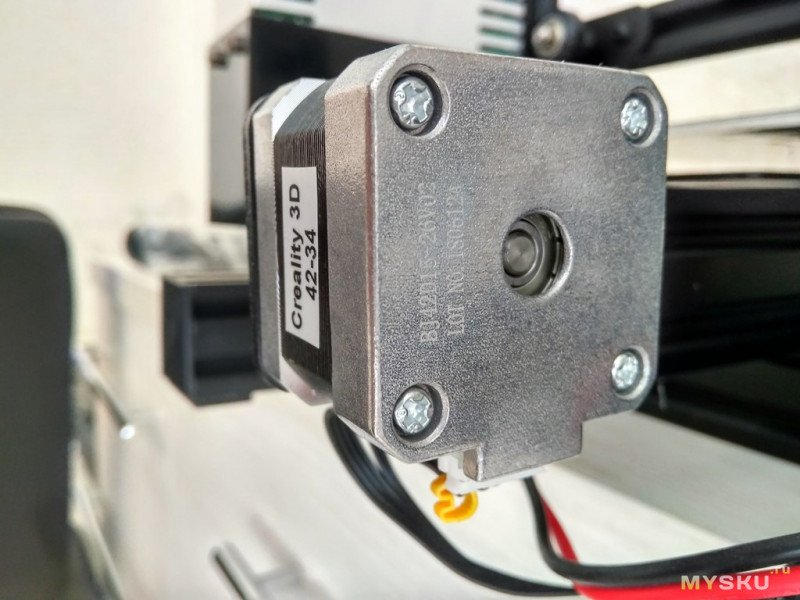
Маркировка двигателя:
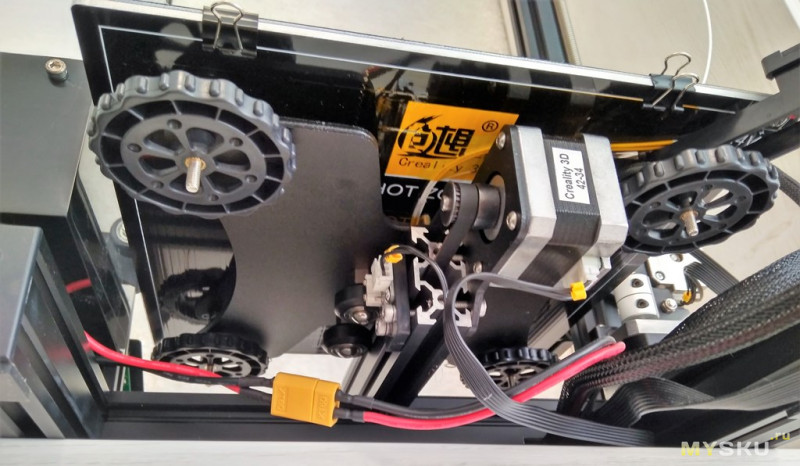
Двигатель оси Z, виден небольшой перекос.
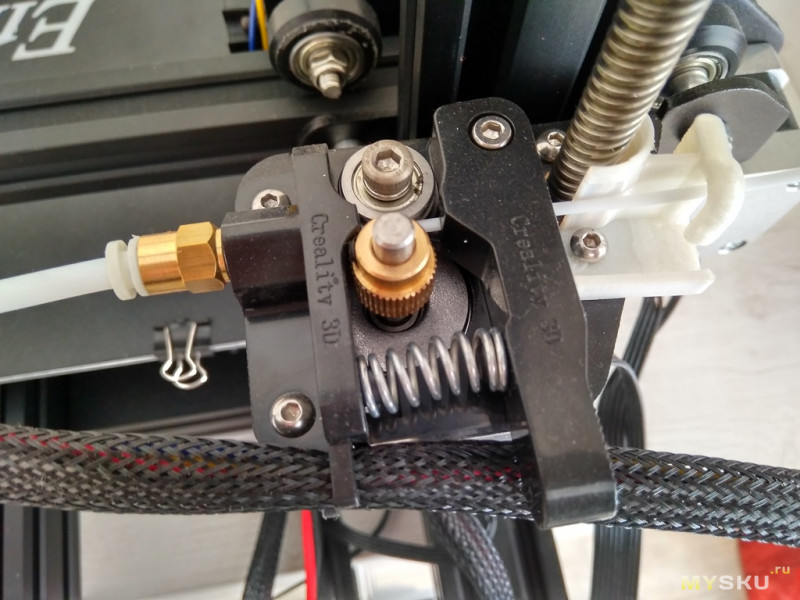
Система подачи:
Концевик оси Z:
…
Экструдер:
Характеристики:
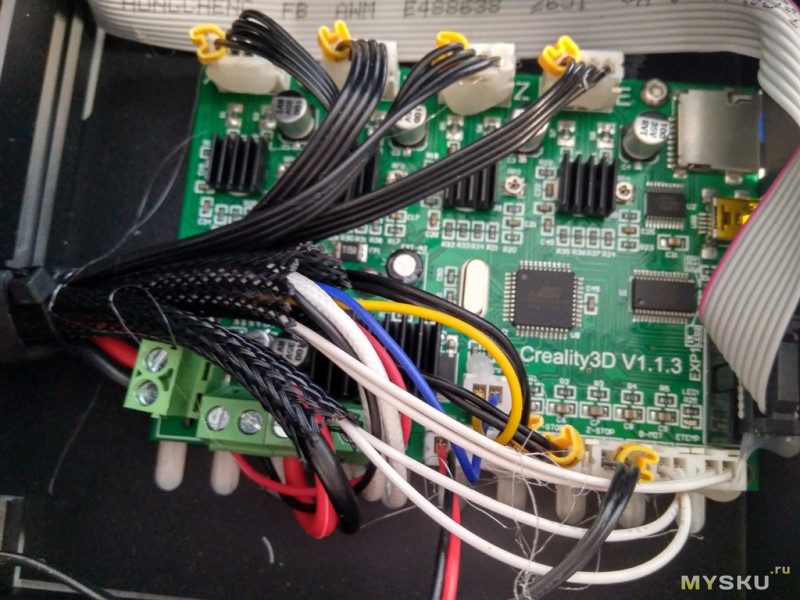
Плата управления:
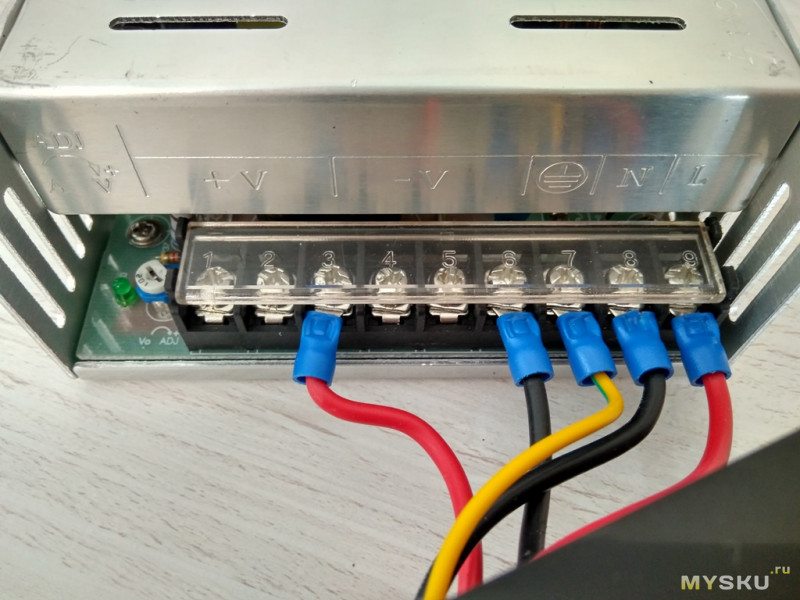
Блок питания:
После сборки напечатал направляющую пластика, дабы пруток случайно не прищемило валом оси Z. Есть и другие варианты.
После сборки выявил несколько минусов:
1. При затягивании болтов двигатель оси Z немного перекашивает. Решается напечатанной проставкой или заменой заменой муфты на виброгасящую или гибкую. Для себя я выбрал первый вариант и напечатал проставку, но пока еще не установил.
2. Стол был криво установлен и имел ход примерно 2мм. Данная проблема решается затяжкой роликов.
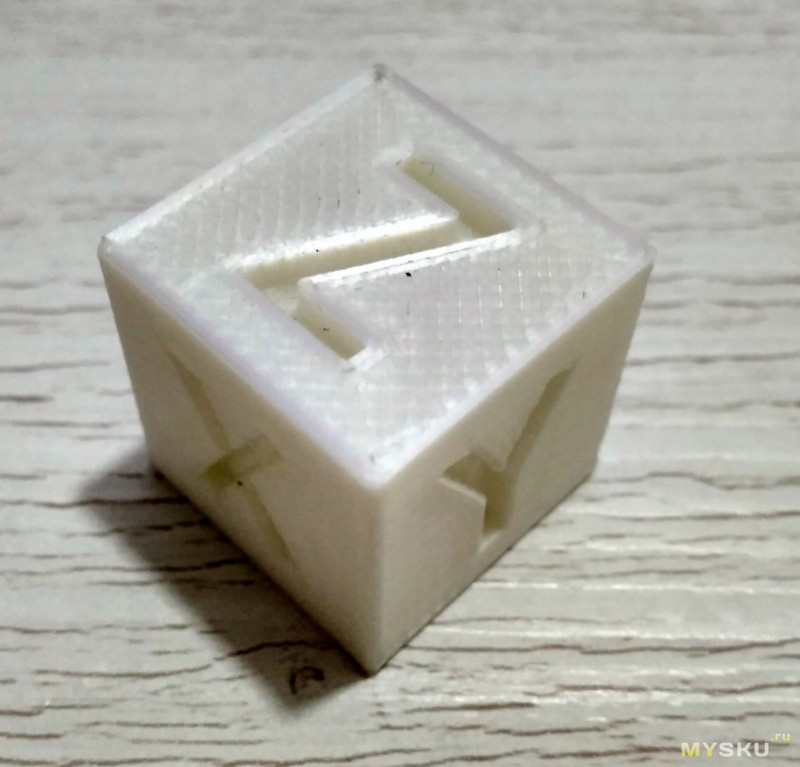
После калибровки стола были напечатаны тестовый кубик (PLA из коробки) и кораблик (PLA от Bestfilament).
На кораблике видны небольшие провисания пластика. В общем-то нужно еще играться с настройками печати.
Еще примеры печати
Белый пластик PETG от ABS Maker.
Салатовый — PLA от Bestfilament.
Слой 0.1мм.
Детали для тисков:
Брелоки:
Подложка под двигатель оси Z:
В планах:
установить подложку под двигатель оси Z
заменить покрытие стола на зеркало либо на магнитную подложку от Creality (да-да, несколько дней назад она поступила в продажу на официальном сайте за 13$)
поставить реле и настроить отключение принтера от сети по окончанию печати
немного облагородить принтер, зафиксировав красиво все провода
Подводя итог, хочется сказать что принтером я остался очень доволен. Печатает довольно качественно из коробки, достаточно тихий.
К покупке крайне рекомендую!
UP! Добавил скрин покупки.
Дополнительная информация
Планирую купить+32Добавить в избранноеОбзор понравился+33
+44
Да было бы на что. Ну в смысле то принтак то со всех сторон облизан уже. Просто копипаст опенбилдовского принтера без указания авторства. А так он конечно за свой (по акции) соска.
а если меня начинают терзать сомнения что кто-то мудак — то что?
или у нас отменили презумпцию невиновности, и мы прям обязаны стали кому-то доказывать факт покупки? это известный, достаточно качественный и дешевый принтер — понятно что его покупают и обозревают.
Ну не знаю, распечатал на А6 крепеж для ремня оси Х, крепление для ремня оси Y, круглые затычки для Z и крышку для кнопок блока питания. Ну и проставку для крепления ремня Y к столу снизу. Вроде все. Работает 2й год. Только смазываю.
Я не говорил что нельзя, просто написал про шаблоны в профильных форумах )
А6 недалеко ушел, но ничего плохого про него сказать не могу. Есть что допиливать, но и так вполне сносно печатает на своих скоростях.
Ну, это не систематизированный каталог, а свалка фотографий :)
Если уж что-то заинтересовало, то там под каждой фотографией можно добавлять комментарии, спрашивать :)
несхождение губок даже на этой фотке видно.
Найти мелкие тисочки хорошие для дома (на струбцине) реально проблема.
Фото сделано давно и еще до, и с выбранного ракурса… Эти легко дорабатываются в полчаса/час и становятся довольно не плохими. Не прецизионными конечно, но не плохими. Поищите видео на ютубе.
Но… Китай он и есть Китай, в большинстве случаев, что к нам попадает, без допила никак…
П.С. Вот например, мужик изголяется. :)
У меня там с соединительными штифтами была небольшая проблема — авторские не лезли, пришлось уменьшать их толщину масштабированием по Z :)
А так вполне функциональная штука, держит достаточно ровно и крепко :)
Вес потраченного на них пластика — около 150 грамм, стоимость пластика — около 700 рублей. Соответственно себестоимость этих тисочков без учета амортизации и электричества — около 105 рублей :) На амортизацию и электричество можно накинуть еще десятку :)
Он же не постоянно работает, тем более у тебя стоит еще стекляшка сверху, так что с 10 рублей за сутки можно чуть и скинуть )
А так да, я считал для холодного стола, так выходит конечно дороже.
Ну, на постоянно он вообще ватт 300 жрет :))
Да, для ПЛА мощность принтера можно прикидывать в районе 20-40 Ватт, но и все равно за сутки больше 60 копеек набегает :)
проьовал печатать, кучу пластика извел. Детали настолько в притык по размерам, что одно в другое не лезет :)
Печатал и ПЛА и ПЕТГ.
Как вы с этим боролись?
Понятно, что можно везде во fusion зазоры побольше поставить, но это долго и не всегда исходник есть.
Может есть еще способы?
Печатал из ПЛА, все влезло друг в друга кроме этих красных шпилек, скрепляющих половинки :) Хотя и впритык, да, но это для тисков даже хорошо. Бороться не пришлось.
Часто можно решить проблему масштабированием в слайсере. Иногда помогает чуть уменьшить в настройках слайсера диаметр сопла или параметр flow (подачу пластика). Если все это не помогает, то даже не знаю как еще можно нормально изменить STL.
Вообще, если зазоры в модели хотя бы 0.2 мм, то напечатанные детали должно хоть и плотно, но вставляться, иначе нужно смотреть почему принтер печатает не тот размер.
Спасибо, буду пробовать.
у меня печатает просто впритык :)
Сейчас поглядел в исходнике, у него в шпильках зазоры .1, а так везде .25.
Наверное у автора супер точный принтер.
Ну ни «одна» (да-да есть печать без поддержек, но ценник конючий) доступная технология для дома не могет без пост обработки (и та дорогая тоже по факту первый слой «на весу» будет не очень по гладкости). Вот сейчас втулка под лифт на крышку унитаза (хз зачем, но заказчику надо...). При чем не проблема самой втулки, проблема в защелке. Если печатаю ее вертикально, то как к себе домой после первой подгонки, но язычек защелка отламывается. Если печатаю горизонтально, то поддержки внутри втулки просто… И как не крути не выйдет и крепко для защелки и без поддержек. В понедельник собираюсь разбить модель на 2 части (вертикально втулка с вырезанной защелкой, и защелка горизонтально, потом вклейка), но без постобработки все равно ни куда… FDM очень хорош. Но когда толщина стенок не 5мм, то реальные проблемы в слишком многих местах… как всегда или легко и не надежно, или надежно, но гравер въедается в руку )
Не скажу, что у меня очень много опыта, но посоветовал бы в качестве первого принтера рассматривать кубик или дельту с закрепленным столом — с ними гораздо меньше трудностей на старте =)
Для первого опыта, люди берут бюджетный вариант. А зачастую мониторят рынок б/у и понимают что взять из Китая новый дешевле чем чей-то фанерный или убитый. Ведь в районе 150$ редко продают что-то стоящее на avito
без трудностей был получен кубик с дефектом. то есть тут не было многодневных настроек и гугления. получил-собрал-напечатал. есть дефект? ну блин да. так и усилий-то нет никаких вообще. а если их приложить-, то и дефект пропадёт. если он вообще есть, а не был случайностью, типа прилипшей крошки на этапе сборки.
Но он (дефект) ведь был получен без трудностей :))))
Причем, на совершенно не нужном кубике.
Вот когда они, дефекты, начинают устойчиво и разнообразно получаться на сложных и очень нужных деталях там где их быть не должно, уходит кубичная эйфория и приходит понимание, что не все так радужно в 3D печати.
Первой сложной моделью, которую я напечатал на А6 из коробки была фигурка 15 см высотой. Единственное где возникли проблемы — поддержки. Я тогда еще не умел их нормально использовать и местами пришлось напильником дорабатывать. В итоге нераскрашенную фигурку чуть ли не с руками оторвал парнишка на работе ))
Фото раскрашенной модели из интернета:
Да она не сложнее шестеренок так то, думаю проблем у многих быть не должно. Главное подобрать температуру, поддержки и обдув. Ну и чтобы бешеных люфтов по осям не было )
а я не ставил задачу напечатать идеальный кубик. задача была — показать какой будет кубик «искаропки». думаю, если банально точнее выставить мотор вертикальной оси, зафиксировать саму эту ось сверху и приложить еще какие-то минимальные усилия — то и всё будет он. более того, с высокой вероятностью следующая печать пройдёт вообще без этого дефекта.
Ну или вырезать кусок зеркала (говорят, оно более ровное, чем оконные стекла) и осваивать дзен хорошей адгезии — в инете сотни рецептов чем мазать стекло чтобы пластик на нем держался, какой-нибудь из них подойдет и Вам :)
Да там интересная история… и соплом и прилип первый слой, и после уберания его ппц) хотя пластик в комплекте был хороший 40 процентов тестовой собачки, скорее АБС чем пла
А не пробовали клеить широкий малярный скоч и мазать его клеем-карандашом? Только мазать надо почти перед самым окончанием прогрева стола. Иначе клей выгорает. И настраивать уровень головки тоже лучше при прогретом столе. Он выгибается слегка.






















я допустим больше 40 лет без него прожил, а дед мой и умер, никогда дрыгостола не увидев.
или у нас отменили презумпцию невиновности, и мы прям обязаны стали кому-то доказывать факт покупки? это известный, достаточно качественный и дешевый принтер — понятно что его покупают и обозревают.
Качество на самом деле не идеальное, но вполне нормальное :)
Вот альбом некоторых моих результатов печати, там можно и эти тиски рассмотреть в более крупном масштабе — photos.google.com/share/AF1QipMS9DkVoj89wLlTctLHHT5BtTzQb4jRkraf7DqsUJW0vB6jDwusHcWXtD-PAZ70mg?key=UkxDWkFpMk1hNEM0UnpqZVliVDUzd3lvOWZHQ21R
А6 недалеко ушел, но ничего плохого про него сказать не могу. Есть что допиливать, но и так вполне сносно печатает на своих скоростях.
А 3дтудеисты пусть и дальше живут в счастливом неведении :)
Если уж что-то заинтересовало, то там под каждой фотографией можно добавлять комментарии, спрашивать :)
Найти мелкие тисочки хорошие для дома (на струбцине) реально проблема.
Но… Китай он и есть Китай, в большинстве случаев, что к нам попадает, без допила никак…
П.С. Вот например, мужик изголяется. :)
Надо будет допечатать на новом )
А так вполне функциональная штука, держит достаточно ровно и крепко :)
Я считал сутки работы принтера, выходило около 60 копеек, насколько помню =)
А так да, я считал для холодного стола, так выходит конечно дороже.
Да, для ПЛА мощность принтера можно прикидывать в районе 20-40 Ватт, но и все равно за сутки больше 60 копеек набегает :)
Печатал и ПЛА и ПЕТГ.
Как вы с этим боролись?
Понятно, что можно везде во fusion зазоры побольше поставить, но это долго и не всегда исходник есть.
Может есть еще способы?
Часто можно решить проблему масштабированием в слайсере. Иногда помогает чуть уменьшить в настройках слайсера диаметр сопла или параметр flow (подачу пластика). Если все это не помогает, то даже не знаю как еще можно нормально изменить STL.
Вообще, если зазоры в модели хотя бы 0.2 мм, то напечатанные детали должно хоть и плотно, но вставляться, иначе нужно смотреть почему принтер печатает не тот размер.
у меня печатает просто впритык :)
Сейчас поглядел в исходнике, у него в шпильках зазоры .1, а так везде .25.
Наверное у автора супер точный принтер.
Я пока не научился
Вот когда они, дефекты, начинают устойчиво и разнообразно получаться на сложных и очень нужных деталях там где их быть не должно, уходит кубичная эйфория и приходит понимание, что не все так радужно в 3D печати.
Фото раскрашенной модели из интернета:
классов работаете? :)
Это как купить новую машину и тут же понять, что ей сход-развал надо делать, регулировать зажигание и тп
Ездить можно, но всё же лучше «приложить усилия»
Мне кажется не очень удачным решением крепить его на узкой рельсе.
Стекло по первой ссылке — +100 к ровности стола, отлично держит PLA, ABS, SBS, PETG, другие пластики не пробовал :)
Пленка дешевле, но я сам ее не пробовал, по отзывам тоже вроде держит :)
Ну или вырезать кусок зеркала (говорят, оно более ровное, чем оконные стекла) и осваивать дзен хорошей адгезии — в инете сотни рецептов чем мазать стекло чтобы пластик на нем держался, какой-нибудь из них подойдет и Вам :)
ретракт 5.2мм со скоростью 70мм/с