Всем привет! Креозон выпустил новый тип пластика, хотя наверное точнее будет написать вид, т.к. это все тот же PLA, но модель после печати имеет характерный шелку блеск. Существует несколько расцветок, я выбирал между белым и медным, но решил, что последний будет нагляднее, да и фотографировать проще. Параметры печати пришлось чуть поправить из-за особенностей материала, так что под катом поделюсь мыслями по оптимальной настройке и полученным результатом.
Характеристики
Тип филамента: PLA — шелк
Диаметр нити: 1,75 мм
Допуск: ±0,03 мм
Рекомендуемая температура стола: 60 °C
Рекомендуемая температура сопла: 195 °C-210 °C
Длина прутка: около 330 метров
Состав: 85% PLA, 15% добавок
Распаковка и внешний вид
Серый пакет

Традиционная черная коробка
Есть смотровое окошко и стикер с параметрами

Катушка запакована в вакуумный пакет, так что можно не переживать за влажность

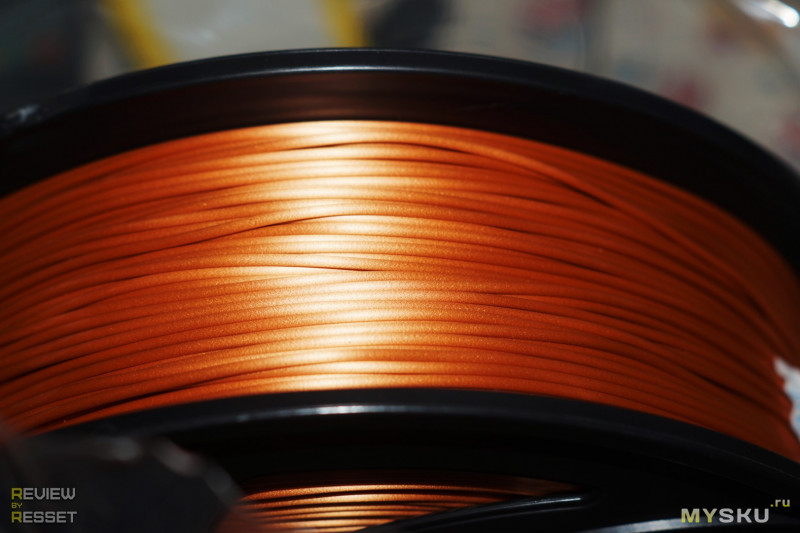
Даже без печати в глаза бросается необычный блеск прутка
Особенности филамента и настройки печати
На тестовой модели заметил, что состав выходит густоватый, так что пришлось поднять температуру сопла до 200 °C, так же скорость была снижена до 50 мм/сек, а множитель подачи до 0.95 иначе экструдер не мог протолкнуть нужное количество прутка, что сильно сказывалось на ретракте — давление не сбрасывалось до конца и образовывались «капли».
Первой фигуркой был будда. Ближе к середине печати видно пропуск слоя, но это кривая моделька попалась.

Ну и ретракт чуть напакостил

С другой стороны

Со спины вроде ничего так

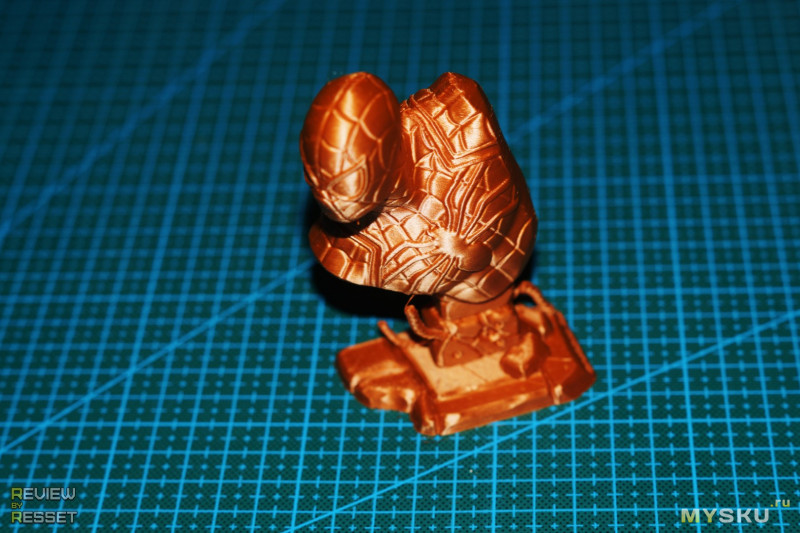
Немного повозился с ретрактом и человек-паук получился уже немного лучше. Никакой постобработки.
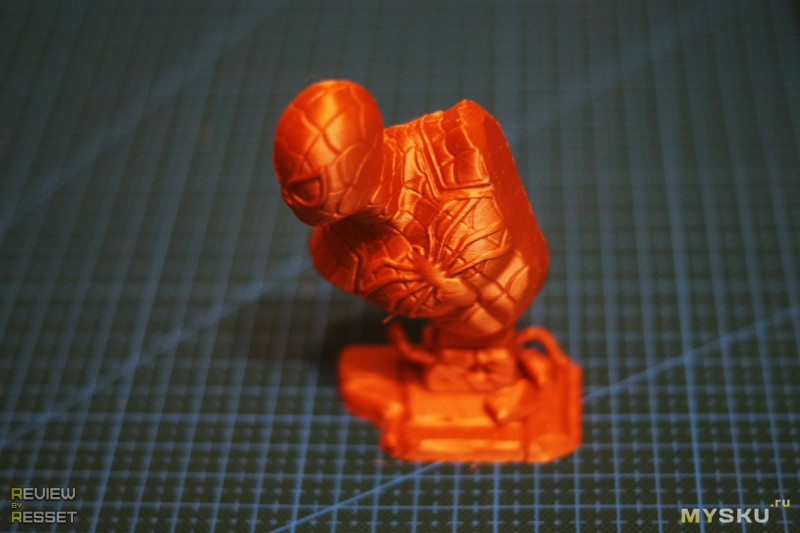
Но основная магия начинается если добавить немного света. Действительно похоже на шелк.
Затем подумал, принтеры же у всех разные и итоговое качество так же может отличаться, например, с директом о ретракте вообще думать не нужно, так что запустил печать в режиме вазы в один периметр, дабы исключить его. Как по мне, вышло отлично.
У меня боуден, трубка 30 см, сопло 0.4 мм, покрытие стола — обычное стекло.
Остановился на следующих основных настройках для Simplify3D:
Множитель подачи: 0.95
Дистанция ретракта: 10 мм
Скорость ретракта: 40 мм/сек
Температура стола: 70 °C
Температура сопла: 200 °C
Обдув: включен
Скорость печати: 50 мм/сек, периметры 60%, заполнение 80%
Так же заметил, что у этого пластика отличная адгезия, как межслойная, так и с покрытием. Даже от чистого стекла не оторвать, пока температура не упадет с 70°C до 30°C. У меня было
покрытие от креозон и я по привычке пустил на печать довольно большую по площади модель. С АБС проблем не было — остыл стол до 40 градусов, деталь сама «отщелкнулась»

Но в этот раз что-то пошло не так )

В итоге даже после полного остывания не смог снять детали без потерь

В общем, это нужно иметь ввиду и сначала пробовать что-то мелкое, смотреть как будет отлипать и только после запускать что-то масштабное, иначе можно испортить и деталь и стол.
В остальном по механическим свойствам не отличается от классического PLA от CREOZONE.
Еще примеры печати
Для ускорения процесса все модельки были уменьшены в слайсере до 50% оригинального размера, поэтом некоторые детали и навесные части местами получились не очень удачно, но нам ведь главное посмотреть на то как ложатся и выглядят слои.
Дэдпул. Верхний ряд при естественном рассеянном освещении, нижний при падении прямых лучей.

Танос. Аналогично. Кстати, на заднем плане человек-паук творит непотребства со скульптурой(ветром повалило)

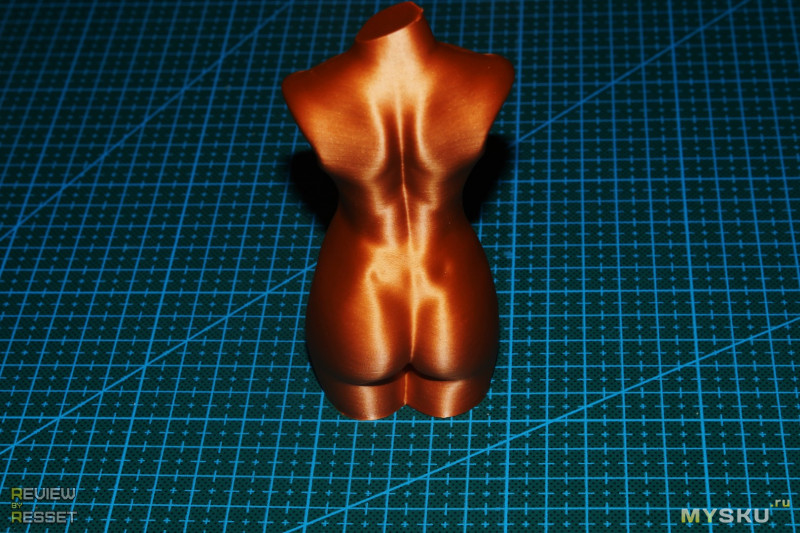
Торс. Надеюсь меня не кинут на премодерацию, это же считается искусством? )

Ну и вся «шайка». Фигурки печатались слоем 0.1 мм, постобработка не проводилась.

А вот поводил кисточкой с дихлорметаном по правой части фигурки. Фото делал после просушки. В обычном свете выглядит как глянец, но со вспышкой пропадает «шелковый» блеск, видимо такой эффект дают слои при преломлении, после сглаживания эффект пропадает. Возможно лак не будет портит отлив, но у меня нечем проверить.

Итоги
В обзорах по п.18 плюсы и минусы не расписываю. Есть тесты, они не предвзяты.
Как обычно, приветствуется конструктивная критика в комментариях. Всем добра =)
P.S. Многим понравился торс. Я не помню где нашел модель, оптимизированную под режим «вазы», поэтому закинул архив в
гуглодиск.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.

Это вы уж слишком широко трактуете (в смысле по вертикали)
Кончно у него всегда были проблеммы с ногами, но и с попой тоже, а у вас(в смысле результате печати) она на месте
А как правильно?
Бизнес план: печать расчесок на 3d принтере! :)
ноль не лишний? (А то и оба) Это же полметра в секунду!
Какому у вас 3д принтер. Качество печати без постобработки очень даже хорошее.
Что за проблема с влажностью у пластика?
Качество печати довольно сильно зависит от пластика.
Если пруток будет неравномерным и влажным, отдельные слои будут сильно выделяться и получим своеобразные ступеньки с избытком пластика или его нехваткой на поверхности, которая должна быть ровной.
Многие типы пластика гигроскопичны. С прутка конечно не начинает капать вода, но при нагреве эта влага периодически создает повышенное давление в сопле, которое неравномерно выталкивает пластик.
и ключик золотой.
Я для монеток использую круговое заполнение — поверхность кажется более гладкой )
У самого первым принтером был А6.
Богато живёте! )
, в любом оффлайн-магазе — моток лёски для триммера 2,5 мм — 100р ±
а недавно у нас открылся — новый магаз. в нем эти мотки — на вес — по 29 р.
в смысле кг — 290!
а все ваши фигурки — как-то совсем не зашли… Пардоннн… Никчемушный порожняк киндерсюрпрайза бездельника… Почему в ТС не указан — Вес ?!
Чую, щас тапками запинают. — )
Это где продается PLA леска такой расцветки?
Кстати, искал в свое время нейлон — нет подходящего диаметра и равномерного прутка, поэтому детали получаются довольно грубые. Конечно если совсем прижимает и такое пойдёт, но в сравнение с нейлоном для печати леска не идёт.