Всем привет друзья, собираю небольшой станок ЧПУ и на днях приобрел комплектом шпиндель, частотник, цанги, в общем все самое необходимое для полного счастья. Штука не дешевая, и обзор будет весьма полезен для тех кто собирается купить но сомневается в выборе. Продавец проверенный и не я один у него брал, доставляет быстро, есть склады в России и упаковано все супер!
Через семь дней я уже бежал домой вприпрыжку с огромной коробкой всяких ништяков и мне дико хотелось ее распаковать.
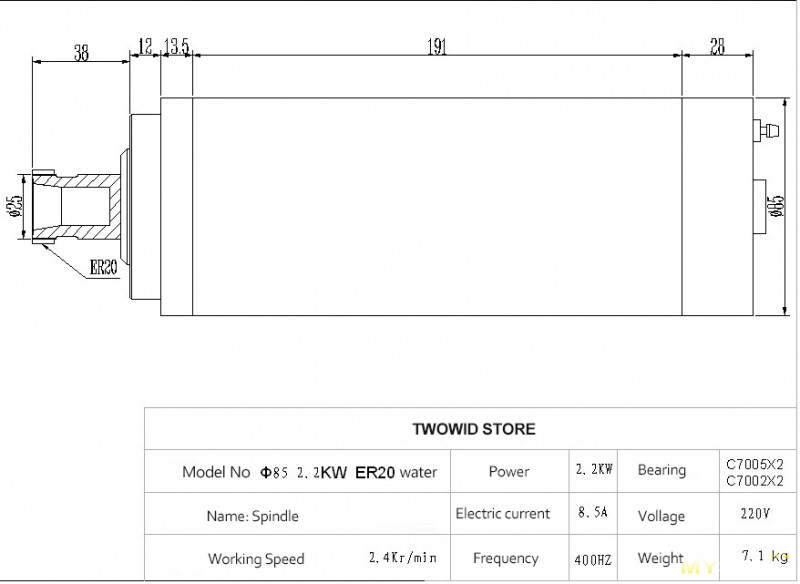
Собственно почему я выбрал именно такой комплект. Соглашусь, мощность 2.2 кВт для небольшого станка избыточна, но разница в цене между 1.5 кВт. и 2.2 кВт. не большая а вот различия между ними существенны! Во первых цанга на более мощном шпинделе ER20 что позволяет крепить фрезы с хвостовиком большего диаметра, что увеличивает жесткость и повышает его функциональность а во вторых на этой модели установлены 4 подшипника c7005x2 c7002x2 что увеличит срок службы данного агрегата. И так, характеристики:
Размеры: 80 мм
Мощность: 2.2kw
Напряжение: 220 В
Частота: 0-400 Гц
Скорость: 0-24000 об./мин.
Водяное охлаждение
цанги ER20 Габариты самого шпинделя В комплект ходит:
1 x 2.2 кВт шпиндель с водяным охлаждением
1 х 2.2 кВт/220 В VDF Частотный преобразователь
1 х Помпа для системы водяного охлаждения
1 х 5 метров трубки для системы охлаждения
1 х 80 мм. кронштейн для шпинделя
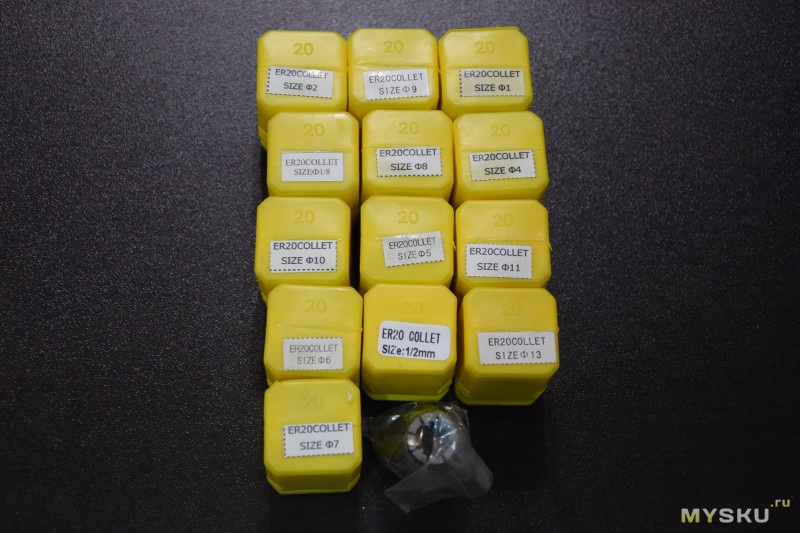
13 x набор цанг ER20 (1,2, 3.175, 4,5, 6,7, 8,9, 10,11, 12.7, 13 мм)
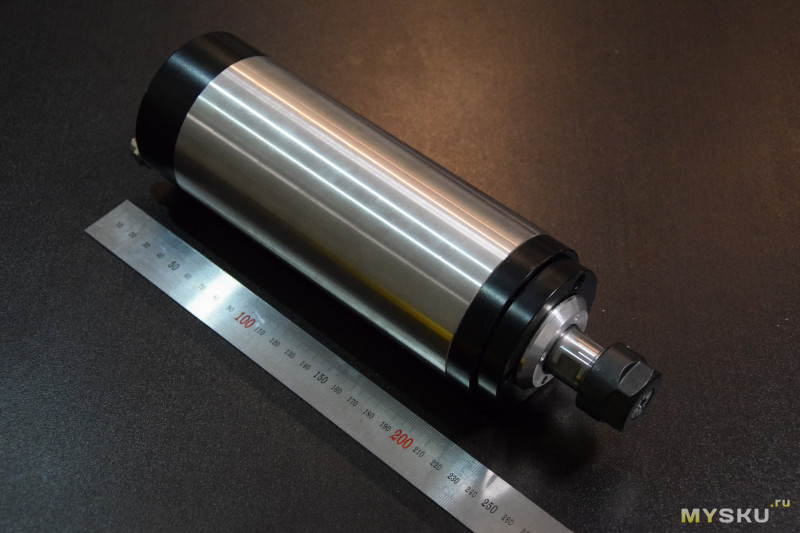
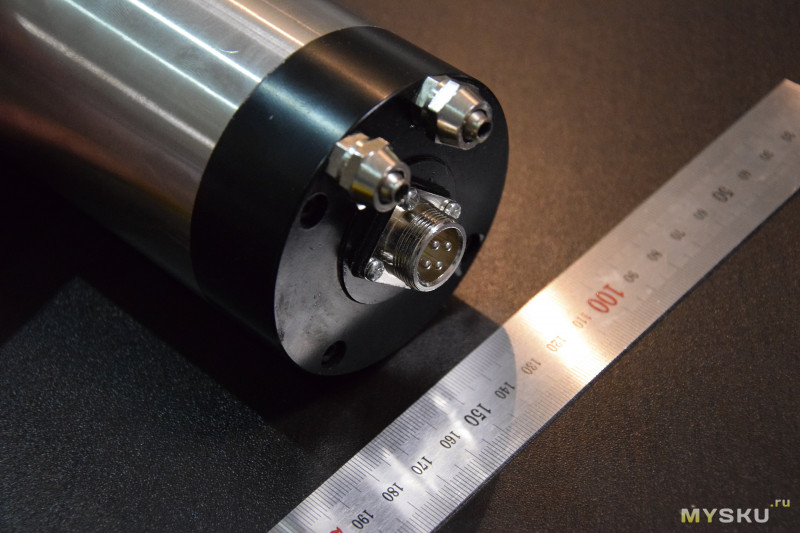
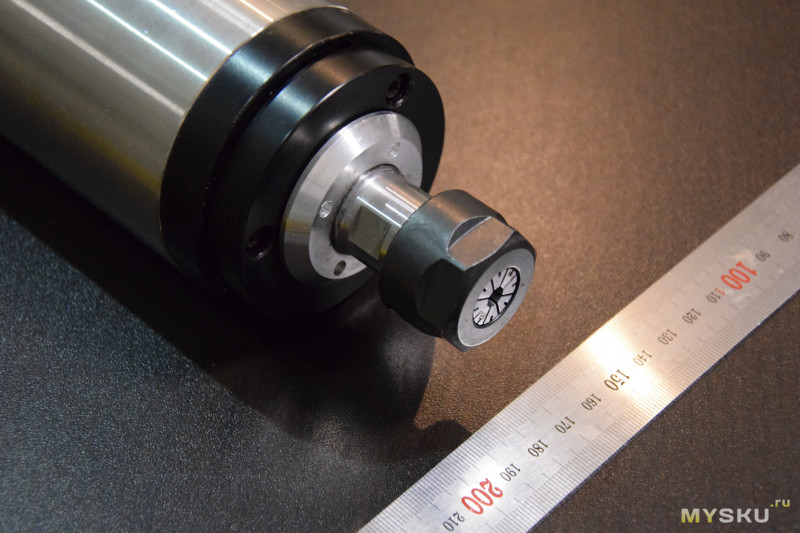
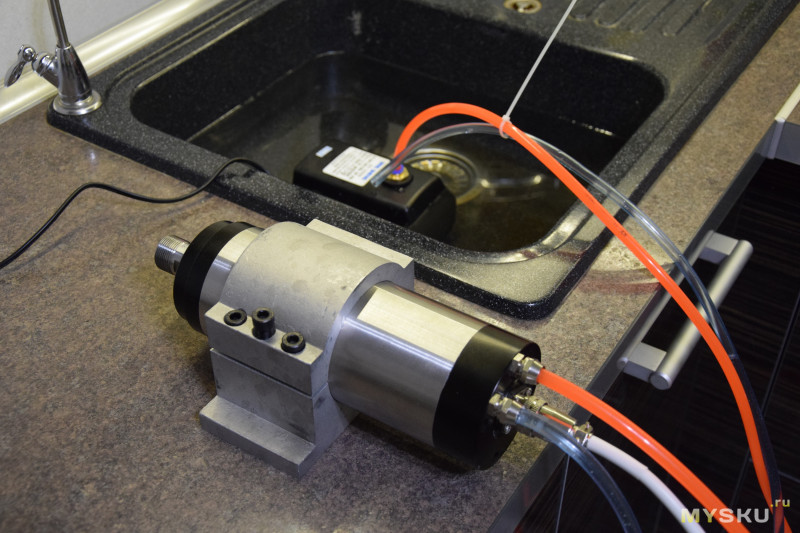
Собственно теперь можно посмотреть на живые фотографии того что было в коробке. Начнем со шпинделя, тут все как обещал продавец огромная металлическая штуковина которая весит ровно пять килограмм, гайка цанги стальная со следами балансировки, в верхней части находятся два штуцера с гайками для шлангов системы охлаждения и разъем для подключения питания (ответная часть так-же идет в комплекте) В разъеме 4 пина но задействованы только 3 их можно подключать в любой комбинации, сопротивление обмоток 2.5 Ом.
Помпа для системы водяного охлаждения модель DS3500 рабочее напряжение 220 в. 50 Hz мощность 75 Вт. Производительность 3000 литров в час и помпа способна поднять воду на высоту 3.5 метра. Помпа погружного типа крепится на 4 присоски, в комплекте идет переходной штуцер с быстрой фиксацией шланга 8 мм. Вилка американского стандарта тип А
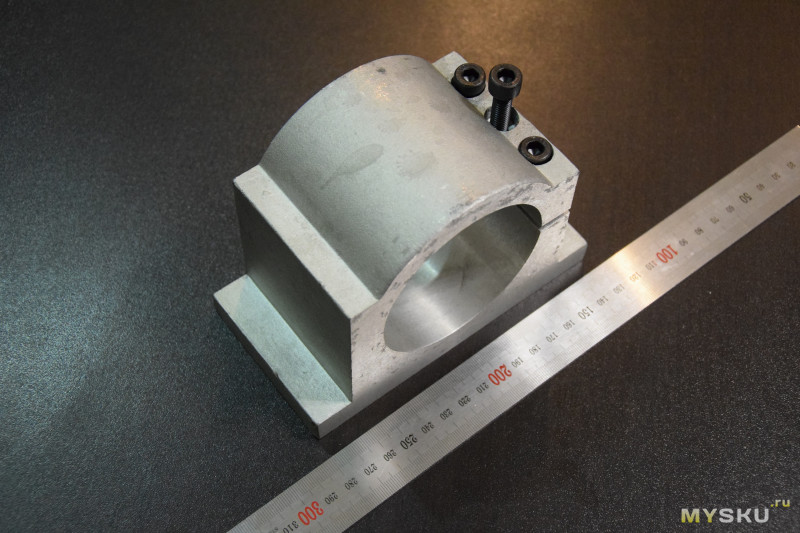
Кронштейн стандартный для шпинделя диаметром 80 мм. в комплекте с ним 3 винта, один по центру отжимной чтобы можно было вставить шпиндель и два для того чтобы зафиксировать шпиндель на месте.
В комплекте у меня было 15 цанг ER20 13 в индивидуальных контейнерах, одна установлена в шпиндель и одна была просто в пакетике как бонус что весьма приятно.
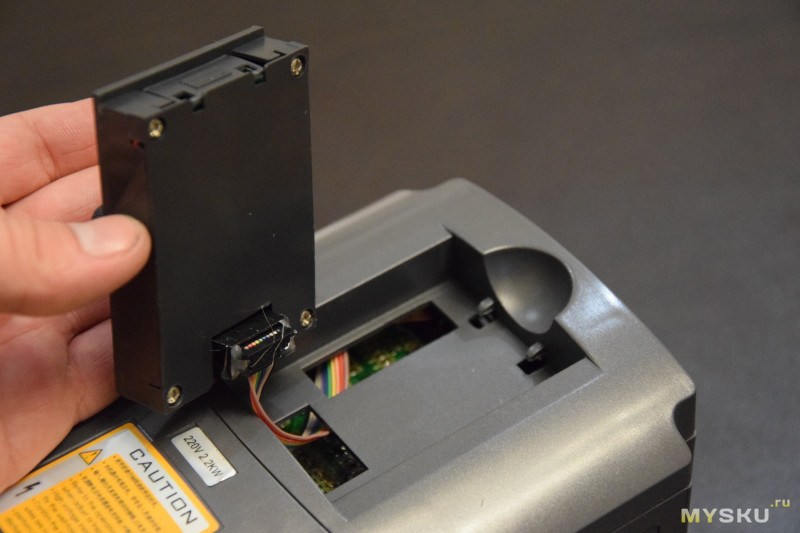
Частотник HY02D223B Весьма распространенный, хоть инструкция идет в комплекте но она вся на английском языке и достаточна подробная но разобраться по началу трудно. К счастью для нас в интернете легко найти инструкцию по настройке и описание основных функций. Внимание во избежания преждевременной кончины шпинделя рекомендую сбросить частотник до заводских настроек и настроить соответственно характеристикам вашего шпинделя. В самом частотнике установлен вентилятор который включается сразу после подачи питания. Панель управления сьемная, но шлейф короткий, при желании его можно значительно удлинить.
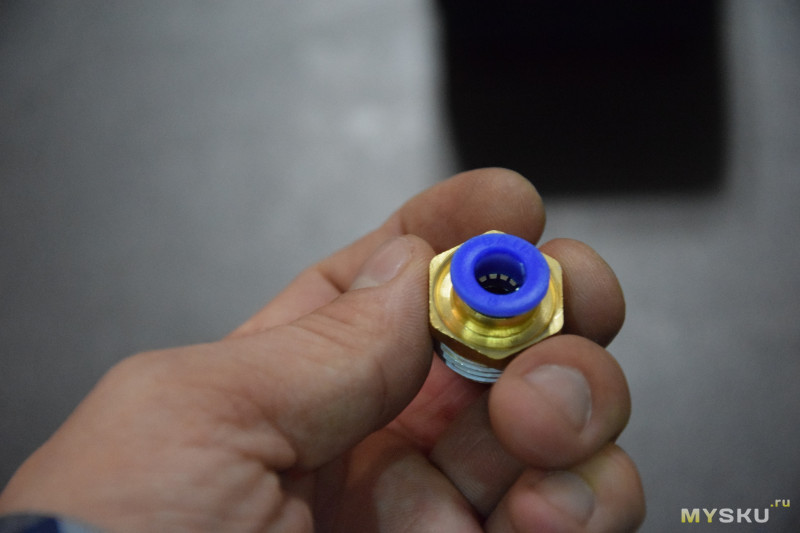
Так же в комплекте было 5 метров шланга внешний диаметр 8 мм. внутренний 5 мм. достаточно жесткий. Мне к сожалению его оказалось мало и я прикупил еще 5 метров в ближайшем автомагазине.
Ну и напоследок когда я все это распаковал все было подключено и проверено, если кому-то это будет интересно можете посмотреть видео по запуску этого шпинделя.
Планирую купить+26Добавить в избранноеОбзор понравился+31
+60
На чертеже шпинделя все размеры указаны…
Характеристики помпы из комплекта указаны…
Внутренности помпы и внешний вид, все видно на фотографиях
размеры цанг указаны…
13 x набор цанг ER20 (1,2, 3.175, 4,5, 6,7, 8,9, 10,11, 12.7, 13 мм)
На чертеже диаметр 85, в тексте 80. Он на 80 все-же?
Есть ли к текущему моменту какая то статистика по шпинделю, не появилось ли биений еще чего то негативного?
Пришло время менять свой 800 ваттник с подубитыами подшипниками на что то другое… Буду признателен если опишите этот шпиндель, спустя пол года, мне очень поможет в выборе.
Шпиндель был куплен уже после разработки чертежей, закупке комплектующих и предварительной сборки станка. Сейчас готовится видео и подробная статья по сборке станка. А шпиндель достаточно распространенный произведен фирмой ZHONG HUA JIANG
Углядел компрессор для водяного охлаждения.
Возможно вам или кому-то из читателей известен производитель более мощных компрессоров?
Буду благодарен за любые рекомендации.
На сколько мощный нужен? Я думаю можно на рынке или в строительном магазине купить водяной насос наподобие советского «ручеек» или насос для системы отопления (циркуляционные насосы для систем водяного отопления которые идут вместе с газовыми котлами), стоят они около 50$ это обычные центробежные насосы достаточно производительные
На сколько мне известно, насос «ручеёк» — это насос погружного типа, использование без погружения черновато перегревом. Ваш насос из обзора явно не погружной, вот и заинтересовал. Если не трудно, можно пару ссылок, на предлагаемые вам насосы, чтобы я представил о чем идет речь?
Можно ответить в ЛС.
2.2 кВт для небольшого станка избыточна, но разница в цене между 1.5 кВт. и 2.2 кВт. не большая а вот различия между ними существенны! Во первых цанга на более мощном шпинделе ER20 что позволяет крепить фрезы с хвостовиком большего диаметра, что увеличивает жесткость и повышает его функциональность а во вторых на этой модели установлены 4 подшипника c7005x2
что за станочек то? если не очень жесткий, то брать такой шпиндель это как стрелять из пушки по воробьям
полуторакиловатники есть тоже с 4мя подшипниками, например https://ru.aliexpress.com/item/New-Product-220VAC-1-5KW-CNC-Water-Cooled-Spindle-Motor-engraving-milling-grind-65x185mm-ER16-3/1698976263.html (грызу таким цветмет), при том, что вес его на полтора килограмма меньше, 5.7 против 7.1кг… больше вес,, больше нагрузка на механику оси Z, сильнее износ винтов/швп, опять же, если станок не достаточно жесткий то и фрезы он не потянет даже максимальные по диаметру для ER16, не говоря уже про ER20, да и станок, которому будет недостаточно максимального диаметра фрез ER16, и жесткости которого хватит для работы фрезами под ER20 это уже серьезный, жесткий станок в несколько сот килограммов чугуния :)
Станочек вот такой: youtu.be/Pl0PdJOBwFo это первые наброски были, немного подкорректировал конструкцию, взял дюраль по толще. А что касается шпинделя то его вес ровно 5кг. И он не на много тяжелее шпинделя 1.5кВт. да и цена там отличается не существенно. Брал так сказать на вырост )
У меня конструкция похожа на Вашу (уже рабочий вариант), по ширине рабочий размер 440 мм. Но что-то я побоялся одним ШД тягать портал, дабы перекоса не было, два поставил. Конечно, пришлось и ШВП и гайки дополнительные, и драйвер… Но так спокойнее )).
И да, плюсик Вам.
Может, я отстал от жизни и все нормативы и скорости уже поменялись? Например, для 12-мм фрезы по стали я ставлю не более 300 об.мин., для 10-й — около 400. Та же хрень и по люминию, только его проливать хорошо приходится, иначе будет налипать. Мощность шпинделя около 500 Вт, хвостовик КМ2, патрон ER25 или ER16, в зависимости от ситуации. Хорошую сталь можно грызть до 2 мм за проход, плохую — по 0,5, примерно. Люминий с жидкостью — пофиг.
Зачем эти киловатты и жидкостное охлаждение? Если только работать фрезами меньше 0,5 мм?
А дерево с хорошей чистотой обработки Вы тоже будете резать на низких оборотах? А рельефы с конической фрезой? Я не утверждал что этот шпиндель по металлу. Этот шпиндель хорошо пойдет по цветмету. Для стали нужны другие режимы.
Может, я отстал от жизни и все нормативы и скорости уже поменялись? Например, для 12-мм фрезы по стали я ставлю не более 300 об.мин., для 10-й — около 400.
есть такое понятие как скоростная и силовая обработка, в вашем случае это силовая обработка, а эти высокоскоростные шпиндели для скоростной обработки, как и фрезы,
а хлипенькие хоббийные станочки просто скрутит бантиком при попытке силовой обработки:)
Грамотный шпиндель это хорошая штука для CNC. Работал с 800W шпинделем с водяным охлаждением и вот думаю следующий брать уже воздушный. Не понравилась мне вода около станка. Не то чтобы я её разливал — всё было хорошо но осадок остался.
По теме, подобные китайские шпиндели нужно подключать к частотнику с векторным управлением чтобы на низких оборотах сохранялся момент ибо у моего 5000 оборотов необходимые для резки орг стекла были проблемой. Конечно взять побольше киловатт это выход но растёт вес а это не хорошо для дешёвых китайских CNC.
у вас скорее не правильные режимы\фрезы
оргстекло обрабатывается на оборотах 15к для 2перой фрезы 3мм, главное условие для фрезы — острое как бритва, тогда ничего не плавится.
воздушники намного более шумные, вместо воды что мешает залить антифриз?
Фрезы однозаходные как и положено по акрилу, обороты на которых я резал и были 15к но как только что то пошло не так сразу наматывается это самое орг стекло на фрезу и её в мусор. Были бы обороты ниже было бы проще.
вместо воды что мешает залить антифриз?
Не то чтобы мешает но это тоже жижкость и бачёк и доп. трубки.
То что шумные я знаю но когда CNC режет дерево тишина шпинделя не играет никакой роли.
а что за фрезы если не секрет? я оргстекло и другие пластики крою kyocera 1501-2500.1000b, очень острая, буквально можно бриться, рез идеальный, искал у китайцев подходящие, но попадался один мусор.
у меня наоборот, когда обороты слишком низкие, начинается повышенная вибрация и качество реза становится хуже, да и в рекомендованных режимах при обработке акрила и оргстекла обороты 11-15к в зависимости от материала и фрезы…
То что шумные я знаю но когда CNC режет дерево тишина шпинделя не играет никакой роли.
а вылетающая во все стороны деревянная пыль? у водника ее проще собирать пылеотсосом, а у воздушника ее будет раскидывать в разные стороны.
Фрезы вот эти
Kyosera 1610-1250.625A3 использовал по дереву. У китайцев действительно фрезы только так потренероваться и вправду мусор.
У меня станок в кожухе пыле-шумозащитном в котором работает воздушный фильтр так что раскидывание пыли это пройденный этап.
Я по началу жутко восхищался водным но потом что-то отпустило.
Буквально вчера возился с оргстеклом. Одноперая фреза и 11к оборотов… Пока фреза острая все нормально, стружка имеет вид стружки )) и не плавится. Но только чуть подсела, начинает плавить. Опустил до 10к — продолжил работу… Пробовал капать «обычный питьевой спирт» )) в место реза гораздо лучше процесс идет…
Опыт у меня не богатый, но как я еще заметил разное оргстекло по разному себя ведет, попадалось и такое, что даже новая фреза буквально через пару минут работы начинает его наматывать.
подобные китайские шпиндели нужно подключать к частотнику с векторным управлением чтобы на низких оборотах сохранялся момент ибо у моего 5000 оборотов необходимые для резки орг стекла были проблемой.
В вашей идеальной вселенной всё так бы и было но когда покупаешь китайский CNC со встроенным контроллером в железный ящик управления то ничего похожего на инструкцию там нет и нажатие кнопок на панели частотника ни к чему не приводит.
Но в любом случае эту чудо коробку я уже продал и теперь всё-таки склоняюсь к векторному частотнику для нового станка.
За момент двигателя на низких частотах отвечают параметры:
Pd006 Intermediate Frequency (промежуточная частота)
Pd007 Min. Frequency (минимальная частота работы)
Pd009 Intermediate Voltage (напряжение на промежуточной частоте)
Pd010 Min. Voltage (напряжение при минимальной частоте)








Хм…
Характеристики помпы из комплекта указаны…
Внутренности помпы и внешний вид, все видно на фотографиях
размеры цанг указаны…
13 x набор цанг ER20 (1,2, 3.175, 4,5, 6,7, 8,9, 10,11, 12.7, 13 мм)
Есть ли к текущему моменту какая то статистика по шпинделю, не появилось ли биений еще чего то негативного?
Пришло время менять свой 800 ваттник с подубитыами подшипниками на что то другое… Буду признателен если опишите этот шпиндель, спустя пол года, мне очень поможет в выборе.
Да и сам шпиндель какой-то noname…
Углядел компрессор для водяного охлаждения.
Возможно вам или кому-то из читателей известен производитель более мощных компрессоров?
Буду благодарен за любые рекомендации.
Можно ответить в ЛС.
полуторакиловатники есть тоже с 4мя подшипниками, например https://ru.aliexpress.com/item/New-Product-220VAC-1-5KW-CNC-Water-Cooled-Spindle-Motor-engraving-milling-grind-65x185mm-ER16-3/1698976263.html (грызу таким цветмет), при том, что вес его на полтора килограмма меньше, 5.7 против 7.1кг… больше вес,, больше нагрузка на механику оси Z, сильнее износ винтов/швп, опять же, если станок не достаточно жесткий то и фрезы он не потянет даже максимальные по диаметру для ER16, не говоря уже про ER20, да и станок, которому будет недостаточно максимального диаметра фрез ER16, и жесткости которого хватит для работы фрезами под ER20 это уже серьезный, жесткий станок в несколько сот килограммов чугуния :)
И да, плюсик Вам.
Зачем эти киловатты и жидкостное охлаждение? Если только работать фрезами меньше 0,5 мм?
а хлипенькие хоббийные станочки просто скрутит бантиком при попытке силовой обработки:)
По теме, подобные китайские шпиндели нужно подключать к частотнику с векторным управлением чтобы на низких оборотах сохранялся момент ибо у моего 5000 оборотов необходимые для резки орг стекла были проблемой. Конечно взять побольше киловатт это выход но растёт вес а это не хорошо для дешёвых китайских CNC.
оргстекло обрабатывается на оборотах 15к для 2перой фрезы 3мм, главное условие для фрезы — острое как бритва, тогда ничего не плавится.
воздушники намного более шумные, вместо воды что мешает залить антифриз?
Не то чтобы мешает но это тоже жижкость и бачёк и доп. трубки.
То что шумные я знаю но когда CNC режет дерево тишина шпинделя не играет никакой роли.
у меня наоборот, когда обороты слишком низкие, начинается повышенная вибрация и качество реза становится хуже, да и в рекомендованных режимах при обработке акрила и оргстекла обороты 11-15к в зависимости от материала и фрезы…
а вылетающая во все стороны деревянная пыль? у водника ее проще собирать пылеотсосом, а у воздушника ее будет раскидывать в разные стороны.
Kyosera 1610-1250.625A3 использовал по дереву. У китайцев действительно фрезы только так потренероваться и вправду мусор.
У меня станок в кожухе пыле-шумозащитном в котором работает воздушный фильтр так что раскидывание пыли это пройденный этап.
Я по началу жутко восхищался водным но потом что-то отпустило.
Опыт у меня не богатый, но как я еще заметил разное оргстекло по разному себя ведет, попадалось и такое, что даже новая фреза буквально через пару минут работы начинает его наматывать.
Но в любом случае эту чудо коробку я уже продал и теперь всё-таки склоняюсь к векторному частотнику для нового станка.
Частотник такой aliexpress.com/item/VFD-E-Vista-Vector-Frequency-inverter-220v-1-5kw-free-shipping-Spindle-carving-machine/1875346968.html
Pd006 Intermediate Frequency (промежуточная частота)
Pd007 Min. Frequency (минимальная частота работы)
Pd009 Intermediate Voltage (напряжение на промежуточной частоте)
Pd010 Min. Voltage (напряжение при минимальной частоте)
Они формируют вольт-частотную характеристику работы двигателя.
Более подробно с графиками можно глянуть в любой инструкции к старенькому фирменному частотнику, например
www.deltaelectronics.info/content/files/VFD-S_manual_rus.pdf
Но настраивать уже нечего.
Поправил, сейчас и мне минус за это прилетит.