Я уже делал несколько контактных сварок, писал про это пару обзоров и вот в очередной раз меня попросили сделать контактную сварку. У меня не было большого трансформатора, остались только трансформаторы по 600 Вт. Я ещё ни разу не делал контактную сварку из двух трансформаторов и мне было интересно как она будет работать. Ну и бонусом оказалось то что эта сварка может варить медь.
Я думаю все знают как делать контактную сварку из трансформатора микроволновки.
Удалить родную вторичку, намотать новую, добавить таймер и электроды.
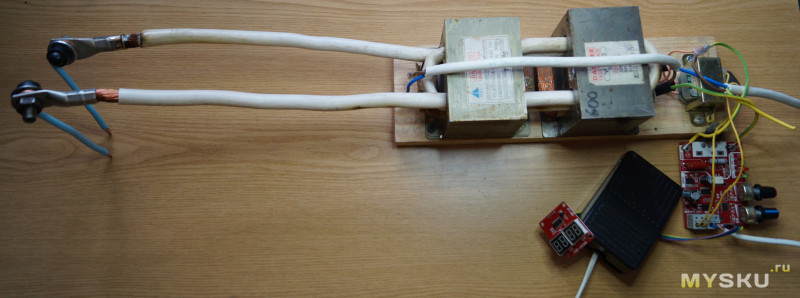
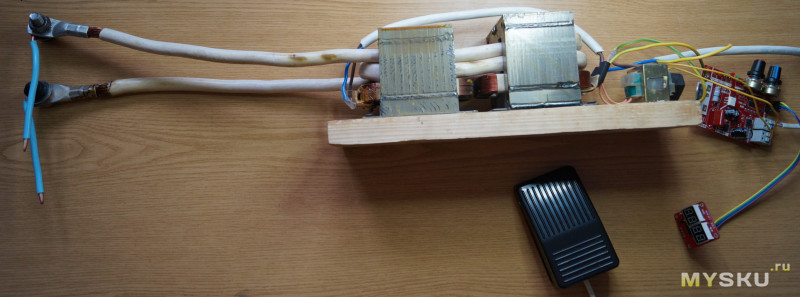
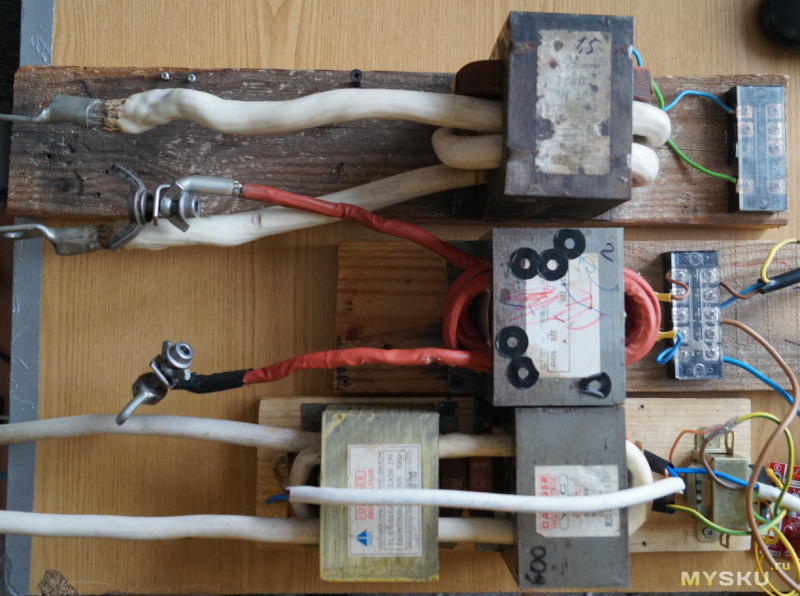
Я предпочитаю срезать вторичную обмотку зубилом. Потом измеряется размер окна и под размер окна подбирается кабель вторички. Нужно использовать максимально толстый кабель и при этом прикидывать такое число витков, чтоб на выходе сварки было около 4-5 вольт. У этих трансформаторов окна были примерно 15 х 30 мм. У меня был подходящий кабель ПВ-3 50, его внешний диаметр с изоляцией 13 мм. В принципе можно было использовать кабель сечением 70 мм, снять с него родную изоляцию, сделать его плоским и намотать такое же число витков (два) но мне не хотелось заморачиваться. В сети стандартное расположение для двух-трёх и более трансформаторов это лицом в одну сторону.
(фото не мое)
Я поставил трансформаторы так же и протянул провод вторички, измерил длину провода от входа в трансформатор до выхода из трансформатора — получилось примерно 120 см. Потом развернул трансформаторы один за одним «паровозиком» и намотал вторичку при таком расположении. От входа в трансформатор до выхода из него получилось 90 см, то есть количество витков одинаковое, провод одинаковый но провода расходуется меньше, провод короче. А чем короче провод тем больше ток. При этом мне понравилось что сварка в таком исполнении получается более компактная.
Дальше нужно синхронизировать трансформаторы. При подключении 220 к одному трансформатору у меня было напряжение на выходе было 1,7 вольта, при подключении ко второму 1,6 вольта. Когда подключил оба трансформатора то получилось 0.1 в то есть они работали несинхронно. Для того, чтобы напряжение суммировалось, я перекинул провода на первичке одного трансформатора. Ну и первички подключены параллельно и вторичка намотана последовательно.
Дальше в разрыв одного из проводов подключил плату таймера с алиэкспресс. Плата питается от трансформатора от какого-то старого магнитофона. К плате подключил педаль с алиэкспресса. Вместо педали можно использовать кнопку дверного звонка, микрик или любую кнопку с нормально разомкнутыми контактами. На выходе сварки получилось примерно 3.4 вольта. Оконцевал концы провода наконечниками сечением соответствующим сечению провода — 50 квадратных миллиметров. Для электродов я использовал жесткий провод сечением 16 квадратов с одной жилой.
Ну и попробуем что может это сварка. Самую тонкую стальную ленту, покрытую никелем, толщиной 0.1мм она приваривает на одном импульсе длиной 20 миллисекунд и при этом параметр ток выставлен на 35 или 40.
Стальную ленту толщиной 0.2 мм и никелевую ленту толщиной 0.15 мм приваривает на одном импульсе длиной 20 миллисекунд ток 99. Лента варится чисто, без пережогов, так как импульсы очень короткие.
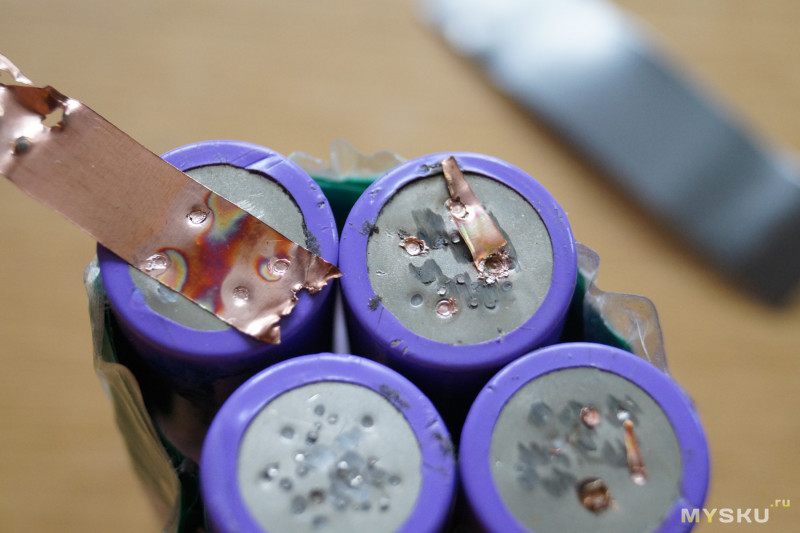
Примерно на параметрах 02 — 99 приваривается медная лента толщиной 0.1 мм. При отрывании медной ленты она рвётся или куски меди остаются на аккумуляторе. Тонкая медная лента хрупкая, она очень легко отрывается от аккумулятора, у неё малая механическая прочность. Я пробовал варить медную ленту в 2 слоя — то есть толщина 0.2 мм но на выдержке 5-6 варится еле-еле и то лишь по одной точке а не по две.
На 03-99 можно варить медь 0.1мм + сталь 0.2мм
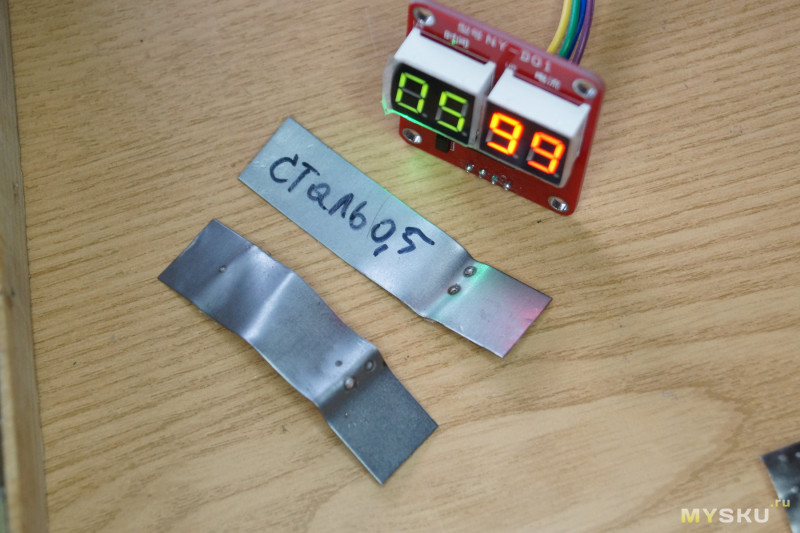
Ну и на параметрах 05 — 99 варится сталь толщиной 0.5 мм, это металл от шунтов этих трансформаторов.
В принципе сварка мне понравилось. Она довольно компактная, она мощнее чем мои 2 сварки и возможно я перемотаю свой трансформатор 1100 ватт с вторички 2 х 95 квадратов на 4 или 5 витков провода 50 или 70 квадратов.
Видео с советами по сборке, возможными проблемами и тестами на разных лентах.
Медь и сталь при контакте образуют гальваническую пару. А корпус аккумулятора и медная ленточка образуют плоский капилляр, который замечательно засасывает внутрь себя воду.
конечно сложнее на примере шайб и наконечников, конечно сложнее.
но в шинопровод проще- иногда его приходится пилить. и от отслоений меди никто не застрахован.
на шинопроводах позднепостсоветского периода= легко. скорей всего- нарушение технологии покрытия. наверное сказывалась экономия на химии-медь отрывалась чешуйками по 1-2 кв см.
В СССР никелирование со стальных ободов и молдингов машин слазило от ржавчины только так!!!
Отвертки из пластилина в СССР меднили-хромировали и покрывали никелем… а потом КРАСИЛИ!!! Молотковой эмалью.
Я стебался что для прочности.
«Месье знает толк в половых извращениях...» Надеюсь, в электрощите вашего дома (офиса, цеха и т.п.) все болты и гайки медные? Если нет, срочно меняйте… «Все электрики судорожно мечутся по магазинам в поисках медного крепежа… Огромные очереди...»
Ну, про аудиофилов и идолопоклонников «теплого лампового звука» все наслышаны. Оказалось, теперь ещё и «электрофилы» объявились… Сейчас кинутся по всем электрощитам с магнитом — проверять болты/гайки/шайбы «на вшивость».
Медь с любым металлом, кроме благородных, образует гальваническую пару, т.к. стоит в ряду по другую сторону водорода, в т.ч. и с оловом/свинцом. Так что теперь паять электронику тоже «запретите»???
Другой вопрос, — насколько велико это «противостояние». Да, аллюминий-медь — это «круто», потому и стараются такого избежать, даже специально для этого аллюмо-медные шайбы выпускают, — продаются в любом магазине электротехнических товаров. А вод медь-сталь намного ниже (даже с «оцинковкой» пара будет хуже).
P.S. Осталось еще флуд на 100/500 постов развести про термины «сварка/пайка», хотя поверхностная диффузия металлов на " АТОМАРНОМ" (чтоб больше некоторые к терминам не придирались) уровне наблюдается и в том и в другом процессе.
Гальваническая пара работает при одном условии, она должна находится в среде электролита. В сухой среде срок работы гальванической пары не ограничен. Есть практическая проверка после 56 лет работы.
В сухой среде срок работы гальванической пары не ограничен.
Ага. Только аккумуляторная батарея обычно находится в портативном устройстве, которое таскают через перепады температуры и влажности. Ну что тут могло пойти не так?
в портативном устройстве, которое таскают через перепады температуры и влажности
С этим согласен, но… этот процесс настолько медленный, что батарея быстрей выработает ресурс, чем будет выходить из строя из-за гальванического эффекта в соединении разнородных металлов.
Из практического опыта за 5 лет работы батарей, а их было не менее 3-х ни одна не вышла из строя из-за этого. Гораздо больше нужно заботится о защите от вибрации.
Если речь идет о батареях для лодочного мотора, то там достаточно хорошо искупать батарею, чтобы внутрь попала вода и следующий сезон будет на веслах
Аха.Вот только медные трубки в СТАРЫХ автомобильных кондиционерах служили десятилетиями.А когда их заменили на алюминиевые они стали гнить за 3-5 лет.
И плевать они хотели на гальвано пары и гниение алюминия в щелочной среде.БАБЛО главное а медь дорого.
Вы только что всё подтвердили и сами не поняли..)))
В гальванопаре — слабое звено как раз алюминий. Вот он и гниёт.
Просто опустите алюминий в солёную воду — вряд ли дождётесь чего-то быстрого, а сыпаните туда ложечку медного купороса, чтобы медь стала выделяться на поверхности алюминия…
Конечно тут реакция замещения, но она дополнительно катализируется и медью и солью
Не, я серьёзно… Может этот опыт произведёт на вас впечателение, когда вода почти закипает от бурности реакции. И медь там не последнюю роль играет…
И при малом количестве влаги эта реакция ускоряет порчу алюминия, когда есть та самая медь из купороса… по сравнению с просто алюминием в сухой соли… (соль, если будет настрой поспорить, летает везде и для многолетней коррозии много её не надо)
Просто цитата:
«Скорость коррозии алюминия в нейтральных и кислых средах увеличивается в
присутствии железа, меди, кремния. Алюминий с медью образует интерметаллическое соединение CuAl2, электродные потенциалы которого положительнее, чем алюминия. Поэтому они являются эффективными катодами.» krepcom.ru/blog/poleznye-sovety/sovmestimost-metallov-ili-kak-izbezhat-galvanicheskoy-korrozii/
Ну и мы тут всё-таки о контактных соединениях, а не о покрытиях с царапинами, где площадь коррозии надо изучать под микроскопом, так что вот:
Вот только алюминий растворяется в щелочной уличной среде в разы быстрее чем от гальванопары в кислом электролите.
Школьный опыт помните? На глазах, с выделением водорода в воде.
И где вы в современном авто медь нашли в паре с алюминиевыми трубками кондиционера ??? Они все отделены фторсиликоновыми прокладками от алюминиевого же радиатора и компрессора. ИЗОЛИРОВАНЫ!
А может эти трубки с генераторм и его обмоткой контактируют? Нет?
Да и внезапно.Гвоздь в гроб вашей теории химика.
Алюминиевые трубки больше всего гниют и дают свищи снизу днища а не в контакте с медью (где вы там открытую медь в авто нашли?) где на трубки попадает грязь и реагенты с дороги зимой.
А переламываются в месте крепления хомутами-НЕ медными.Ага.
Вы сравниваете алюминий в агрессивной среде без меди, где само собой, он будет разлагаться быстрее
и алюминий в атмосфере с влагой и прочим… с медью.
А надо сравнивать в одинаковых атмосферных условиях, просто с и без меди.
Натягивание Вами совы на глобус не состоялось.
Чтобы определить влияние фактора, в двух опытах различие должно быть только в этом факторе, а не как у вас — под днищем в воде с солью и щелочью без меди и где-то в более-менее нормальных условиях, с медью…
А как же омедненные алюминиевые и стальные провода? Да и не только провода. Многие гальванические покрытия наносятся на медь, то есть деталь сначала омедняется, а потом уже никелеруется, хромируется. По вашему они должны разлагаться в труху ещё на складе до отгрузки в торговую сеть.
А как же омедненные алюминиевые и стальные провода? Да и не только провода. Многие гальванические покрытия наносятся на медь, то есть деталь сначала омедняется
Какая площадь реально открытого металла в царапине?
Нужно ещё смотреть, что за металл там, не пассивируется ли он даже под ЭХ потенциалом гальванопары.
Один только этот ряд ещё не всё факторы
Медь и сталь при контакте образуют гальваническую пару.
Именно, что «при контакте»… Биметалл десятилетиями висит на телеграфных столбах и ничего…
В состав биметаллических проводов могут входить сталь, медь, алюминий и другие металлы. Наиболее часто встречающиеся комбинации в биметаллических изделиях:
сталь и медь (или ее сплавы, например, бронза);
сталь и алюминий (или его сплавы: дюралюминий, алдрей);
алюминий и медь;
медь и серебро.
медь и сталь образуют гальванопару, никто не спорит. А вот медь и оба вида нержавейки прекрасно дружат. Корпус аккумулятора- нержавейка полоса медная, что вас смущает?
Олег, вопрос: а если медный лопух закорочен по обоим концам на штатный лопух элемента, то есть ли пресловутая гальванопара? Мне думается, что так это не работает, но это не точно ).
Да, я тоже слышал и видел на видео такую батку. Но та медь, которая у меня, слишком хрупкая, мне кажется она отвалится от вибрации. То есть не оторвутся точки сварки, а точки останутся а медь отвалится с дырками.
В procore акки входят в обойму-корпус очень плотно, сидят там мертво
Боковые крышки с резинками исключают шевеление
Получается продумали этот вопрос
Вот видео по вскрытию youtu.be/oQOXXKNTTeE, на 12.10 когда открывает крышку даже слышно что пластинки медные
Оригинальные батареи Bosch procore как раз медными пластинами варятся
В оригинальной батарее такое вполне может быть скрытым ограничителем срока службы:)
Особенно если кто-то вскроет герметичный корпус с сухим воздухом внутри.
обратите внимание на прорезь в медяхе между сварными точками. полагаю она сделана для увеличения сопротивления по меди при сварке, чтоб металл аккумулятора тоже прогрелся.
чтоб ток не шел по меди, по верхней пластине, так как у меди сопротивление значительно меньше, чем у стали. У меня на фото сварки меди явно видно как большая часть тока шла по верхней медной пластине
Собственно, в т.ч. об этом и видео, что уменьшали выдержку, уменьшали… — И, если Вы досмотрели до конца, то возможно увидели, что в итоге подобрана была короткая выдержка и ни разу не насквозь.
то есть, как бы вообще… Вам плохо видно превью? Это обычная технологическая вмятина…
А отрывается медь, как тут в теме и писал darken123, просто оттого, что медь сама по себе не прочная, а мы судим по силе отрыва стали и сравниваем с ней…
В итоге было решено искать медь 0.3 мм. Не потому, что пережигает — отрегулировать, тем более вниз выдержку — много ума не надо… А именно для прочности самой ленты…
Если добавить побольше тока, то можно и более толстую ленту приварить. Но обратите внимание, что так медяха прожигается фактически насквозь чтоб привариться, что сказывается на прочности соединения — на видео лента отрывается довольно легко. И отрывается как раз по сварным точкам, нет характерного для нормально приваренной ленты отрыва «точка» + «кусок ленты».
А вы видели соединение, где медь приваривалась так, что отрывалась "«точка + кусок ленты»?
Я варил 0.1 и у меня тоже отрывалось с дырками. Может это просто из за того, что структура меди отлична от стали и никеля? Просто медь более мягкая, пластичная.
А вы видели соединение, где медь приваривалась так, что отрывалась "«точка + кусок ленты»?
На Ваших фото в топике, да и в тексте есть примечание об этом:
При отрывании медной ленты она рвётся или куски меди остаются на аккумуляторе.
Если я правильно понял увиденное.
А в видео выше медь фактически прожигается насквозь и по краю сварной точки остаётся тнкий слой, который легко отрывается. При этом обратите внимание как выглядят сварные точки на Вошевских аккумуляторах. Попробуйте сделать разрез в ленте и приварить с ним.
Неа, не для того чтобы медь прогрелась, а чтобы не было напряжения металла после сварки на горячую пластину и её не повело.Чисто убирают механические напряжения от температурного расширения металла.
Медной лентой варить хорошо, только то что сейчас продаётся это не медь а сплав какой то, поэтому и плохо. У меня ещё есть запасы старой советской меди в виде пластин 0.1. Вот я её и привариваю и всё замечательно получается. Только сейчас настоящую медь найти очень трудно.
Медь плохо варить из-за её низкого сопротивления.
Большинство сварочников просто не могут ее прогреть, а греют себя, щупы и т.д… но толку нет или он слабый и хватает этого только на 0.1 мм медь.
Так что, если у вас 'современная' медь варится плохо, а советская хорошо, задумайтесь над тем, почему советская прогревается, а 'современная' — нет.
(Ниже чистой меди сопротивление только у серебра и то не намного.)
Любой медносодержащий сплав имеет сопротивление больше чистой меди, значит и прогреть его импульсом проще.
А значит и приварить (кроме цинк-содержащих, но они жёлтые)
1. Изначально при сборке «Li подобных АКБ» использовалась медная шина и используется.
2. У «NiCd подобных АКБ» использовалась сталь шина, никель шина.
Это все прекрасно знают все те, кто занимался заказом Сборок АКБ у оем-щиков.
3. Сталь шина, никель шина появились при сборке «Li подобных АКБ» из-за жадности связки заказчик-производитель в «неответственных» применениях. Например, сравнивал наши изделия с шиной медь и шиной сталь/никель — это кут офф 8-12 %, обоснование — гарантийку выходит. Отсюда и пошло веселье с шинами у самосборщиков с в основном бессмысленными видео на ютубе, и большим объемом информации сомнительной ценности на разного рода форумах.
4. Прорези — это компенсаторы.
5. На медной шине у нормальных оем-щиков 3 сварных точки.
6. Прорези, количество точек, и многое другое считает программа. Принцип выбора не сложен. Например в «стационарных» сборках с Iотб < 2 А прорези не используются.
Сварка или пайка:
Когда открыли свой сборочный участок использовали сварку.
Когда вышли на изделия с сертификацией и с реальным сроком гарантии — перешли на пайку.
Когда разобрались с оборудованием, технологией, патентами — перешли на лазерную сварку.
У меня на первичке транса ток 45А при напряжении 200 вольт (просадка с 225).
Транс по маркировке 800ватт. Конечно, при таком режиме у него сильно падает КПД, н там явно не 60 или 100 ватт.
В микроволновке они работают в щадящем режиме, по маркировке было написано «мощность микроволновой энергии 600 ватт». Здесь в импульсном режиме они выдают гораздо больше 600 ватт.
Ой да не скажите.
Всё норм паяется, при должной сноровке и мощном паяле,
и служит годами.
Я наблюдаю за парой-тройкой переделанных друзьям-приятелям лет уж наверное 6, 5 и 4 назад аккумов от шуриков, пока всё ок, только нахваливают.
Причем шурики не домашние, а трудятся на дачах-ремонтах.
Аккумы брендовые, Самсунги 25R.
энелупы дофига левака
тоже одна партия жива у второй за год ёмкости практически не осталось
P/s
спайкой проблем нет если она меньше 60сек на точку
Но она не технологично когда надо много Элементов собрать
В 3-5 секунд спокойно уложится можно. Все зависит от рук и места из которого они выросли. (Если руки золотые, но выросли не оттуда, то это не спасает )))
Да с нормальными элементами беда.На днях собирал человеку заказавшему с Али << ХОРОШИЕ ВЫСОКОТОКОВЫЕ JOUYM>> Барахло! При тест разряде нагрев больше 50градусов на токе 5 Ампер :).
Собрал посмотрим сколько проживут :)
У меня есть подобный опыт. Заводская батарея за год, точнее за один сезон потеряла почти всю емкость. С 5-ти до одного ампер часа. Причем пайки не было. Только сварка. После замены 4-х банок методом пайки емкость за 4 сезона не изменилась. Так что не всегда виновата пайка. Остальные батареи с пайкой нормально себя чувствуют 4 сезона.
Перегревать не надо.ДА?
Мокрая тряпка на акк и хороший паяльник на 60 ватт минимум с толстым жалом на 300С -касание НЕ БОЛЕЕ 3 секунд.Место пайки зачистить скальпелем и капнуть ортофосфорной кислоты.после пайки промыть раствором соды.
Теплоёмкость жала имеет значение.Если вы знаете что это такое.
Станиславский не верит, точнее верит в ржк.
Перекатал мощным советским ЭПСН достаточно аккумов, чтоб утверждать, что страхи беспочвенны. Время на пайку паялой, который может дать сразу много тепла несильно больше времени на приварку ). Из того, что под рукой: китайские 18650 в женином ноуте ходят уже 5-й год, при том, что родные иппонские (разумеется, варёные) спеклись на 4-м. Да и старенький шурик Энкор на кадмиевых SC с алика уже года три не подает признаков смерти. Причем, прям по родным подобиям лепестков из фольги проброшена медная шинка от старого контактора: выше Олег писал про гальванопару — не могу подтвердить, все работает. Причем, шурик я вообще издевательски паял кислотой: ничего больше на даче не нашлось.
Не цепляйтесь к мелочам. Точка сварки накаляется овер 1000, а паяла и за 450 не выходит, уверен, там пренебрежимо близкие значения тепла, улетевшего в электролит.
Вот съемка пайки и сварки тепловизором.
При пайке греется вся поверхность, нужно нагреть поверхность выше температуры плавления припоя. При сварке доли секунды греются пару точек. После сварки можно положить палец на место сварки — оно чуть теплое.
Старина, можно долго кидаться ссылками на ютупчик, но грешно отбрасывать тот факт, паяные аккумы работают ничуть не меньше, чем варёные ). Вы меня, кажется, не понимаете: я не утверждаю, что сварка — это плохо. Я утверждаю, что пайка сварке не уступает. Ни в чем, абсолютно, кроме технологичности. Разумеется, при массовой переборке — только сварка.
Вы не температуру считайте, а Q=cm∆t
Иными словами, количество переданных джоулей, зависимое от количества прогретой окружающей массы.
Когда работает правильная точечная сварка, ничего вокруг не нагревается вообще.
Да, я видел.
Видел, что там вы пренебрегли аргументом, приведя в ответ то, что это «видео», потому не достойно вашего внимания…
Между тем, вам не зря пытались что-то донести, наверное же там было что-то, что человек хотел показать.
А вы ответили лишь «да, я даже смотреть не буду, у меня „мынение“.
Ну, отлично.
Только оно основывается на ошибочном факте и паянные сборки умирают относительно чаще и живут меньше с учётом их в целом не такой большой численности.
А кажется вам обратное, потому что варенных сборок на китайских аккумах просто на порядки больше.
Если же посчитать соотношение в процентах, какая доля из каждой группы переходит какой-то одинаковый рубеж, например, лет 5… (Вот у меня аккуму варенному 5 лет, шуруповёрт у меня литиевый пашет — 10 лет… Покажите мне паянную литиевую батарею возрастом 10 лет.)
… то статистика будет совсем не факт, что такой, как вы думаете…
И ответил я собственно на ваш не очень грамотный довод про температуру…
Это знаете, как горячий вакуум или ледяной вакуум (температура — мера скорости молекул, но не более… ) не может ни обжечь, ни охладить…
Так же и точечная сварка — будь она хоть 1000 градусов, если она реально точечная, не принесёт столько перегрева, сколько паяльник 450, но греющий площадь во многие десятки раз больше и на ДВА порядка дольше.
У меня сваривание 0.15 ленты длится 1.2 мс. (Карл, много ли там нагреется? :-) )
Расскажите мне про нагрев хорошей точечной сваркой после этой фото:
Но вам формулы сложно считать…
Видео напряжно смотреть…
Наверняка и сюда эти буквы еле дочитали, да? :)))
И я по факту выходит, не для Вас выкладываю, а для тех, кто Вам может поверить собирается, но не такой упёртый и ленивый:
— немного о нагреве при этих процессах
У меня паяные сборки никель кадмия Саньо в швейцарских радио телефонах отработали 15 лет.И кто там чаще? У кого толще?
Пишите и вы что по 5 раз за ночь.
Я не хочу спорить, я не хочу считать формулы, я не хочу смотреть видосики. У меня есть свой опыт: паяные сборки ходят очень хорошо. Не хуже вареных. Я об этом уже написал, повторять не буду. Точка.
ЗЫ. Минус не мой
Если вы мне, то мне на минусы здесь глубоко фиолетово)))
Я точно знаю, что точечная сварка у меня ледянющая
И что количества теплоты там мизерное, меньше, чем от паяльника, если вы не суперловкач (как, например, Фанилич из Ютуба, сделавший приспособу для действительно быстрого паяния).
Выше про «горячий вакуум» писал, про малую массу и cm∆t, про Джоули… но это действительно, наверное слишком сложно…
Обычно там не пластины, а слезы (0,1 * 4мм) и сварка такая же.
Легко их отрываю и варю нормальные.
Для слабых нагрузок может быть, для шуриков и больших токов ни в коем случае.
1+1мм — крутяк!
Можно фото глянуть?
Надо тож заморочится, лежит для этих целей киловаттный МОТ.
Неплохо бы наловчится нержу под миллиметр сваривать в дом. условиях.
элементарно ) тыц
варил обычным ЛБП на около 30В и токе примерно 25А. Угольным электродом из АА солевой батарейки. На фото только 4 точки, в фотосессию не вошло окончательная сварка — там сделал сплошной шов.
Если интересно — это туристическая турбопечка из термоса
Если не перепаковывать аккумы в промышленных масштабах, то вполне хватает ортофосфорной кислоты и мощного(отечественного) паяльника.
Так и делаю, но важно сделать несколько уточнений:
— кислоту нужно обязательно отмыть сразу после лужения.
— паять нужно в два этапа, сначала залудить, дать остыть (пока остывает лудим остальные элементы), отмыть и только потом паять уже с нейтральными флюсами (я использую старую добрую канифольку).
— паяльник хорошо подходит мощный с медным жалом. Всякие новомодные Т12 слишком долго «соображают» когда прикладываешь их жало к сильном теплоотводу.
— есть иногда неприятный недостаток — пайка делает место контакта выше и тоще.
При сборке батареи в готовые корпуса порой приходится перепаивать, ибо не всегда влезает.
Толстое сплошное медное жало хорошо заточенное на клин или косой срез и облуженое без окалины.Я отбивал на наковальне круглое медное жало на квадрат и стачивал его на клин.Так меньше обгорает и дольше служит. Чистим горячее жало перед пайкой.Старый советский паяльник 60вт прогретый до 300С.
Место пайки зачистить скальпелем и растереть на нём каплю ортофосфорной кислоты спичкой.Если акк новый не окисленный то можно смоченной в кислоте ушной палочкой с ватой. Кислота должна равномерно смочить место пайки а если собирается в шарики или плохо зачистили или тогда паять в капле кислоты.Акк обмотать мокрой тряпкой.Взять жалом каплю качественного импортного трубчатого припоя с с флюсом(лучше серебросодержащего) и быстро прижать к месту с кислотой.
Облудить в течении 3-4 сек круговыми движениями с притиром.
Дать время остыть акк до комнатной температуры.
Протереть точку пайки нейтрализующим кислоту раствором соды.Высушить.
Зачистить перед пайкой окалину скальпелем.
Аналогично облудить ленту. Можно иногда нужно облудить с 2х сторон.
Прижат ленту к акк и пропаять в течении 3-4 сек сильно придавливая жалом и например спичками или бамбуковой палочкой ленту к АКК.
Ленту можно сначала нагреть паяльником с припоем а потом сильно прижать к акк.
Контролировать количество припоя с двух сторон чтобы не было много и не выступал толстыми каплями.
После каждой пайки с кислотой сразу же чистить жало паяльника от окалины кислоты! В мокрой губке или тряпке или латунной стружке!!! Иначе только снова затачивать и лудить по новой.
Меньше чем сборка и наладка точечной сварки, обучение сварке намакетах и покупка шин для сварки.
Особенно если нужно спаять 1-4 акк раз в 3 месяца.А не серийное производство или ремонт.
Пайка одного акк занимает ооочень не спеша минут 5.Если не мечтать, не пить кофе то за 2-3 можно справиться.Если рука набита 1 минута.
Паяльник, мокрая губка, латунная проволока и восстановитель жал у меня на столе входят в комплект подставки для паяльника и всегда под рукой.Взять соду на кухне(на работе в шкафчике) и сыпануть в стакан с водой секундное дело.Тряпки на рабочем столе обязательны для уборки стола после работы.
Без кислоты, сразу нейтральный нормально работал. Хотя я ленту не паял, может ее надо кислотой, хотя к ленте тоже вроде припаявался без проблем. Аккумулятор нормально и без кислоты лудится, может аккумуляторы разные. И т12 тоже нормально работает, жало надо потолще и в 1сек укладывается.
Про Т12 полный бред написали, уж извините.
Возьмите жало T12-D52 и советский медный паяльник удавится от зависти.
Если вы полигоны T12-K паяете, то тормознутость, конечно, будет :)
Всего лишь вопрос правильного выбора жала.
Тут два момента.
Я использую крупное медное жало с паяльником 900 серии.
Сам процесс пайки максимум пару секунд.
За T12-D52 спасибо, попробую прикупить, на фото оно выглядит не крупнее других, поэтому и не обращал внимания.
А имеющиеся у меня, даже типа крупные жала, просто не способны в себе хранить достаточно тепла, и сразу отдают его в аккум, не успев толком нагреть.
Так же пайка с кислотой портит жало.
Для медного это просто естественный процесс (оно в любом случае потихоньку обгорает, с кислотой просто быстрее).
А вот жало Т12 такай пайка просто убивает.
Использую мощный массивный 100-ватт советский паяльник, зачищаю аккум дремелем с щеткой нержавейкой, на поверхность кладу кусочек канифоли. Жало паяльника подаю одновременно с проводом и припоем, все припаивается за долю секунды без кислоты. Коснулся — убрал паяльник. Выше есть мое видео. Но сварка мне нравится больше
Аспирин это вроде та же кислота.Ацетилсалициловая кислота
А что в моем обзоре? Пропихнул провод в два трансформатора? Можно сделать за выходные не торопясь.
Где брать трансы
— мастерские по ремонту бытовой техники
— приемки цветмета
— барахолки, отдам даром и т. д.
Обычно транс стоит около 5-10$ или мертвая микроволновка. Трансы в них умирают крайне редко.
Жало обгорает только если вы его перегревает.
В современных паяльниках работает уход в сон и т.п.
Поэтомуиот обгорания испортить надо постараться.
Но вы не упомянули, что главной и основной причиной порчи медных дал является не выгорание, а растворение меди в припое.
Припой выедает жало другими словами.
А не как многие думают — кислота.
Меди вообще кислота постольку-поскольку.
Кислота и её окалина убивает способность жала к облуживанию, а не расворяет.Поэтому для медных требуется зачистка по новому и облуживание а для вечных жал Т-12 восстановитель жал он же твёрдый нашатырь.
Кислота и её окалина убивает способность жала к облуживанию
Ох… чувствую как зря… зря заканчивал химфак и аспирантуру «отсижЫвал» — столько нового узнаю тут про окалину кислоты и убийство кислотой способности к облуживанию… ))))
Да сам попробуй ХИМИК вечным жалом в кислоту а потом СМД паять не очищая сразу жало и так много раз.
Оочень много нового узнаешь.
Даже окалина от канифоли убивает медное жало а образуется она особо интенсивно при перегреве жала.
Зря ты химфак заканчивал если элементарщины по пайке не знаешь.
Упрощение языка и понятий никто не отменял -называется жаргон.
Если тебе «грамарр химик наци» так приятнее то не (Кислота и её окалина) а- окалина которая образуется в результате воздействия ортофосфорной кислоты на ГОРЯЧУЮ поверхность из чистого железа «вечного жала», облуженное оловянно-свинцовым припоем ГОРЯЧЕЕ жало с флюсом в виде синтетической канифоли трубочного припоя.
В результате чего образуется пористое грязное покрытие на поверхности «вечного жала» и оно теряет свойство смачивания припоем.
Паяю кислотой жалами Т-12.НО сразу после пайки чищу мокрой губкой, латунной стружкой облуживаю сразу же по новой и всё нормально.Если жало «убивается» кислотой то восстанавливаю его в восстановителе жал или твёрдым нашатырём.Продаётся на АЛИ и в радиомагазинах.
Если жало качественное то его убить кислотой таки образом проблематично.
Пользовался одним жалом таким образом годами.
Распили пополам своё жало T12-D52 и сравни его с медным жалом ф 8мм и удавись от жадности.Там в Т-12 сечение чистой меди внутри на ф 4мм.
В четыре раза ХУЖЕ теплоёмкость и теплопроводность.Взвесь жало T12-D52 на весах и сравни с весом медного стержня ф8мм и длиной 100мм и удивись ТЕПЛОЁМКОСТИ!
Никогда не приходилось прикреплять оторвавшиеся нагревательные элементы от мест, куда они были приварены точечной сваркой на заводе?..
Ну, можно паять специальными высокотемпературными припоями, серебром и т.д.
Но, зачем, если сваркой приварить дёшево, быстро и бесплатно.
А ещё такой вопрос говорит о пониженной фантазии, простите.
Инструмент когда есть возможности расширяются (у тех, кто «видит».
Несколько практических и не очень примеров. vk.com/album-148896175_262671432
Титановая дужка очков, к примеру.
Чем прикажите «паять» ?
Я не понимаю, почему обычно так не мотают. Максимальный ток сейчас измерить нечем. Но судя по прошлым трансам, ток КЗ не менее 1600А и ток при сварке около 1000А.
У прошлого транса 1300 / 800 и варит он чуть хуже.
Сегодня на скорую руку мотнул по вашей схеме.Правда провод взял какой был:) КГХЛ 1х25 и контроллер немного другой.Но результат неплох.При напряжении сети 220в /сет.кабель сечение 1,5 / автомат на розетке 25А (не срабатывал)/ хвосты КГХЛ от транса чуть более1метра.Легко снял 750А и для ник.железа 0,20мм вполне достаточно.Это при настройках контроллера 1/99/2/3/99. Сделал пару фоток;)
На нижней фотке гориз.точки 570А вертикальные 794А.
При случае потестирую его еще;)
 Я уже делал несколько контактных сварок, писал про это пару обзоров и вот в очередной раз меня попросили сделать контактную сварку. У меня не было большого трансформатора, остались только трансформаторы по 600 Вт. Я ещё ни разу не делал контактную сварку из двух трансформаторов и мне было интересно как она будет работать. Ну и бонусом оказалось то что эта сварка может варить медь.
Я уже делал несколько контактных сварок, писал про это пару обзоров и вот в очередной раз меня попросили сделать контактную сварку. У меня не было большого трансформатора, остались только трансформаторы по 600 Вт. Я ещё ни разу не делал контактную сварку из двух трансформаторов и мне было интересно как она будет работать. Ну и бонусом оказалось то что эта сварка может варить медь.








шайбы медь-люмин?
медно-алюминиевые наконечники?
но в шинопровод проще- иногда его приходится пилить. и от отслоений меди никто не застрахован.
Отвертки из пластилина в СССР меднили-хромировали и покрывали никелем… а потом КРАСИЛИ!!! Молотковой эмалью.
Я стебался что для прочности.
(Помимо «нахуа»)
А ещё китаисы могут люминь покрыть медью и продать как чистую медь на алишечке )))
«Все электрики судорожно мечутся по магазинам в поисках медного крепежа… Огромные очереди...»
Ну, про аудиофилов и идолопоклонников «теплого лампового звука» все наслышаны. Оказалось, теперь ещё и «электрофилы» объявились… Сейчас кинутся по всем электрощитам с магнитом — проверять болты/гайки/шайбы «на вшивость».
Медь с любым металлом, кроме благородных, образует гальваническую пару, т.к. стоит в ряду по другую сторону водорода, в т.ч. и с оловом/свинцом. Так что теперь паять электронику тоже «запретите»???
Другой вопрос, — насколько велико это «противостояние». Да, аллюминий-медь — это «круто», потому и стараются такого избежать, даже специально для этого аллюмо-медные шайбы выпускают, — продаются в любом магазине электротехнических товаров. А вод медь-сталь намного ниже (даже с «оцинковкой» пара будет хуже).
P.S. Осталось еще флуд на 100/500 постов развести про термины «сварка/пайка», хотя поверхностная диффузия металлов на " АТОМАРНОМ" (чтоб больше некоторые к терминам не придирались) уровне наблюдается и в том и в другом процессе.
делают только из бронзы. И проблема не в гальванической паре.
Из практического опыта за 5 лет работы батарей, а их было не менее 3-х ни одна не вышла из строя из-за этого. Гораздо больше нужно заботится о защите от вибрации.
Если речь идет о батареях для лодочного мотора, то там достаточно хорошо искупать батарею, чтобы внутрь попала вода и следующий сезон будет на веслах
Зимой катаетесь?
vk.com/photo-148896175_456239223
vk.com/wall-148896175_72
И плевать они хотели на гальвано пары и гниение алюминия в щелочной среде.БАБЛО главное а медь дорого.
В гальванопаре — слабое звено как раз алюминий. Вот он и гниёт.
Просто опустите алюминий в солёную воду — вряд ли дождётесь чего-то быстрого, а сыпаните туда ложечку медного купороса, чтобы медь стала выделяться на поверхности алюминия…
Конечно тут реакция замещения, но она дополнительно катализируется и медью и солью
Не, я серьёзно… Может этот опыт произведёт на вас впечателение, когда вода почти закипает от бурности реакции. И медь там не последнюю роль играет…
И при малом количестве влаги эта реакция ускоряет порчу алюминия, когда есть та самая медь из купороса… по сравнению с просто алюминием в сухой соли… (соль, если будет настрой поспорить, летает везде и для многолетней коррозии много её не надо)
Просто цитата:
«Скорость коррозии алюминия в нейтральных и кислых средах увеличивается в
присутствии железа, меди, кремния. Алюминий с медью образует интерметаллическое соединение CuAl2, электродные потенциалы которого положительнее, чем алюминия. Поэтому они являются эффективными катодами.»
krepcom.ru/blog/poleznye-sovety/sovmestimost-metallov-ili-kak-izbezhat-galvanicheskoy-korrozii/
Ну и мы тут всё-таки о контактных соединениях, а не о покрытиях с царапинами, где площадь коррозии надо изучать под микроскопом, так что вот:
Спор продолжается? :))
Если желание возникнет, добро пожаловать по ссылке:
msd.com.ua/svarka-raznorodnyx-metallov/korrozionnaya-stojkost-soedinenij-alyuminiya-s-medyu/
И глобально сюда:
атмосферная коррозия алюминия в присутствии меди
Школьный опыт помните? На глазах, с выделением водорода в воде.
И где вы в современном авто медь нашли в паре с алюминиевыми трубками кондиционера ??? Они все отделены фторсиликоновыми прокладками от алюминиевого же радиатора и компрессора. ИЗОЛИРОВАНЫ!
А может эти трубки с генераторм и его обмоткой контактируют? Нет?
Алюминиевые трубки больше всего гниют и дают свищи снизу днища а не в контакте с медью (где вы там открытую медь в авто нашли?) где на трубки попадает грязь и реагенты с дороги зимой.
А переламываются в месте крепления хомутами-НЕ медными.Ага.
и алюминий в атмосфере с влагой и прочим… с медью.
А надо сравнивать в одинаковых атмосферных условиях, просто с и без меди.
Гроб в вашей логике..))
Развлекитесь вот на досуге
Натягивание Вами совы на глобус не состоялось.
Чтобы определить влияние фактора, в двух опытах различие должно быть только в этом факторе, а не как у вас — под днищем в воде с солью и щелочью без меди и где-то в более-менее нормальных условиях, с медью…
Нужно ещё смотреть, что за металл там, не пассивируется ли он даже под ЭХ потенциалом гальванопары.
Один только этот ряд ещё не всё факторы
Вот то, чего не хватает спорам под этим постом…
Один только эх-ряд ещё не всё решает
Боковые крышки с резинками исключают шевеление
Получается продумали этот вопрос
Вот видео по вскрытию youtu.be/oQOXXKNTTeE, на 12.10 когда открывает крышку даже слышно что пластинки медные
Медь она пластична.
Особенно если кто-то вскроет герметичный корпус с сухим воздухом внутри.
На боковых крышках не видать уплотнительных резинок по периметру
Обратите внимание на отсутствие каких-либо прорезей
то есть, как бы вообще… Вам плохо видно превью? Это обычная технологическая вмятина…
А отрывается медь, как тут в теме и писал darken123, просто оттого, что медь сама по себе не прочная, а мы судим по силе отрыва стали и сравниваем с ней…
В итоге было решено искать медь 0.3 мм. Не потому, что пережигает — отрегулировать, тем более вниз выдержку — много ума не надо… А именно для прочности самой ленты…
Я варил 0.1 и у меня тоже отрывалось с дырками. Может это просто из за того, что структура меди отлична от стали и никеля? Просто медь более мягкая, пластичная.
Если я правильно понял увиденное.
А в видео выше медь фактически прожигается насквозь и по краю сварной точки остаётся тнкий слой, который легко отрывается. При этом обратите внимание как выглядят сварные точки на Вошевских аккумуляторах. Попробуйте сделать разрез в ленте и приварить с ним.
Медь…..0,017
Железо..0,1
Сталь….0,15
Никель...0,07
Практикой подтверждено, что у никеля сопротивление меньше чем у стали.
Большинство сварочников просто не могут ее прогреть, а греют себя, щупы и т.д… но толку нет или он слабый и хватает этого только на 0.1 мм медь.
Так что, если у вас 'современная' медь варится плохо, а советская хорошо, задумайтесь над тем, почему советская прогревается, а 'современная' — нет.
(Ниже чистой меди сопротивление только у серебра и то не намного.)
Любой медносодержащий сплав имеет сопротивление больше чистой меди, значит и прогреть его импульсом проще.
А значит и приварить (кроме цинк-содержащих, но они жёлтые)
2. У «NiCd подобных АКБ» использовалась сталь шина, никель шина.
Это все прекрасно знают все те, кто занимался заказом Сборок АКБ у оем-щиков.
3. Сталь шина, никель шина появились при сборке «Li подобных АКБ» из-за жадности связки заказчик-производитель в «неответственных» применениях. Например, сравнивал наши изделия с шиной медь и шиной сталь/никель — это кут офф 8-12 %, обоснование — гарантийку выходит. Отсюда и пошло веселье с шинами у самосборщиков с в основном бессмысленными видео на ютубе, и большим объемом информации сомнительной ценности на разного рода форумах.
4. Прорези — это компенсаторы.
5. На медной шине у нормальных оем-щиков 3 сварных точки.
6. Прорези, количество точек, и многое другое считает программа. Принцип выбора не сложен. Например в «стационарных» сборках с Iотб < 2 А прорези не используются.
Сварка или пайка:
Когда открыли свой сборочный участок использовали сварку.
Когда вышли на изделия с сертификацией и с реальным сроком гарантии — перешли на пайку.
Когда разобрались с оборудованием, технологией, патентами — перешли на лазерную сварку.
Интересно как они в микроволновке работают.
Транс по маркировке 800ватт. Конечно, при таком режиме у него сильно падает КПД, н там явно не 60 или 100 ватт.
А какое ещё может быть применение для такой сварки?
Всё норм паяется, при должной сноровке и мощном паяле,
и служит годами.
Я наблюдаю за парой-тройкой переделанных друзьям-приятелям лет уж наверное 6, 5 и 4 назад аккумов от шуриков, пока всё ок, только нахваливают.
Причем шурики не домашние, а трудятся на дачах-ремонтах.
Аккумы брендовые, Самсунги 25R.
тоже одна партия жива у второй за год ёмкости практически не осталось
P/s
спайкой проблем нет если она меньше 60сек на точку
Но она не технологично когда надо много Элементов собрать
если вы припаивание лепестки для Липошек авамоделей
А никель кадмий паяю с 80 годов.
Собрал посмотрим сколько проживут :)
Мокрая тряпка на акк и хороший паяльник на 60 ватт минимум с толстым жалом на 300С -касание НЕ БОЛЕЕ 3 секунд.Место пайки зачистить скальпелем и капнуть ортофосфорной кислоты.после пайки промыть раствором соды.
Теплоёмкость жала имеет значение.Если вы знаете что это такое.
Станиславский не верит, точнее верит в ржк.
Литиевые даже более восприимчивы к перегреву в виду конструкции и изоляторов электродов.А не потому что они взрываются.
Паять надо уметь.
Я паял аккумы, у меня так быстро не получается
При пайке греется вся поверхность, нужно нагреть поверхность выше температуры плавления припоя. При сварке доли секунды греются пару точек. После сварки можно положить палец на место сварки — оно чуть теплое.
подкислотой? Хм, выше написано уже.Давно так экспериментировал.
Но выше также писали — точечная сварка быстрее => при частой необходимости «мастхэв».
Иными словами, количество переданных джоулей, зависимое от количества прогретой окружающей массы.
Когда работает правильная точечная сварка, ничего вокруг не нагревается вообще.
Видел, что там вы пренебрегли аргументом, приведя в ответ то, что это «видео», потому не достойно вашего внимания…
Между тем, вам не зря пытались что-то донести, наверное же там было что-то, что человек хотел показать.
А вы ответили лишь «да, я даже смотреть не буду, у меня „мынение“.
Ну, отлично.
Только оно основывается на ошибочном факте и паянные сборки умирают относительно чаще и живут меньше с учётом их в целом не такой большой численности.
А кажется вам обратное, потому что варенных сборок на китайских аккумах просто на порядки больше.
Если же посчитать соотношение в процентах, какая доля из каждой группы переходит какой-то одинаковый рубеж, например, лет 5… (Вот у меня аккуму варенному 5 лет, шуруповёрт у меня литиевый пашет — 10 лет… Покажите мне паянную литиевую батарею возрастом 10 лет.)
… то статистика будет совсем не факт, что такой, как вы думаете…
И ответил я собственно на ваш не очень грамотный довод про температуру…
Это знаете, как горячий вакуум или ледяной вакуум (температура — мера скорости молекул, но не более… ) не может ни обжечь, ни охладить…
Так же и точечная сварка — будь она хоть 1000 градусов, если она реально точечная, не принесёт столько перегрева, сколько паяльник 450, но греющий площадь во многие десятки раз больше и на ДВА порядка дольше.
У меня сваривание 0.15 ленты длится 1.2 мс. (Карл, много ли там нагреется? :-) )
Расскажите мне про нагрев хорошей точечной сваркой после этой фото:
Но вам формулы сложно считать…
Видео напряжно смотреть…
Наверняка и сюда эти буквы еле дочитали, да? :)))
И я по факту выходит, не для Вас выкладываю, а для тех, кто Вам может поверить собирается, но не такой упёртый и ленивый:
— немного о нагреве при этих процессах
Пишите и вы что по 5 раз за ночь.
Что тут за прикол такой, все спорщики сравнивая один параметр, приводят опыты, где за раз другое — всё… даже химия аккумулятора..)))
ЗЫ. Минус не мой
Я точно знаю, что точечная сварка у меня ледянющая
И что количества теплоты там мизерное, меньше, чем от паяльника, если вы не суперловкач (как, например, Фанилич из Ютуба, сделавший приспособу для действительно быстрого паяния).
Выше про «горячий вакуум» писал, про малую массу и cm∆t, про Джоули… но это действительно, наверное слишком сложно…
Я лично только так и делаю.
Легко их отрываю и варю нормальные.
Для слабых нагрузок может быть, для шуриков и больших токов ни в коем случае.
Можно фото глянуть?
Надо тож заморочится, лежит для этих целей киловаттный МОТ.
Неплохо бы наловчится нержу под миллиметр сваривать в дом. условиях.
youtube.com/shorts/scAN2jbVpls
тыц
варил обычным ЛБП на около 30В и токе примерно 25А. Угольным электродом из АА солевой батарейки. На фото только 4 точки, в фотосессию не вошло окончательная сварка — там сделал сплошной шов.
Если интересно — это туристическая турбопечка из термоса
скину её просто под спойлер
— кислоту нужно обязательно отмыть сразу после лужения.
— паять нужно в два этапа, сначала залудить, дать остыть (пока остывает лудим остальные элементы), отмыть и только потом паять уже с нейтральными флюсами (я использую старую добрую канифольку).
— паяльник хорошо подходит мощный с медным жалом. Всякие новомодные Т12 слишком долго «соображают» когда прикладываешь их жало к сильном теплоотводу.
— есть иногда неприятный недостаток — пайка делает место контакта выше и тоще.
При сборке батареи в готовые корпуса порой приходится перепаивать, ибо не всегда влезает.
Место пайки зачистить скальпелем и растереть на нём каплю ортофосфорной кислоты спичкой.Если акк новый не окисленный то можно смоченной в кислоте ушной палочкой с ватой. Кислота должна равномерно смочить место пайки а если собирается в шарики или плохо зачистили или тогда паять в капле кислоты.Акк обмотать мокрой тряпкой.Взять жалом каплю качественного импортного трубчатого припоя с с флюсом(лучше серебросодержащего) и быстро прижать к месту с кислотой.
Облудить в течении 3-4 сек круговыми движениями с притиром.
Дать время остыть акк до комнатной температуры.
Протереть точку пайки нейтрализующим кислоту раствором соды.Высушить.
Зачистить перед пайкой окалину скальпелем.
Аналогично облудить ленту. Можно иногда нужно облудить с 2х сторон.
Прижат ленту к акк и пропаять в течении 3-4 сек сильно придавливая жалом и например спичками или бамбуковой палочкой ленту к АКК.
Ленту можно сначала нагреть паяльником с припоем а потом сильно прижать к акк.
Контролировать количество припоя с двух сторон чтобы не было много и не выступал толстыми каплями.
После каждой пайки с кислотой сразу же чистить жало паяльника от окалины кислоты! В мокрой губке или тряпке или латунной стружке!!! Иначе только снова затачивать и лудить по новой.
Особенно если нужно спаять 1-4 акк раз в 3 месяца.А не серийное производство или ремонт.
Пайка одного акк занимает ооочень не спеша минут 5.Если не мечтать, не пить кофе то за 2-3 можно справиться.Если рука набита 1 минута.
Паяльник, мокрая губка, латунная проволока и восстановитель жал у меня на столе входят в комплект подставки для паяльника и всегда под рукой.Взять соду на кухне(на работе в шкафчике) и сыпануть в стакан с водой секундное дело.Тряпки на рабочем столе обязательны для уборки стола после работы.
Только беру зубочистку и слегка откусываю кончик.
Получается что то типа мини кисточки.
Которой удобно дозировать нанесение.
Возьмите жало T12-D52 и советский медный паяльник удавится от зависти.
Если вы полигоны T12-K паяете, то тормознутость, конечно, будет :)
Всего лишь вопрос правильного выбора жала.
Я использую крупное медное жало с паяльником 900 серии.
Сам процесс пайки максимум пару секунд.
За T12-D52 спасибо, попробую прикупить, на фото оно выглядит не крупнее других, поэтому и не обращал внимания.
А имеющиеся у меня, даже типа крупные жала, просто не способны в себе хранить достаточно тепла, и сразу отдают его в аккум, не успев толком нагреть.
Так же пайка с кислотой портит жало.
Для медного это просто естественный процесс (оно в любом случае потихоньку обгорает, с кислотой просто быстрее).
А вот жало Т12 такай пайка просто убивает.
А что в моем обзоре? Пропихнул провод в два трансформатора? Можно сделать за выходные не торопясь.
— мастерские по ремонту бытовой техники
— приемки цветмета
— барахолки, отдам даром и т. д.
Обычно транс стоит около 5-10$ или мертвая микроволновка. Трансы в них умирают крайне редко.
В современных паяльниках работает уход в сон и т.п.
Поэтомуиот обгорания испортить надо постараться.
Но вы не упомянули, что главной и основной причиной порчи медных дал является не выгорание, а растворение меди в припое.
Припой выедает жало другими словами.
А не как многие думают — кислота.
Меди вообще кислота постольку-поскольку.
Спасибо за столь забавный ликбез
Оочень много нового узнаешь.
Даже окалина от канифоли убивает медное жало а образуется она особо интенсивно при перегреве жала.
Зря ты химфак заканчивал если элементарщины по пайке не знаешь.
Упрощение языка и понятий никто не отменял -называется жаргон.
Если тебе «грамарр химик наци» так приятнее то не (Кислота и её окалина) а- окалина которая образуется в результате воздействия ортофосфорной кислоты на ГОРЯЧУЮ поверхность из чистого железа «вечного жала», облуженное оловянно-свинцовым припоем ГОРЯЧЕЕ жало с флюсом в виде синтетической канифоли трубочного припоя.
В результате чего образуется пористое грязное покрытие на поверхности «вечного жала» и оно теряет свойство смачивания припоем.
Если жало качественное то его убить кислотой таки образом проблематично.
Пользовался одним жалом таким образом годами.
В четыре раза ХУЖЕ теплоёмкость и теплопроводность.Взвесь жало T12-D52 на весах и сравни с весом медного стержня ф8мм и длиной 100мм и удивись ТЕПЛОЁМКОСТИ!
Блин, как звучит-то, однако.
Ну, можно паять специальными высокотемпературными припоями, серебром и т.д.
Но, зачем, если сваркой приварить дёшево, быстро и бесплатно.
А ещё такой вопрос говорит о пониженной фантазии, простите.
Инструмент когда есть возможности расширяются (у тех, кто «видит».
Несколько практических и не очень примеров.
vk.com/album-148896175_262671432
Титановая дужка очков, к примеру.
Чем прикажите «паять» ?
У прошлого транса 1300 / 800 и варит он чуть хуже.
На нижней фотке гориз.точки 570А вертикальные 794А.
При случае потестирую его еще;)