Чиним диван и микроскоп или опыт заказа ЧПУ обработки в Китае у PCBWay
Случилась неприятность — сломалась направляющая дивана, в результате которой, его стало невозможно использовать в разложенном состоянии. Производители подложили свинью, сделав эту деталь из пластика, видимо рассчитывали, что после окончания 3 летней гарантии диван будут менять. Также сломался фиксатор головы микроскопа.
Сначала распечатали детали на 3D принтере.
Детали начертили в программе FreeCad (левую и правую):
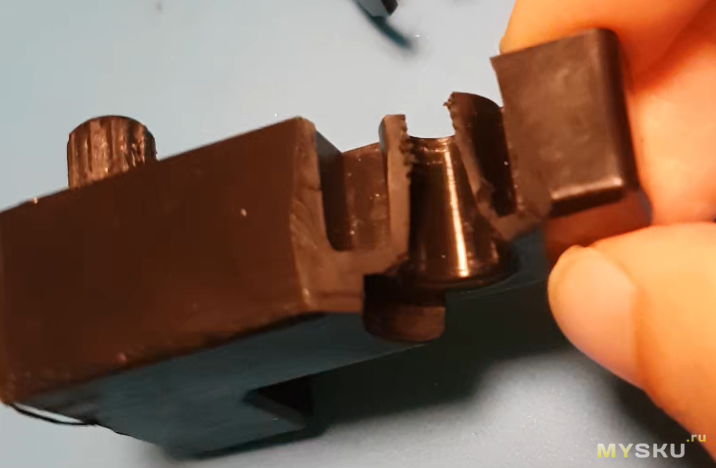
Но это не помогло — сломались также как и заводские, потому что были тоже сделаны из пластика и в том же месте крепления, что и заводские:
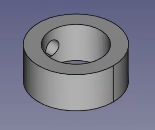
А вот что случилось с фиксаторным кольцом головы микроскопа:
После этого, решили заказать детали из металла (направляющие для дивана из алюминия, а фиксатор микроскопа — из нержавеющей стали). У местных фирм и по объявлениям оказалось очень дорого. Помог нам сервис PCBWay, стоимость изготовления деталей на ЧПУ станке у них весьма демократичная.
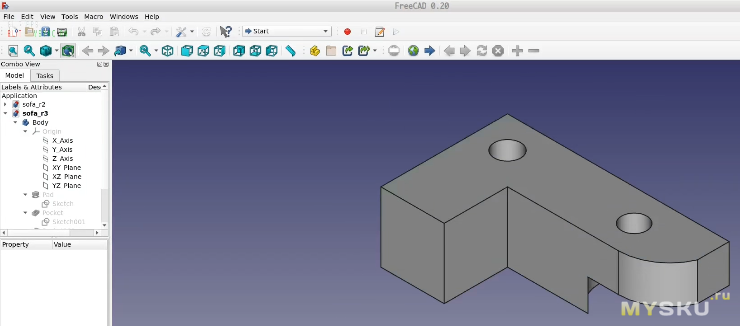
Но для фрезеровки во первых деталь надо сохранить в векторный формат step, а во вторых — оптимизировать, сократив движение фрезы, тем самым, удешевив её изготовление. В нашем случае — штырь заменяем на отверстие с резьбой, в который вкрутим кусок резьбы, а именно — обрезанный кусок болта. Вот модель, оптимизированная под фрезуровку на ЧПУ:
Кольцо для микроскопа оптимизируем под токарную обработку:
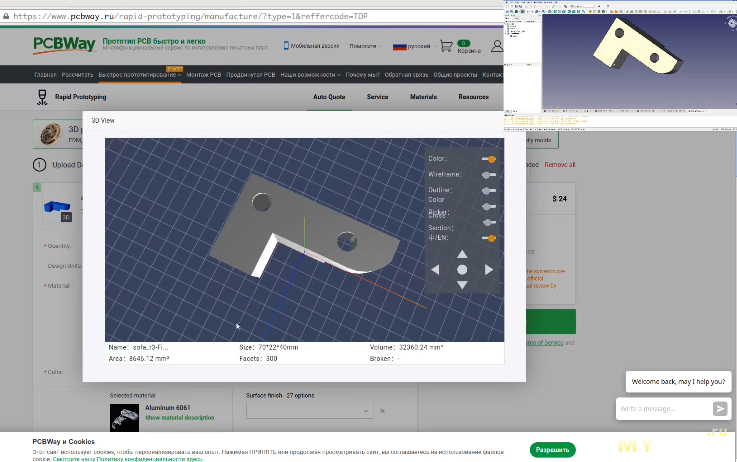
Заказываем деталь с ЧПУ обработкой на PCBWay. После загрузки доступен 3D просмотр. Для сравнения в верхнем левом углу — как это выглядит во FreeCad, по центру — просмотрщик сайта.
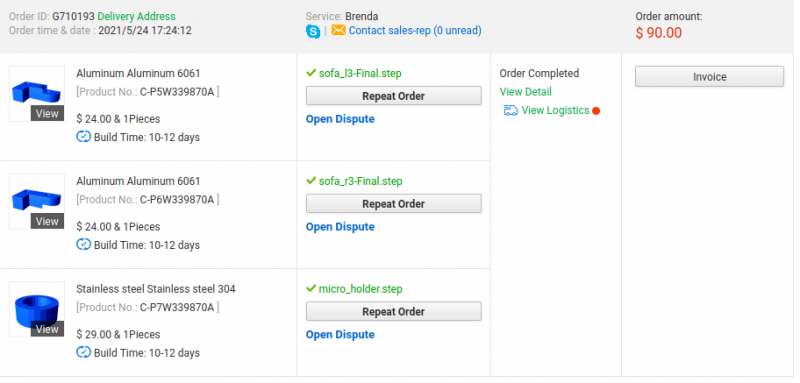
Заказываем детали. Стоимость одной детали из алюминия, выполненная методом фрезеровки составила 24$, а кольцо для микроскопа, выполненное на токарном станке — 29$.
Вот карточка заказа:
Все 3 детали обошлись в 90$:
24$*2 — 2 детали для дивана из алюминия
29$ — 1 деталь из нержавейки для микроскопа
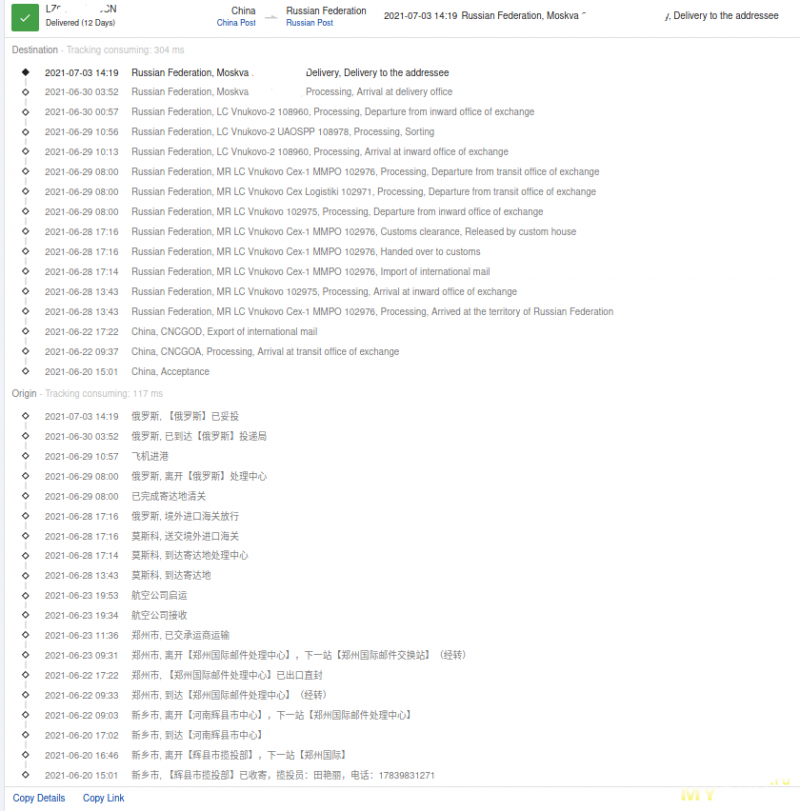
И трек отслеживания:
Приехали детали меньше чем за 2 недели, а именно за 12 дней.
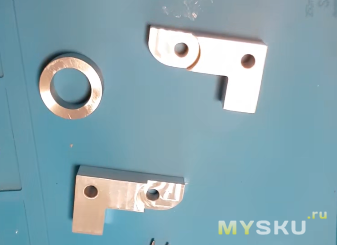
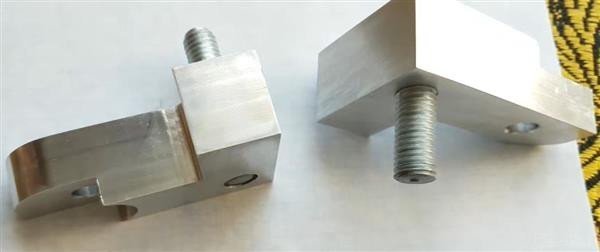
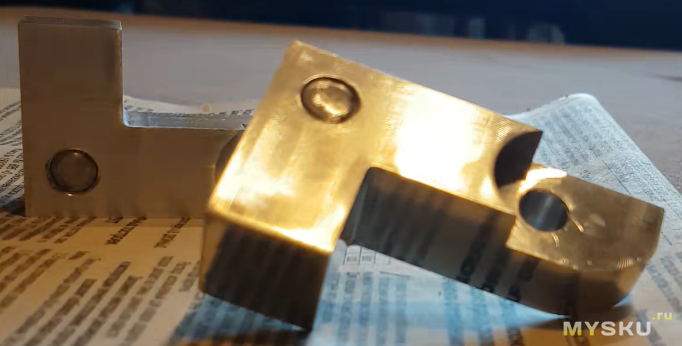
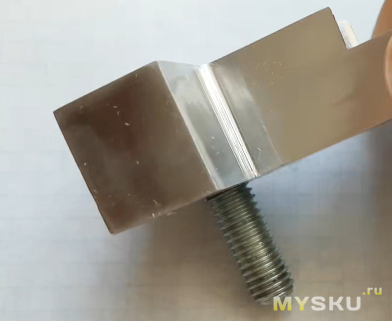
Вот как выглядят сами детали:
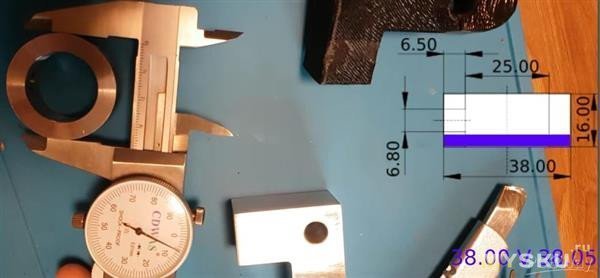
Обмерка:
Единственное — зря сэкономили на нарезки резьбы. Нарезаем сами вручную:
Если в алюминии это особых проблем не составило, то с нержавейкой пришлось повозиться несколько часов, тк не было специального твердосплавного метчика, а обычный их инструментальной стали резал медленно и очень неохотно все 3 прохода. Но результат стоил того!
Сталь метчиков была мягкая, инструментальная, а детали прислали из хорошей нержавейки. Вот металл так и деформировало по краям, пришлось вручную срезать, чтобы не было выступающих краёв.
Пастой ГОЭИ для эстетики отшлифовал, чтобы вместо картинки фрезы получить равномерно блестящую поверхность
Вообще-то перед нарезкой резьбы, как меня, мальчишку, 50 лет назад в инструментальном цехе ЗИЛа учили, фаску на отверстии положено снимать перед нарезкой резьбы. А понятие инструментальная сталь настолько широко, что применять его к хорошему метчику не серьезно. Сейчас и у нас в интернет магазинах и в Китае у серьезных продавцов, указывают марку стали, из которой сделан инструмент, лучше всего конечно быстрорезы (при этом различные буквенные обозначения типа HSS и тому подобное очень не рекомендую) Р18, но для дома и дачи и Р6М5 (или что-нибудь экзотичное в стиле порошковых сталей) всегда можно найти. А вот хорошую плашку найти — это проблема, дальше 9ХС двигаться не хотят, и понятно почему, но все равно обидно. Старые Зиловские запасы уже заканчиваются…
математика не согласна…
24*2 + 29 = 77… округляется до 80, но никак не до 90…
Остальное «съела» доставка. Но именно поэтому и нужно писать более конкретно:
77$ за 3 детали + 13$ доставка в N-ск
3500 рублей за пару кронштейнов — и намного дешевле, чем в других местах. Жуть. А главное, вариантов реально не много. И на многих заводах гайки закрутили, за пару железяк легко увольняют, знакомому фрезеровщику заказать гораздо труднее, чем раньше.
По объявления сейчас 3 шкуры дерут, непонятно, кто с ними работает и как они вообще существуют. Раньше точно проще было, это точно. Такие простые детали на ручном фрезере и токарном станке делаются достаточно быстро при соответствующем опыте
Ну потому что крупным предприятиям в общем то не сложно, но бюрократии и оформления столько из-за пары деталюх, (а может потом еще пеюретензии будут) что проще выставить загородительную цену.
А мелкие гаражные мастерские с чпу думаю и так загружены хорошо, смысла за копейки чето клепать нет.
Если хочется узнать ответ на этот вопрос со всех сторон, то всячески рекомендую посетить чипмейкер и почитать тему об оценке собственного труда. Вкратце: мастерских много, но и накладных расходов у них много. Поэтому точить болт по цене болта из магазина никто не будет. Умников, говорящих «да что тут точить то 20 минут? » посылают сразу. И да, проще выставить заградительную цену и работать с платежеспособным дорогим клиентом — и гемороя меньше и, как ни странно, прибыль больше.
Послать клиента, конечно, проще, чем наладить четкую обработку заказов и снижать накладные расходы. Но в результате — закрыться через пару лет, когда клиенты освоят каналы доставки из Китая. Ничего нового — все это уже пройдено производителями печатных плат, литейных форм, торговцами электроникой и пр.
Вы неправы и, видимо, не прочитали тему, на которую я ссылался. Также, очень подозреваю, что у Вас нет своей мастерской, работающей с клиентами.
Клиенты, которым надо выточить здесь и сейчас один хитрый штуцер для своих поделок, никогда не освоят «каналы доставки из Китая». Китаю это не нужно, а если нужно, то не по копеечной цене. Кстати, про Китай не я начал, а Вы, поэтому я Вам про него и продолжу: попробуйте в Китае заказать маленькую платку 2х2см? Что? Не сделали Вам ее за 50руб? Догадываетесь почему? Вы заплатите минимальную стоимость заказа и плюс доставку.
И не надо обобщать, это плохая практика. Посылать (или ставить заградительную цену) надо не для всех клиентов, а для мелких, от которых выхлопа нет, а возни много. И это не я придумал, а масса людей, которые долго и успешно содержат свои мастерские.
И это все не потому, что владельцы мастерских такие вот плохие, а просто законы бизнеса так диктуют. И, кстати, как ни странно, это и есть оптимизация производства, о который Вы говорите.
Вот, придумал ситуацию специально для Вас. Вероятно, у Вас есть автомобиль. А вы начните принимать звонки как таксист. И вот Вы сидите дома. Вам звонок: надо довезти человека из одного подъезда в соседний. Вы одеваетесь, идете за машиной, греете ее, едете к человеку, перевозите его 10 метров, затем едете назад, ставите машину, идете домой. А теперь, внимание, вишенка на торт: когда с Вами расплачивается клиент, он Вам дает 20 рублей. И говорит: а че тут ехать то, всего 10 метров! Вы будете так работать? Ну формально клиент то прав, всего 10 метров же. Тут вон газели берут 40 руб. с километра, Вам за 10 метров и этого много. Вы пишете сюда на муську пост. А Вам с дивана эксперт советует уменьшать накладные расходы и не посылать клиентов. Ага? :) Подумайте над этим. Удачи!
Хороший пример с таксистами — напомнил про бомбил, недавних королей привокзальных площадей. Те тоже выбирали клиентов, типа «За 1000 рублей я и машину заводить не буду». И где они сейчас?
Но не нужно ничего придумывать: у меня небольшое приборное производство и я регулярно заказываю изготовление деталей на стороне. Причем от 1-2 штук опытных образцов до мелких серий и тоже часто сталкиваюсь, что некоторым крутым мастерам проще покурить на крылечке, чем разбираться с 1-2 деталями. Но когда дело доходит до серии, я заказываю ее там, где мне сделали пробную партию — опыт показывает, что люди, которые могут выполнить штучный заказ и с серией справляются лучше.
Странно, что человек, имеющий приборное производство, заказывает серии у токаря-универсала, промышляющего штучными заказами, а не выбирает ЧПУ-производство, где и стоимость в партии ниже, и повторяемость обеспечивается и качество предсказуемое.
Мы изготавливаем первые пробные детали у универсалов в инструменталке, а после отладки установочные партии и затем серию на серийном производстве. Стандартный бизнес-процесс. Мы не заказываем серии на не предназначенном для этого производстве из чувства «благодарности» и «верности заказчика».
Причем здесь токарь-универсал и чувство благодарности? — заказы на такое же ЧПУ-производство (фрезерование, лазерная резка, 3D печать). Отказ от мелких заказов для такого производства это показатель плохой организации подготовки производства (напр. ни у кого нет онлайн-приема заказов, как у того же PCBWay) и нежелания общаться с заказчиком — от таких контор в любом случае лучше держаться подальше, как и от бомбил на вокзалах.
Он прав. Отношение к клиенту, как к г… и попытка сразу получить многократную прибыль, это у нас до сих пор не изжито со времен совка
Вам звонок: надо довезти человека из одного подъезда в соседний. Вы одеваетесь, идете за машиной, греете ее, едете к человеку, перевозите его 10 метров, затем едете назад, ставите машину, идете домой. А теперь, внимание, вишенка на торт: когда с Вами расплачивается клиент, он Вам дает 20 рублей. И говорит: а че тут ехать то, всего 10 метров! Вы будете так работать?
Все эти водители у обочины, уже атавизм. И да, именно реальная стоимость поездки сделала их неактуальными. Я помню, приезжаешь на вокзал на поезде — стоят десяток, 'такси надо?'. По цене в 3 раза выше обычной. Теперь убер и прочие онлайн службы их поставили на место. И да, если ему надо будет проехать 20 метров он и заплатит минимальную стоимость по тарифам. Так что пусть присылают клиента дальше. Скоро все можно будет заказать в онлайне и без них по адекватной цене. А они тоже станут атавизмом
Заказываем детали. Стоимость одной детали из алюминия, выполненная методом фрезеровки составила 24$, а кольцо для микроскопа, выполненное на токарном станке — 29$.
Что-то как-то совсем не дёшево, особенно как для таких деталей, особенно кольца. Детали подобной сложности ведь в лёгкую можно и в домашних условиях имея вполне себе рядовой инструмент изобразить. Или это демонстрация того что «так можно было»?
Согласен, но на вырезание такой детали дома из обрезка алюминия, который можно на заводе за недорого купить времени в домашних условиях уйдет не мало при отсутствии фрезера. Разве что простой фрезер из электродрели и кронштейна соорудить, но времени уйдет очень много… Нарезку резьбы за 10$ и так не заказал у них, ибо её дома нарезать не очень сложно.
Интересно ещё было глянуть, как Китайцы могут сделать и что из этого выйдет
Дома «дремелем» и твердосплавной фрезой закрепленной на фанерке резал грани под ключ на прутках, алюминий фрезеровал обычным фрезером по дереву, с мелкими, короткими фрезами. Но работа на коленке муторная и надо очень аккуратно вести фрезер, а то чревато.
Непонятно, зачем тут фрезер. Для изготовления детали для дивана хватит ножовки по металлу и дрели. Полукруглая выборка для головки винта не обязательна, можно отпилить прямоугольную. Или просто применить потайный винт.
Согласен. Народ избаловали всяческими ЧПУ. Про ножовку и наждак все забыли. А между тем такую деталь выпилить ножовкой и сточить наждаком быстрее и дешевле нежели начертить ее в каде
Можно по всякому — напр. стянуть сломанную пластиковую деталь фланцами из жести, но инфа про еще один вариант решения проблемы (в Китае) — полезна многим. чтд
Скорее протестировать из необходимости, а не ради любопытства. Детали полностью из куска металла делать это было бы очень временно затратно.
Ибо дешевле было заказать и доработать, чем переплачивать.
Отвечая на Ваш вопрос — способ достижения результата, а именно починить диван с наименьшими затратами времени и денег
Или вы работник этой фирмы и рассказываете, как у вас совсем дёшево (всего за 30 баксов) можно колечко вытачить? Которое потом можно напильником доработать?
У них странное ценообразование. Если бы кронштейны для дивана из нержавейки делал, то 29$ тоже считало, проверял. Колечко точно столько не стоит, но по объявлениям дешевле 3000р не попадались. Штучные либо жутко дорогие, серийный заказ им подавай, это про объявления
В фирмах, где принимают металлолом, иногда заодно торгуют трубами и др. металлическим профилем. Отпилить от подходящего диаметра несколько см (или даже купить целиком трубу длиной 1-2 м и сдать обратно излишек) обошлось бы дешевле $29.
10 штук и у нас будет дешевле заказать. Из Китая стоимость доставки расти будет пропорционально весу. С единичными заказами у нас никто дел иметь не хочет, к сожалению…
как по вашему мнению — если кронштейны вырезать из фанеры или текстолита, они выдержали бы нагрузку?
детали вроде довольно простые, из текстолита при наличии инструмента можно имхо часа за 4 выстругать.
из фанеры, а трущиеся поверхности укрепить слоем фольги 2мм. могло бы и сработать. но и так вышло по деньгам не так уж дорого. разве что разработка модели в цене не учтена.
да, имхо можно рассматривать этот обзор как ещё один вариант получения нестандартных изделий.
где то видел что есть спец мастерские — там и 3d сканнер применяют для получения компьютерной модели.
а вот колечко с дюрочкой и даже без резьбы за 29 баксов это что-то с чем-то
Абсолютно согласен, труба Д16Т 35х5 длиной 50мм -140 руб. плюс доставка или посылка еще 350, максимум десять баксов. Но конечно придется по-му… ся пока на три части распилишь ножовкой или на рынок сходить где на сгонах резьбу режут, но зато в три раза дешевле и в три раза больше.А трубы с такими стенками скорее всего экструзией получают, то есть материал довольно упрочненный будет.
Если вы говорите про именно д16 да еще и «т», то советую глубже изучить вопрос ибо муську не только дети читают))). Экструзия — это ближе к пластилиновым сплавам типа АДхх из леруа.
упс… выше уже написали))).
Ну на сколько освещен этот вопрос в интернете, то абсолютно с Вами обоими согласен — термин «экструзия», то есть продавливание болванки через фильер (часто называют пресс-шайбой) с нагревом. Трубы Д16 — либо сварные, либо бесшовные холоднодеформированные, а последнее тем более не противоречит моему высказыванию «то есть материал довольно упрочненный будет», хотя основная прочность достигается за счет закалки и старения. Так что приношу извинения за некорректное использование терминологии. Но согласитесь, что главное в заметке то что из указанной мной заготовки сделать кольцо, даже с помощью ножовки и дешев и быстрее.
таки да, дешевле, согласен. и не может деталь из 6и ЭЛЕМЕНТАРНЫХ переходов стоить 3000 о_О.
и есть много замечательных материалов помимо нержи и люминя кетайскаго))).
а то что у автора руки растут немного нижэ предназначенного места и главный инструмент дремель — ну про это можно дооолго дискутировать))).
ну и, зная автор про особенности нарезания резьбы в НЕРЖАВЕЙКЕ(хорошей по его мнению, на самом деле обычной пищевой, ибо есть и более интересно обрабатываемая нерж), и не заказ этого у кетайцефф, то это какбэ ваще))).
В незабвенном 72-ом поступил я во ВТУЗ при ЗИЛе, где неделю мы учились как на дневном, а неделю как на вечернем и первые четыре года учебы работали рабочими. А так как моя специализация была инструментальное производство, то прежде чем отправить слесарями по цехам нас послали в ПТУ на краткие курсы практика на которых заключались в том что нам выдали по куску железяки 100 на 100 с которой надо было сначала срубить 5 мм зубилом, припилить плоскость напильниками (от драчевого до бархатного) и вывести шабером плоскостность в пять соток. Вот это была школа, а сейчас — дремель, дремель…
Koshi, хоть твой дальний родственник и кошмарил меня своими доказательствами всяких разных теорем, но эта статья просто как свет божий упала предо мной. Ты настолько вовремя с этой статьёй, что я даже не могу передать своего восторга)
Заказываем). Деталь от крышки чайника- термопота. Чайнику хоть бы что, а она от температуры кипятка развалилась. Поиск на Али не удался. Кстати, может кто видел где-нибудь подобные запчасти. Если заказывать изготовление, где и автор топика, то значительно дешевле новый чайник купить).
Если эта деталь из термопластичного пластика материала, то можно восстановить — не сильно горячим паяльником в места излома вплавить упрочняющие стальные штыри (типа арматуры, изогнув по месту). Кроме паяльника понадобятся сноровка, канцелярские скрепки и плоскогубцы.
$29 за колечко! Аж грустно стало, будто из моего кармана вынули. Мне думается, что можно было взять сороковую полипропиленовую трубу и отрезать нужный кусок. В качестве резьбы запрессовать бонку. Прочность у такого пропилена достаточная. Итого обошлось бы рублей 150. Ну ладно, плюс краска ещё руб. 250.
Или за 29 баксов накупил бы себе хороших коронок и из фанеры или доски нарезал бы кучу таких колец, закрутив туда мебельную гайку. Зато в доме бы остались коронки, которые ещё потом пригодятся, а так же ещё куча полезных расходников, которые бы можно было купить на оставшиеся деньги.
Ну это чисто моя жаба.
Или за 29 баксов накупил бы себе хороших коронок и из фанеры или доски нарезал бы кучу таких колец, закрутив туда мебельную гайку. Зато в доме бы остались коронки, которые ещё потом пригодятся, а так же ещё куча полезных расходников, которые бы можно было купить на оставшиеся деньги.
Вот исходя из такой логики и купил себе станочек в 6 тонн веса, ибо деньги отдашь за обработку и сделают еще не все как надо, то не можем, то инструмента нет нужного.
Как раз из соображений компактности обзавёлся китайским CNC1419. Габариты его таковы, что хранить его можно даже на книжной полке в шкафу или стеллаже. При этом данный станок (само собой с доукомплектованным шпинделем, штатный 775 мотор – ни на что негодный хлам) вполне успешно справляется с мягкими металлами. Вот, например, его младший собрат CNC1310 алюминий режет. Самое то для домашней мастерской, если нужда во фрезеровке возникает нечасто.
Что касается стали, то сталь он вроде бы как не берёт. Но тем не менее, при очень большом желании и упорстве на малых подачах небольшую детальку «выгрызть» можно. Именно выгрызть – вибрация при этом столь сильная, что передаётся на железобетонные перекрытия даже через стол, ламинат и много слоёв «пенки», подложенные под станок. Но так или иначе, две контрошайбы на планетарную втулку из нержавейки 304 я на нём выточил. Точнее даже не две, а три, если посчитать ещё испорченную по собственной косорукости заготовку – умудрился как-то отцепить шлейф от шаговика оси Y и не заметить. Суммарно пришлось извести пять китайских синих фрез – режущие кромки из-за вибрации быстро крошатся. Благо китайские фрезы не такие дорогие, не жалко.
под какие задачи? шпиндель 10..2000 об/мин… и хода 1000х600 до 600кг на стол, очень узконаправленная ниша… и как бы ковырять детали из обзора, не убыточно выйдет?
Взял по цене лома, при том что состояние очень даже ничего, работали на нем мало. Детали по типу как в обзоре можно и другими методами изготовить, сам станок не чистый 450, еще в имени присутствуют буквы, цифры. По началу мимо него прошел, уже позже решился на покупку, сильно здоровый, а в более менее состоянии станков меньшего габарита нет, да и цену ломят как за этот. Если не подружимся в металлолом всегда успею отправить, да и на зч можно распустить.
Вот вечная проблема найти того, кто может на фрезере заказ сделать мелкий.
Либо цены ломят огромные, либо объемы им нужны большие.
Мне вот надо заказать корпус для механической клавы, и верхнюю панель из алюма, хрен закажешь у нас (
Особенно по 3d-файлу.
За ручку для валкодера (кругляш отполированный, в центре — отверстие), мне зарядили 3к — типа иначе связываться даже не охота… ну их тоже понять можно, конечно.
«Либо цены ломят огромные, либо объемы им нужны большие.» — так ЧПУ и нацелено на объёмы, иначе разработка технологии, УП, наладка оборудования, пробная деталь, контроль размеров, корректировка УП — для единичной детали это за счет клиента.
Здесь же у меня есть модель в каде и мне нужно, чтобы изготовили четко по ней одну деталь, без каких-либо доп. доводок, пробных деталей и т.д… С чистотой поверхности, о которой договорились. Рихтовка если и должна выполнятся — то на особенности того ЧПУ, на котором будет делаться, если они есть.
Риски на то, что я что-то там накосячил в модели — мои.
Но если не влезает в угол, невозможно подлезть инструментом и т.д. — это не мои косяки.
У любого ЧПУ есть виртуальная прогонка, и он сообщит что где не так, если такое будет — тогда уже можно вместе обсудить, как это обойти. Нормальный оператор все их примерно знает, и, конечно, сразу деталь в обработку закидывать никогда не будет.
А не то что все риски — это мои.
P.S. ну и за деталь вращения, которая из себя представляет плоский отполированный кругляш с дыркой сзади, извините, но 3k — это перебор.
CAD-ы бывают разные, и далеко не каждая позволяет преобразовать в G-код, равно как и не всякая ЧПУ воспримет CAD. Кроме того подбор и наладка инструмента в любом случае вручную. По поводу косяков, они будут на первой детали в любом случае — от размеров до качества обработанной поверхности.
«У любого ЧПУ есть виртуальная прогонка» — это Вы погорячились, однако.
Кстати, оператор ЧПУ — это просто обезьянка, обученная как крепить деталь и как открепить.
CAD-ы разные бывают, но почти все из друг друга конвертируются, G-код в современных ЧПУ (от 10-летней давности) вполне себе конвертит. Я не знаю какой у кого парк, но OKUMA/CB Ferrari/Hawemat справлялись с этим и 20 лет назад.
Кроме того подбор и наладка инструмента в любом случае вручную.
Ну это уже работа оператора, которую я как раз и должен оплатить как и изготовление и демо-проход.
Но когда я прихожу за хлебом, я ж не вдаюсь в тех. аспекты его выпекания, хоть их и оплачиваю.
Так-же и здесь — у меня есть 3D модель в CAD-е… )
Ладно, я вот разбираюсь чуть-чуть, а если нет? )))
«У любого ЧПУ есть виртуальная прогонка» — это Вы погорячились, однако.
Хорошо, у любого нормального и более-менее современного ЧПУ, пойдет?
Кстати, оператор ЧПУ — это просто обезьянка, обученная как крепить деталь и как открепить.
Смотря где и как ) Оке, замените на «инженер» — все равно эти двое в сговоре, раз взялись )
Про конвертацию — если сделать машинный перевод, например с немецкого саксонского, текст Шиллера на русский и попробовать почитать на досуге, то сильно сомневаюсь в понимании его нашим менталитетом.
про оплату работы оператору, к сожалению, у Вас слишком узкое понимание технологии производства. Говорю Вам как оператор, наладчик, программист и технолог по обработке металлов на станках с ЧПУ,
Перефразирую — если человек нормально работает с ЧПУ-фрезером (порталом, токаркой- да чем угодно), и модель простая — он вполне ее может сделать быстро и более-менее по вменяемой цене, имея CAD-файл и свои знания. Если модель сложная — то я готов обсуждать цену, т.к. прекрасно понимаю что там и как. А если она простая и начинается вот эти песни про сложность, долгий перевод на язык ЧПУ и т.д. — извините, Вы плохо знаете инструмент, на котором работаете ¯\_(ツ)_/¯
Мне до этого фрезеровал корпуса мужичок с ручным фрезером, CAD у него только на компе был — так вот — он ухитрялся сделать это дешевле, быстрее и без косяков типа «а вот тут по другому станок не позволяет фрезой пройти», чем то, что сейчас мне удается с людьми, работающими на ЧПУ… знаете почему? Наверняка знаете.
Давайте проще — сколько бы Вы взяли за ручку для валкодера?
Диаметр 50, толщина — 10, отверстие посередине глубиной 8, диаметром 5.
Поверхность — зеркало (не помню единицы, по-моему 5 класс поверхности), материал ваш и это — алюм.
А то мож… 3к — это стандартно щас? И зря я себя накручиваю )
ваша основная ошибка в подсчете стоимости — время. вот когда вы просите за 1000р. сделать вашу детальку единичну, и примерно представляете что человек потратит на всё про всё ну 7...8 часов. То ответьте себе на вопрос, а вы согласны идти на работу 8 часовую в день с окладом в 20т.р.? (в месяце 20..22 р.дня)
время — деньги.
а если еще приписать накладные расходы, амортизацию, материалы…
другой вопрос если мужик сидит на заводе, на окладе, материал и всё снабжение оплачивает завод, и у него есть свободное время подкалымить, то да… он вам сделает за копейки и вынесет за пазухой, так как фактически всё остальное оплатил завод.
если у вас на станке с чпу, чтобы сделать простенькую деталь уходит столько времени, значит в чпу вы не умеете
я тут не причем, это время оценивает заказчик, эти же моменты он учитывает и в своей детали, вот заложил резьбы, занижение полукруглое и т.д., соответственно на эти процедуры надо будет потратить время.
Если исполнители ломят цену и конскую, а вы понимаете весь процесс, надо отвечать «вы что будете её пол дня делать?» «колечко в одну установку и двумя резцами?» и говорите свою цену без учета материала, исполнитель сразу понимает что заказчик в теме и проходит заградительный барьер. Далее если будет говорить что занят другой работой и для такой мелочи не интересно останавливать — ну ок, «мне не срочно, в течении недели в свободное окно сделайте, во время переналадки». а материал: или устраивает цена исполнителя, либо везите свой, только посчитайте, сколько уйдет времени на поиск и на дорогу и оцените, стоит ли оно того.
Многие заказчики сами не знают как считать стоимость, сами за них и посчитайте:
— сколько чпу программу делать на уголок? — не больше часа (250р.) зп 40т/мес или 250р/ч
— заготовку алюминиевую такой толщины найдете? — да, из огрызков (200р. из 1000р/кг, )
— сколько на станке всё выставлять? — минут 20 (100р) зп 40т/мес или 250р/ч
— программа долго ковырять будет? — не больше 40 минут (700р) станочное время ~1500р/ч
— фрезы есть? — да, всё есть (0р.)
И говорите, я готов заплатить за деталь 1300р.
обычно все исполнители крутые и говорят что всё сделают быстро, вот и используйте их крутость для торга.
Китайцы кстати резьбу не сделали в колечке, так как с ней надо было ковыряться вручную. автор думаю около часа с резьбой ковырялся, пока всё нашел, пока сделал, пока убрал. И то ему уже сказали что фаску надо делать до нарезания резьбы, а не убирать выдавленный материал дремелем, портя первые витки нарезанной резьбы.
В Киеве час работы по алюминию на ЧПУ (HAAS TM и VF серий) стоит порядка 60 долларов + материал
И фиксированная Setup Fee порядка 200 баксов. При этом исполнителю пофиг, одну вы деталь будете делать, или тысячу, Setup Fee остается неизменной.
Говорить вы, конечно, можете все что угодно. Но у нормальных производителей уже всё давно посчитано и ваши доводы им мало интересны
цены вверх не имеют ограничений и бывают лупят до небес и меня эти цены не удивляют. Меня удивляет когда цены вниз конкуренты дают что становится непонятно чем они питаются.
по поводу часа работы станка, как то странно вы ставите рядом два абсолютно разных станка. первый со своим шпинделем может делать деталь в 2 раза дольше второго. Деталь будет дороже?)
у меня такое впечатление что вы настолько неприятный заказчик, либо вы настолько богатый) что вам такой не хилый заградительный барьер нашли) в 200 баксов) есть в киеве частник с хаас тм, неужели он лупит такие цены?
на объемах ищутся несколько подрядчиков, подрядчики выставляют цены, и заказчик начинает демпинговать ценами конкурентов друг с другом. Естественно изготовители по дороже шлют лесом, и говорят «идите к тем, которые дешево делают» потому что надеются что тот исполнитель что то не так посчитал, и в убыток будет делать и заказчик прийдет назад типа к нам и нормально заплатит. И я реально такую картину наблюдал, и как третье лицо я у заказчика интересовался «сделали?» говорит да и быстро и присылает фото изделия.
Находятся в том же пром здании, где я помещение для столярка снимаю, буквально за стенкой от меня. Так что за пару лет на их внутреннюю кухню насмотрелся предостаточно.
Справедливости ради, цены у них зависят от магнитных бурь на Марсе :) Работа «на сторону» для них вторичная, в основном производство загружено изготовлением собственной продукции. Так что, в зависимости от от текущей загрузки, «порог вхождения» может как увеличиваться, так и уменьшаться. Но, если просто спросить у них «шопочем», то ответ будет такой, как я писал выше.
И, что самое интересное, проблем с заказчиками у них нет. Вполне серьёзно планируют расширяться в следующем году, ибо спрос уже давно превысил их возможности.
А заказчик я приятный. Мне, «по соседки», делают условно-бесплатно, если что то надо. :) Правда и в ответ приходится выручать в силу своих возможностей, но это уж дело такое…
kopa
а вы согласны идти на работу 8 часовую в день с окладом в 20т.р.?
Очень не хотелось вмешиваться в дискуссию, но добрая четверть россиян именно так и работает. Безо всякого согласия.
Работодатель согласен за них, не спросив их желания.И других работодателей в поле зрения нет. И не предвидится.
Кстати, оператор ЧПУ — это просто обезьянка, обученная как крепить деталь и как открепить.
Категорически не соглашусь
В обязанности операторов станков с ЧПУ входит управление процессом обработки деталей, контроль работы станка, корректировка управляющих программ. Данные специалисты осуществляют подбор инструмента и установку его в инструментальные блоки, монтаж самих инструментальных блоков, подналадку узлов и механизмов станка
ИМХО тут фишка в том что ЧПУ подразумевает объемы паприори и применяется там где эти объемы есть, и не простаивает как правило. соответственно выгоднее не размениваться на мелочи…
ну есть такая проблема, что если по модели сделать прогу «автоматом» — то с большой вероятностью будет какой либо косяк, что приведет к поломке инструмента.
Далеко не всё легко вылавливается.
Ну и в реале, очень часто одну штуку тупо на «ручном» станке сделать проще и быстрее. Или в ручном режиме, если он есть.
Лично я раз сломал резец на пробном прогоне в пенопласте, пролюбил траекторию возврата после кучи доворотов, и в проге возврат показывался «через низ» а в реале пошло «через верх». А всей разницы — добавил емнип 0,1мм.
Ну ССЗБ, да :) Другое дело, что «штатный» программист-оператор ломал больше и чаще, так что мне простили.
В общем у ЧПУ есть куча заморочек. А самая феерия -это когда есть два ОЦ, одной модели, но с РАЗНОЙ прошивкой, и в реале ведущие себя немного по разному. Запрос дилеру — «а можно перешить новый станок на 5летнюю прошивку?»
Вы явно далеки от темы ЧПУ, если возмущаетесь, что никто не хочет браться за изготовление одного корпуса для клавиатуры. Штучное изделие, тонкостенное, обрабывать нужно как минимум с двух сторон. Полюбас нужно городить какую то спец остнастку по это дело, которая после одной детали отправится в мусор…
В общем, на вас и ваш заказ уйдет не меньше одного рабочего дня. Тратить целый день на одну деталь — кому это надо?
Готовые кольца из металла на 25 мм в диаметре мне попадались только пластиковые.
На 32 мм из металла выбор больше и металлические попадались.
Конечно если бы попалось на 25 из металла то взял бы его.
Пластиковые сделаны из хрупкого пластика и даже при очень аккуратном использования где-то через полгода интенсивного использования раскалываются. Да и за голову микроскопа страшно
25 мм — тут сложнее. У китайцев конкретно для микроскопов только такие, как у вас лопнуло.
Хотя можно рассмотреть варианты стопоров для валов. Там и цельные и разрезные. Материалы сталь, нержавейка, алюминий. В любом случае в разы дешевле вашего эксперимента.
Бывают случаи, когда ждать — совсем нет времени. Можно в качестве временного решения найти в магазине с мебельной фурнитурой подходящий зажим. 25 мм — вполне стандартная система мебельных труб типа «Джокер».
Интересно, сколько же запросили за изготовление у нас? Поглядев на цену китайцев, я явно задумался что я не тем в жизни занимаюсь и токарный и фрезерный станки видимо придется прикупить )
Если требуется фрезер ЧПУ по нержавейке, то это дорого. Причём, стоимость фрез под него очень неприятно удивит. Обычно те кто не погружался в мир фрезерования думает, что сверло, что фреза, имеют одинаковую цену. Это не так.
То что кажется таким прибыльным бизнесом на первый взгляд, после подсчёта затрат на расходники, перестанет быть таким уж выгодным.
я долго работал на производстве. В частности — занимался закупками. Я знаю что почем для фрезера, лазера, токарного, а так же ЧПУ фрезера и токарного. Скажем так, если есть знания и знакомства, вполне можно покупать годную расходку не так уж дорого. Есть минимум 2 производителя хорошей расходки в Китае, один в Польше. Иногда комплектующие для станков имеют настолько конскую цену, что реально в двадцать раз дешевле изготовить требуемую деталь самостоятельно, чем мы успешно и занимались.
Фирмы — меньше 5000 за деталь не брались. по объявлениям от 3000р. Всё это шуточностью объясняют. Если много одинаковых деталей заказывать, то дешевле чем у Китайцев, будет. Похоже как и с печатными платами, за подготову к производству берут. Хотя здесь и ЧПУ не нужен, можно всё вполне на ручном сделать, особенно упростив, например до:
Но это не помогло — сломались также как и заводские, потому что были тоже сделаны из пластика и в том же месте крепления, что и заводские
Дополнительная информация
Если ломается в одном и том же месте, вероятно, конструкторская недоработка.
По виду детали так и напрашивается заливка эпоксидкой в пустоты с дополнительным армированием кольцами из проволоки.
И, отрезанный болт — шпилька.
Ну что, товарищи владельцы станков с ЧПУ, вот вам готовая бизнес идея.
edit: Поглядел предложения на Авито, идея оказалась не новая, предлагают делать как большие объёмы работ, так и мелкие заказы. Но цены естественно непонятны.
Т.е. бизнес идея трансформируется в создание удобного сайта, где можно было бы загрузить проект и посмотреть стоимость.
вы не только «глядите» предложения на Авито, вы туда звонить попробуйте. Везде услышите традиционное «минимальный заказ — от N тысяч рублей». N стартует от 5000 и в бесконечность.
Ещё есть прекрасные места типа laba.space — но там очередь и время аренды станка стоит тоже довольно кусаче
практически никто не будет связываться с единичными копеечными заказами, и если вам нужно изготовить «дешевую и простую деталь» не удивляйтесь, что она по стоимости станет «золотой»
Под ЧПУ фрезеровку шпильку заменяем отверстием, чтобы удешевить производство, ибо всё, что вокруг шпильки — идёт в стружку и, соответственно, нужна толще заготовка, больше износ фрезы и больше стружки:
И, наконец, если мы хотим делать на ручном фрезере, то можем ещё больше избавится от «излишеств», упростив работу:
Здравствуйте.
Такие вещи надо делать при помощи лазерной резки. Я чертежи делаю в компасе, делаете в виде наборных пластин.
Зная толщину детали подбираете толщину пластин. Потом центруете по отверстиям, зажимаете в тисках и аккуратно
прихватываете сваркой. Зачистка ушм и покраска. Тоже в своё время посмотрел на ценники за токарку и фрезеровку
и начал искать другой путь. В том году собирал вездеход, все корпуса под подшипники, крепежи подушек двигателя,
делал так, а в этом даже ветровик для мото вырезали из оргстекла.
У нас, в Перми например три таких производства и цены вменяемые, скинул чертёж по электронке, а через два дня забрал.
Вы ведь это не подумав написали.
Вот сайт ребят с которыми я работал: www.promlazer.ru/uslugi/lazernaya-rezka/
Ценник внизу страницы, ну а сварку можно найти в сервисах или гаражах. Сам живу в 250 км от Перми
скинул по почте чертёж-через два дня через попутчик в вк привезли за 200 руб.
А когда по держите в руках деталь после лазерной резки про кустарщину забудете.
Вот фото оставшихся деталей, рублей 300 из их материала, а вырез трёх ветровиков на мотоцикл ( на всякий случай) из моего оргстекла обошёлся в 270 руб.
а в этом даже ветровик для мото вырезали из оргстекла.
т.е. иностранцы значит зря чего-то там обсчитывают аэродинамически, берут не оргстекло, а специальные материалы (поликарбонат, притом не абы какой, а специальный с кучей добавок, возможно даже армированный чем-нибудь, устойчивый к царапинам и с прочими свойствами), и чтобы риск травмироваться на столь опасном транспорте осколками этого стекла был сведен к минимуму. и т.д. и т.п.
и потом продают уже готовый продукт за смешные пару сотен $, идеально подходящий к конкретной модели. притом имеет все нужные дорожные омологации и прочее.
но нет, проще сделать из куска орг-стекла, а потом искренне удивляться, что штрафуют за колхоз не имеющей дорожных омологаций и прочего.
зачем эта игра в безвыйгрышную лотерею, притом с заранее неизвестными последствиями?
По виду — то что нужно, только болт с потайной головкой нужен будет, взамен имеющемуся. Интересно, насколько дольше пластиковой бы прослужила, ведь остальная часть механизма — стальная и наибольший упор — на уголок, особенно, если лечь посередине шва дивана
2 тыщи за кольцо из нержавейки и ещё ждать? 0_0
Да и кронштейн не бюджетный выходит.
Очень много в тырнете вариантов — заказ хоть от одной детали, не обязательно 3D-модель, достаточно чертежа в 2D.
Хоть от руки, хоть эскиз, главное чтоб понятно было и размеры верные. Во многих городах есть такие услуги.
Хоть на Авито гляньте.
Кронштейн где-то от 3000р по объявлениям хотели и от 5000р если по сайтам фирм. Штучно не выгодно говорят, а цены на сайтах — для серии.
Конечно бы если бы за 1500р нашёл, то естественно бы у нас сделал и не ждать столько
Я бы деталь для дивана отлила из бронзы или того же алюминия/дюраля по форме из склеенных обломков. Сейчас много керамических мастерских с печами — это модно.
Форму легко отлить из гипса по парафину по альгинатному слепку. Даже без опыта. А если есть 3д-принтер, то альгинат и парафин можно пропустить и отжигать сразу в гипсе.
ценообразование вполне адекватное, всегда восхищали персонажи думающие, что выточить на чпу фрезере одну деталь должно быть дешевле, или как минимум столько же, чем купить в магазине произведенную серийно.
Работая в сфере производства всегда удивлялся, что почти никому не нужны такие вот детальки, никто ничего не заказывает и шабашек найти не получается, хотя возможность делать такую мелочевку имеется)
А вон оно чего оказывается. Людям проще в китае станок с оператором найти, чем соваться на наш рынок услуг)))
Просто многие умельцы не хотят делать пару штук им сражу малкую партию подавай из 1000 шт… Ну или заломять за ети 3 детали цену боьше че 100$ так что в китае дешевле получиться как бы ето не было смешно. Еще месные вынисут моз что чертеж не так что ему не понятно и тд.
Я утрирую конечно, но опять же цена будет зависеть от кучи факторов, начиная от запросов самого человека который может по разному оценивать свой труд, его умения работать в соответствующем софте, заканчивая стоимостью того или иного станка, на котором будет изготавливаться деталь, в стоимость изготовления которой в свою очередь закладывается амортизация на станок и режуший инструмент.
Я вполне согласен про ценообразующие факторам. Понятно что единичные заказы всегда будет дороже по сравнению с партии. Но то что такие детали мы докатились закрывать за 6000 км просто купец. Я работал раньше на заводе с большой парком станков и когда надо было что-то сделать для себя Энтузиазма у мастеров вообще не было браться, хотя станок казнённый, а за работать доп. денег нет.
Когда я работал на частном производстве — изготовить какую нибудь некрупную деталь вообще не было проблемой.Для себя если. Зачастую все мои хотелки изготавливались за 15-20 минут, во время послеобеденного отдыха. В частности мне ребята резали BGA трафареты, вкладыш для ножен, рукоять на трость, много чего. А переходник с резьбы огнетушителя я заказывал у мастера с Подмосковья, за 1000км от меня. А примерно в 1км от меня, есть крупный завод с кучей станков, на котором работают друзья и родственники. Но в итоге проще и быстрее оказалось заказать человеку в Подмосковье…
Два микроскопа у меня крутятся на алюминиевых кольцах, Вот таких: https://aliexpress.ru/item/item/1005002584165494.html
Если делать новые, только широкие (высокие), как на 32мм модели, чтобы стопорный болт не мешал вращению фокусера вокруг стойки.
Второе на 25 очень уж на пластиковое с бронзовой втулкой похоже, которое сломалось. 32 очень похоже на металл. Если бы точно было хотя-бы из алюминия, то взял-бы конечно. И доработать стальной вставкой резьбы, если что, можно
печатали небось не со сплошным заполнение потому и сломалась, такие штуки надо полнотелыми печатать и скорее всего из АБС или Нейлона пластика и норм будет, лучше нейлон он стойкий к трению
А почему никто не говорит про 3Д печать нейлоном? Не надо их было печатать ABS/PLA/PETG — эти пластики конечно развалятся. Я подобные детали давно и успешно печатаю на недорогом 3Д принтере со 100% заполнением. Их реально потом не сломать, даже если специально пытаться.
Конечно случаи бывают разные и не всегда нейлон выручит, к примеру сложная тонкостенная деталь, но детали из обзора 100% можно было напечатать (в диванную лучше потом вкрутить металлический болт) — прослужит долго и себестоимость порядка 3-5руб. за грамм материала.
На крайний случай, если нет 3Д принтера и не хочется заморачиваться, то найти того, кто это сделает за приемлемые деньги в сотни раз больше шансов уже почти во всех населенных пунктах, чем с ЧПУ станками.
 Случилась неприятность — сломалась направляющая дивана, в результате которой, его стало невозможно использовать в разложенном состоянии. Производители подложили свинью, сделав эту деталь из пластика, видимо рассчитывали, что после окончания 3 летней гарантии диван будут менять. Также сломался фиксатор головы микроскопа.
Случилась неприятность — сломалась направляющая дивана, в результате которой, его стало невозможно использовать в разложенном состоянии. Производители подложили свинью, сделав эту деталь из пластика, видимо рассчитывали, что после окончания 3 летней гарантии диван будут менять. Также сломался фиксатор головы микроскопа.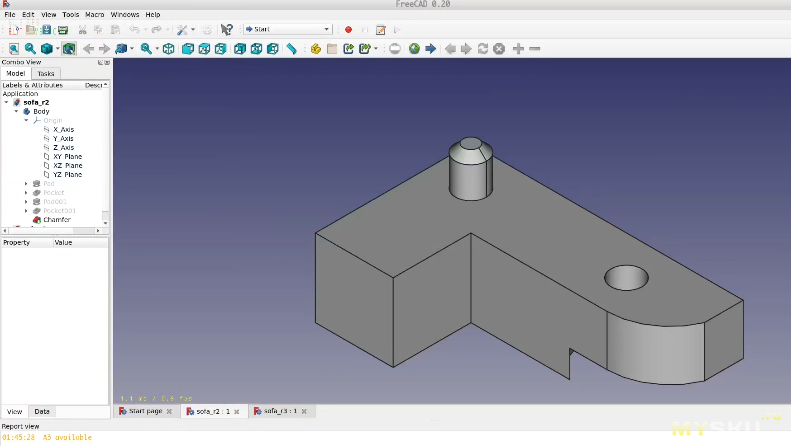












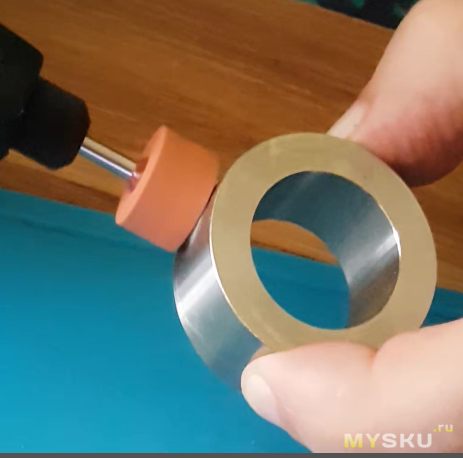






Пастой ГО
ЭИ для эстетики отшлифовал, чтобы вместо картинки фрезы получить равномерно блестящую поверхностьТак же и гровер — это пружинная шайба, а гравер — это хрень с моторчиком.
зы: А кольца у китайских держателей часто лопаются, если винтом перетянуть слишком сильно. Экономят на качестве металла.
24$*2 — 2 детали для дивана из алюминия
29$ — 1 деталь из нержавейки для микроскопа
24*2 + 29 = 77… округляется до 80, но никак не до 90…
Остальное «съела» доставка. Но именно поэтому и нужно писать более конкретно:
77$ за 3 детали + 13$ доставка в N-ск
А мелкие гаражные мастерские с чпу думаю и так загружены хорошо, смысла за копейки чето клепать нет.
Клиенты, которым надо выточить здесь и сейчас один хитрый штуцер для своих поделок, никогда не освоят «каналы доставки из Китая». Китаю это не нужно, а если нужно, то не по копеечной цене. Кстати, про Китай не я начал, а Вы, поэтому я Вам про него и продолжу: попробуйте в Китае заказать маленькую платку 2х2см? Что? Не сделали Вам ее за 50руб? Догадываетесь почему? Вы заплатите минимальную стоимость заказа и плюс доставку.
И не надо обобщать, это плохая практика. Посылать (или ставить заградительную цену) надо не для всех клиентов, а для мелких, от которых выхлопа нет, а возни много. И это не я придумал, а масса людей, которые долго и успешно содержат свои мастерские.
И это все не потому, что владельцы мастерских такие вот плохие, а просто законы бизнеса так диктуют. И, кстати, как ни странно, это и есть оптимизация производства, о который Вы говорите.
Вот, придумал ситуацию специально для Вас. Вероятно, у Вас есть автомобиль. А вы начните принимать звонки как таксист. И вот Вы сидите дома. Вам звонок: надо довезти человека из одного подъезда в соседний. Вы одеваетесь, идете за машиной, греете ее, едете к человеку, перевозите его 10 метров, затем едете назад, ставите машину, идете домой. А теперь, внимание, вишенка на торт: когда с Вами расплачивается клиент, он Вам дает 20 рублей. И говорит: а че тут ехать то, всего 10 метров! Вы будете так работать? Ну формально клиент то прав, всего 10 метров же. Тут вон газели берут 40 руб. с километра, Вам за 10 метров и этого много. Вы пишете сюда на муську пост. А Вам с дивана эксперт советует уменьшать накладные расходы и не посылать клиентов. Ага? :) Подумайте над этим. Удачи!
Но не нужно ничего придумывать: у меня небольшое приборное производство и я регулярно заказываю изготовление деталей на стороне. Причем от 1-2 штук опытных образцов до мелких серий и тоже часто сталкиваюсь, что некоторым крутым мастерам проще покурить на крылечке, чем разбираться с 1-2 деталями. Но когда дело доходит до серии, я заказываю ее там, где мне сделали пробную партию — опыт показывает, что люди, которые могут выполнить штучный заказ и с серией справляются лучше.
Мы изготавливаем первые пробные детали у универсалов в инструменталке, а после отладки установочные партии и затем серию на серийном производстве. Стандартный бизнес-процесс. Мы не заказываем серии на не предназначенном для этого производстве из чувства «благодарности» и «верности заказчика».
Все эти водители у обочины, уже атавизм. И да, именно реальная стоимость поездки сделала их неактуальными. Я помню, приезжаешь на вокзал на поезде — стоят десяток, 'такси надо?'. По цене в 3 раза выше обычной. Теперь убер и прочие онлайн службы их поставили на место. И да, если ему надо будет проехать 20 метров он и заплатит минимальную стоимость по тарифам. Так что пусть присылают клиента дальше. Скоро все можно будет заказать в онлайне и без них по адекватной цене. А они тоже станут атавизмом
Интересно ещё было глянуть, как Китайцы могут сделать и что из этого выйдет
Да и упростить значительно придётся:
Протестировать сервис — хорошо, но как-то общий смысл затеи я не уловил. Затратно, доработать напильником, результат?
Ибо дешевле было заказать и доработать, чем переплачивать.
Отвечая на Ваш вопрос — способ достижения результата, а именно починить диван с наименьшими затратами времени и денег
Чисто проф. интерес.
детали вроде довольно простые, из текстолита при наличии инструмента можно имхо часа за 4 выстругать.
где то видел что есть спец мастерские — там и 3d сканнер применяют для получения компьютерной модели.
чистая экструзия шлак еще тот, мягкое, вязкое…
упс… выше уже написали))).
и есть много замечательных материалов помимо нержи и люминя кетайскаго))).
а то что у автора руки растут немного нижэ предназначенного места и главный инструмент дремель — ну про это можно дооолго дискутировать))).
ну и, зная автор про особенности нарезания резьбы в НЕРЖАВЕЙКЕ(хорошей по его мнению, на самом деле обычной пищевой, ибо есть и более интересно обрабатываемая нерж), и не заказ этого у кетайцефф, то это какбэ ваще))).
Заказывайте у меня, вдвое дешевле будет. Ещё и Мусь-скидку сделаю!
пластикаматериала, то можно восстановить — не сильно горячим паяльником в места излома вплавить упрочняющие стальные штыри (типа арматуры, изогнув по месту). Кроме паяльника понадобятся сноровка, канцелярские скрепки и плоскогубцы.Или за 29 баксов накупил бы себе хороших коронок и из фанеры или доски нарезал бы кучу таких колец, закрутив туда мебельную гайку. Зато в доме бы остались коронки, которые ещё потом пригодятся, а так же ещё куча полезных расходников, которые бы можно было купить на оставшиеся деньги.
Ну это чисто моя жаба.
Всего то шесть тонн…
Что касается стали, то сталь он вроде бы как не берёт. Но тем не менее, при очень большом желании и упорстве на малых подачах небольшую детальку «выгрызть» можно. Именно выгрызть – вибрация при этом столь сильная, что передаётся на железобетонные перекрытия даже через стол, ламинат и много слоёв «пенки», подложенные под станок. Но так или иначе, две контрошайбы на планетарную втулку из нержавейки 304 я на нём выточил. Точнее даже не две, а три, если посчитать ещё испорченную по собственной косорукости заготовку – умудрился как-то отцепить шлейф от шаговика оси Y и не заметить. Суммарно пришлось извести пять китайских синих фрез – режущие кромки из-за вибрации быстро крошатся. Благо китайские фрезы не такие дорогие, не жалко.
А в квартирке увы, так низзя.
и доверяю изготовление только себе!
Либо цены ломят огромные, либо объемы им нужны большие.
Мне вот надо заказать корпус для механической клавы, и верхнюю панель из алюма, хрен закажешь у нас (
Особенно по 3d-файлу.
За ручку для валкодера (кругляш отполированный, в центре — отверстие), мне зарядили 3к — типа иначе связываться даже не охота… ну их тоже понять можно, конечно.
Так что автора вполне понимаю.
Здесь же у меня есть модель в каде и мне нужно, чтобы изготовили четко по ней одну деталь, без каких-либо доп. доводок, пробных деталей и т.д… С чистотой поверхности, о которой договорились. Рихтовка если и должна выполнятся — то на особенности того ЧПУ, на котором будет делаться, если они есть.
Риски на то, что я что-то там накосячил в модели — мои.
Но если не влезает в угол, невозможно подлезть инструментом и т.д. — это не мои косяки.
У любого ЧПУ есть виртуальная прогонка, и он сообщит что где не так, если такое будет — тогда уже можно вместе обсудить, как это обойти. Нормальный оператор все их примерно знает, и, конечно, сразу деталь в обработку закидывать никогда не будет.
А не то что все риски — это мои.
P.S. ну и за деталь вращения, которая из себя представляет плоский отполированный кругляш с дыркой сзади, извините, но 3k — это перебор.
«У любого ЧПУ есть виртуальная прогонка» — это Вы погорячились, однако.
Кстати, оператор ЧПУ — это просто обезьянка, обученная как крепить деталь и как открепить.
CAD-ы разные бывают, но почти все из друг друга конвертируются, G-код в современных ЧПУ (от 10-летней давности) вполне себе конвертит. Я не знаю какой у кого парк, но OKUMA/CB Ferrari/Hawemat справлялись с этим и 20 лет назад.
Ну это уже работа оператора, которую я как раз и должен оплатить как и изготовление и демо-проход.
Но когда я прихожу за хлебом, я ж не вдаюсь в тех. аспекты его выпекания, хоть их и оплачиваю.
Так-же и здесь — у меня есть 3D модель в CAD-е… )
Ладно, я вот разбираюсь чуть-чуть, а если нет? )))
Хорошо, у любого нормального и более-менее современного ЧПУ, пойдет?
Смотря где и как ) Оке, замените на «инженер» — все равно эти двое в сговоре, раз взялись )
про оплату работы оператору, к сожалению, у Вас слишком узкое понимание технологии производства. Говорю Вам как оператор, наладчик, программист и технолог по обработке металлов на станках с ЧПУ,
Перефразирую — если человек нормально работает с ЧПУ-фрезером (порталом, токаркой- да чем угодно), и модель простая — он вполне ее может сделать быстро и более-менее по вменяемой цене, имея CAD-файл и свои знания. Если модель сложная — то я готов обсуждать цену, т.к. прекрасно понимаю что там и как. А если она простая и начинается вот эти песни про сложность, долгий перевод на язык ЧПУ и т.д. — извините, Вы плохо знаете инструмент, на котором работаете ¯\_(ツ)_/¯
Мне до этого фрезеровал корпуса мужичок с ручным фрезером, CAD у него только на компе был — так вот — он ухитрялся сделать это дешевле, быстрее и без косяков типа «а вот тут по другому станок не позволяет фрезой пройти», чем то, что сейчас мне удается с людьми, работающими на ЧПУ… знаете почему? Наверняка знаете.
Давайте проще — сколько бы Вы взяли за ручку для валкодера?
Диаметр 50, толщина — 10, отверстие посередине глубиной 8, диаметром 5.
Поверхность — зеркало (не помню единицы, по-моему 5 класс поверхности), материал ваш и это — алюм.
А то мож… 3к — это стандартно щас? И зря я себя накручиваю )
https://aliexpress.ru/item/item/4001336156837.html
Высококачественная алюминиевая ручка 44*22*6 мм рифленая вращаемая
45 заказа(ов)
826,13 руб.
И это был всего-лишь пример.
время — деньги.
а если еще приписать накладные расходы, амортизацию, материалы…
другой вопрос если мужик сидит на заводе, на окладе, материал и всё снабжение оплачивает завод, и у него есть свободное время подкалымить, то да… он вам сделает за копейки и вынесет за пазухой, так как фактически всё остальное оплатил завод.
Безусловно, все упирается во время, но если у вас на станке с чпу, чтобы сделать простенькую деталь уходит столько времени, значит в чпу вы не умеете.
Если исполнители ломят цену и конскую, а вы понимаете весь процесс, надо отвечать «вы что будете её пол дня делать?» «колечко в одну установку и двумя резцами?» и говорите свою цену без учета материала, исполнитель сразу понимает что заказчик в теме и проходит заградительный барьер. Далее если будет говорить что занят другой работой и для такой мелочи не интересно останавливать — ну ок, «мне не срочно, в течении недели в свободное окно сделайте, во время переналадки». а материал: или устраивает цена исполнителя, либо везите свой, только посчитайте, сколько уйдет времени на поиск и на дорогу и оцените, стоит ли оно того.
Многие заказчики сами не знают как считать стоимость, сами за них и посчитайте:
— сколько чпу программу делать на уголок? — не больше часа (250р.) зп 40т/мес или 250р/ч
— заготовку алюминиевую такой толщины найдете? — да, из огрызков (200р. из 1000р/кг, )
— сколько на станке всё выставлять? — минут 20 (100р) зп 40т/мес или 250р/ч
— программа долго ковырять будет? — не больше 40 минут (700р) станочное время ~1500р/ч
— фрезы есть? — да, всё есть (0р.)
И говорите, я готов заплатить за деталь 1300р.
обычно все исполнители крутые и говорят что всё сделают быстро, вот и используйте их крутость для торга.
Китайцы кстати резьбу не сделали в колечке, так как с ней надо было ковыряться вручную. автор думаю около часа с резьбой ковырялся, пока всё нашел, пока сделал, пока убрал. И то ему уже сказали что фаску надо делать до нарезания резьбы, а не убирать выдавленный материал дремелем, портя первые витки нарезанной резьбы.
В Киеве час работы по алюминию на ЧПУ (HAAS TM и VF серий) стоит порядка 60 долларов + материал
И фиксированная Setup Fee порядка 200 баксов. При этом исполнителю пофиг, одну вы деталь будете делать, или тысячу, Setup Fee остается неизменной.
Говорить вы, конечно, можете все что угодно. Но у нормальных производителей уже всё давно посчитано и ваши доводы им мало интересны
по поводу часа работы станка, как то странно вы ставите рядом два абсолютно разных станка. первый со своим шпинделем может делать деталь в 2 раза дольше второго. Деталь будет дороже?)
у меня такое впечатление что вы настолько неприятный заказчик, либо вы настолько богатый) что вам такой не хилый заградительный барьер нашли) в 200 баксов) есть в киеве частник с хаас тм, неужели он лупит такие цены?
на объемах ищутся несколько подрядчиков, подрядчики выставляют цены, и заказчик начинает демпинговать ценами конкурентов друг с другом. Естественно изготовители по дороже шлют лесом, и говорят «идите к тем, которые дешево делают» потому что надеются что тот исполнитель что то не так посчитал, и в убыток будет делать и заказчик прийдет назад типа к нам и нормально заплатит. И я реально такую картину наблюдал, и как третье лицо я у заказчика интересовался «сделали?» говорит да и быстро и присылает фото изделия.
mg-metal.com/services/
Находятся в том же пром здании, где я помещение для столярка снимаю, буквально за стенкой от меня. Так что за пару лет на их внутреннюю кухню насмотрелся предостаточно.
Справедливости ради, цены у них зависят от магнитных бурь на Марсе :) Работа «на сторону» для них вторичная, в основном производство загружено изготовлением собственной продукции. Так что, в зависимости от от текущей загрузки, «порог вхождения» может как увеличиваться, так и уменьшаться. Но, если просто спросить у них «шопочем», то ответ будет такой, как я писал выше.
И, что самое интересное, проблем с заказчиками у них нет. Вполне серьёзно планируют расширяться в следующем году, ибо спрос уже давно превысил их возможности.
А заказчик я приятный. Мне, «по соседки», делают условно-бесплатно, если что то надо. :) Правда и в ответ приходится выручать в силу своих возможностей, но это уж дело такое…
Работодатель согласен за них, не спросив их желания.И других работодателей в поле зрения нет. И не предвидится.
Далеко не всё легко вылавливается.
Ну и в реале, очень часто одну штуку тупо на «ручном» станке сделать проще и быстрее. Или в ручном режиме, если он есть.
Лично я раз сломал резец на пробном прогоне в пенопласте, пролюбил траекторию возврата после кучи доворотов, и в проге возврат показывался «через низ» а в реале пошло «через верх». А всей разницы — добавил емнип 0,1мм.
Ну ССЗБ, да :) Другое дело, что «штатный» программист-оператор ломал больше и чаще, так что мне простили.
В общем у ЧПУ есть куча заморочек. А самая феерия -это когда есть два ОЦ, одной модели, но с РАЗНОЙ прошивкой, и в реале ведущие себя немного по разному. Запрос дилеру — «а можно перешить новый станок на 5летнюю прошивку?»
В общем, на вас и ваш заказ уйдет не меньше одного рабочего дня. Тратить целый день на одну деталь — кому это надо?
Ali
Taobao
На 32 мм из металла выбор больше и металлические попадались.
Конечно если бы попалось на 25 из металла то взял бы его.
Пластиковые сделаны из хрупкого пластика и даже при очень аккуратном использования где-то через полгода интенсивного использования раскалываются. Да и за голову микроскопа страшно
Хотя можно рассмотреть варианты стопоров для валов. Там и цельные и разрезные. Материалы сталь, нержавейка, алюминий. В любом случае в разы дешевле вашего эксперимента.
Бывают случаи, когда ждать — совсем нет времени. Можно в качестве временного решения найти в магазине с мебельной фурнитурой подходящий зажим. 25 мм — вполне стандартная система мебельных труб типа «Джокер».
То что кажется таким прибыльным бизнесом на первый взгляд, после подсчёта затрат на расходники, перестанет быть таким уж выгодным.
Может просто плохо искал.
кронштейн литой из алюминия/сварной из стали сделать
кольцо — ценник вообще за гранью разумного.
если чисто из спортивного интереса, на запачкав руки и не выпуская из рук мышку показать саму возможность изготовления, то да.
Если ломается в одном и том же месте, вероятно, конструкторская недоработка.
По виду детали так и напрашивается заливка эпоксидкой в пустоты с дополнительным армированием кольцами из проволоки.
И, отрезанный болт — шпилька.
мягко говоря не бюджетно :)
edit: Поглядел предложения на Авито, идея оказалась не новая, предлагают делать как большие объёмы работ, так и мелкие заказы. Но цены естественно непонятны.
Т.е. бизнес идея трансформируется в создание удобного сайта, где можно было бы загрузить проект и посмотреть стоимость.
Ещё есть прекрасные места типа laba.space — но там очередь и время аренды станка стоит тоже довольно кусаче
В 3D печати наибольшая вольность:
Под ЧПУ фрезеровку шпильку заменяем отверстием, чтобы удешевить производство, ибо всё, что вокруг шпильки — идёт в стружку и, соответственно, нужна толще заготовка, больше износ фрезы и больше стружки:
И, наконец, если мы хотим делать на ручном фрезере, то можем ещё больше избавится от «излишеств», упростив работу:
Такие вещи надо делать при помощи лазерной резки. Я чертежи делаю в компасе, делаете в виде наборных пластин.
Зная толщину детали подбираете толщину пластин. Потом центруете по отверстиям, зажимаете в тисках и аккуратно
прихватываете сваркой. Зачистка ушм и покраска. Тоже в своё время посмотрел на ценники за токарку и фрезеровку
и начал искать другой путь. В том году собирал вездеход, все корпуса под подшипники, крепежи подушек двигателя,
делал так, а в этом даже ветровик для мото вырезали из оргстекла.
У нас, в Перми например три таких производства и цены вменяемые, скинул чертёж по электронке, а через два дня забрал.
Вот сайт ребят с которыми я работал: www.promlazer.ru/uslugi/lazernaya-rezka/
Ценник внизу страницы, ну а сварку можно найти в сервисах или гаражах. Сам живу в 250 км от Перми
скинул по почте чертёж-через два дня через попутчик в вк привезли за 200 руб.
А когда по держите в руках деталь после лазерной резки про кустарщину забудете.
Вот фото оставшихся деталей, рублей 300 из их материала, а вырез трёх ветровиков на мотоцикл ( на всякий случай) из моего оргстекла обошёлся в 270 руб.
и потом продают уже готовый продукт за смешные пару сотен $, идеально подходящий к конкретной модели. притом имеет все нужные дорожные омологации и прочее.
но нет, проще сделать из куска орг-стекла, а потом искренне удивляться, что штрафуют за колхоз не имеющей дорожных омологаций и прочего.
зачем эта игра в безвыйгрышную лотерею, притом с заранее неизвестными последствиями?
Да и кронштейн не бюджетный выходит.
Да и кронштейн не бюджетный выходит.
Очень много в тырнете вариантов — заказ хоть от одной детали, не обязательно 3D-модель, достаточно чертежа в 2D.
Хоть от руки, хоть эскиз, главное чтоб понятно было и размеры верные. Во многих городах есть такие услуги.
Хоть на Авито гляньте.
Конечно бы если бы за 1500р нашёл, то естественно бы у нас сделал и не ждать столько
А еще лучше напильничком поработать, делов от силы на час.
Нержавеющая сталь
Латунь
Медь
Мягкая сталь
Легированная сталь
Инструментальная сталь
Стальная пружина
АБС
Поликарбонат (ПК)
Нейлон
Полипропилен (PP)
ПОМ (Делрин / Ацеталь)
PTFE (тефлон)
ПММА (акрил)
Полиэтилен (PE)
PEEK
Бакелит
Резина
нету
А вон оно чего оказывается. Людям проще в китае станок с оператором найти, чем соваться на наш рынок услуг)))
Китайцы точно так же шарахнутся от такого «чертежа» :)))
Если делать новые, только широкие (высокие), как на 32мм модели, чтобы стопорный болт не мешал вращению фокусера вокруг стойки.
Печатал сначала из PLA, потом из ABS со сплошным — ломалось абсолютно также, служила только дольше
Конечно случаи бывают разные и не всегда нейлон выручит, к примеру сложная тонкостенная деталь, но детали из обзора 100% можно было напечатать (в диванную лучше потом вкрутить металлический болт) — прослужит долго и себестоимость порядка 3-5руб. за грамм материала.
На крайний случай, если нет 3Д принтера и не хочется заморачиваться, то найти того, кто это сделает за приемлемые деньги в сотни раз больше шансов уже почти во всех населенных пунктах, чем с ЧПУ станками.