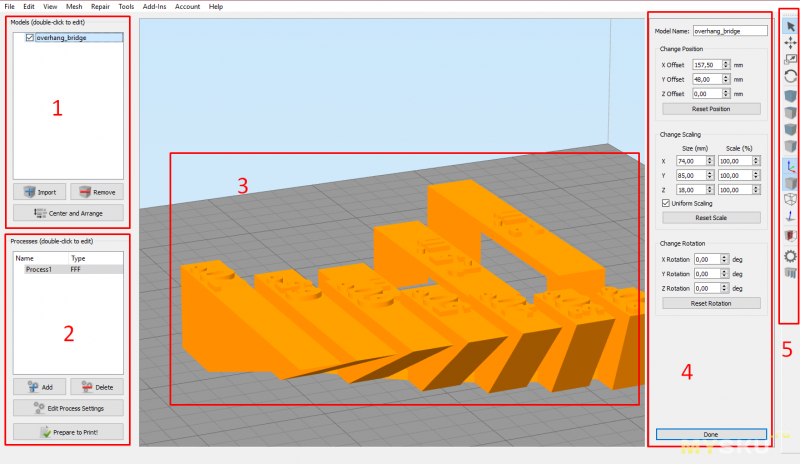
В первой вкладке настраивается экструдер
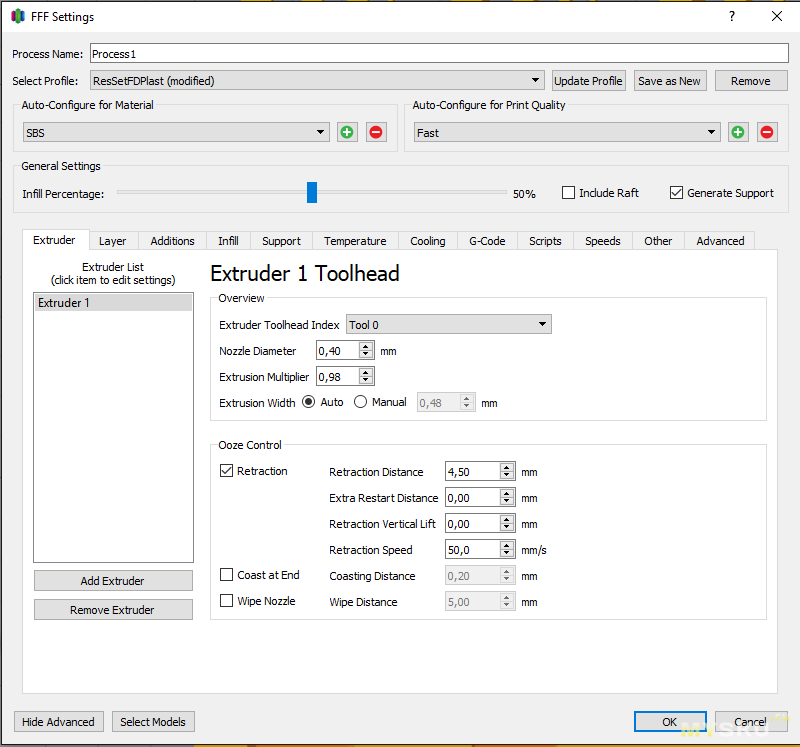 Extruder Toolhead Index
Extruder Toolhead Index — если у нас один, то оставляем значение Tool 0
Nozzle Diameter — вбиваем диаметр своего сопла.
Extusion Multiplier — коэффициент подачи прутка. Индивидуальна для каждого пластика, если мажет слишком жирно — уменьшаем, если слишком слабо — увеличиваем.
Extrusion Width — ширина печати, не может быть меньше диаметра сопла по понятным причинам, я использую «авто»
Retraction — всасывание прутка для того чтобы не оставлять соплей при перемещении сопла между вершинами модели.
Distance — длина прутка, которая вытягивается при ретракте
Extra Distance — сколько лишнего прутка вернуть обратно в сопло при начале печати
Vertical lift — Насколько приподнимать сопло при ретракте.
Speed — Скорость втягивания прутка
Coast at End — Прекратить подачу пластика за хх мм до конца текущего слоя
Wipe nozzle — разгладить место ретракта(пластик подается с запозданием, в конце слоя этот кусок покрывается)
Слой
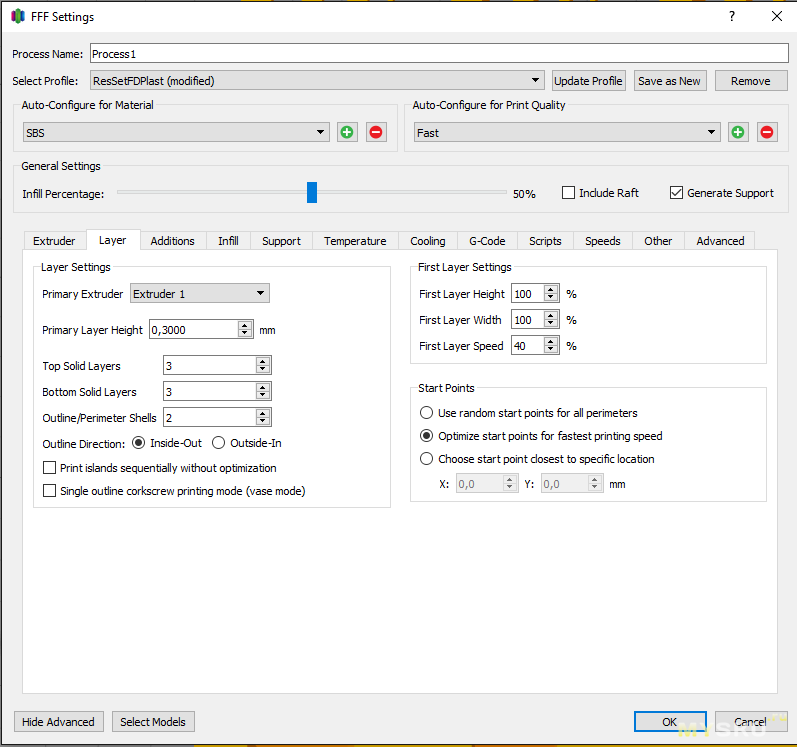 Primary Extruder
Primary Extruder — не трогаем если он у нас один.
Primary Layer Height — высота слоя печати.
Top Solid Layers — количество верхних слоев(последние слои вершин модели)
Bottom solid Layers — количество нижних слоев(первые слои нижней части модели)
Outline/Perimeter Shells — количество слоев боковых стенок.
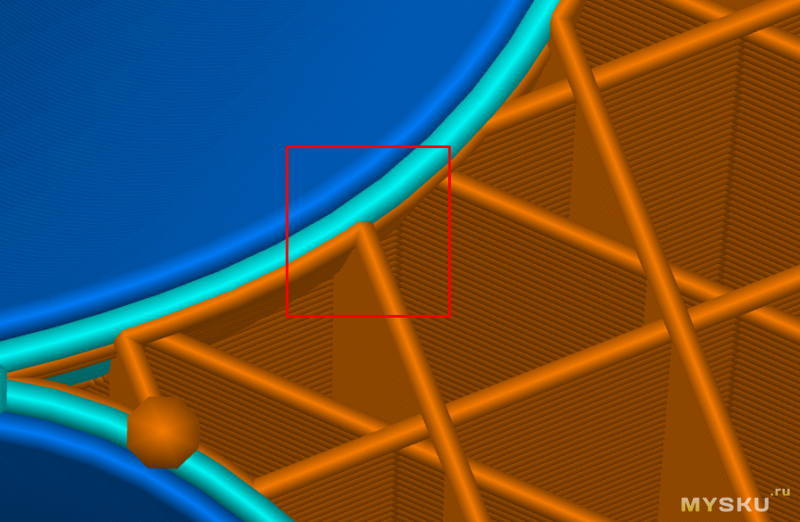
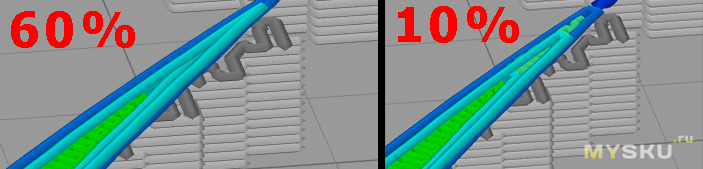
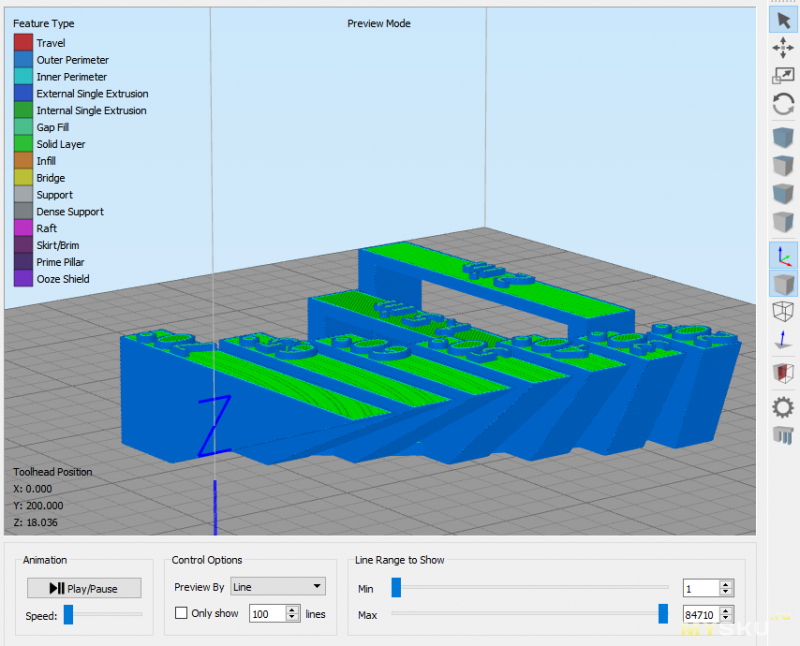
Outline Directions — последовательность печати стенок. Рекомендуется использовать первый параметр при котором сначала печатается внутренний периметр, потом внешний. Если настроить наоборот, на моделях с резким расширением слой будет ложиться на воздух. Синяя линия — внешний периметр, голубая — внутренний:
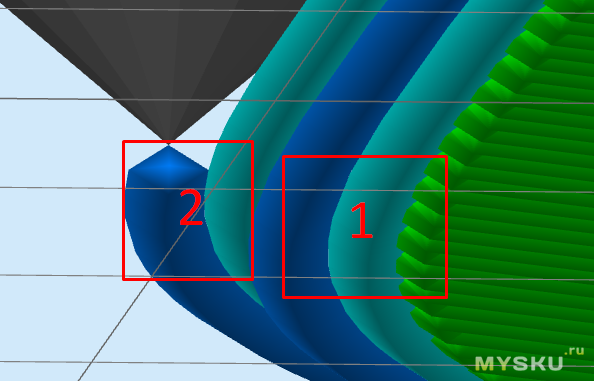
Если сначала печатать внешний слой, ему будет не к чему липнуть и нить ляжет рядом с предыдущим.
Print island sequentially without optimization — по умолчанию принтер печатает по 2 слоя на последней вершине модели и по цепочке идет к ближайшей чтобы не возвращаться повторно, но предыдущий слой может не успеть остыть и острые грани поплывут. При включенной опции новый слой начнет печататься начиная с той грани, которая была первой на предыдущем слое.
Пример:
Порядок вершин для печати новых слоев — 12345/54321, а при включенной опции 12345/12345.
Vase mode — режим печати без остановок одной линией, при включении этой опции выключается заполнение, ретракт игнорируется количество слоев внешней стенки, количество верхних слоев лучше вручную сменить на «0», т.к. модели ваз обычно идут заполненные и принтер обязательно попытается нарисовать верхнюю крышку.
Опции первого слоя
First Layer Height(Высота) — первый слой самый важный, т.к. если модель плохо прилипнет к столу, весь дальнейший процесс будет обречен, поэтому при печати жирными слоями, либо плохо липнущим пластиком, я делаю первый слой тоньше, на 20-50%.
First Layer Width(Ширина) — аналогично высоте, если увеличить значение, будет выдавливаться больше пластика, что улучшит прилипание.
First Layer Speed(Скорость) — чем она ниже, тем лучше, особенно при печати высоким слоем.
Start Points
Use random Stert points — новый слой начинает печататься в случайном месте
Optimize start points — вычисление лучшей начальной точки для ускорение печати
Choose stert point closest to cpecific location — начало печати нового слоя будет как можно ближе к указанной точке координат.
Дополнения
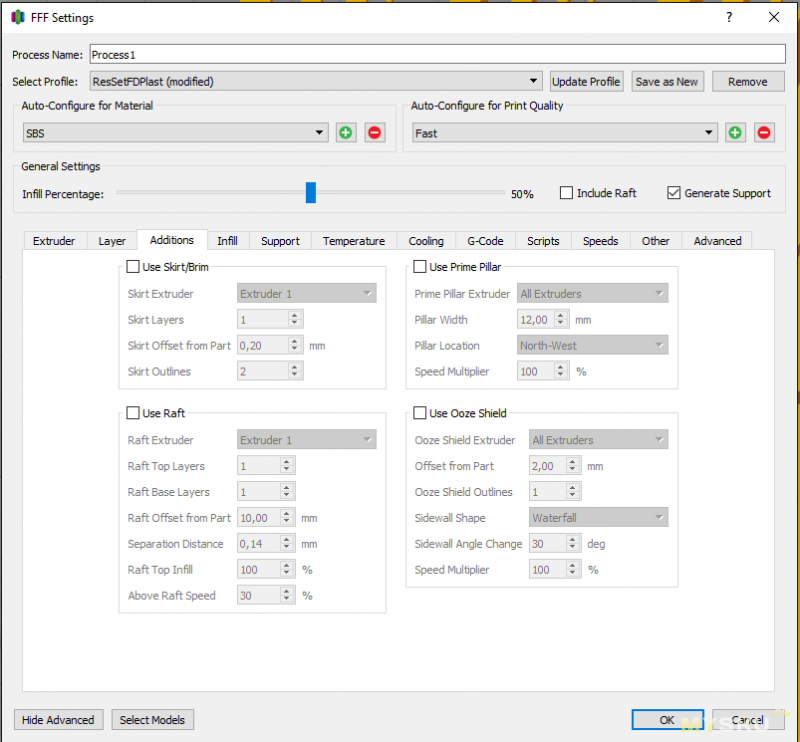 Skirt/brim
Skirt/brim — печать внешнего контура перед нанесением первого слоя. Задается количество слоев, расстояние от внешней стенки модели и количество линий «юбки». Не сильно влияет на адгезию, в основном используется для заполнения сопла перед печатью основы.
Raft — подложка, которая печатается первой и уже на нее кладутся первые слои модели. Используется при печати объектов с мелкими деталями у основания или когда лень калибровать стол для печати очень тонким слоем.
Первый слой рафта(
Base Layer) всегда печатается толстым, с низким заполнением и на низкой скорости(
Above Raft Speed) для лучшей адгезии, у последнего же(
Top layer) можно изменить заполнение, которое по умолчанию 100%, но лучше оставить как есть чтобы мелкие детали модели не попали на щель.
Параметр
Offset from Part отвечает за размытие относительно периметров, то есть растягивает подложку на указанное расстояние от границы внешней стенки, образуя подобие постамента, что повышает общую адгезию.
Separation distance — подстраивается под каждый вид пластика индивидуально, это расстояние, на которое отступит экструдер по оси Z при печати первого слоя. При значении «0» модель приплавит к рафту, при слишком высоких значениях начнет печататься в воздухе.
Use Prime Pillar — построение башенки рядом с моделью. Используется при работе с принтерами, у которых одно сопло на 2 экструдера. При смене филамента, старый размазывается по этой башенке, в результате чего переходы цвета модели получаются чистыми.
Use Ooze Shield — печать защитной стенки вокруг модели. Актуально для ABS пластика, т.к. на сквозняки уже будет плевать(при сильном сквозняке есть риск отлипания «кокона»). Значительно увеличивает время печати.
Заполнение
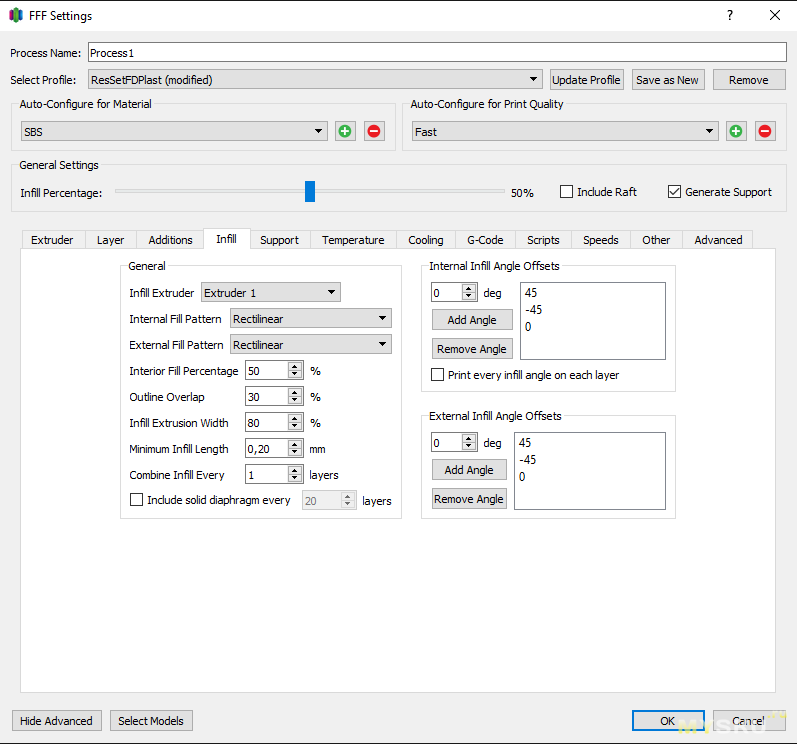
Internal
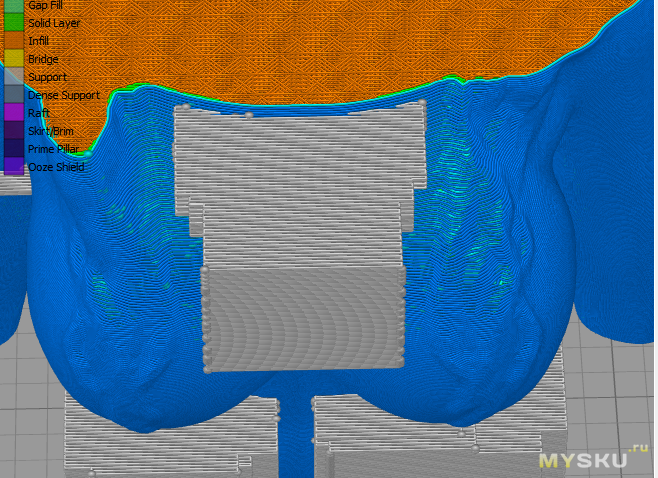
Fill Pattern — внутреннее заполнение модели, есть 4 рисунка заполнения, для себя оставил Rectilinear, но добавил 3 угол «0» градусов(Internal Infil Angle), получается вот такое заполнение:
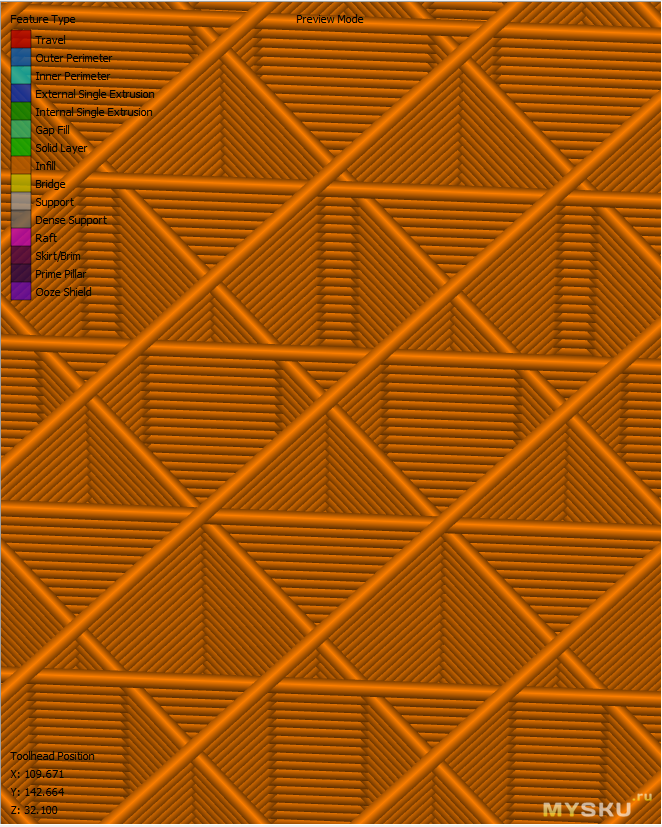
Некоторые части моделей могут быть повернуты под углом 45 градусов и внутри них с настройками по умолчанию будет строиться только один угол поддержки, добавление третьей «распорки» добавляет жесткости при том же расходе пластика.
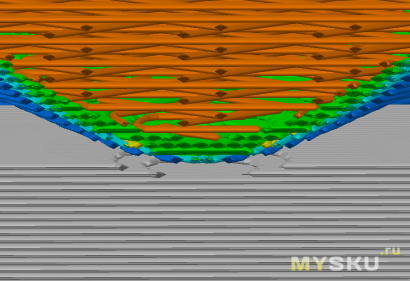
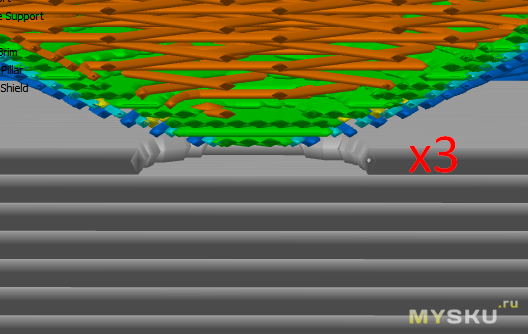
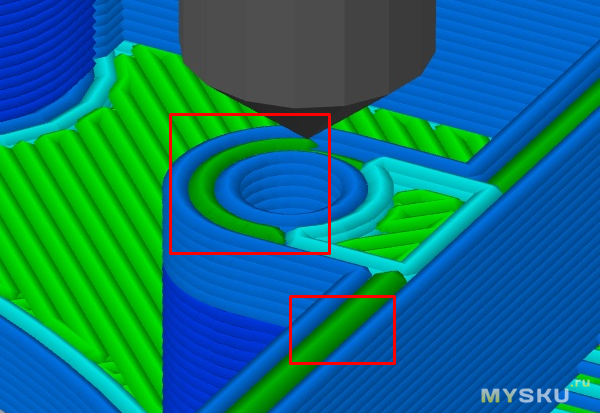
External Fill Pattern — заполнение дна и крышки модели, тут уже 2 рисунка —
окружность и линии, заполнение всегда 100%.
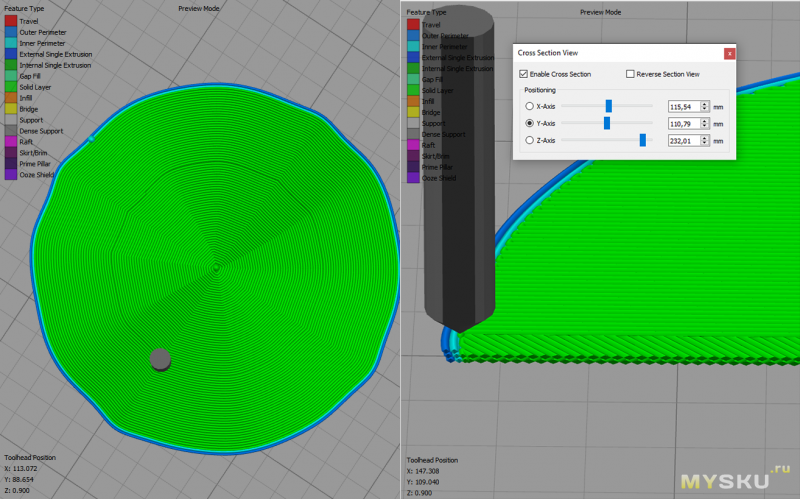
Окружность выглядит лучше, почему же я использую все те же линии с тремя разными углами(
External Infil Angle). Вот Вам пример:
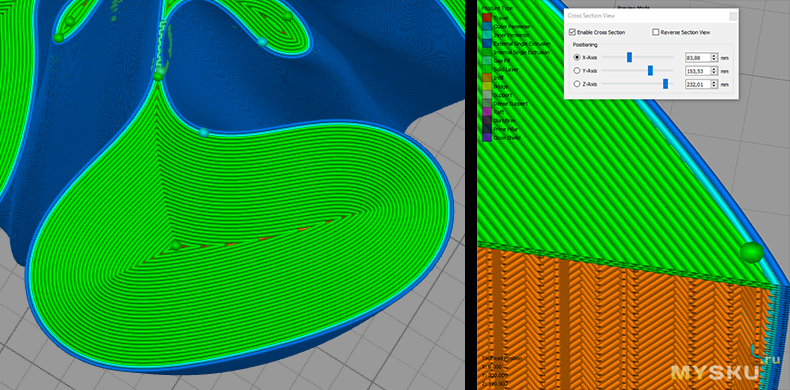
Если последние слои не будут смещаться, заполнение окружностью может оставлять пробелы в верхней и нижней частях, а при использовании линий за 3 захода перекрываются практически 100% огрех предыдущего слоя.
Interior Infil Percentage — то же самое, что и основная настройка процента внутреннего заполнения.
Outline Overlap — наложение заполнения на внутренний слой стенки, вот пример 50%:
Повышает прочность, но если процент и толщина заполнения высоки, может образовываться излишек пластика по периметру стенки модели.
Infil Extusion Width — ширина линий внутреннего заполнения, я экономлю, убавляя до 80%.
Minimum Infil Lenght — минимальная длина заполнения при которой есть смысл его печатать.
Combine infill Every — печатать заполнение каждые n слоев. Можно печатать поддержку реже если не важна общая прочность.
Include solid diaphragm every «n» layers — , печатать слой поддержки со 100% заполнением каждые "
n" слоев.
В настройках углов внутреннего заполнения есть чекбокс
Print every infil angle on each layer — при включении будет печатать все углы поддержки на одном слое. По умолчанию углы чередуются послойно.
Поддержка
Принтер создает конструкцию, которая позволит напечатать нависающие части модели.
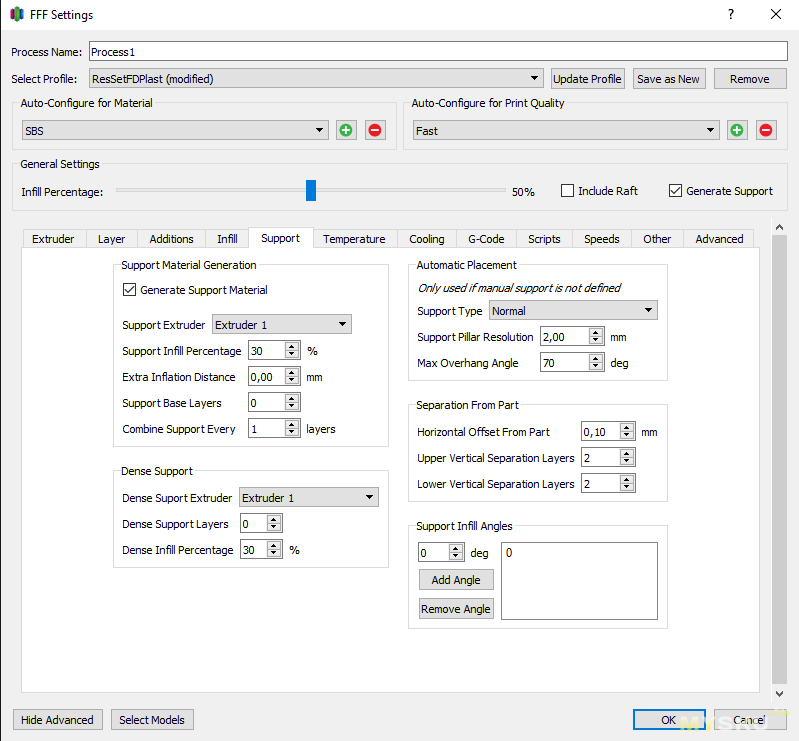 Generate Support Material
Generate Support Material — активирует печать поддержек, данная настройка продублирована в общем меню выше чтобы не приходилось лазить по вкладкам.
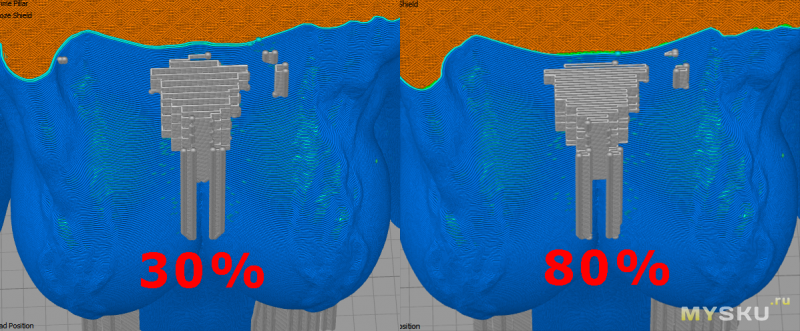
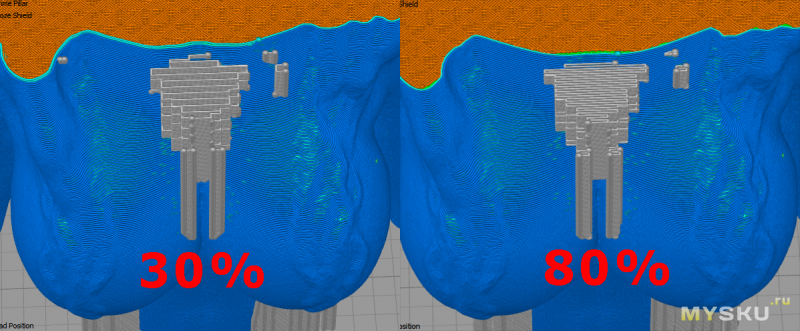
Support Infil Percentage — плотность поддержек(заполнение). Чем выше значение, тем больше стенок поддержки будет построено под нависающей частью. Пример:
 Extra inflation Distance
Extra inflation Distance — как и в случае с рафтом можно настроить выход поддержек за пределы поддерживаемой части модели(расширение). Например 10 мм:
Видно, что площадь поддержек заметно увеличилась.
 Support Base Layers
Support Base Layers — поддерживать несколько первых слоев модели. Данная опция появилась в 4 версии программы. Смотрим срез(значение «2»). Видно, что печать поддержек продолжилась после первого слоя модели и прекратилась после второго:
 Combine Support Every «n» layers
Combine Support Every «n» layers — измененная версия пропуска поддержек. Печать нескольких слоев поддержки за один проход. При значении «3» и толщине основного слоя 0,1мм, новый слой поддержки будет печататься через каждые 3 слоя, высотой 0,3мм. Например:
 Крайние слои поддержки
Крайние слои поддержки так же вынесли в отдельный подпункт, тут можно настроить опции первых и последних слоев, на которые будут опираться нависающие части.
Dense Support Layers — количество крайних слоев.
Dense Infil Percentage — заполнение крайних слоев.
На самом деле довольно удобная надстройка. Позволяет неплохо экономить пластик если нужна высокая поддержка. Так же обеспечивает лучшее прилипание первых слоев поддержки к столу. Пример(основа 10%, первые и последние 2 слоя 80%):
Но есть небольшая ложка дегтя — при печати поддержек от модели, первые слои с высоким заполнением будут хуже отделяться(серый слой на картинке выше).
Automatic Placement — настройки автоматического построения.
Support Type(Normal/Build Platform Only) — позволяет выбрать тип автоподдержек, будут ли они строиться везде под нависающими частями, либо только над частями, которые находятся над столом. Полезно переключать при построении пустотелой модели, чтобы потом не выковыривать саппорт и сохранить свисающие наружные части
Support Pillar Resolution — минимальный размер выступающей части для которого будет построена поддержка. Я оставил 2 мм, меньше не вижу смысла, т.к. слой вряд ли «поплывет».
Max Overhang Angle — максимальный угол наклона свисающей части для построения поддержек.
Separation From Part — отступ от стенок модели
Horizontal Offset From Part — Расстояние между стенками модели и поддержкой. Чем выше, тем меньше шанс на их склеивание. Главное не переборщить, иначе свисающая часть не будет должным образом доведена до основы.
Upper Vertical Separation Layers — пропуск верхних слоев поддержки. При значении больше «0», первый слой свисающей части модели выдавится в воздухе, а не будет размазан по поддержке. Способствует лучшему отделению саппорта после окончания процесса печати.
Lover Vertical Separation Layers — пропуск первого слоя поддержки при ее печати от поверхности модели, так же как и верхняя настройка способствует лучшему отделению поддержки от детали в конце печати.
Support Infill Angles — можно менять угол построения дорожек поддержки под удобный для текущей модели. Выставление нескольких значений приведет к послойному чередованию. Не вижу особого смысла в этих настройках, учитывая возможность менять плотность финальных слоев. Так же при выставлении нескольких разных углов, конструкцию сложнее смять для демонтажа.
Температура
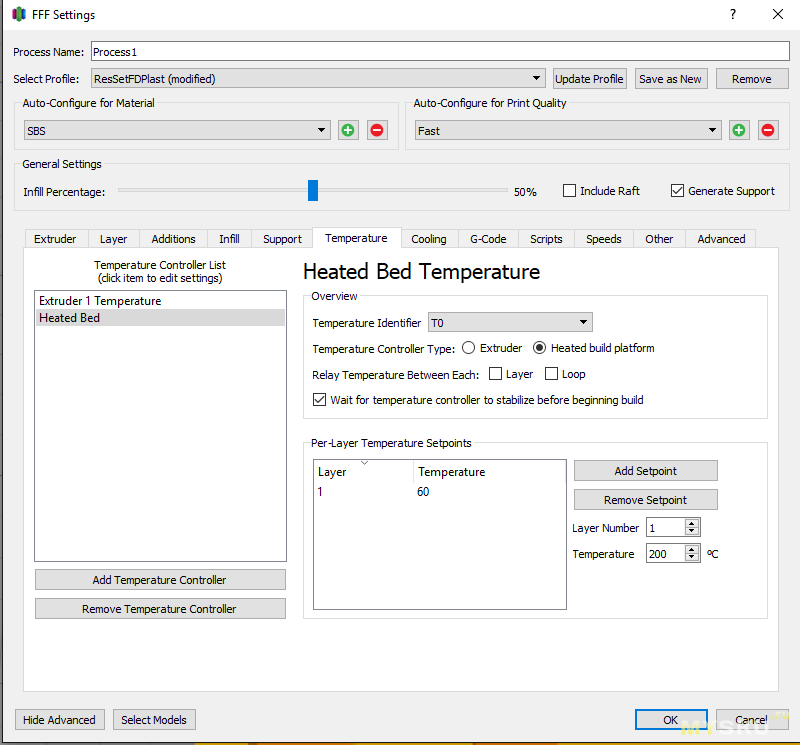
Тут все просто, если у нас один экструдер — выбираем идентификатор «T0»
Потом тип контроллера: Экструдер или Стол. Если в левом списке у Вас пусто, нужно их по очереди добавить кнопкой «Add».
Relay Temperature Between Each — отвечает за частоту обновления информации о температуре. Не влияет на контроль температуры принтером. Спасибо
AndyBig за пояснение.
Wait for temperature controller to stabilize before beginning build — ждать нормализации температуры до начала печати. Не знаю зачем вывели чекбокс, можно было оставить эту опцию включенной по умолчанию.
Per-Layer Temperature Setpoints — собственно, настраиваем температуру. Можно добавить диапазоны слоев с разным нагревом как стола, так и экструдера. Это может пригодиться когда у Вас много мелких деталей, а Вы не хотите снижать общую температуру экструдера для лучшего спаивания слоев, тогда просто смотрите диапазон слоев с мелочевкой, например 200-300 и понижаете температуру только для него, например:
Слой 1 — 200 градусов
Слой 200 — 185 градусов(после 199 слоя температура снижается до 185 градусов)
Слой 300 — 200 градусов(после 299 слоя температура снова поднимается до 200 градусов)
Охлаждение
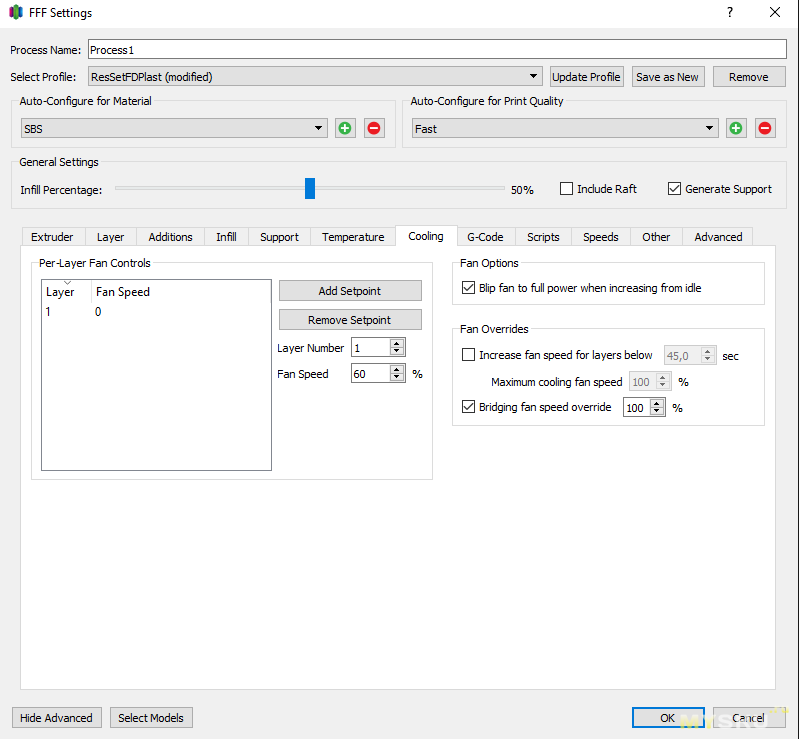
Так же как и температуру, скорость вентилятора обдува модели можно настраивать послойно. Обычно на первых слоях оставляют значение "
0" для лучшей адгезии, а при использовании ABS и вовсе отключают обдув. Хотя все зависит от модели — при печати мелких элементов я использую легкое охлаждение, но при условии, что обдув не будет затрагивать основание детали.
Bip fan full power when increasing from idle — после простоя будет увеличено напряжение старта вентилятора. Полезная опция, например у меня на 12% лопасти не крутятся пока не толкнешь пальцем. Данный чекбокс заменяет палец, раскручивая двигатель, подача максимального напряжения менее секунды, слой не успеет переохладиться.
В четвертой версии из данной вкладки убрали настройку ограничения скорости печати слоя и правильно сделали.
Fan Overrides. дополнительные настройки охлаждения.
Increase fan speed for layers below — увеличивать обороты вентилятора если время печати слоя упало ниже указанного значения. Есть как плюсы, так и минусы. Хорошо для мелких деталей к концу печати, но плохо при маленьком основании, т.к. будет дуть на первые слои
Bridging fan speed override — Скорость вентилятора при построении «мостов».
G-Code
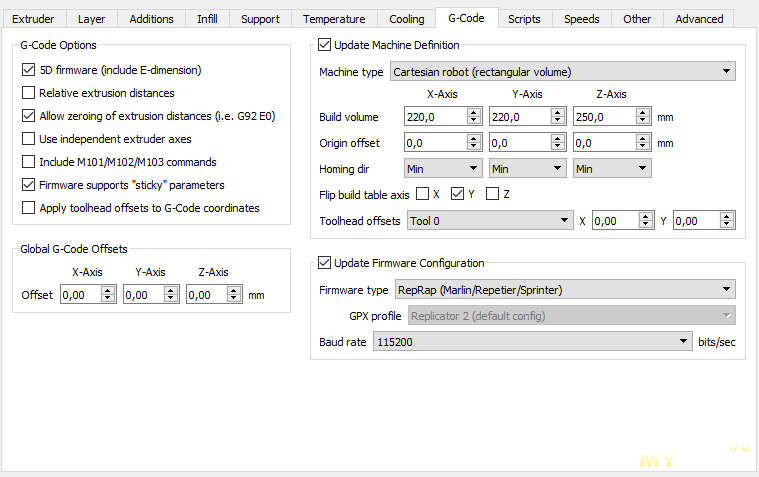
Тут я ничего не трогал. Если есть продвинутые пользователи, которые знают как та или иная настройка повлияет на результат работы, напишите в комментариях — я добавлю информацию сюда.
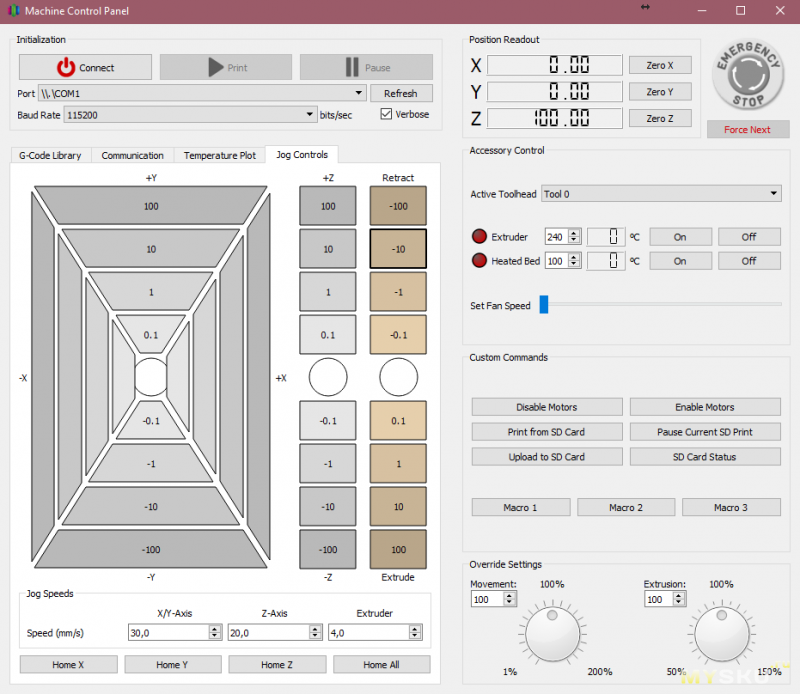
Vitalin попросил упомянуть настройку коррекции координат сопла.
Global G-code Offsets
Z-axis позволяет регулировать положение сопла над столом при печати первого слоя. То есть тонкая корректировка уровня стола. Аналогично и по другим осям.
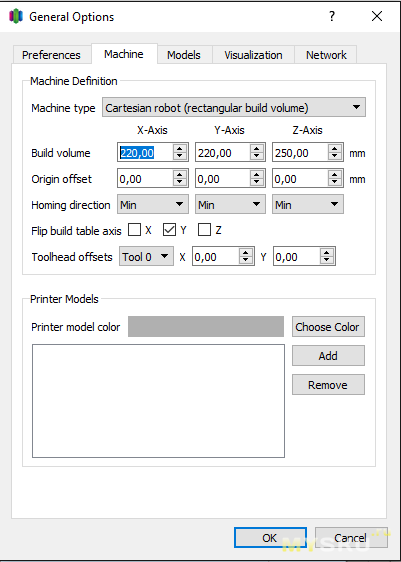
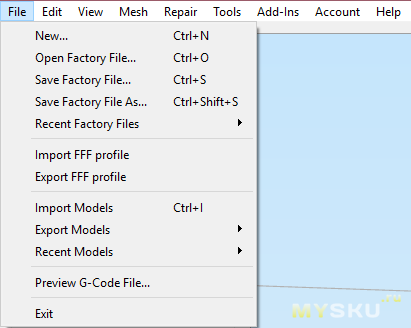
Update Machine Definition — изменить параметры принтера. Аналогично первоначальной настройке, можно не активировать если изначально все указано верно и ничего не менялось.
Scripts
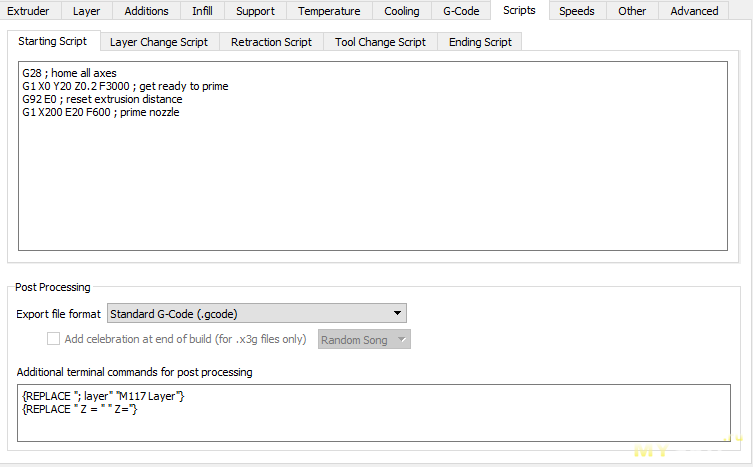
Дополнительные команды для тонкой настройки процесса печати до начала печати, после, подстройка поведения во время ретракта, при смене экструдера(если их несколько), в конце печати. Например для заполнения сопла можно до печати давать команду на проведение линии по оси X в нижней части стола, после чего уже начинает печататься первый слой без пробелов, а в конце печати выдвинуть стол вперед, а не назад.
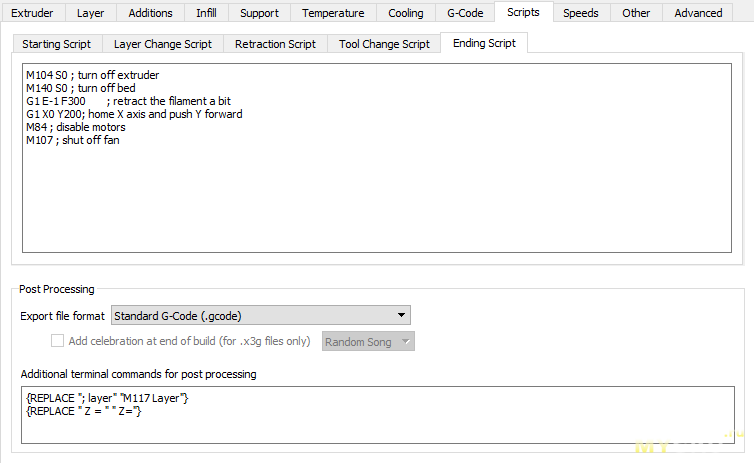
Так же в нижней части есть поле:
Additional Terminal commands for post processing — для A6 можно добавить 2 строчки для вывода дополнительной информации, в моем случае это номер текущего слоя и координаты по оси Z.
Speeds(Скорость печати)
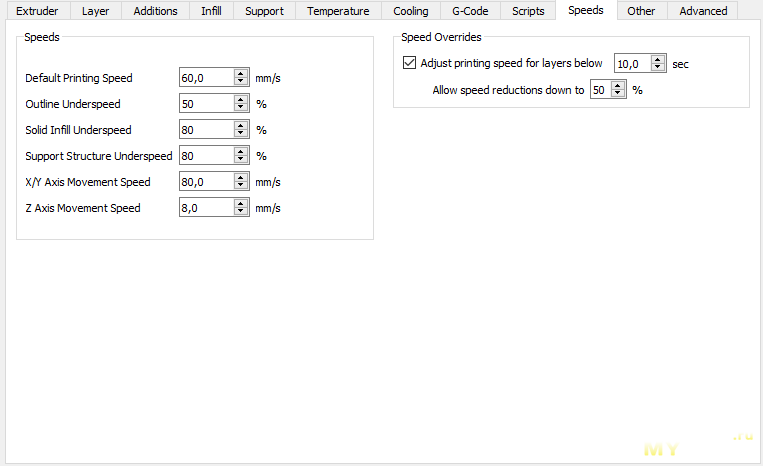 Default Printing Speed
Default Printing Speed — стандартная скорость принтера, базовое значение, можно указывать максимально возможное по «паспорту».
Outline Underspeed — скорость печати внешнего периметра стенки. Чем меньше значение, тем ровнее будут лежать слои, помогая избежать пробелов, неровностей и плохой адгезии.
Solid Infill Underspeed — скорость печати первых и последних сплошных слоев модели. Чем ниже скорость, тем равномернее будет распределен пластик.
Support Structure Underspeed — Скорость печати поддержек. Думаю пояснений не надо.
X/Y Axis Movement Speed – скорость перемещения каретки по осям X и Y в перерывах между печатью(от вершины к вершине)
Z Axis Movement Speed – скорость подъема экструдера по оси Z
Так же сюда перекочевала настройка ограничения скорости печати(из вкладки охлаждения).
Adjust printing speed for layers below — снижать скорость печати если время печати слоя ниже указанного. Время печати уменьшается при уменьшении размера модели, следовательно предыдущие слои могут не успевать остывать при использовании ряда пластиков.
Other(Другое)
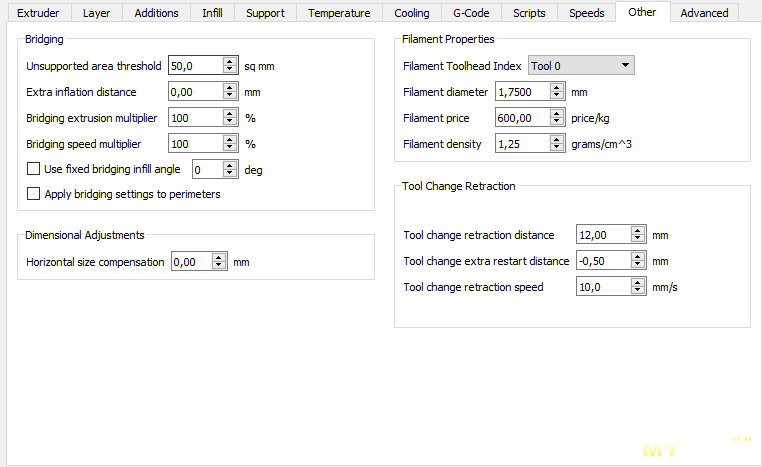 Bridging
Bridging — мосты. Это слой, который печатается в воздухе, создающий перекрытие на стенках. Довольно удобная опция печати, которая позволяет не наращивать поддержки.
Unsupported area threshold — минимальная площадь перекрытия без поддержек, которая должна определяться как мост. Если площадь меньше выставленного значения, будет печататься обычный слой. В идеале значение подбирается под каждый тип пластика, как и скорость обдува при построении.
Extra inflation distance — размер крепления «моста» на стенках. При прокладывании мостов с большим наложением на стенки уменьшается шанс отрыва или провисания нити.
Bridging extrusion multiplier – толщина линий мостов. В зависимости от используемого пластика и температуры сопла, линии растягиваются/дают усадку из за охлаждения и иногда становятся тоньше.
Bridging speed multiplier – скорость печати мостов. Чем быстрее скорость, тем меньше шанс на провисание, но опять же, многое зависит от используемого пластика и температуры сопла.
В 4 версии появилось еще 2 надстройки:
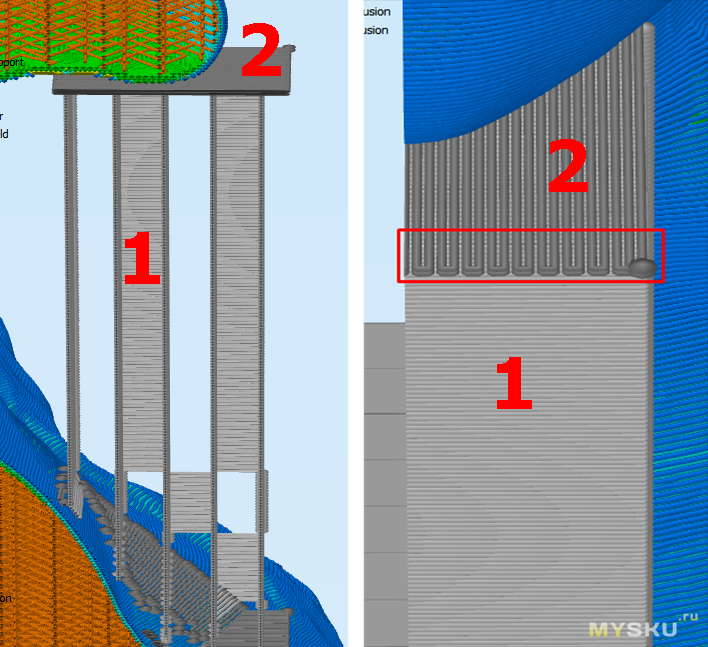
Use fixed bridging infill angle — по умолчанию программа сама определяет относительно какой стены начинать построение, но мы можем задать любой фиксированный угол.
Apply bridging setting to perimeters — вот это я прям ждал. Дело в том, что ранее периметры строились до моста. Ну как строились — свисали как провода на столбах зимой. Но если мы поставим галочку, стенки напечатаются с теми же настройками, что и мосты, сведя свисание первых слоев практически к нулю. Пример:
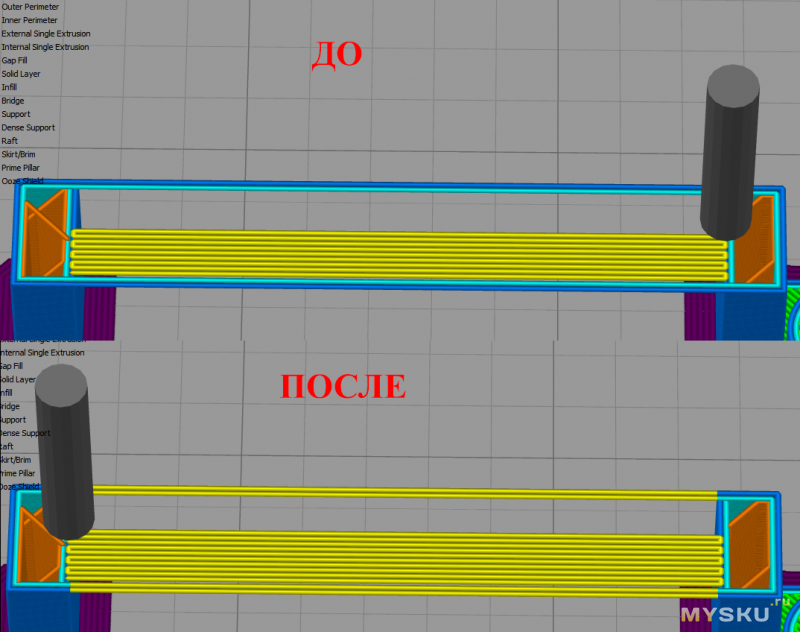
Прям молодцы, порадовали.
Dimensional Adjustments. Корректировка размеров.
Horizontal Size Compensation – коррекция размеров модели в длину и ширину. Не экспериментировал, но в теории после пробной печати можно сопоставить размеры полученной детали с чертежом, вбить расхождение и программа сама рассчитает нужные правки. Актуально для пластиков с большой усадкой.
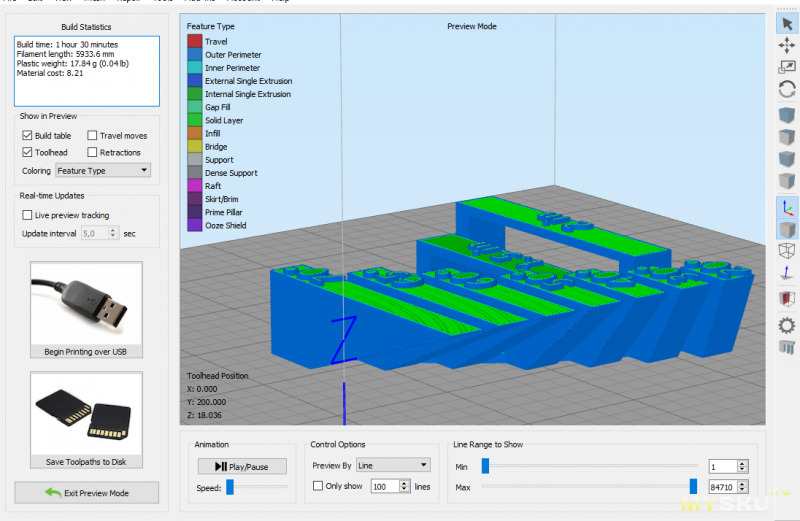
Filament Properties — Настройки прутка, такие как диаметр, цену за килограмм и плотность. Если вбить актуальные значения, программа довольно точно вычислит количество пластика, необходимого для печати модели, а так же вес и себестоимость.
Tool Change Retraction — Настройка ретракта при печати несколькими экструдерами.
Advanced(расширенные настройки)
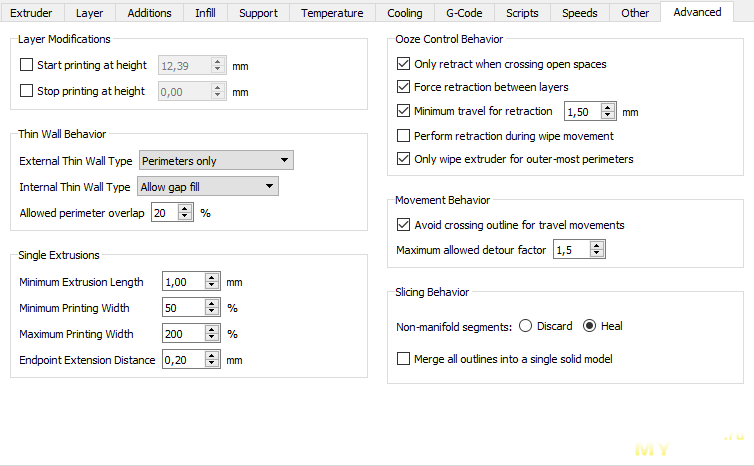 Layer modifications
Layer modifications – можно задать диапазон печати по оси Z. Например при смене прутка или продолжении печати после сбоя.
Thin Wall Behavior. Настройка печати тонких стенок.
External Thin Wall Type -внешняя тонкая стенка. Имеется 2 настройки:
Perimeters only — печатать только периметры
Allow single extrusion walls — одиночная стена с динамической толщиной стенки.
Internal Thin Wall Type — внутренние тонкие стенки. Тут на выбор уже 3 опции:
Perimeters only — стандартные периметры.
Allow single extrusion fill — динамическая толщина линии заполнения.
Allow gap fill — Что-то среднее между внутренним и внешним заполнением, отмечается в слайсере другим цветом, ниже будет пример.
Allowed perimeter overlap – допустимое перекрытие периметра. Если честно, особо разницы не заметил после изменения данного пункта настроек, вот небольшой пример:
А Вот большой пример влияния остальных параметров:
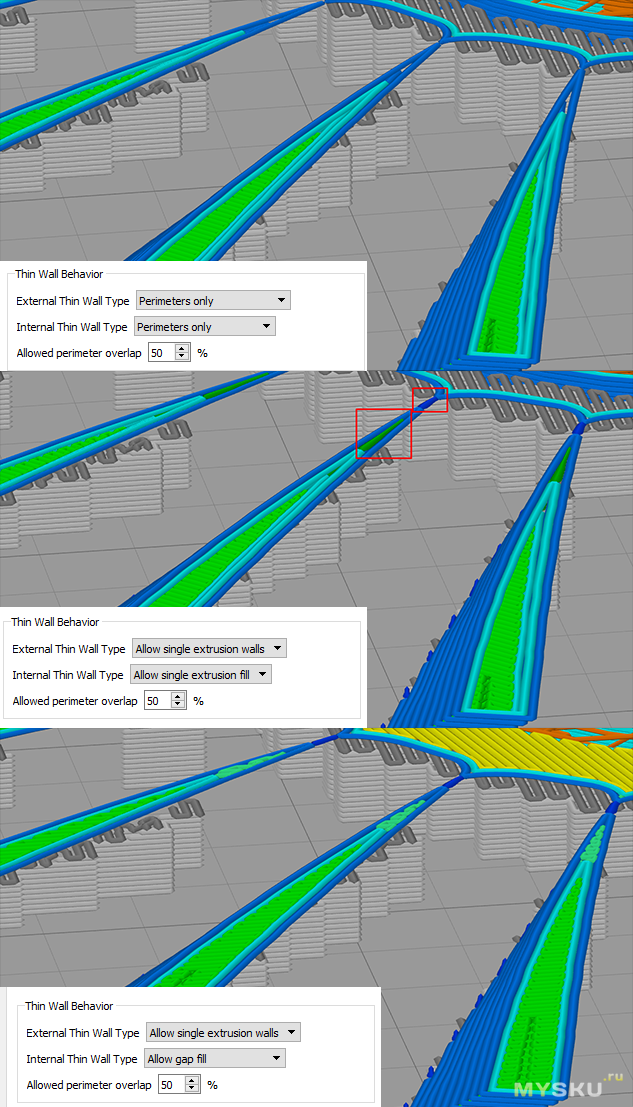
Ну и еще с официального сайта:
 Single Extrusions. Настройки динамического заполнения.
Minimum Extrusion Lenght
Single Extrusions. Настройки динамического заполнения.
Minimum Extrusion Lenght — минимальная длина для просчета динамического заполнения.
Minimum Printing Width — минимально возможная ширина слоя. Зависит от возможностей принтера и используемого сопла, подбирается индивидуально.
Maximum Printing Width — максимальная ширина слоя, аналогично верхнему значению — все зависит от сопла и возможностей.
Endpoint Extension Distances — насколько разрешено заполнению заходить на другие периметры по аналогии с наложением заполнения на базовый слой. Лучше перекрываются пустоты.
Ooze Control Behavior. Дополнительные настройки ретракта.
Only retract when crossing open spaces — выполнять ретракт только при перемещении экструдера по воздуху от одной части модели к другой.
Forge retraction between layers — ретракт при каждом переходе на новый слой.
Minimum travel for retraction — отключить ретракт если расстояние перемещения сопла между частями модели ниже указанного значения. При мелких перемещениях нет смысла дергать пруток.
Perform retraction during wipe movement — делает ретракт при разглаживании слоя(Wipe nozzle) для того чтобы не налить еще лишнего когда сопло поднимется.
Only wipe extruder for outer-most perimeters — дополнение предыдущей настройки, делать разглаживание только внешнего периметра. Логично, на внутреннем нам красота не так нужна.
Movement Behavior — оптимизация холостых перемещений сопла таким образом, чтобы оно не пересекало свежий слой печати. То есть переход на соседнюю часть модели будет осуществляться не как попало, а от ближайших краев. Уменьшает количество соплей, подтеков и разводов соплом на поверхности.
Maximum allowed detour factor — Максимальное смещение курса. Насколько я понял, это сложность просчета движения. При малых значениях старается пройти кратчайшим путем задевая минимум периметром, при высоких обводит модель чуть ли не по всему периметру пока не дойдет до зоны печати остальной части. Могу ошибаться, поправьте.
Slicing Behavior. Обработка ошибок во время слайсинга.
Non-manifold segment — мелкие ошибки:
Discard — ничего не трогать
Heal — попробовать «вылечить» модель.
Merge all outlines into a single solid model — «заткнуть» все лишние дыры в модели. Осторожно, может запечатать и нужные технологические отверстия если они ему не понравятся.
 Всем привет! Меня неоднократно просили создать гайд по 3д печати — какие программы использовать, чем лучше мазать стол для лучшей адгезии, нужно ли извращаться с дополнительным нагревом, охлаждением, что лучше, боуден или директ? Материала много, поэтому будет несколько частей со ссылками на предыдущие, если конечно это хоть кому-то надо. Не буду затрагивать тему сборки, думаю на этом этапе проблем будет немного — есть инструкции от производителя и ролики в сети, поэтому начну сразу с настройки софта.
Всем привет! Меня неоднократно просили создать гайд по 3д печати — какие программы использовать, чем лучше мазать стол для лучшей адгезии, нужно ли извращаться с дополнительным нагревом, охлаждением, что лучше, боуден или директ? Материала много, поэтому будет несколько частей со ссылками на предыдущие, если конечно это хоть кому-то надо. Не буду затрагивать тему сборки, думаю на этом этапе проблем будет немного — есть инструкции от производителя и ролики в сети, поэтому начну сразу с настройки софта. 

Боюсь что этими статьями, вы отпугнете множество людей, от обладания этим замечательным устройством, достойным XXI века. :)
Хотя да, достижение идеальной печати, это действительно не просто. Поэтому наверное стоит остановиться на «достаточном» качестве.
А когда разобрался что к чему, понял, что другого и не надо, все параметры быстро меняются под нужную модель интуитивно еще до слайсинга )
А за статью всётаки спасибо.
Чему Вы учите людей? ))
Это я уже на самом принтере делаю при необходимости :)
Вот поэтому я и не печатаю с компа :) Зарядил 12-часовую печать и можно не бояться в это время что-то делать на компе.
Хочу перейти на SBASE 1.3, подключить его по сети, но и даже тогда загонять ему на карту файл G-кода и стартовать печать из файла :)
Крупные модели стараюсь печатать с флешки, досканально все проверяя и тоже хочу отвязаться от провода, но не сильно критично, поэтому не особо ищу решения =)
Спасибо за поправку и отзыв ) симплифай действительно сложновата для старта, но зато если разобраться, сложно будет перейти на что-то другое =)
Или можно все таки на автомате печатать для дома и самоделок всякую мелочовку.
Есть куча ресурсов по 3Д печати и можно было опубликовать все части в стороннем форуме. Но если тут давать только ссылки, они затеряются, а так всегда можно будет найти «методичку». К вечеру данный материал скроется за новыми обзорами и не будет никому мозолить глаза.
хоть бы ссылку на предыдущий обзор принтера (на фотке анет А6 — у меня такой же пылится уже полгода — наигрался) с привязкой к принтеру — тогда было бы логично…
Если нужна помощь с привязкой именно в данный момент — можете написать мне в личку, я помогу чем смогу.
В идеале, конечно, к освоению принтера надо еще и освоить программу типа SolidWorks, чтобы не зависеть от чужих моделей, а уметь создавать их самому. Благо, я ее знал еще до принтера, да и гайдов на ютубе полно :)
солидворкс освоил на базовом уровне, потому как печатать всякие вазы и бюсты не для меня.
сдерживает отсутствие термокамеры для более менее серьезных моделей из ABS.
а так баловство все это — с литьем все равно не сравнить по механическим характеристикам…
Вот прямо сейчас, например, у меня печатается бокс для 4 батарей 18650 с креплением платы BMS — буду шуруповерт переводить на литий. Для этой задачи возможностей 3D-печати вполне хватает :)
но мне в основном нужны детали машин с «заводской» прочностью, а принтер не может этого обеспечить(((( тяги приводов, клипсы всякие…
Но в хозяйстве для принтера тоже достаточно много задач может найтись :)
Дихлорметан не дает глянцевости при распылении его на модель, только баня.
Кстати, спасибо за идею крепления платы! Буду свой вариант переделывать.
я считаю DIY для материального, а ваша статья чисто софтверная…
мне интересны допилы и посмотрю часть2, если будет)))
Вцелом не задавался вопросом печати по сети, возможно есть какие-то простые универсальные решения.
Где ссылка на приобретение программы и стоимость?
Можно доказательство покупки? Или где п.18?
:)))
Чеки от покупки программы где-то потерял, но тут в комментариях написали, что находили бесплатно, так что можно сказать, сделано из подручных материалов ))
Global G-code Offsets
Z-axis позволяет регулировать положение сопла над столом при печати первого слоя. То есть тонкая корректировка уровня стола.
Все кто видел процесс печати и результат по телевизору простого мнения — нажал на кнопку и деталь/фигура отпечаталась… прям как на лазерном принтере… :)… Но когда все это дело оказалось в руках… разочарования нет придела… то пластик отлипает от стола, то сам пластик настолько фигов что отслаивается после завершения… Да что там… я Дельту собирал все неделю по вечерам не спеша, потом столько же её калибровал.
С этим столкнулся и я. Сколько я время убил с ним, сколько пластика попортил, и самое главное, НЕРВОВ никому не известно.
А самое то что интересное, это отношение людей далеких от этого, о том, что все тут просто — «Нажал на кнопочку и отпечаталось»… прям так по времени через max 5 минут :)… Когда им говоришь, что вот эта фигура печаталась 12 часов то у них глаза на лоб лезут, типа — это у меня что то не так, раз так все долго… Тем более ведь «дома на 3Дэ принтере печатают» а ты тут нам говоришь по 12 часов :)
Ещё есть категория людей, которая пытаются навязать мысль что надо это все поставить на поток т.е зарабатывать на печати.
Когда им говоришь, что самая загвоздка — это создать 3Д модель, они вообще не понимают о чем идет речь… Типа раз есть 3Д принтер, то эти модели сами там делаются.
Как то раз один мой приятель попросил меня отпечатаь ему заглушку в бампер авто (под буксировочное кольцо). Когда я ему сказал (а он ITшник), что приноси 3Д модель этой заглушки и я отпечатаю — то он меня не совсем понял… как это так, чтоб это он создал 3Д модель? Ведь я по умолчанию это должен знать и уметь делать, раз у меня 3Д принтер, как тогда я печатью фигурки и прочие детали?
Тут начинаешь объяснять ему, что я печатью уже готовые модели, и не создаю их, а беру из интернета. Далее следует долгий разговор про «А как же так, ведь уже дома на 3Д принтере печатаю» и что то в таком плане :) В общем, заглушка в бампер ему не нужна становится, он идет и покупает её за 600 рублей :)
В общем такие дела у меня. Для меня 3Д печать это игрушка, конструктор лего в своем роде… :)
— Можешь напечатать машину?
— Да…
— А сложно рисовать модели?
— Да…
— А можно печатать целофановыми пакетами?
о_О
— Ага…
— А не сгорит дом пока будет 10 часов печататься деталь?
— Конечно сгорит, это же электричество, горячие части, и из за телефона может дом сгореть, даже если он был не на зарядке.
Но вот лично уже потом когда я столкнулся с этим… я объясняю клиенту суть вопроса на цены, качество и прочее. Да куда больше половины потом не перезванивают, но те что соглашаются претензий не имеют и обращаются повторно. Ибо они поняли суть. Некоторые даже поучаствовали в моделировании. Т.е. я прям приводил человека, садился за комп, показывал примитивы и давал ему возможность хоть простую часть повторить в модели. Один мужик попался, прям глазки загорелись, но видя его коммерческую натуру сразу сказал ему что дальнейшая инфа за бабло (ремонт бытовой техники, он сам сознался, и там часто и густо, то шестерни, то еще чего). А ваши «Да»… Нет я не против, но как показывает практика после таких «да» поставить соизмеримую объему работы в совокупности с переделкой уже наделанного очень и очень трудно.
А если у человека горят глаза, почему бы не рассказать/показать. Принтер давно уже стоит дома, все знакомые, которые действительно хотели понять принцип работы и основы давно все посмотрели, порисовали и попечатали себе сувенирчики =)
Говорю что это третий во владении и что несколкьо уже успел продать. И что именно этот стоит 25.
А дальше на остальные вопросы я законно задаю вопрос о состоятельности человека по жизни если он на себя не может потратить даже 10 тысяч. И все. Все лишние вопросы осажены.
Ща расскажу. В давность лет свел меня знакомец с мужиком. электронщик вроде бы как. Ну там слово за слово, а вот так, а вот эдак. И тут просьба, это вот так и это вот тут, с меня импульсы такие и такие… Ну вроде бы как я в мк шарю, время есть, желание имею. Наваял, мы там потестили, через месяц появляется, мол так и так, 10-ку плачу (в то время у меня зп в месяц была 10 и 5 шабарики). Я согласился, приезжаем на фирму, комбинат, конвеер, ковыряем там, что-то с чем-то и тут… и тут я по случаю узнаю что за то что я сейчас делю и уже сделал этот черт просит 150 тысяч… Как думаешь у меня еще осталось желание «глазам» помогать за бесплатно?
Хм, а ведь хороший вопрос. У меня так друг постоянно спрашивал откуда у меня берутся новые прикольные вещи когда я получаю в 2 раза меньше его, при чем так и не разобрались как так получается, я вроде ем, на бензин тоже трачу, в обносках не хожу =)
«Не корысти ради, а самообразования для»
А интерфес «внезапно тактильно-графический» потому, что голосовой еще слишком дорого и ненадежно.
— Напечатай мне ручку в машину.
— Ок, давай модель, без проблем
Приносит листик разрисованный карандашом… ))
Но солидворкс постепенно осваиваю, периодически прореживая руками волосы на голове.
Жена у меня в блендере 3д модели делать может(в режиме «лепки»), получается очень неплохо, но все то же недоумение
— А можно побольше ее сделать? Как 10 часов печати, она же всего 20 см в высоту
Еще и куча свисающих в воздух частей, которые наверное ненавидит каждый, еще до слайсинга глаз начинает дергаться в предвкушении.
Но в остальном — процесс не сложный, главное правильно собрать принтер, если сопло не будет шкребсти подложку или печатать в миллиметре от поверхности — уже хорошо, уже можно что-то печатать, а остальное тонкости при переходе на более сложные модели =)
Уже хорошо же. Это называется хобби, пусть и кратковременное.
во щас сфотал
из полезного, вот на эти выходные надо делать вентиляцию в туалете и ванной, но в ванной вытяжка закрыта стенкой душ кабинки, в итоге надо городить огород из переходников:
если их брать из строймага то общяя цена 1200
сам нарисовал и распечатал, АБС пластик на 90р+время на рисование вот таких загогулин
А загогулины вполне презентабельные получились, дунуть из баллончика одним цветом и никто не догадается, что не из магазина.
АБС, нейлон уже непугают усадкой, научился печатать, вот жду пла, ещё не разу непечатал.
вот и жду когда приедет.
и распечатал, вышла монолитная, на газонокосилке часа 3 поработала всего(делал осенью) больше травы небыло, чтобы косить :)
Кстати, ручки для плиты тоже одна из полезных вещей, которые я сам смоделировал и напечатал, это были одни из первых шагов в моделировании, построение и правки после печати пробников заняли 4 дня.
1. окружность, выдавить
2. окружность, горизонтальная прямая, паралельная прямая, отрезок, усечь. вырезать
3. окружность, выдавить
4. вертикальная прямая, паралельная прямая лево/право,, горизонтальная прямая, паралелеьная верх/низ, овал, окружность, усечь лишнее, выдавить
5. переходим в боковую плоскость, прямоугольник, овал, вырезать
6. Скругление чего надо
7. Экспорт:
МОжно даже упростить было первы 2 шага. эскиз отрисовываем сразу с отверстием и выдавливаем. но тогда отверстие под шток во всю глубину.
3 минуты:
Какие маны писать?
2. Окружность, две дуги, отсечь, вырезать
3. Скруглить чего надо
:)
Экспорт — это вообще не операция моделинга.
leroymerlin.ru/catalogue/ventilyacionnye-truby/
Просто как пример. У нас малость дороже, но плюс/минус цены те же. От силы 500 рублей. А так… берем гофру из «фольги» за 150 рублей и все проблемы ) Ни моделизма, ни печати. Воткнул и загнул )
На оси z это видно, один конец вала на раме жёстко фиксирован, а второй(сверху) через проставку отрегулирован и закреплён как надо.
По себестоимости пластика — 10 руб за ножку :)
Да и для сборки этого шкафчика принтер пригодился — напечатал приспособу для сверления отверстий, чтобы ровно соединять листы ДСП в углах:
Так что даже такая игрушка вполне может быть полезной в хозяйстве :)
Сейчас вот на очереди торцевые заглушки для профилей верхнего багажника, из родных четырех две уже потерялись, а отдельно они не продаются…
Надо было ширину делать чуть меньше, потому что вынуть их обратно по хорошему практически невозможно.
При чем первое и второе получается из раздела 3, но разных граф как сумма. и вот после этим манипуляций левая часть равенства равна 126592357.65, а вторая 126592357.64. И хоть ты укакайся… исправляем слева или справа копейку, суммы не идут. А суммы поправить низя. А налоговой чхать на округления с процентами…
Так и вы. У вас деньги платят — хорошо, полезно, Но напечатать это — не полезно.
Я сам как ребенок радуюсь каждому изделию.
Но вот жена занялась 3д моделированием, с ее любовью к разного рода фигуркам, объектов для печати становится все больше. Я как-то не люблю фигурки, а они еще и печатаются минимум 6 часов, поэтому радоваться трудно. Да, получилось, жена довольна, муж сыт, но надо еще )
Тут проще всего. Объяснить, что это стоит, пусть, 100р за час работы машины, и 1000р за час работы человека (поиск/создание модели и подготовка ее к печати). В итоге ненужный геморрой обидится, уйдет туда где продают готовое за 600 и больше не придет. Хотя бывают странные товарищи, которые упорно не хотят обижаться окончательно и больше не приходить.
ну-ну. С тем учетом что у доброй 90% владельцев принтак столько стоит…
А вообще не место подобному тут. Размещайте на профильных ресурсах. Не выходит? А что так? А… дак там все давно разместили…
Хотя вот так если со стороны — вполне приличный труд… но не нужный…
«ну вот я купил принтер, вот программа, вот это слово непонятное, не будем трогать, наверное ни на что не влияет»
Проверил у себя — влияет, ладно, читаем дальше
«сюда вообще заходить не будем, и так все будет работать, нажимаем печатать и радуемся»
Вторая статья чуть лучше, но некоторые пункты прокомментированы с совсем другим смыслом. Нашел ответ на вопрос, начал печатать — что-то не то, полез искать что люди крутят чтобы исправить, т.к. одной теории мало, информация уже из других источников, в основном это ютуб с чавкающими звуками через каждые 2 слова. Плюешь на все и тупо перебираешь параметры, проверяя результат сразу в деле, расходуя пластик и нервы.
В комментариях находили дешевле.
Если данный материал покажется большинству бесполезным, продолжения не будет. Справедливо?
Я к сожалению не читал все, но вы раскрыли момент процессинга? Я вот тут давеча печатал одну штучку. Так вот процессингом я сэкономил просто кучу пластика и времени. первый процесс не держал в себе поддержек и верхних слоев было 6 с мостом (грубо говояр большая такая коробочка. мост отпечатался так себе, и след слой за ним. Оба слоя я обрезал канцножом по периметру и оторвал), потом были сложные полые детали где поддрежки кровь из носа. И все это одной деталью…
Хз. Чего не понятно — есть в мануале. Пусть на английском, но так как его заложил производитель. Переводчиком более или менее смысл догоняет сразу. Просто Все этим мануалы… если человек не понимает в сути, то от его прочтения сами понимаете… а каждый раз перечитывать подобный мануал перед печатью…
На офф сайте 149 бачей. Куда дешевле?
Ваше право. Я ни чего не навязываю. Я просто высказываю мнение. это ведь можно? )
Я не говорил что мануал не нужен, просто я сказал что ему тут как по мне не место. Есть профильные тудейки, тридэшник и иже с ними. Вот там это было бы уместней.
Я писал выше, что лезть в экспертные настройки вовсе не обязательно, но при печати сложных моделей со временем придется крутить в любом слайсере. Особенно если самому их делать в расчете на то, что хватит возможностей повторить проект.
Дешевле только бесплатно, но тоже вариант если в данный момент нет возможности по другому оценить труд разработчика.
Муська мне ближе профильных форумов, я знаю, что некоторые люди мне будут благодарны, потому что сами просили опубликовать материал. Никаких корыстных целей не преследовалось, да и нужно же наполнять раздел «сообщества».
ЗЫ: если что, у меня многое из используемого софта честно куплено или получено. Большинство — после какого-то периода использования «найденных» лицензий :)
А при условии взятия программы во временное пользование там, где обычно это делают — разработчик вообще ничего не теряет. Потому как покупать всеравно не стали бы. Вот и делаем вывод, как правильнее… Это конечно если в альтернативных местах оно есть и приготовлено идеологически верно, т.е. без вирусни и добавления багов.
Спасибо.
Теперь народ с профильных повалит на муську, потому что тут все расжевано по простому.
Ждём продолжения!
Хочу дождаться пока придут дополнительное оборудование для апгрейда чтобы не разрывать пост на несколько частей. Хотя с другой стороны, можно уменьшить количество информации за один раз чтобы лучше усваивалась =)
Просто тут как всегда будет.
Много написал — чего так много читать, траффик, сложно.
Мало написал — зачем вообще писал, можно было объединить.
Просто в посте давайте ссылки на всю подборку постов по этой теме.
Так удобнее ориентироваться будет.
.
Это не сарказм, действительно при желании все можно довести до ума, но делать это до печати или после, каждый решает сам.
А когда стол готов, любое ПО напечатает модельку, хоть и с некоторыми расхождениями в процессах построения =)
Открою Вам страашную тайну… Simplify3D на «Nozzle Diameter» и что там будет стоять за цифра (значение) никак не реагирует! сами попробуйте, разберитесь, а потом учите всех…
В 4-й версии к параметру «Use random Stert points» нужно относится аккуратно — может делать ретракты на каждом периметре.
Horizontal Size Compensation – коррекция размеров модели в длину и ширину. Не экспериментировал, но в теории после пробной печати можно сопоставить размеры полученной детали с чертежом, вбить расхождение и программа сама рассчитает нужные правки. Актуально для пластиков с большой усадкой. — не только, так же для «увеличения» мелких деталей…
… учить и еще раз учить Вам Simplify3D… А то выставили сопло 0,4 а слоем печатаете 0,3…
Ну а так статья полезная…
При установке сопла с большим диаметром можно увеличить высоту и ширину слоя(обратно пропорционально), с меньшим соплом программа не даст превысить определенный диапазон. Если же обмануть ее, оставив мелкое сопло, но указав бОльший размер, заодно увеличив высоту/толщину слоя, Вы получите откат мотора экструдера(щелчки) или скручивание прутка за шестерней(при использовании гибкого филамента) из за того что пластик будет поступать быстрее, чем Ваше сопло его сможет выдавить.
Насчет рандомных точек согласен, относительно бесполезный режим.
Для увеличения мелких деталей есть масштабирование до печати с точной подгонкой нужного размера. Зачем для этого трогать компенсатор не совсем понимаю.
Чем Вам не угодил слой 0,3 на 0,4 сопле?
Теория верна..., еще раз скажу что диаметр сопла «Nozzle Diameter» который Вы указываете Simplify3D не на что не влияют, только «Extrusion Width» и «Extrusion Multiplier» так же диаметр нити, я его подбираю до 100-х… а бывает и 1000-х
Эхххх… Это для того, если у Вас в модели всё хорошо, но есть ооочень маленький элемент толщиной меньше диаметра сопла и Вам можно и возможно увеличить его немного в размере при сохранении общего масштаба детали…
Да просто считается что для качественной печати высота слоя должна быть 1/3...1/2 от диаметра сопла… а так дело каждого, только одно плохо — новички вот такого начитаются и… :-(
Рандомные точки очень хорошо работали в версии 3.1.1, в 4-й она работает не правильно (это личное моё мнение).
И да, еще будьте аккуратны в использовании «Wipe Nozzle» — она бывает вытворяет очень подлые шутки во время печати, снижая скорость на ооочень мелких элементах до «0» и расплавляя модель… это только в версии 4.0
Он не даст Вам выставить параметры, которые противоречат законам физики в соответствии с указанным Вами размером сопла, вылезет окошко, которое пишет, что Вы ошиблись, так делать плохо. Примерно вот такое:
Я печатал прозрачным SBS в режиме «Ваза», поставил слой 0.3 для ускорения процесса и лучшего эффекта после обработки сольвентом. Я же писал, что не давал абсолютно никаких рекомендаций. Это теория, практика будет позже, вот там уже будем спорить о слоях, температурах, ретракте и прочем =)
Я им не пользуюсь ) один раз посмотрел как работает и больше не включал.
Недавно (до версии 4.0) печатал втулку под резьбу. В некоторых местах ширина стенки меньше ширины сопла. При авто это место даже не прорисовывалось в слайсинге. Поставил 0.3 и все нарисовалось и отпечаталось как надо.
Вы можете сейчас запустить симпли и все это там проверить? Диаметр сопла с этим ни как не связан. из него просто следует расчет подаваемого прутка (скорости и прочее). Но видимого реально значения параметр не имеет.
Приходит со временем.
А чем вам не угодила езда по встречке? Правильно. Во первых культура, во вторых правила ПДД, в третьих для здоровья может быть не полезно. Так и тут. Общепринятое правило высота печати не превышает половины диаметра сопла. Можно и больше, но вы теряете как в качестве печати визуальном, так и в межслойной адгезии.
Можно вопрос? Сколько кг реально пластика вы отпечатали?
И еще, если убрать автоширину и выставить ее вручную, программа не будет ругаться на завышенные/заниженные параметры ширины и высоты если они будут в правильных пропорциях ) это уже недоработка.
По сути сухая теория. Даже про боуден или директ не указано.
Допустим не указано что по умолчанию значения более 4.5 актуальны для директа, а боудену достаточно 1мм при скорости ретракта 40мм/с. Сам не так давно купил себе Аньку А6 и уже все что только можно перечитал на 3дТудей САМ :) А вот по таким мануалам хрен чего разобрать можно.
Не указывается настройка по части толщины слоя и ссылки на кратность согласно кол-ву шагов двигателя. Т.е. тот же А6 умеет лучше рисовать на толщине 1.6 чем на 1, потому что кратно 4. Учить, учить и учить вам еще самому работу Симплика.
Правильно подметили, сухая теория, о боудене, директе и наглядном влиянии настроек поговорим во время практики =)
Кратность шага не зависит от используемого принтера, это уже особенности двигателей. К тому же нужно учитывать винтовую передачу. За один шаг двигателей каретка больше перемещается по X и Y, чем по Z, но никто не заморачивается с шириной модели, так что это больше заморочки. Специально для Вас для примера напечатаю несколько моделей со слоями, кратными 0,4 и рандомными =)
Спасибо.
Есть программы проще, но функционала не хватит в будущем или моделирование будет занимать намного больше времени из за необходимости использовать «костыли».
У вас наверное весь софт лицензионный дома =)
В общем мужик говорит что копнем примерно по линии где лежит труба, по ней будет тянуть предельно аккуратно, для этого он откидывает один клык и просит меня на всякий случай палить ситуацию на этом краю. Через час у меня была яма в 18 квадратов с выковарчаными деревом и кустаринком и отвезенным дальше на кучу, земля вся была толкьо с одной стороны ямы и не мешала мне заезду во двор и дальнейшим работам (т.е. даже от края ямы до земли был почти метр) и ни калпи масла и тем более окурка и харчка перед двором. Вот они 150 баксов. А за 20-50 пирожки… кушайте сами )
Ну или хотя бы не надо вот так заявлять об этом и тем более гордиться.
Одна ситуация, если тракторист работал, тратил время, соляру и т.д., а ему не заплатили. Это его прямые убытки.
Совсем другая ситуация, если кто-то например сфотографировал тракториста, и не заплатил ему за это. Да, деньги никогда не лишние, но он от этого ничего не потерял.
Точно так же и с программными продуктами, от того, что кто-то не заплатит, разработчик ничего не теряет, стоимость программы рассчитывается от количества потенциальных покупателей, и с расчетом на их желания и требования. На возможных пользователей никто не рассчитывает, и не учитывает их требований.
В частности в компании Simplify никто не рассчитывает на покупателей из эксСССР, потому в ней нет ни русского (украинского, казахского и т.д.), ни адекватной аудитории цены.
А вот например компания Microsoft рассчитывает на покупателей из эксСССР, потому в её продукции есть и поддержка языков, и сниженная цена, и всевозможные студенческие и т.д. программы.
Последних ваших предложений вообще не понял. Тут не сравнивали программы за 20-50 и 150$, сравнивали легальный и нелегальный вариант одной и той же программы, а её качество и функционал от легальности никак не зависят.
Это вам директора сказали? Или вы сами надумали? Я вам тонну софта могу назвать где нет намека на русский и ни чего. Юзают. Ибо альтернатив нет.
И я не сетую на то что вай-вай какие… но не надо так налево и направо сообщать об этом и гордится. И уж тем более настаивать на том что и давайте юзать ее фришно.
Вы выполнили работу за оговоренную плату, вам не заплатили. Это ваш реальный прямой убыток.
Вы рассчитывали, что вам предложат работу за плату, вам не предложили, вы не работали, вам не заплатили. Может быть из-за этого вы отказались от другой работы. Но это упущенная прибыль, виртуальная, вы не работали и соответственно ничего не потеряли.
Если вы вырастите хлеб, допустим 100 тонн, у вас их 100тонн, не больше, не меньше. Если вы продадите 90тонн, то у вас останется 10тонн. Если у вас украдут 5тонн, то останется всего 5тонн. То есть они материальны и конечны.
А если вы написали программу, то она у вас одна. Если вы продали её 100500мильенов экземпляров, то у вас остается все так же одна. если еще 100500миллиардов украдут, то она все равно у вас останется все так же одна. То есть это бесконечный нематериальный ресурс.
И опять вы путаете пользователей и покупателей. Платный Винрар выпускается уже лет 20. Пользуются им почти все владельцы ПК. Много ли вы знаете покупателей винрара?
Это не предмет гордости, это объективная реальность.
Если производитель софта рассчитывает на рынок эксСССР, то он и переводит, и поддерживает, и адекватную ценовую политику проводит. И я вам могу тонну русифицированного софта назвать, который покупают, несмотря на то, что есть бесплатные альтернативы. Если производителю насрать на целевую аудиторию, по принципу «все равно украдут», то аудитория отвечает тем же.
PS: Я программист, поэтому про тяжелый хлеб мне не надо пытаться доказывать.
Но все равно что у того же трактиристап, что у того же программиста есть прогнозируемая прибыль. И ни куда от нее не деться. Расскажу вам как родившийся и выросший в селе и в агроделах понимающий. Бывает вот так вот тоже посеял пшенички, а зима пришла, снега хрен ма, а морозец как дал… и прощай озимые. Или как в этом году как полили дожди с марта месяца по июнь… а потом пекло дикое сразу и мало того что зерно массы не успел набрать, так оно еще и погорело по итогу… Все точно так же. Есть факторы. У колхозника- погода, у программиста — пиратсво. Если работаете на дядю с окладом к примеру, то наглось и борзость дяди…
Нашли Вы источник подземных вод на своей даче. Удобно, не нужно платить за дополнительное орошение, можно пользоваться сколько хочешь. Тут соседи узнали и предложили за деньги делиться с ними водой, все хорошо, но Вы заметили, что периодически кто-то ворует воду, тащит ведра, наливает Вашу воду и тащит к себе. Если бы не увидели, то не заметили никаких изменений, а тут обидно, вон же идут с Вашей водой и не платят, а на халяву. А Вы же участок купили за свои деньги и было бы неплохо окупить его продажей воды.
Да, тоже не ахти, но ближе к тому, что пытается донести VladimirKHV
безусловно в любом бизнесе есть факторы риска и соизмеримости убытков. В вашем примере вы могли бы купить установку искусственного снега, иль покрыть поле утеплителем. Парником с орошением накрыть и т.д. Но расходы несоизмеримы с прибылью, поэтому вы так не делаете.
Так же вы могли бы хлеб продавать по 500р за булку, но вы тоже так не делаете, поскольку никто не купит, хотя в европах это нормальная цена.
Так же и с этими товарищами, да они оценили риски, что из 100 пользователей примерно 10 покупателей за любые деньги. Так же они посчитали, что в эксСССР таких не больше 1%, причем им можно скормить любое дерьмо, не затрачиваясь на поддержку. Поэтому они и установили такую цену.
У других производителей другое мнение, поэтому есть куча явно неубыточного русифицированного софта от мегакорпораций за адекватные деньги.
У меня тут клиенты… я им когда-то 1с с файлсервера перевел на клиент-сервер. Лицензия 1с на линух подразумевала до 5 клиентов, а уж пострейдж и подавно. Так вот выросли ребята из 5 пользователей и перевел я их на файлсервер. Через 2 недели глбух послала директора лесом и поставила условие — или она, или 1с. В общем купили и лицензию на сервер и сервер скуля и пользовательские лицензии к ним. А это даже не 100 тыр. и это без работа и последюущего обслуживания. К хорошему привыкаешь быстро )
Кот мне сейчас едет Anet A6, я так понял, что у вас тоже он. Какие модификации вы делали для него?
как раз закончил два дня назад собирать свой P802QR2
напечатал отслайсенное что шло в копмплекте (не всё конечно же получилось), как раз начал рабираться как слайсить!
и тут вы!!! )))))) поплюсовал везде где мог :-D
комплектуха на H-bot стоит около 250$, +корпус типа zav или 3d-sprinter, мне как раз 20к и вышло
разработка(нехило даёт), бренд, да и чтоб несильно дешевле других было.
Главное цену сильно не задирать и брать количеством работы, а не стоимостью. А вот когда смотришь на устройство за 200 тысяч кажется, что изготовитель питает надежды продать хотя бы 10 моделей и окупить запчасти )
Сейчас придет sir0ta, скажет что это неудивительно )
Найти материалы, комплектующие — что, для каждого следующего экземпляра нужно искать заново? И покупать только для него одного?
Заниматься гарантией — да, обслуживанием — это уже не к мелкому производству.
Заплатить налоги — разумеется.
А вот найти клиентов — это вопрос отдельный, и наценка на принтеры тут практически ни при чем :)
не нужно, но тогда придется взять кредит на приобретение материалов (+ проценты по кредиту к себестоимости)
Ну да, сотрудники по работе с клиентами бесплатно работают, чет я забыл
Датчик филамента это наверное оптопара, покрытая золотом. А вот управление через телефон довольно удобно, такого еще ни у кого не видел.
SLA/DLP принтеры тоже проскакивают по аналогичным ценам, но сильно не вникал в ценовые отличия по данным технологиям, поэтому сложно сказать чем будет отличаться SLA за 300к и за 31 лям кроме размера камеры ))
Но вот FDM таких денег явно не стоит =)
В подсказке говорится о том, что эти чекбоксы влияют только на информирование хоста о текущей температуре, на сам процесс печати и поддержания температуры они не влияют :)
Эти настройки зависят от прошивки принтера, они помогают найти «общий язык» между сгенерированным G-кодом и прошивкой принтера. Поэтому либо они вообще не трогаются (в большинстве случаев) либо только один раз настраиваются с полным пониманием того что именно делаешь :)
Разные прошивки могут по разному интерпретировать какие-то команды или параметры в G-коде, могут не понимать какие-то конкретные коды или наоборот — поддерживать нетипичные. Вот все это тут и настраивается.
И еще это используется когда для одной модели создается несколько процессов (например с разной высотой слоя или разными параметрами заполнения). Тогда в каждом процессе этот параметр указывает высоту откуда этот процесс должен начаться и где закончиться :)
Спасибо, я же и думаю, как-то нелогично было бы стабилизировать температуру от слоя к слою.Верно, но диапазоны выставляются автоматом, а вот вручную лезем обычно после каких-то сбоев =)
Ну и рафт гораздо больше пластика расходует, что довольно актуально для маленьких моделей.
Это как? Что-то я такого не видел в симпли :)
Когда мы разбиваем поцесс через Variable Settings Vizard.
У меня юбка толщиной 0.2 мм рвется на части при попытке отодрать ее от горячего стола :)
А, точно, забыл про этот визард, просто не пользуюсь им :)
Иногда не хочется возиться и просто печатаю с рафтом по первому, держит неплохо.
Чувствую будет битва в комментариях когда дойдем до покрытия стола -больная тема для всех, но может новое чего всплывет.
Сейчас печатаю на таком стекле — aliexpress.com/item/Anycubic-Ultrabase-3D-Printer-platform-heat-bed-Build-Surface-Glass-plate-214x214mm-for-MK2-MK3-hot/32830191654.html
Держит отлично PLA, ABS, SBS (других пластиков у меня нет), от горячего стола фиг оторвешь, температура 65-70 для PLA и 110 для ABS (это на поверхности стола, датчик стола при этом должен показывать на 5-8 градусов больше, т.к. стекло плохой проводник тепла). От остывшего (PLA градусов до 35, ABS градусов до 60) деталь или сама отскакивает или очень легко снимается.
Отпечатал уже больше 100 деталей, последние 20 даже не протираю стол, адгезия остается превосходной. Главное — не лапать стол руками :)
Стол ровный, периодически калибрую и рафт действительно держит лучше юбки если использовать БФ2 разбавленный спиртом в качестве покрытия.
Покупал такие — aliexpress.com/item/High-Quality-4-PIN-IR-Infrared-Speed-Sensor-Module-Groove-Coupler-Module-For-Arduino-3-3V/32725428052.html и такие — aliexpress.com/item/5pcs-IR-Infrared-Slotted-Optical-Speed-Measuring-Sensor-Detection-Optocoupler-Module-For-Motor-Test/32773600460.html
Поставил один из первой ссылки, он хоть и больше размером, но у него щель уже, а это имеет значение :)
На оптодатчик нужно подвести массу, питание и сигнальный провод. Да, и еще мне после замены микрика пришлось в прошивке изменить «полярность» этого концевика :) Так что оптодатчик действует наоборот — если микрик в свободном состоянии разомкнут и при срабатывании замыкает на массу, то оптодатчик наоборот — в свободном состоянии замкнут на массу, а при срабатывании размыкается :)
ну и бф2… вы плохо его готовите и не умеете еще пользоваться температурными профилями.
Так и есть, спасибо.
«1) mySKU.me — место, где люди обмениваются впечатлениями от покупок, сделанных в различных интернет-магазинах.»
Или это обзор покупки софта за 150уе?:)
Решил после тридэтудея отдохнуть на муське, а тут такое) Кстати, весьма своевременно. Сейчас нарезаю в Куре, она попроще для меня новичка.
А по поводу простоты куры — зайдите в Настройки — Настроить Cura — Параметры и крутите колесиком мышки вниз, у меня ушло 16 прокручиваний до конца списка =)
В симплифай если не нажимать кнопки Show advanced тоже все просто
В продолжении не планируется советы, что докупить к принтеру стандартных, часто летящих запчастей? К примеру;
— ремни, стоит ли брать усиленные, если да, то какие именно лучше
— сопла, сколько надо, из какого материала лучше
— и т.д.
Ремкомплектов никогда не заказывал. Не знаю, или делать научились или мне везет, но за год ни разу ничего не ломалось, тьфу-тьфу. А по соплам буду примеры и обмен впечатлениями. Как и по остальным дополнениям/переделкам.
На какой экструдер он ругается? Он у меня один.
По началу казалось всё сложно, но на самом деле не так всё страшно ))
Только сейчас добрался до необходимости понять, что такое SF и с чем его едят. В интернете информации много, но как-то кусками и по большей часть не для начинающих. А здесь все подробно и последовательно описано. Жалко, что вермя плюсов вышло, а то бы непременно поставил и жирнющий. Спасибо.
Раньше работал в Слик 3Р. Но он глючит постоянно. По этому решил перейти на Симплифай. Но что то пошло не так. Много не понятного. Не могу запустить печать с СД карт. Не понимает он файла и всё тут. После печати голова останавливается в месте конца печати и прилипает к модели. Как с этим бороться?
Это прописывается в конечном скрипте
Команда G1 X0 Y200 сдвигает каретку на концевик оси Х, а стол выдвигает вперед от концевика оси У.
Попробуйте вписать вместо нее эту команду:
Она поднимает сопло над моделью, снижает давление филамента и отводит каретку немного в сторону на небольшой скорости
Ещё раз огромное спасибо за подсказки!!! Вылечил много косяков благодаря Вашей статье.
Рад, что материал пригодился, для этого и писал )
Ещё удивлялся, что софт даже при выборе дельты просит вбить максимальный размер квадратной области )