В обзоре 3D принтера упоминали небольшие фрезеры, которые почему то чаще позиционируют как граверы. А так как тема эта довольно интересна, да и читатели меня спрашивали потом про такое устройство, то я решил сделать такой обзор.
В общем собираем опять конструктор-головоломку, и есть шанс, что в конце получим что то интересное.
Вообще тема всяких станков очень интересна, и даже не столько ради получения результата, сколько ради информации, которую я планирую применить в чем то более масштабном. Но начинать лучше с мелкого.
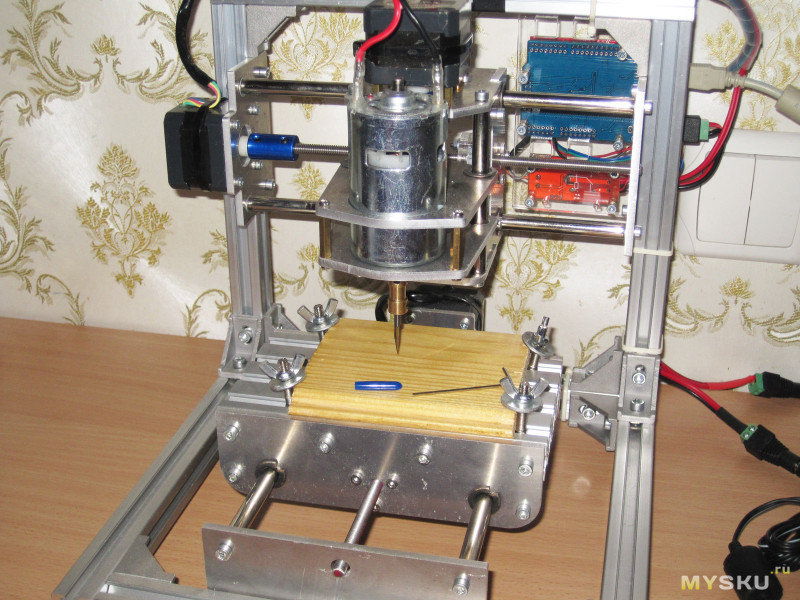
Гравер-фрезер по своей сути сильно похож на 3D принтер, те же три оси, вместо подачи пластика включается мотор шпинделя. Только в случае с принтером создается сам объект, а в случае с фрезером объект вообще не трогается, вырезается все что лишнее вокруг.
Кроме того простой конструкцией, как в принтере, уже не обойтись. В принтере печатающая головка не испытывает никаких нагрузок, в гравере же очень важна жесткость конструкции, так как вырезание производится давлением на фрезу + вращение.
Собственно потому фрезер тяжело сделать большим и дешевым, как в случае с принтером, чем больше размер обрабатываемой детали и чем больше требуется точность и жесткость конструкции.
Поставляется данный станок в виде набора, который надо еще собрать. В процессе сборки встретилось некоторое количество нюансов, одним из которых было то, что в комплекте не дали никаких инструкций по сборке. В общем изучение началось еще до сборки :)
Станок имеет формат 1310, т.е. размеры детали могут быть максимум 130х100 при высоте до 40мм.
Распаковка
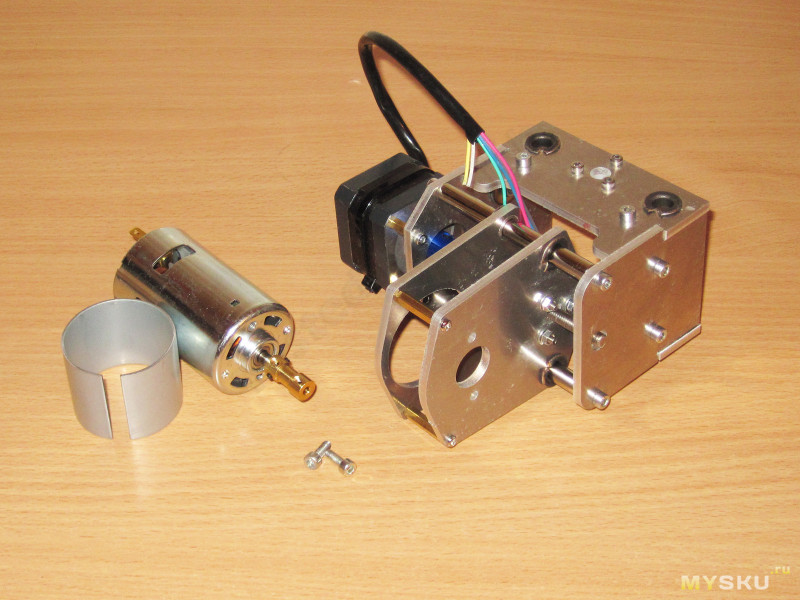
Прислали конструктор в небольшой коробке, причем после сборки у меня была даже мысль, что в сборе он ненамного и больше.
В коробке находились четыре коробка со всякой мелочевкой, нарезанный конструкционный профиль и блоки питания.
Буквально в двух словах о содержимом коробков.
Двигатели
Металлические части конструкции
Платки, переходники и провода
Крепеж.
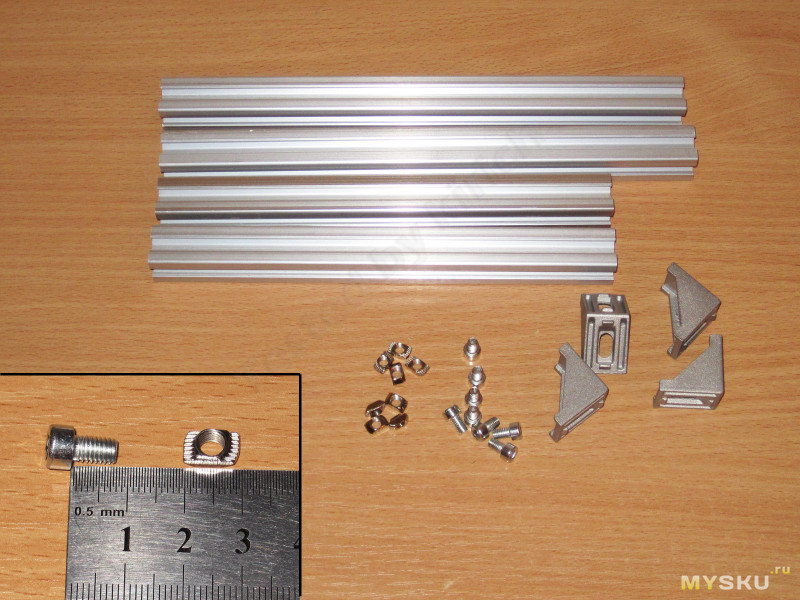
Как я сказал выше, внутри упаковки был нарезанный конструкционный профиль, также к нему были примотаны резьбовые шпильки. Попутно это все было присыпано обильным слоем стружки, которую пришлось счищать потом кисточкой.
Отдельно лежал немного пострадавший пакет с направляющими, представляющими из себя металлические стержни диаметром 8мм. Просто металлические стержни, вполне ровные.
Блоков питания в комплекте два, я позже расскажу про них более подробно, а пока только могу сказать что вилки питания у обоих с плоскими штырями, хотя разве это может кого то остановить :)
Весь крепеж был расфасован по отдельным пакетам. В некоторых пакетах несколько типов крепежа, в некоторых только один тип, но тем не менее, мне не пришлось выискивать необходимый крепеж как это было при сборке 3Д принтера, все было довольно удобно.
Вот теперь можно приступить к сборке.
Вся сборка происходила без каких либо инструкций, скорее интуитивно. Позже я все таки раздобыл и видео процесса сборки и инструкцию, но они лишь подтвердили, что делал я все правильно.
Мало того, в процессе я сначала собрал как было в инструкции (как потом узнал), наступил на небольшие грабельки, разобрал часть шасси и собрал по своему, в итоге вышло даже лучше чем в оригинале.
На всякий случай приложу видео сборки, правда на китайском, но с приятной музыкой :)
Весь процесс сборки будет разбит по шагам, а так как эта процедура большей частью подходит ко многим устройствам этой серии, то думаю что возможно будет полезна.
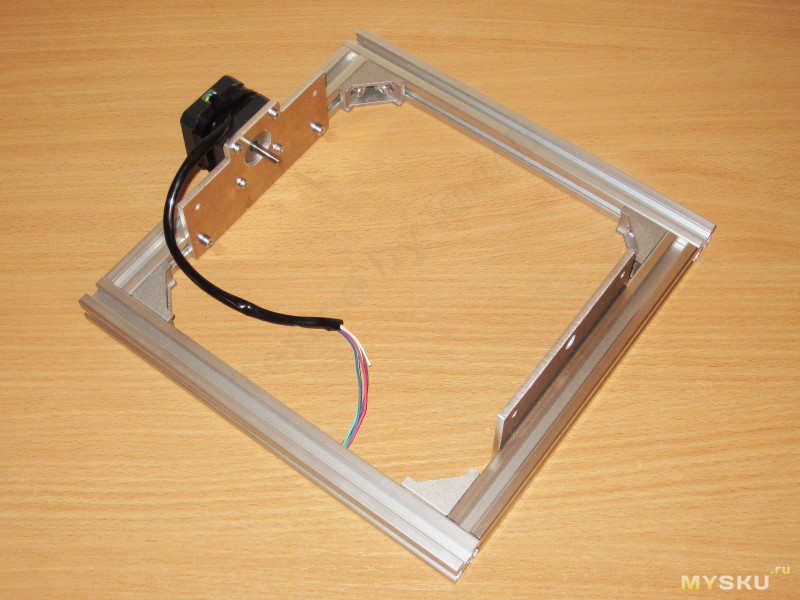
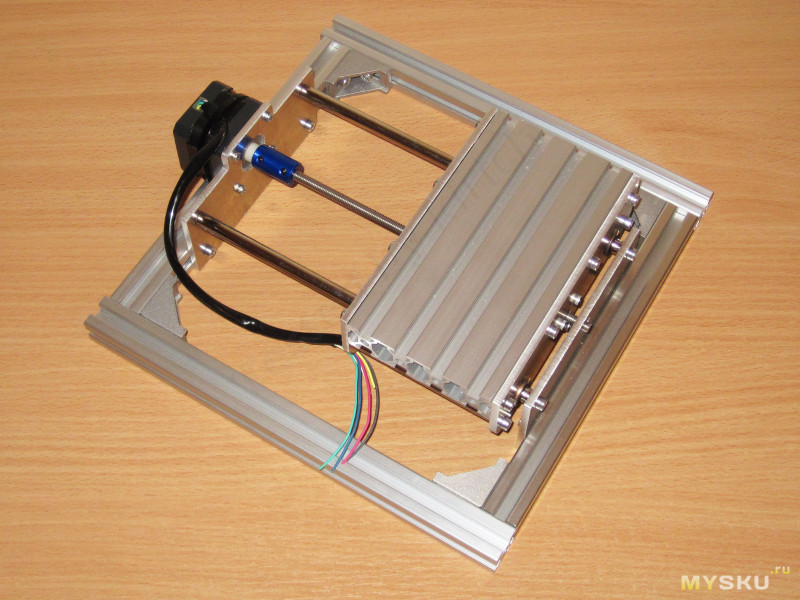
Шаг 1, сборка рамы
Для начала находим необходимый крепеж. Так как рама собирается из алюминиевого конструкционного профиля, то в комплекте дали и специальные гайки двух размеров (4 и 5мм), а также винты к ним.
Находим гайки М5, короткие винты к ним (длина около 8мм), четыре уголка и соответствующий шестигранный ключ.
Кроме этого берем алюминиевый профиль двух размеров. Перепутать тяжело, так как в комплекте всего три размера профиля.
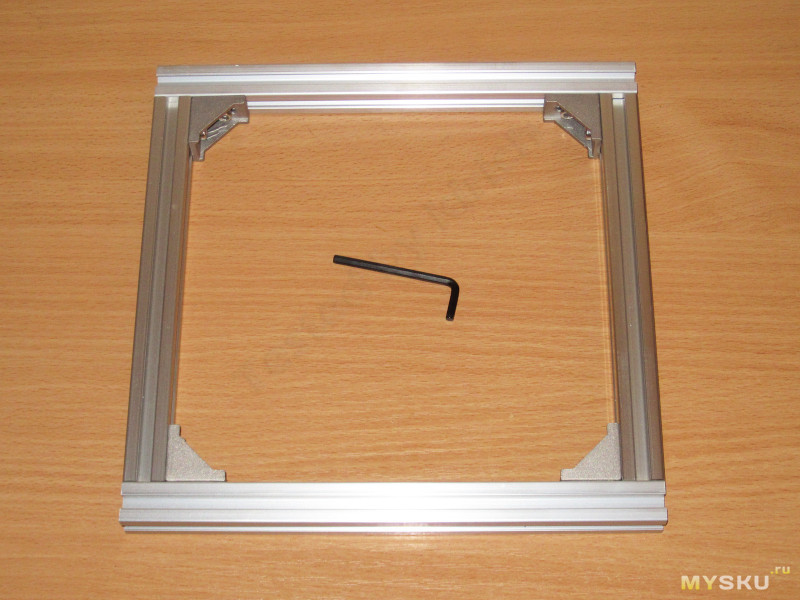
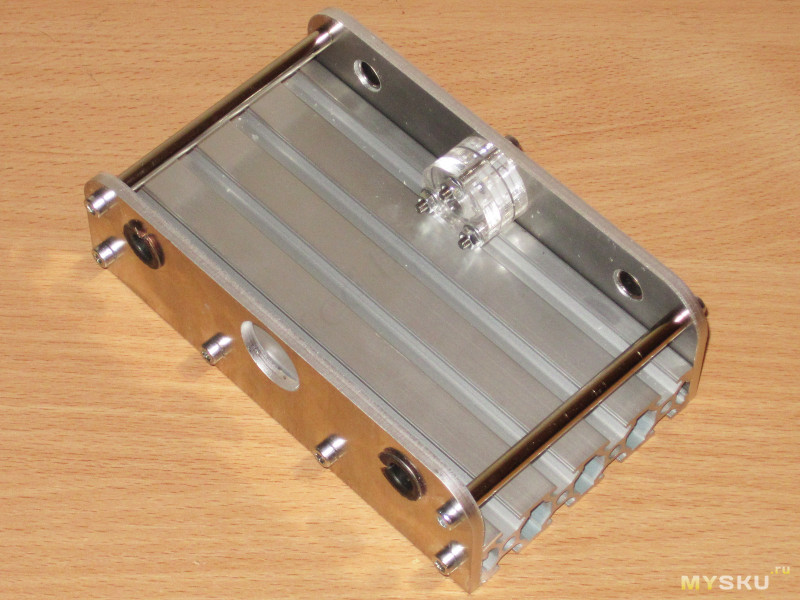
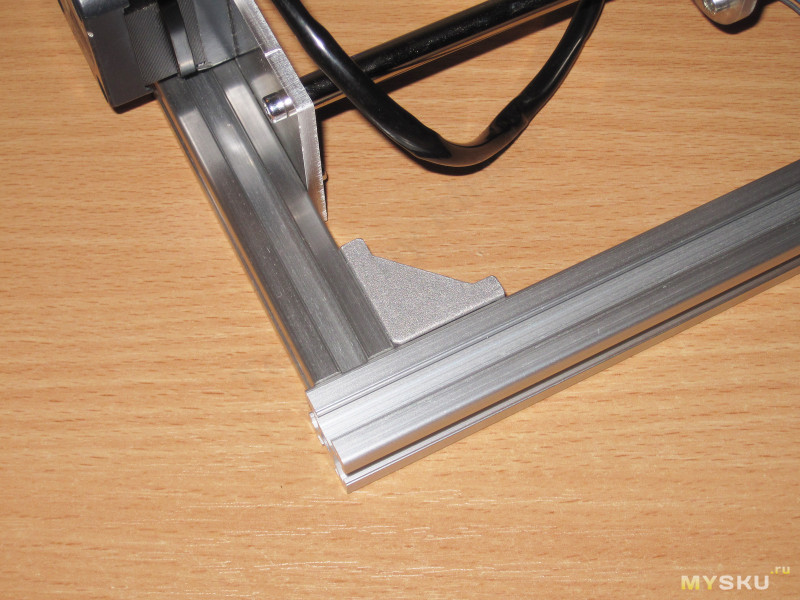
Сначала я привинтил уголки к короткому профилю, выставим их в одну плоскость с торцом профиля.
Затем привинтил оставшиеся части.
На этом этапе главное чтобы конструкция была ровной. Потом мне все равно пришлось ее раскручивать, но в любом случае лучше стараться изначально делать все максимально ровно.
Вообще при сборке на всех этапах акцентируем внимание именно на ровности и жесткости конструкции, затягивать винты надо довольно сильно, потому как вибрация при работе приличная.
Шаг 2, столик
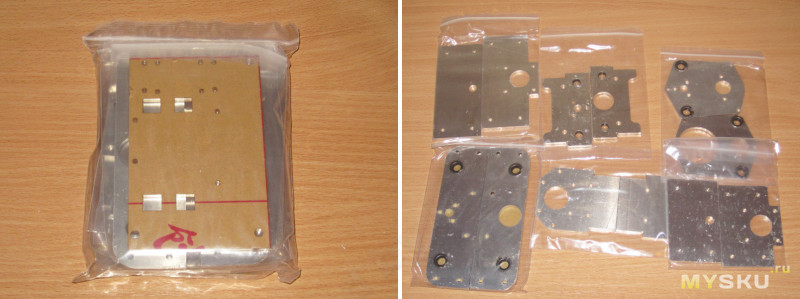
Этот этап начинаем с того, что находим в одном из коробков пакет с металлическими частями. Найти его очень легко, по весу :)
Производитель даже разложил все по отдельным пакетам.
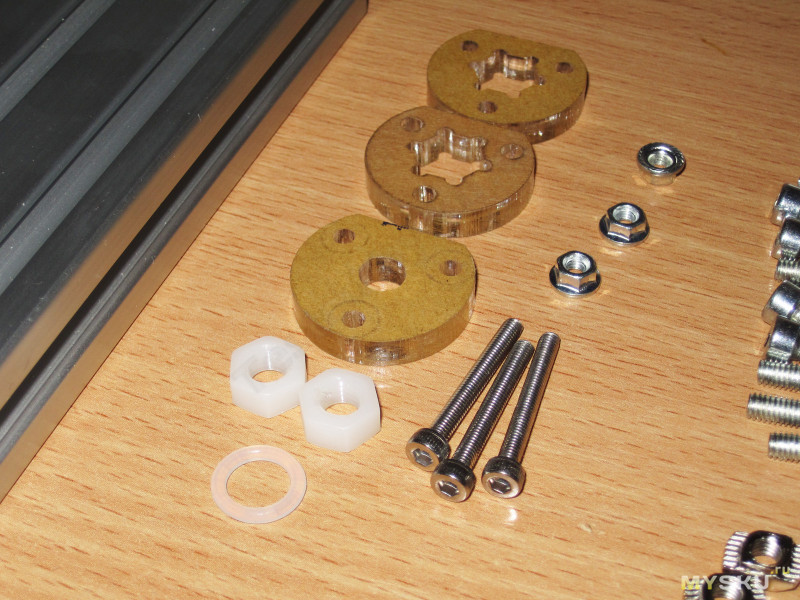
Кроме того находим пакеты с такими частями. Нам необходимы пластмассовые гайки, силиконовые колечки и акриловые элементы.
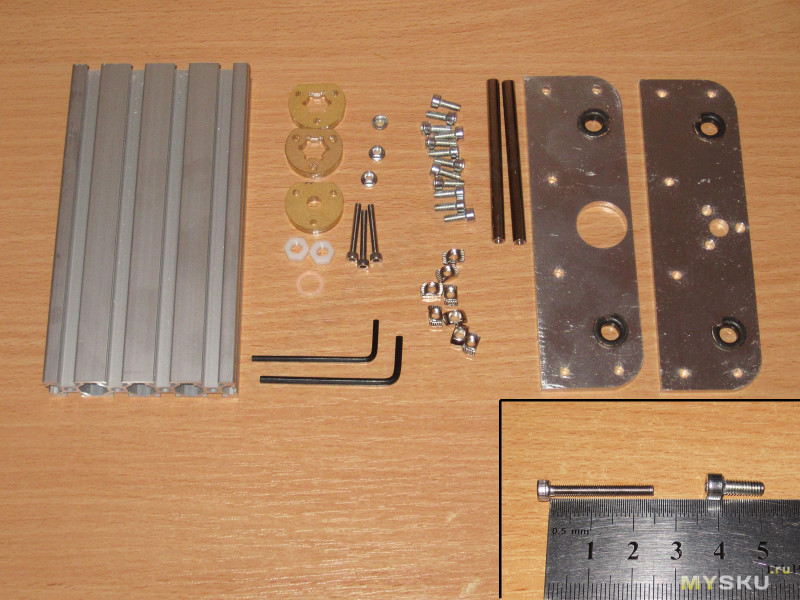
Всего нам необходимо:
«Столик» из конструкционного профиля
Три акриловых держателя, причем с вырезом (не круглых), их в комплекте как раз три
Две пластиковые гайки М8
Силиконовое колечко
12шт винтов М4х10 + 8 гаек
3шт винтов М3х25 + 3 гайки с прессшайбой
2 направляющие длиной 80мм. Эти направляющие тоньше других, потому найти их не составит труда
Боковые части столика
Пара шестигранных ключей
На этом этапе сборки я немного завис, потому как сначала соображал как всю эту конструкцию собрать вместе, причем желательно собрать правильно, а для этого надо было понять ход мысли инженера, который вообще это придумал.
После понимания я задумался второй раз, так как у меня в голове никак не хотели вязяться пластмассовые гайки и их использование в силовом узле, притом в качестве ходовых элементов.
Собирается вся эта конструкция не совсем просто.
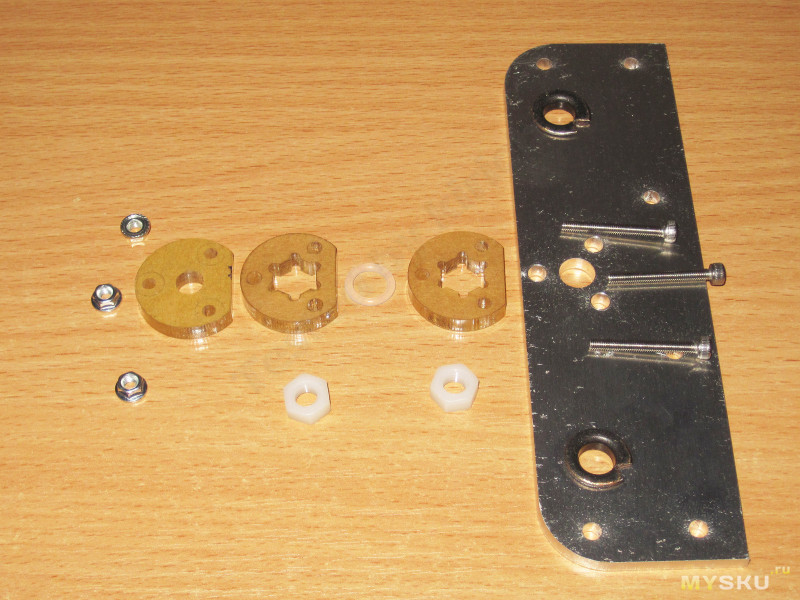
Берем две гайки, вставляем их в акриловые элементы.
Накручиваем одну из гаек (вместе с акриловой рамкой) на шпильку М8, надеваем акриловое колечко, накручиваем вторую гайку.
Самый тонкий момент в том, чтобы гайки прижимались друг к другу и при этом у акриловых рамок совпали отверстия.
После этого я аккуратно выкручивал шпильку и затем прикручивал эту конструкцию к металлической части собственно станка.
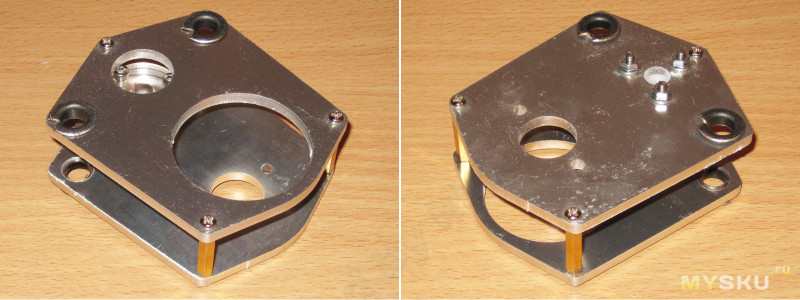
В итоге у нас должна получиться такая конструкция.
На этом фоне более понятна конструкция механизма описанного выше, да и вообще всего этого узла.
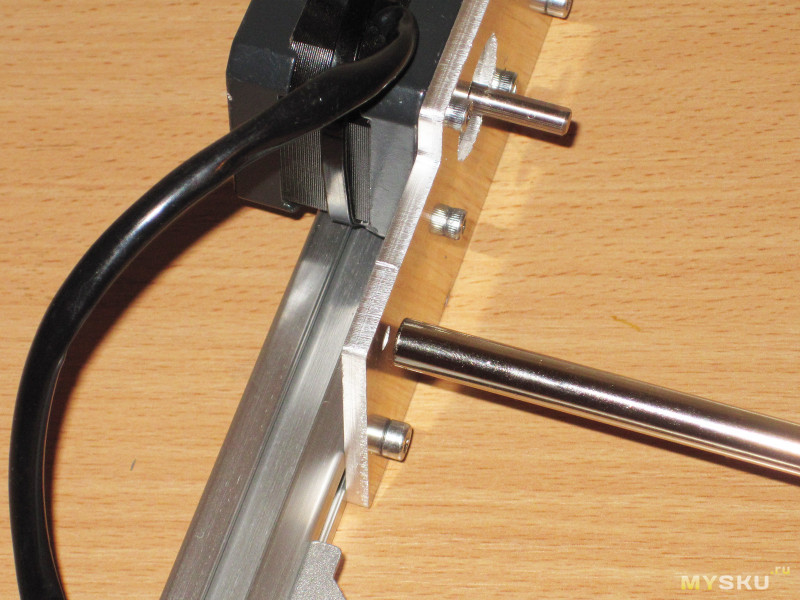
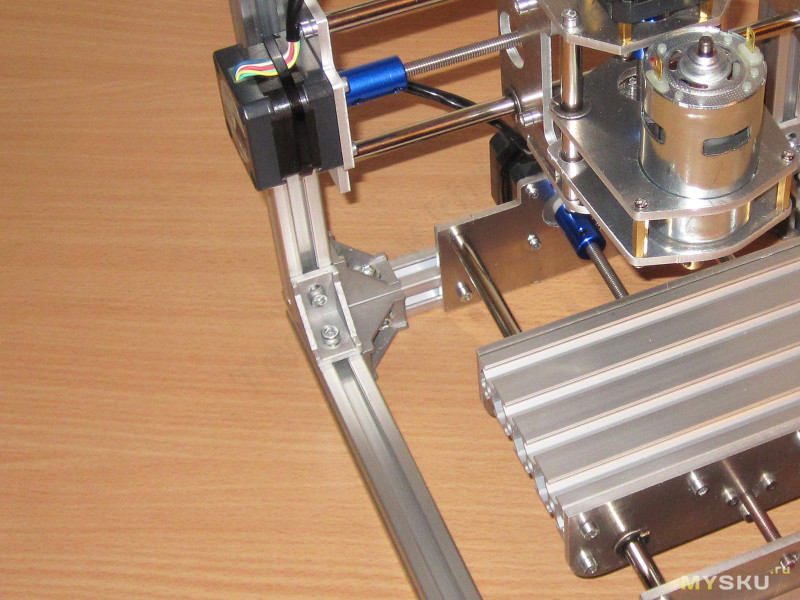
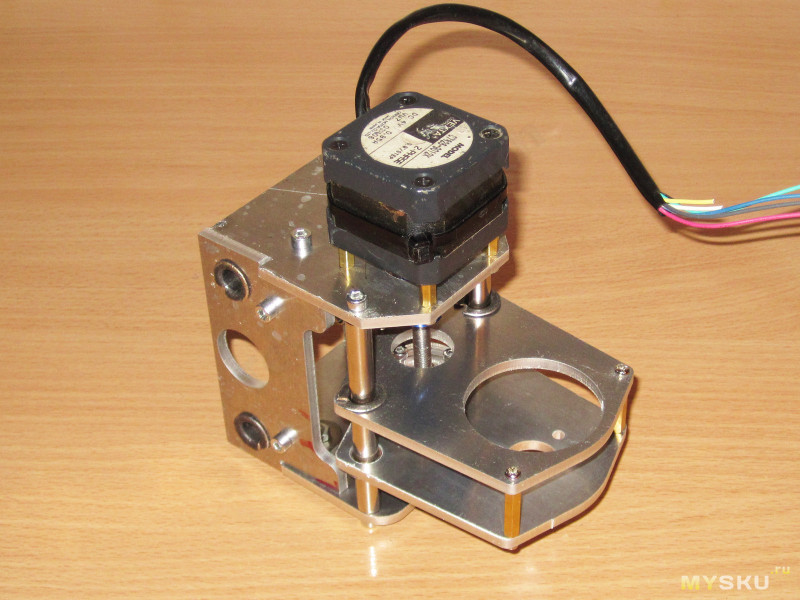
Шаг 3, сборка механизма перемещения по оси Y
Для перемещения по осям используются три одинаковых шаговых двигателя. Двигатели относительно небольшие, но практика показала что их мощности более чем достаточно.
Двигатели БУ, при этом произведены в Японии, как по мне, то это даже отлично. Хотя конечно никто не может гарантировать, что в комплекте к другому станочку дадут такие же двигатели.
Немного удивило, что двигатели имеют шаг поворота в 0.9 градуса, хотя в основном применяют двигатели с шагом в 1.8 градуса. На самом деле это не играет особой роли, так как даже двигатель с шагом 1.8 градуса даст точность позиционирование выше, чем позволит механика станка. Влиять в основном будет люфт, который будет на два порядка больше чем точность позиционирования.
С учетом того, что ходовые шпильки имеют шаг резьбы 1мм, а двигатель 400 положений на 1 оборот, то он без проблем может иметь дискретность установки в 0,0025мм (1/400). Даже при шпильке с шагом 2мм и двигателе 1.8 градуса, точность установки будет 0.01мм.
Информация о двигателе приведена еще и для того, чтобы в процессе настройки правильно установить коэффициент передачи в программе. Я еще вернусь к этому моменту.
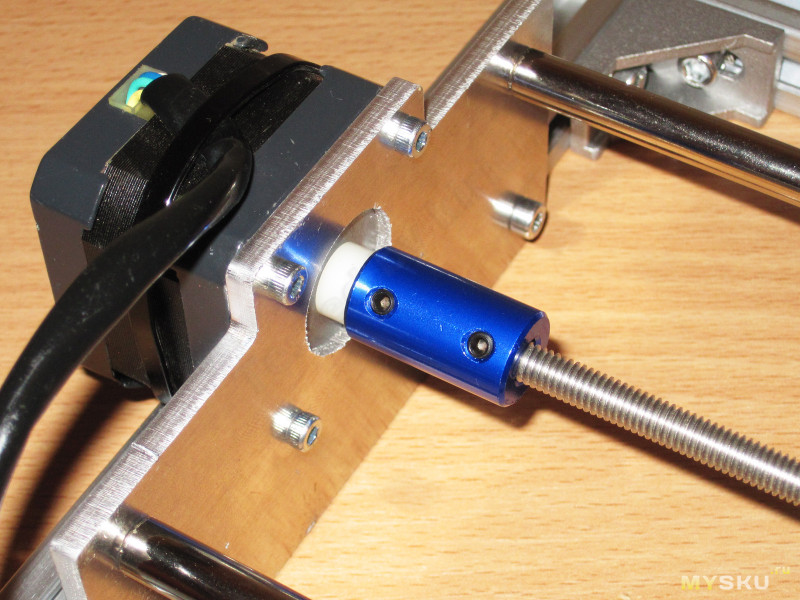
С валами (по сути — шпильками) двигатели соединяются при помощи переходников 5мм на 8мм.
Это вторая проблема после пластмассовых гаек.
Дело в том, что соединение должно производиться при помощи специальных демпферов, так как соблюсти идеальную соосность вала двигателя и шпильки возможно только в теории, а ведь есть еще узел с гайкой, которая преобразует вращательное движение шпильки в поступательное движение узла.
Чревата такая замена тем что:
1. Возможно самопроизвольное ослабление места крепежа и потеря механической связи между валом двигателя и шпилькой. Попросту говоря, двигатель будет вращаться, а шпилька нет. И если на осях Y и Х это не критично и чревато только остановкой работы, то в случае оси Z механизм может просто уткнуться фрезой в обрабатываемый материал.
2. Постепенно будут разбиваться гайки. Разбиваются они конечно в любом случае, но в этом случае разбиваться они будут сильнее.
3. Может присутствовать некоторая нелинейность движения. Причем чем хуже соосность, тем больше нелинейность.
Собираем дальше:
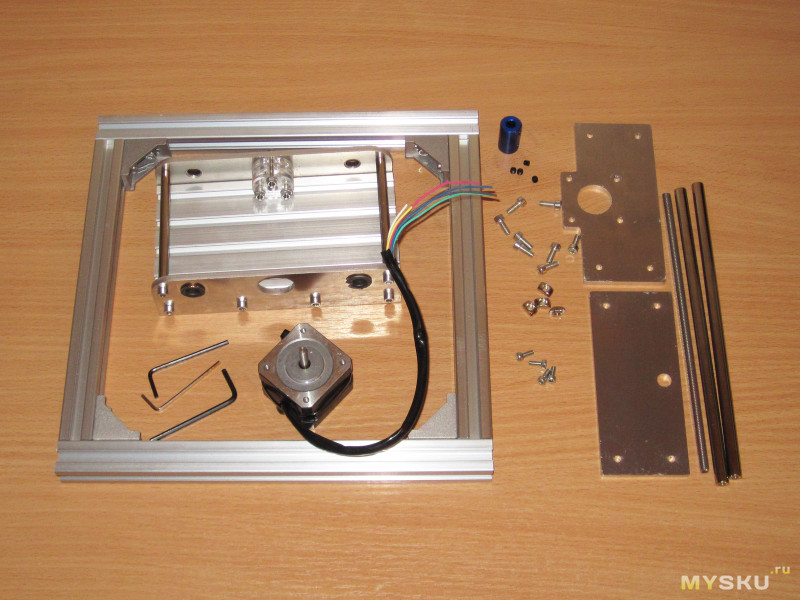
Для этого берем:
Раму из первого шага
Столик из второго
Двигатель
Две направляющие диаметром 8мм и длиной 200мм
Шпильку М3х200
Переходник 5мм-8мм и четыре винта к нему
8шт винтов М4х10 и 4шт гаек
3шт винтов М3х10
Металлические части как на на фото
Соответствующие шестигранные ключи
Сначала устанавливаем двигатель на один из металлических элементов. В необходимом нам элементе просверлено отверстие равное диаметру выступающей части двигателя, потому садится он довольно плотно.
После этого скручиваем конструкцию как показано на фото.
Затем продеваем сквозь линейные «подшипники» две направляющие, а через узел с гайками — шпильку.
Здесь я опять вынужден отвлечься. Выше я написал «подшипники», в данном случае скольжения.
Проблема состоит в том, что такие «подшипники» имеют больше люфт и меньшую долговечность.
Причем оказалось, что по осям X и Y люфт почти отсутствует, а вот по оси Z есть у верхней пары.
Узел по оси Z является предварительно нагруженным, т.е. он стремится опуститься вниз, при это люфта достаточно чтобы я мог приподнять фрезу над материалом на 0.5-0.7мм. При работе с мягкими материалами и острой фрезой проблем нет, но о работе с алюминием или фрезами большого диаметра можно забыть сразу.
В моем случае оказалось что длины направляющих немного не хватило, сначала была мысль применить какие нибудь шайбы.
Но потом понял, что проще сдвинуть немного часть рамы, уменьшив таким образом ее внутренний размер.
На вал двигателя я одел пластмассовую шайбу, а лишь потом переходник 5мм-8мм.
В комплекте дали несколько таких пластмассовых шайб. Я не придумал им никакого другого назначения, потому применил здесь.
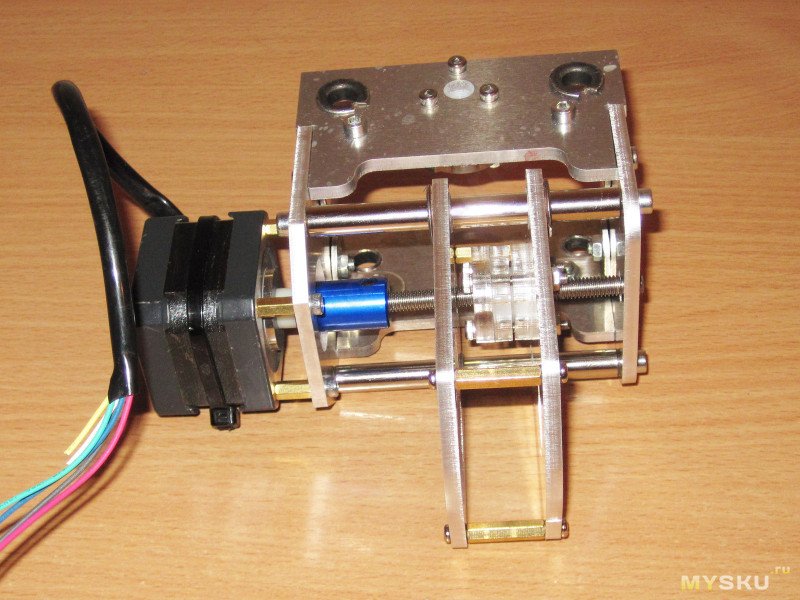
Дальше методом научного тыка выставляем весь механизм так, чтобы вал двигателя и шпилька была максимально соосны, т.е. при вращении отсутствовали биения.
Результат. Формально можно сказать, что столик и ось перемещения Y, готовы.
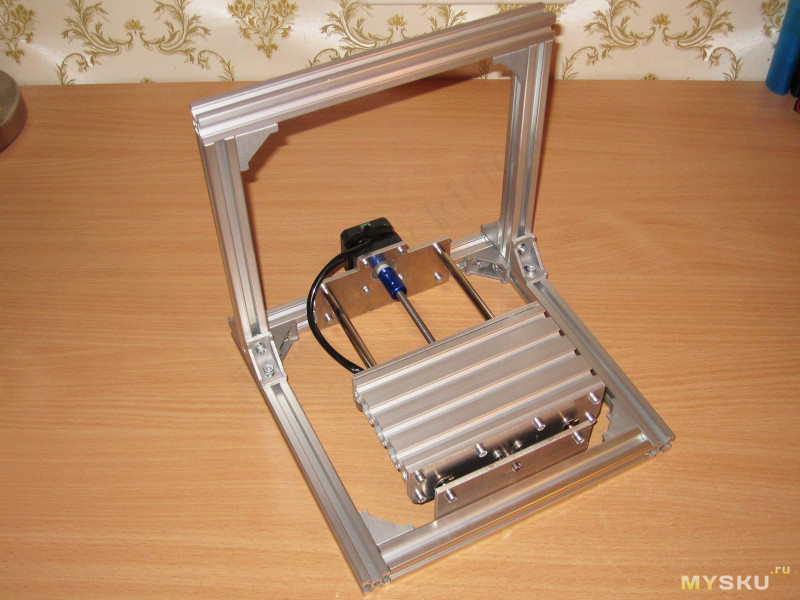
Шаг 4, механизм перемещения по оси Х
Здесь все проще. Берем три оставшихся отрезка конструкционного профиля, шесть уголков и 12 комплектов винт М6х6+гайки.
Здесь я допустил одну из ошибок, причем в видеоинструкции человек сделал точно также.
Уже после сборки я понял, что если делать так как на фото, то заметно уменьшится диапазон перемещения по оси Y.
Правильно собираться этот узел должен немного по другому.
По ходу обзора будет мелькать этот узел в неправильном варианте, не обращайте внимание.
Шаг 5, рама шпинделя
Для этого этапа необходимо:
1. Два конструктивных элемента
2. Три акриловых элемента + две гайки + силиконовая шайба
3. Три стойки длиной 20мм
4. Четыре винта М3х10 с шлицом под крест
5. Три винта М3х25 и три гайки М3 с прессшайбой
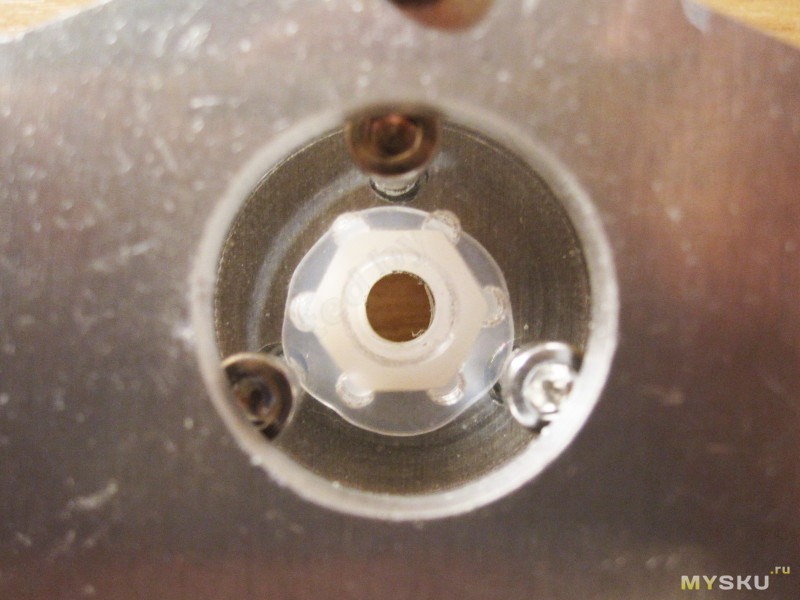
Когда будете затягивать узел с пластмассовыми гайками, то не удивляйтесь что силиконовая шайба расплющивается подобным образом, это нормально.
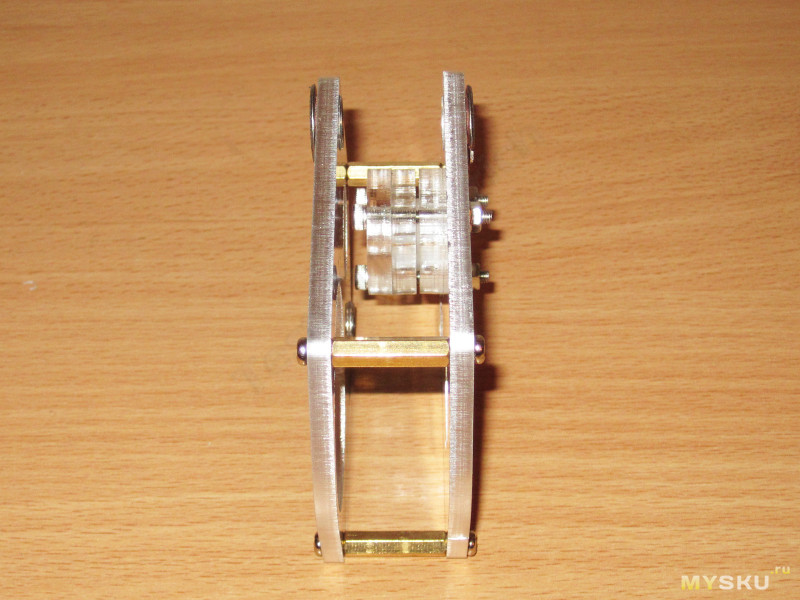
Узел довольно простой и конструкцию можно понять из этого фото.
На этом фото видно, что узел с пластмассовыми гайками имеет зазор между ними, обеспеченный силиконовой шайбой.
Вообще если закрыть глаза на недолговечность узла, то стоит отметить практически полное отсутствие люфта в этом узле.
Правда в процессе затяжки надо следить за тем, как вращается резьбовая шпилька, она должна легко прокручиваться руками, но при этом не иметь люфта. Если закрутить очень сильно, то ход станет тяжелым, а гайки очень быстро выйдут из строя.
Шаг 6, узел перемещения по оси Z
Металлических элементов осталось совсем немного, потому находим те, что показаны на фото, добавляем к ним:
1. Направляющие диаметром 8мм и длиной 80мм
2. Четыре стальных уголка
3. 12 винтов М4х10 + 8 гаек М10
4. Три винта М3х25 + три гайки М3 с прессшайбой
5. Комплект из двух пластмассовых гаек, силиконовой прокладки и акриловых держателей
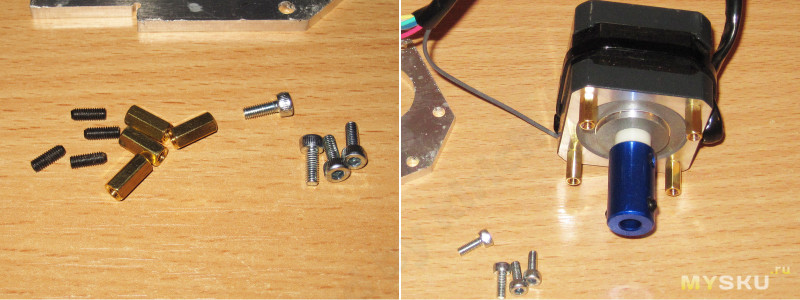
На один из элементов конструкции устанавливаем двигатель. Для этого необходимо взять еще четыре короткие стойки, четыре винтовых крепежа без шляпки, четыре винта М3х10, а также комплект переходника с 5мм на 8мм.
Небольшие черные винты сначала вкручиваем в двигатель до упора, потом на них накручиваем стойки, затягивать придется плоскогубцами или ключом.
Устанавливаем переходник на вал двигателя, фиксируем.
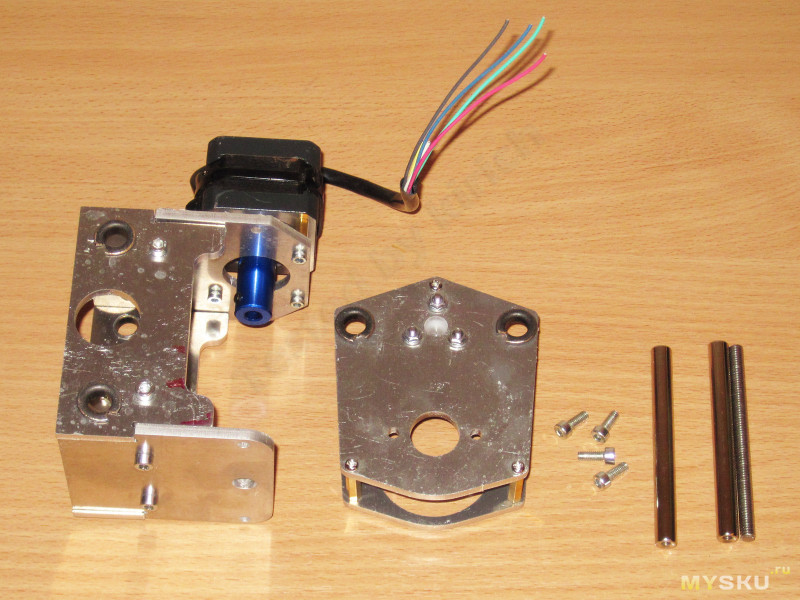
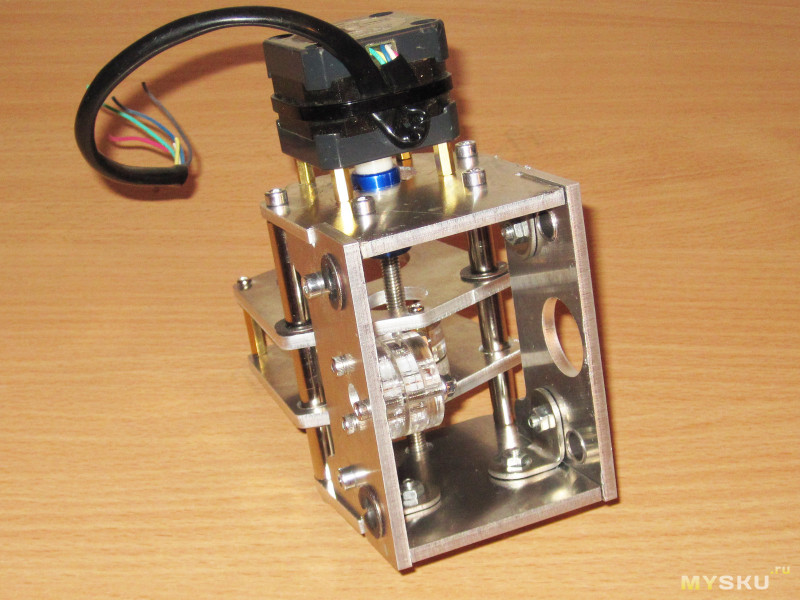
После этого устанавливаем двигатель и собираем весь этот конструктор вместе.
Я понимаю что выглядит это как — «нарисуйте овал, а потом дорисуйте сову», но думаю что конструкция предельно понятна даже по фотографии.
Уже в конце вставляем шпильки в ранее собранный узел шпинделя и собираем всю конструкцию вместе.
Самый неудобный момент, выставить соосность резьбовой шпильки М8 и вала двигателя.
Если честно, то у меня так и не получилось добиться хорошего результата, биения все равно есть.При этом, пока я регулировал, то вращал пальцем механизм для проверки биений. И два раза у меня шпилька умудрялась вылезти и «уронить» механизм вниз. В реальной ситуации это выглядело бы как полное погружение по оси Z, что чревато печальными последствиями, но примерно 30 часов работы показали, что волновался я зря, после этого шпилька ни разу не вылезла.
Шаг 7, механизм перемещения по оси Х
Наверное один из самых простых этапов. Берем оставшиеся два металлических элемента, 4 винта М4х10 и четыре специальные гайки, 3 винта М3х10, а также втулку-переходник 5-8мм.
И собираем все так, как показано на фото. Металлические пластины упираем максимально вверх.
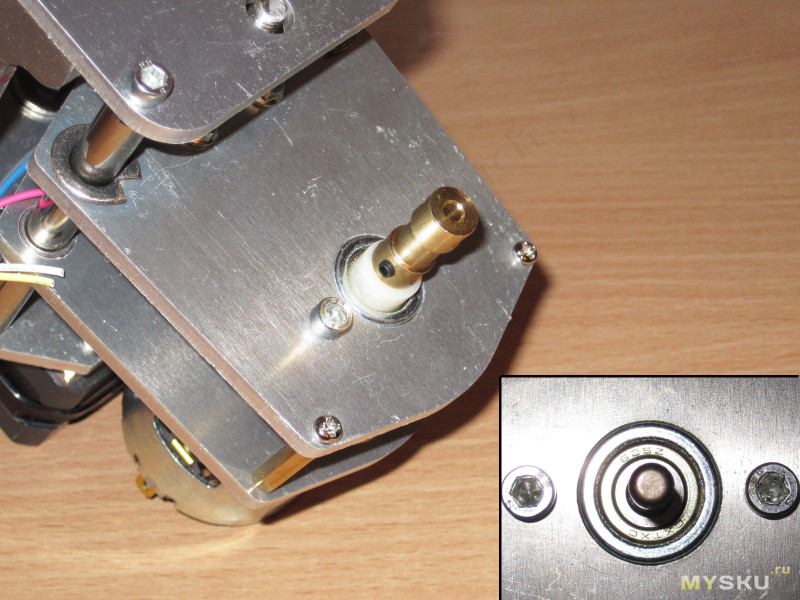
Шаг 8, монтаж двигателя шпинделя
В комплекте дали двигатель типоразмера 775, по крайней мере так было указано на упаковке, на самом двигателе вообще ничего не написано.
Также в пакете с двигателем лежал патрон -переходник для установки фрез с диаметром хвостовика 3.175мм на вал двигателя диаметром 5мм и два клемника с изоляторами.
Экранирующий кожух с двигателя придется снять, с ним он не влезет на свое место.
Также понадобится пара винтов М4х10.
Сначала я установил пластиковую втулку на вал двигателя так, как показано на фото. Но попробовав все это в работе, решил ее снять, смысла от нее ноль, зато появляются дополнительные вибрации и шум.
Пока скручивал всю конструкцию, обратил внимание что имеются подшипники с маркировкой 625Z.
Осевой люфт у двигателя отсутствует (по крайней мере заметный), а вот радиальный я чувствовал. Возможно мне кажется и его нет, но не покидает ощущение что небольшой люфт все таки есть.
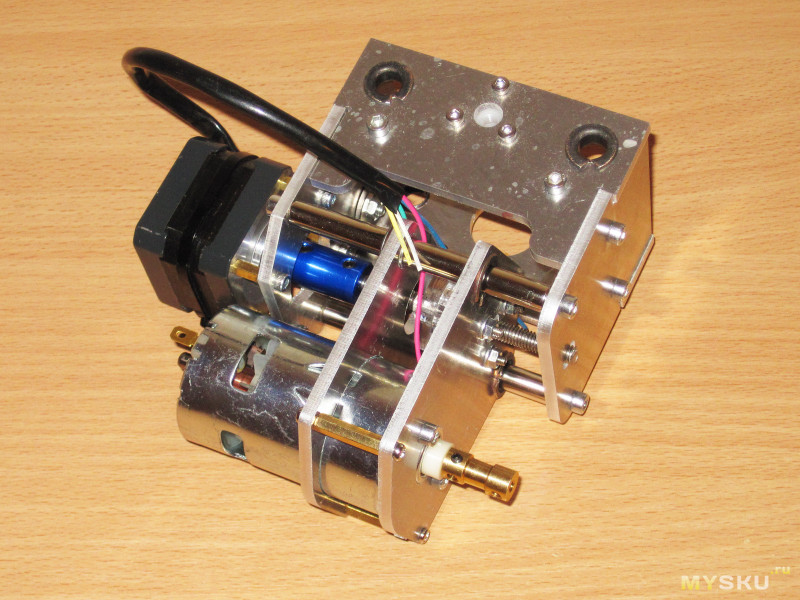
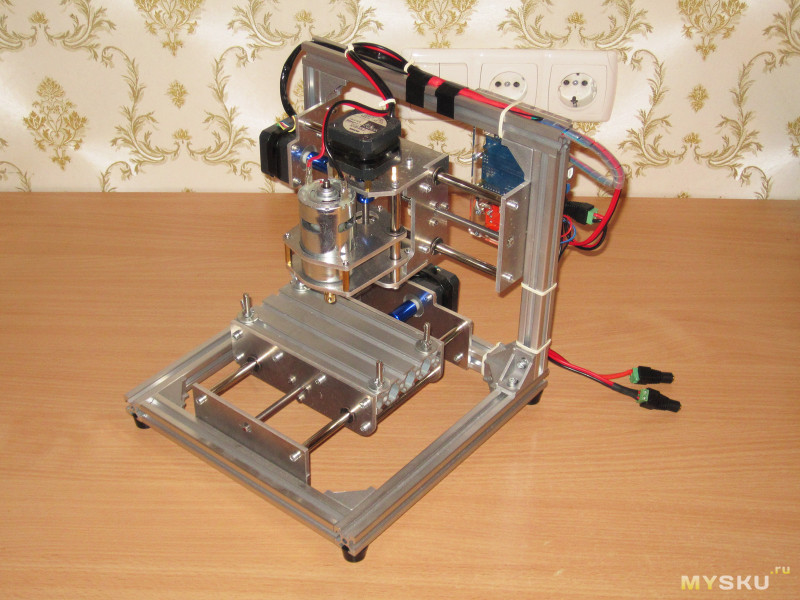
Выглядит весь собранный узел несколько монстроподобно, но на само деле он проще, чем кажется :)
Шаг 9, установка механизма шпинделя
Последний этап. Здесь искать особо ничего не придется, так как остались только те элементы, которые необходимы.
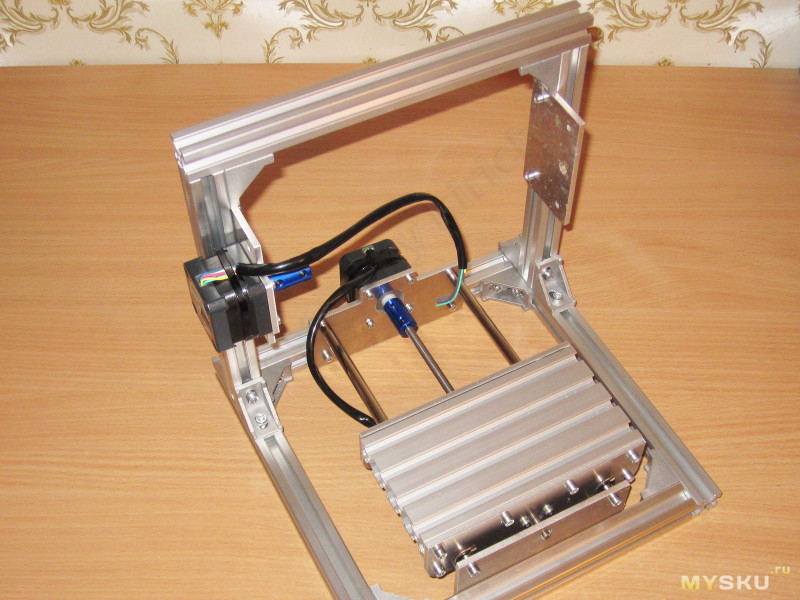
В общем берем шасси станка, узел шпинделя, совмещенный с механизмом перемещения по оси Z, пару направляющих, шпильку М8, немного крепежа и совмещаем все это вместе.
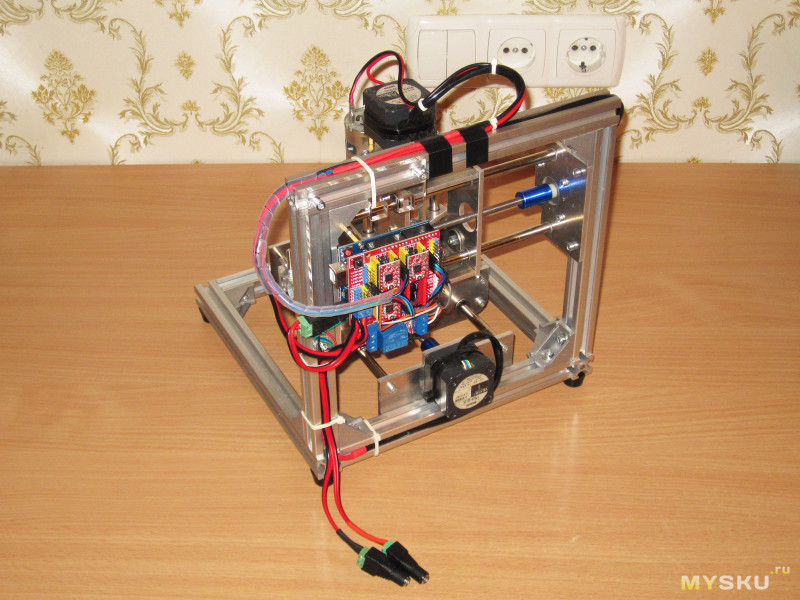
В итоге получаем почти собранное устройство. Остается только установить электронику и проверить.
Чуть не забыл, в комплекте дали четыре резиновые ножки, которые отнюдь не лишние. В работе станочек может самопроизвольно ездить даже с ними, а уж без них его точно придется ловить по всему столу.
Шаг 10, электроника станка
Комплект электроники унифицирован и может подойти в будущем для апгрейда станка. Например можно заменить механику и получить станок больше размером и мощностью.
В одной из коробок были электронные компоненты. Также дали еще пару бесполезных переходников под наши розетки. Бесполезные они потому, что их нельзя использовать с современными розетками. Теперь думаю куда их деть.
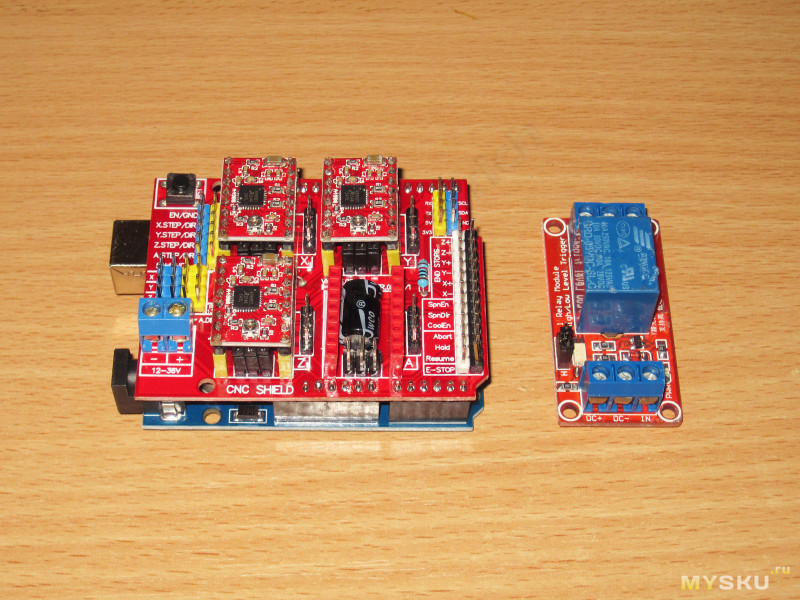
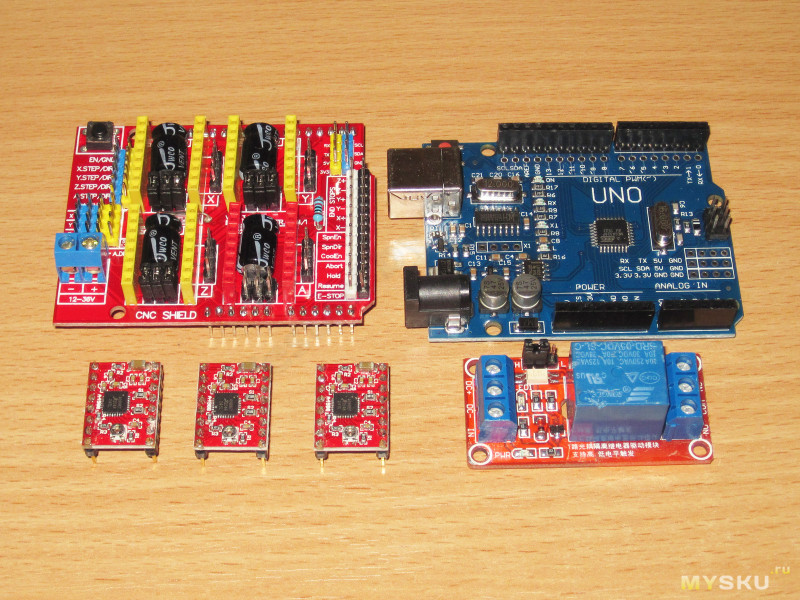
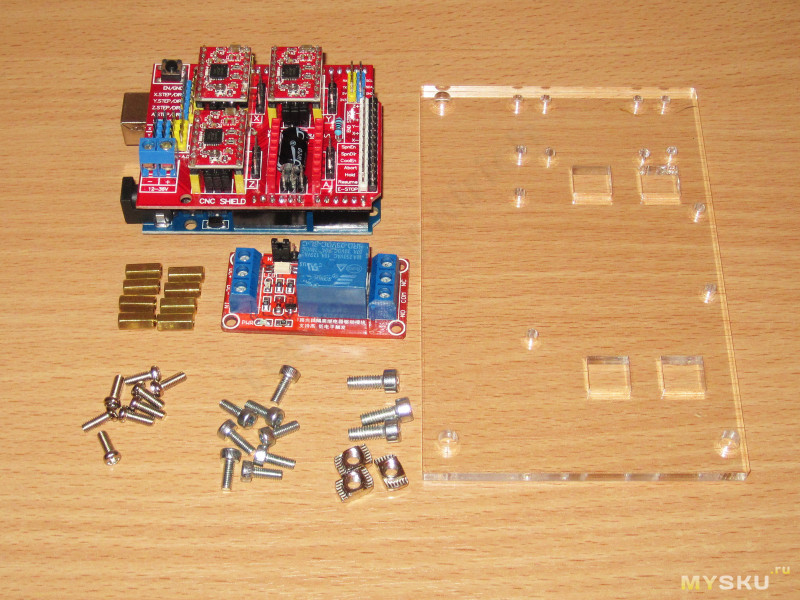
Все компоненты упакованы в индивидуальные пакеты и весь комплект включает в себя:
Плата Arduino Uno
Плата расширения с установленными платами драйверов
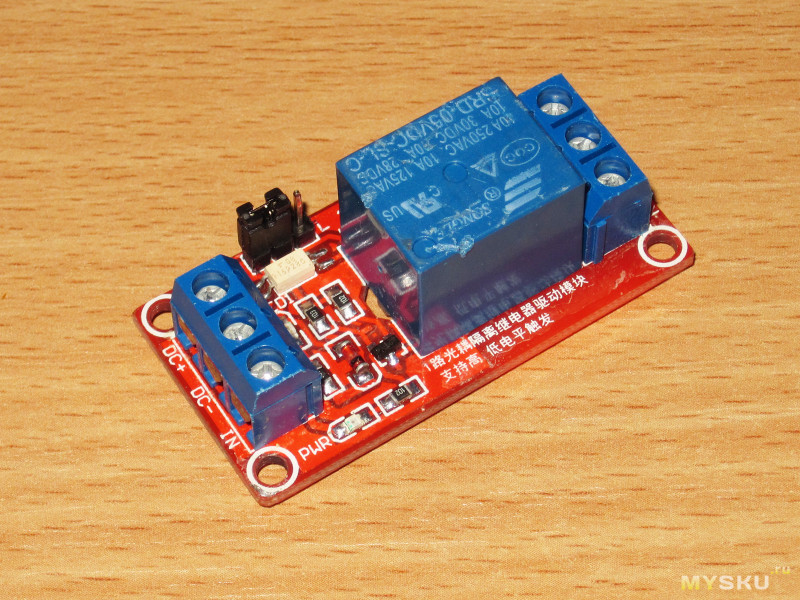
Плата реле
USB кабель приличного качества, но очень короткий
Разные провода. в том числе с разъемами
Штекер и гнезда под разъем питания 5.5мм
Комплект плат более чем стандартный и при необходимости может быть куплен отдельно.
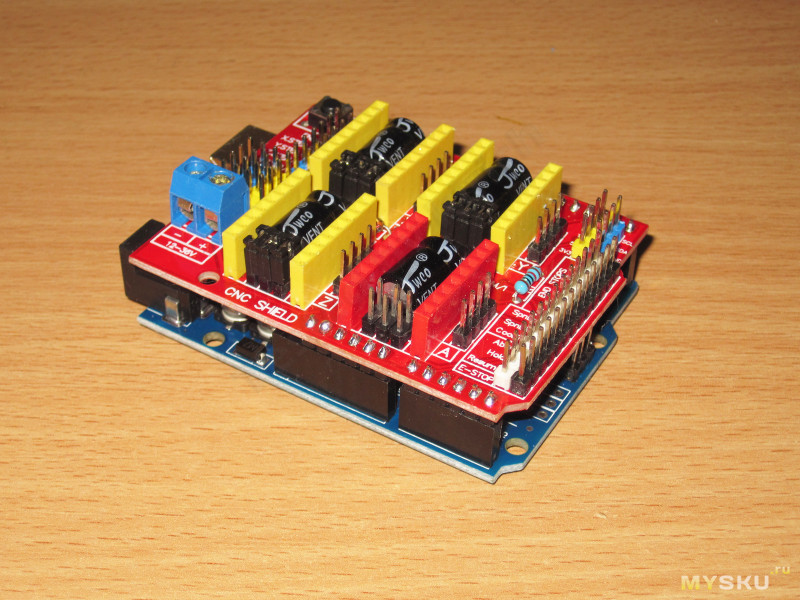
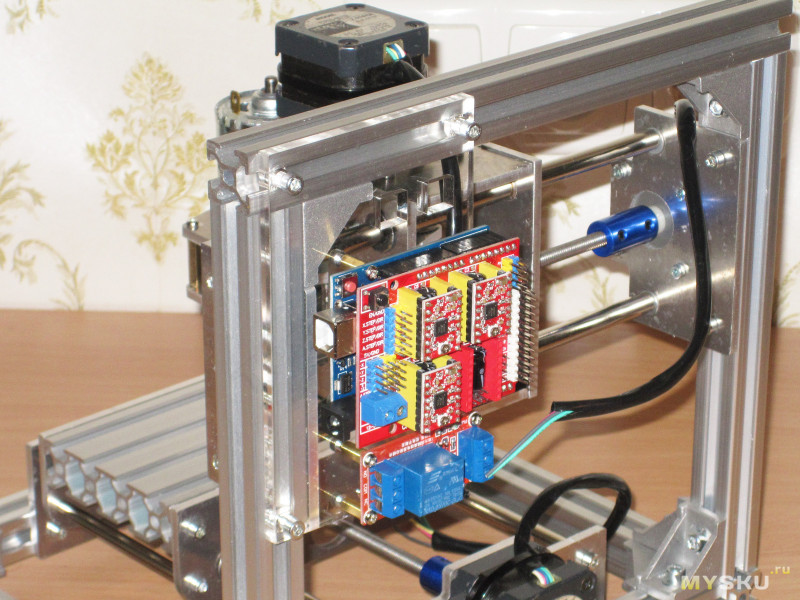
Основной модуль в сборе выглядит очень аккуратно и компактно. фактически сюда входит все необходимое.
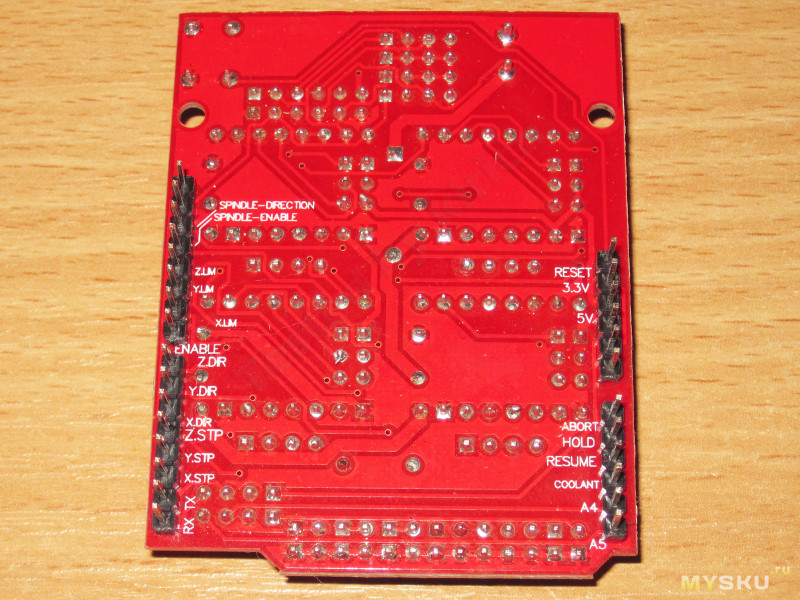
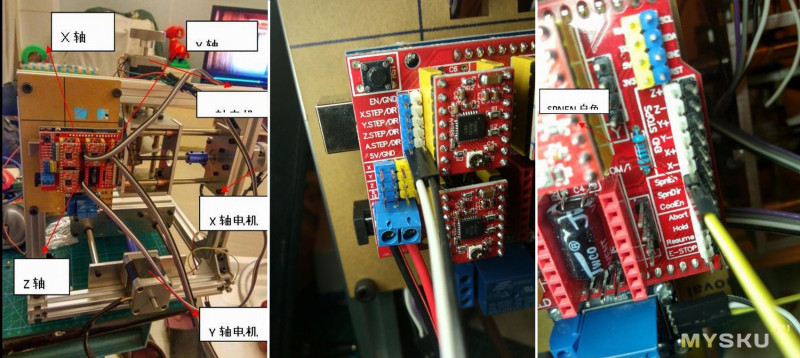
Если разложить всю эту конструкцию на составляющие то видим плату расширения (красная слева), плату управления, три драйвера шаговых двигателей и плату реле.
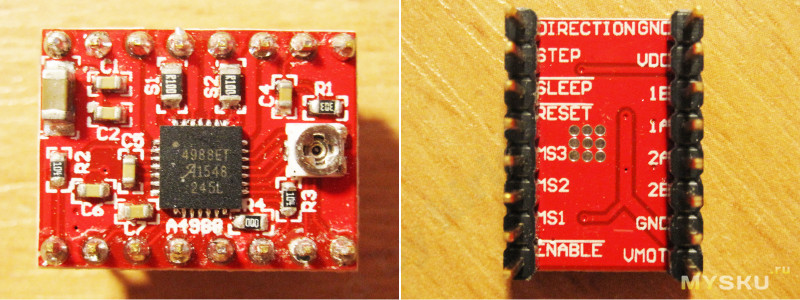
Плата драйвера точно такая же как и в предыдущем устройстве — лазерном гравере. Собрана на базе микросхемы A4988. В предыдущем обзоре подобного гравера автор писал о большом нагреве, возможно это из-за других двигателей, но в моем случае температура микросхем не была выше 50-55 градусов (тактильно), потому я считаю что до перегрева еще далеко.
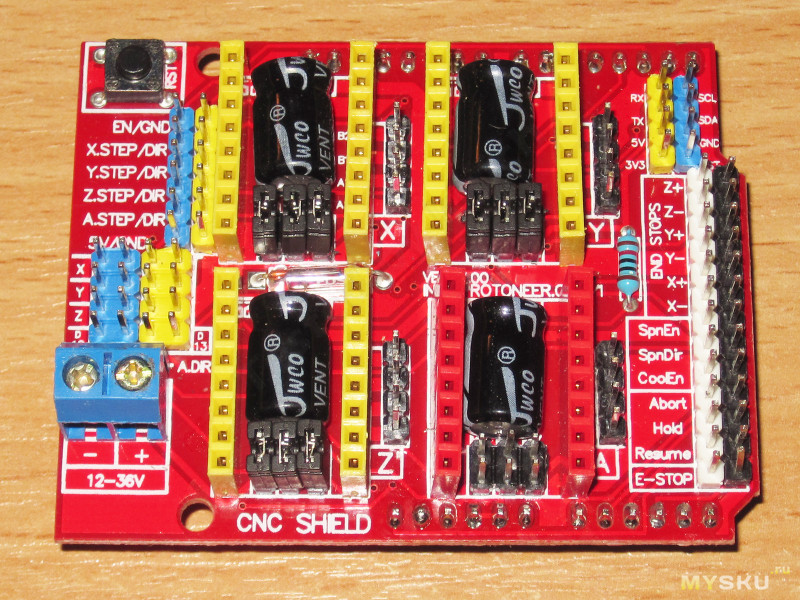
Плата расширения специально разработана для небольших станочков, потому имеет обозначение — CNC Shield.
На плате установлены несколько электролитических конденсаторов по силовому питанию, а также предохранитель.
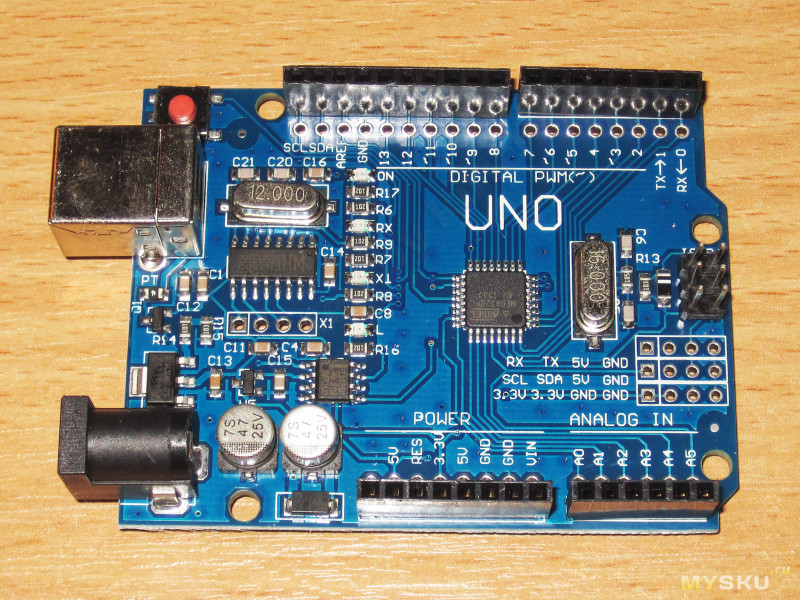
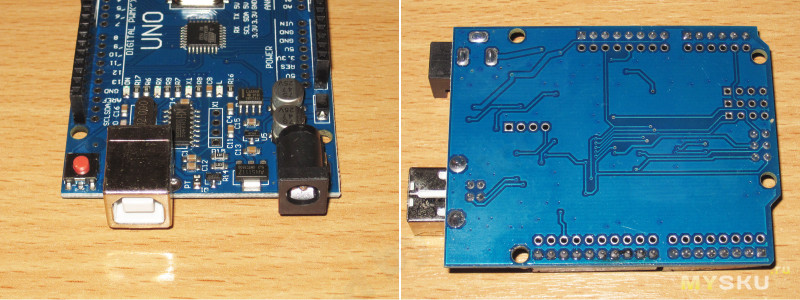
Для управления используется стандартная плата Arduino UNO. Преимущество данного решения в том, что можно взять стандартную плату и всего лишь загрузить в нее программу управления конкретным оборудованием. И даже в случае выхода платы из строя можно просто заменить ее и пользоваться дальше, причем для прошивки нет необходимости покупать программатор или какой то кабель, все используется «родное».
На плате Ардуино установлены:
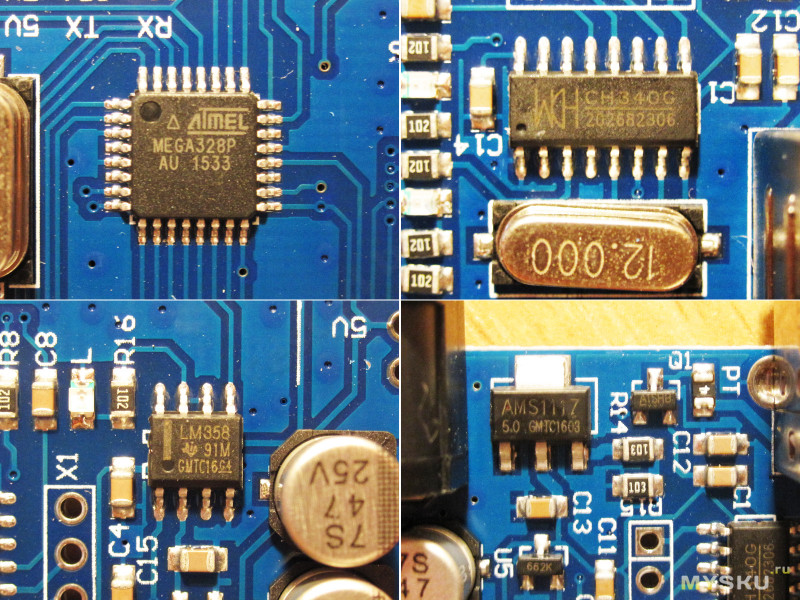
1. Микроконтроллер Atmega328
2. USB-RS232 конвертер на базе CH340. Так как я уже использую разные устройства с конвертерами на базе этой микросхемы, то никаких драйверов ставить не пришлось, все прошло автоматически. Пришлось только посмотреть какой номер порта выдала Windows
3. ОУ LM358
4. Стабилизатор питания платы
Очень порадовало наличие нормального, надежного, а главное стандартного для ведомых устойств USB разъема, а не мелких и хлипких microUSB.
Снизу платы пусто.
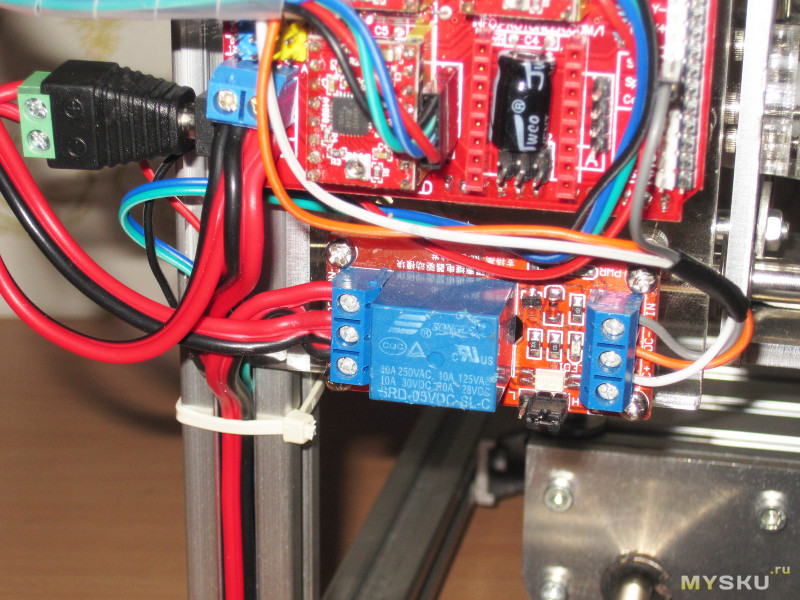
Модуль реле необходим для управления питанием двигателя шпинделя. Стоит отметить, что управляется он не всегда корректно, зависит от программы управления. Включают подачу питания все программы, но вот выключают далеко не всегда. Например при аварийном останове программы двигатель не отключается.
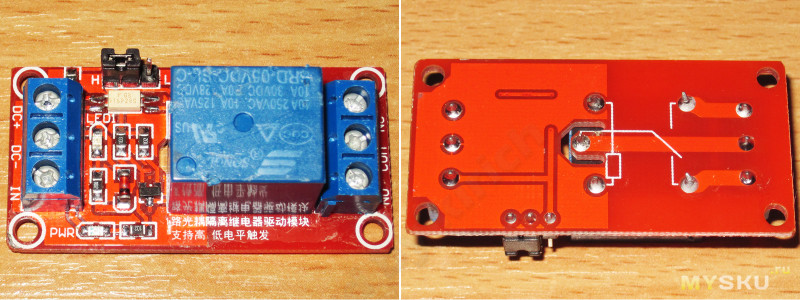
Плата в общем то известная, питание от 5 Вольт и зачем то на ней стоит оптрон.
В принципе я знаю зачем, даже расскажу небольшую историю.
Много лет назад, еще во времена микроконтроллеров 90S1200 делал я с товарищем какое то устройство содержащее реле.
Все работало отлично, пока микроконтроллер не начинал включать/выключать это реле.
Подключено оно было стандартным способом, через резистивный делитель на базу ключевого транзистора, был и диод параллельно обмотке, но все равно, при срабатывании реле микроконтроллер с шансом 60-70% зависал наглухо.
Проблема была решена установкой оптрона в цепи управления ключевым транзистором, хотя по сути это мог делать и транзистор оптрона. Другие способы не помогали.
Для сборки нам понадобятся перечисленные выше платы, а также:
1. Акриловое основание
2. 8 стоек
3. 8 винтов М3х10 с крестовым шлицем
4. 8 винтов М3х10 под шестигранник
5. 8 винтов М4х10 и соответственно 8 гаек М4
Устанавливаем на плату стойки в необходимых местах. Под плату реле присутствует два варианта расположения отверстий, выбираем те, что подходят.
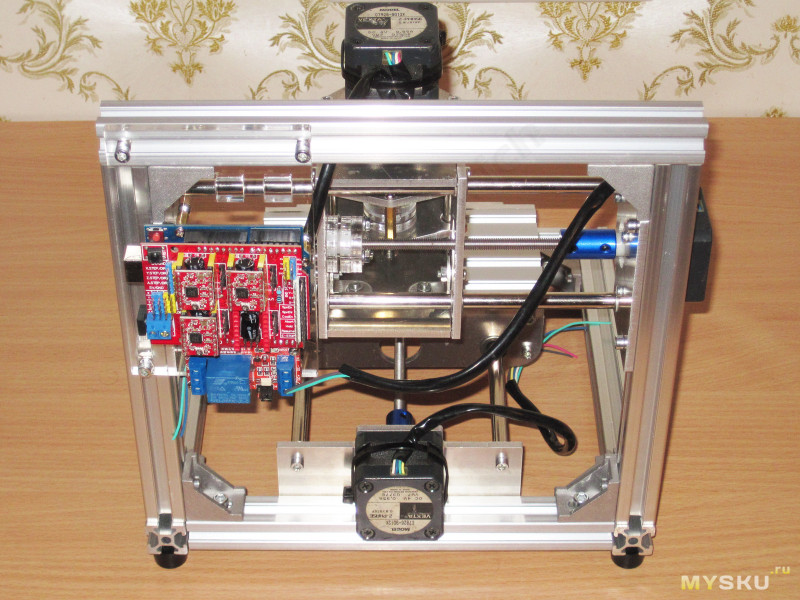
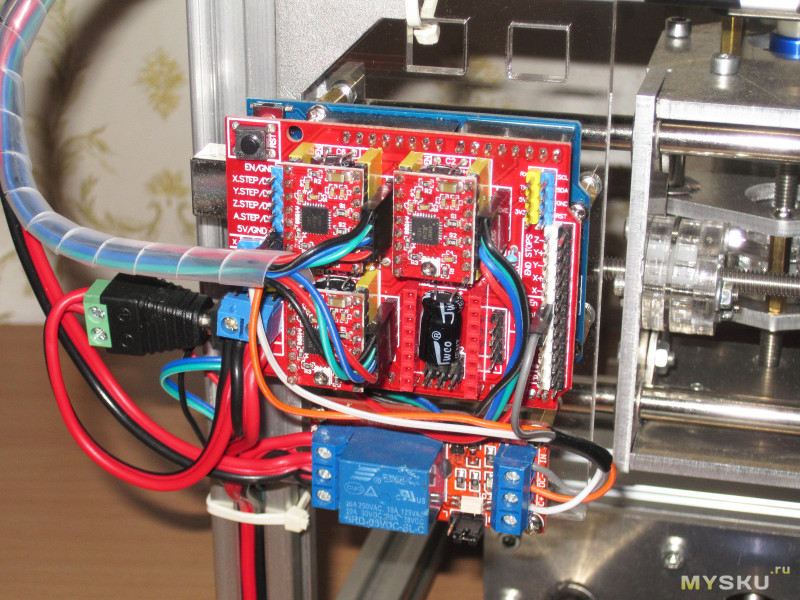
После этого устанавливаем на стойки все наши платы, а затем собранное основание прикручиваем в шасси станка.
Электронику можно установить как слева, так и справа, я установил слева, чтобы все провода выходили на правую сторону. Да и устанавливается он так немного аккуратнее.
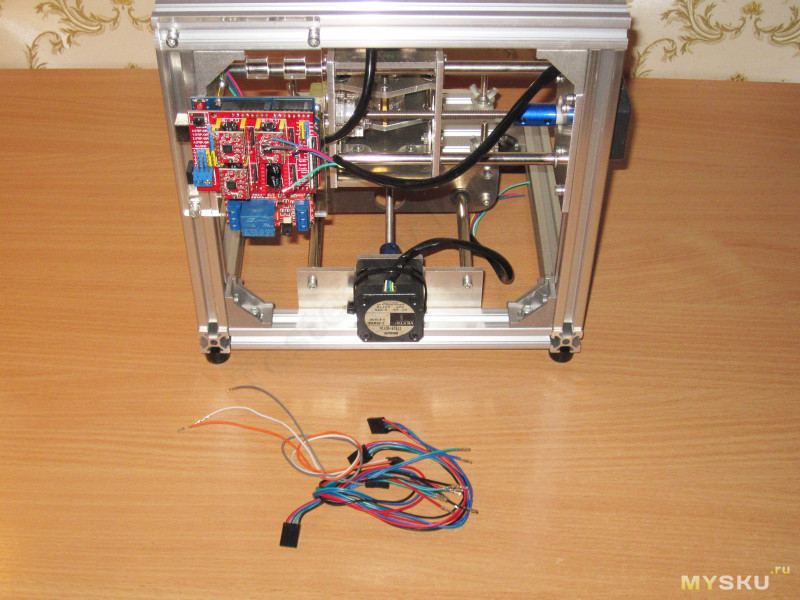
Теперь можно перейти к электрическим соединениям.
Для начала нам понадобятся провода с разъемами, их в комплекте соответственно количеству используемых шаговых двигателей, т.е. три штуки.
Сначала я соединил провода просто на «живую нитку», обмотав места соединений изолентой.
В таком состоянии протестировал что все работает корректно.
После этого соединил провода уже штатно. Вышло так, что провода соединять надо по цветам. Но на всякий случай объясню принцип:
У двигателя две обмотки (кстати, проводов из двигателей выходит 6, два просто обрезаны). Находим провода от каждой обмотки.
У драйвера соответственно два выхода, на каждую обмотку свой.
К верхним двум контактам подключаем одну обмотку, к нижним другую. Если двигатель вращается не в ту сторону, то просто переворачиваем разъем на 180 градусов.
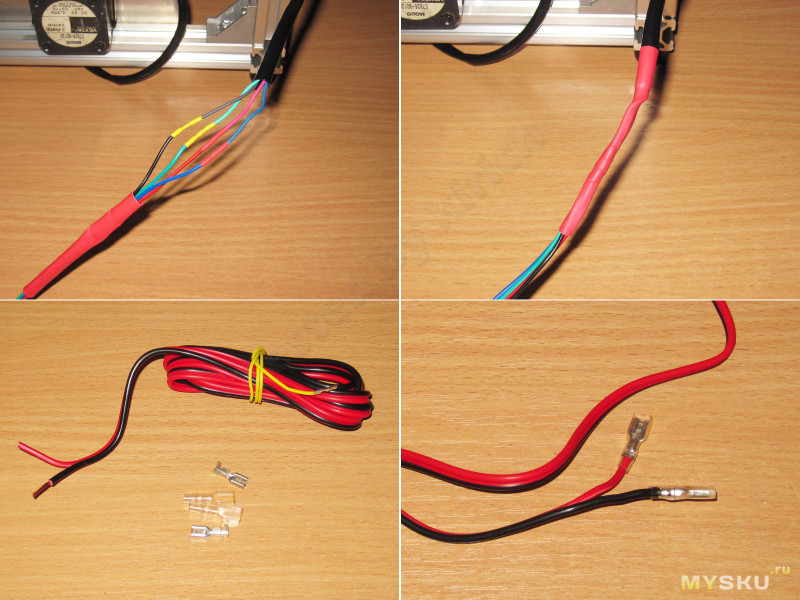
Комплектный провод для подключения двигателя шпинделя думал заменить, но потом выяснилось что провод довольно неплохой, а к тому же еще и относительно мягкий. Потому просто припаял комплектные клеммы.
Модуль реле подключается тремя проводами, они также идут в комплекте. Пара подает питание, она включена в разъем с обозначением 5V/Gnd, и один провод подключается к контакту управления — SpnEN.
Фото не мое, но хорошо объясняет что и куда подключать.
В итоге выглядело все как на фото ниже. Правда потом выяснилось, что двигатель оси Y работает не в ту сторону и разъем я позже перевернул.
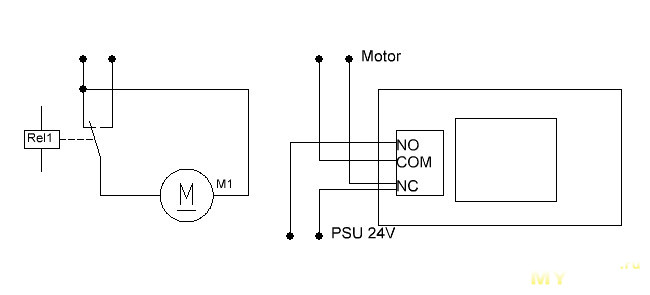
Реле я подключил немного не так, как было задумано изначально и сделал это по двум причинам:
1. Мне не хотелось делать скрутки, а так как реле должно было размыкать только один провод, то это пришлось бы сделать.
2. Я люблю когда шпиндель останавливается почти мгновенно, потому реле было включено так, чтобы коротить обмотку двигателя в выключенном состоянии.
В итоге схема включения выглядела следующим образом
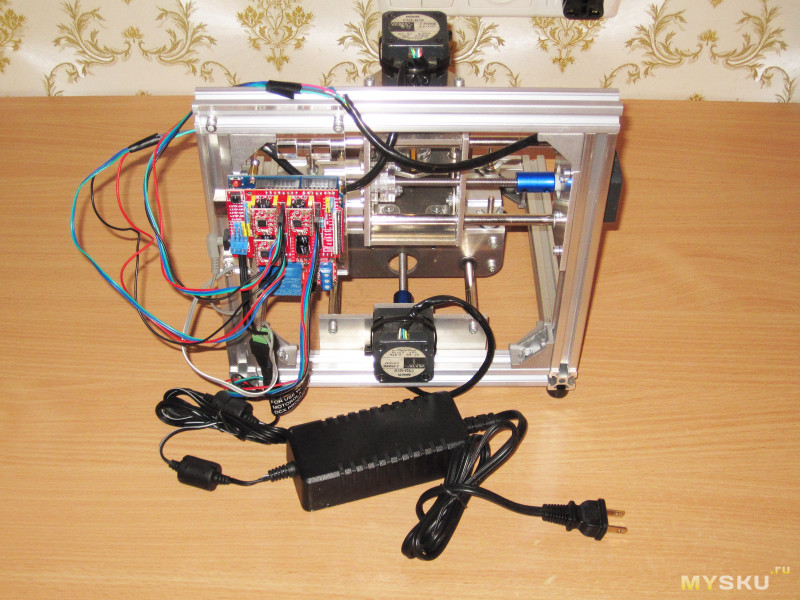
Двигатель шпинделя питается от напряжения 24 Вольта, а плата драйверов от 12 Вольт, для этого предусмотрен отдельный клемник.
Также я подключил от этого же клемника 12 Вольт на вход платы Ардуино. Но как показала практика, сделал я это зря. Несколько дней все шло отлично, я экспериментировал с вырезанием разных деталек, но при очередной попытке заметил, что через 5-10 минут работы станка привод по оси Z начинает самопроизвольно ползти вверх. Я пробовал разделить провода питания двигателя шпинделя и шагового, менял местами драйверы, но ничего не помогало.
Заметный результат дала установка конденсатора емкостью 0.47мкФ параллельно контактам двигателя, а кардинально решило проблему отсоединение питания платы Ардуино от 12 Вольт. В итоге плата питается только от USB.
В прошлом обзоре упоминалось что плата очень чувствительна к качеству кабеля. Я без проблем работал с ней через первый попавшийся кабель длиной около 2 метров, причем работа шла непрерывно около 12 часов.
От сборки 3D принтера у меня остался кусочек разрезной трубки, в которую я упаковал провода.
Два коннектора для подключения блоков питания я отметил термоусадкой разных цветов, красный — 24 Вольта, черный — 12 Вольт, чтобы не перепутать.
Сами провода притянуты стяжками и изолентой. Изолента посередине нужна затем, чтобы можно было переносить станок. Если использовать стяжки, то их острые концы могут оцарапать руку и будет не очень приятно.
Дальше я немного расскажу о блоках питания, тем более что в комплекте дали очень интересный экземпляр для демонстрации того, как должен быть собран действительно качественный блок.
Блоков питания два, а не один на два напряжения. Хотя опыт работы показал, что проще поставить плату DC-DC 24 в 12 Вольт, чем использовать два блока.
Расширенное описание блоков питания
Один БП на 12 Вольт и ток нагрузки до 5 Ампер, второй 24 Вольта 5 Ампер.
У первого была непонятная маркировка на кабеле — For motorola DCX. Кроме того блок питания имел весьма непривычный формат корпуса, похожий в сечении на трапецию. Я попробовал его разобрать, но к сожалению склеен он был буквально намертво. В некоторых отдельных местах крышка пыталась подняться, но таких мест было очень мало.
У второго зато был указан производитель — Astec и именно этим он меня и заинтересовал. Из преимуществ было то, что у блока питания установлен стандартный разъем для подключения входного кабеля, потому переходник к нему не потребовался, я просто взял обычный компьютерный кабель.
Второй блок я раскрыл без особых сложностей при помощи ножа и небольшого молотка.
В своих обзорах блоков питания я пару раз упоминал эту фирму. Теперь пришла очередь показать то, как должен быть сделан правильный БП.
Для начала скажу, что мне было удивительно увидеть в комплекте блок питания от этой фирмы. Раньше она производила хорошие БП для компьютеров, но потом ушла с этого рынка и занялась производством промышленных блоков. Но это не мешало ей производить и мелкие блок питания, например зарядные устройства для телефонов Сименс.
Отличие этой фирмы от большинства других состоит в том, что она сама производит (как минимум разрабатывает) некоторые микросхемы для своих блоков, а не использует стандартные «с полки».
И так приступим к разбору и демонстрации.
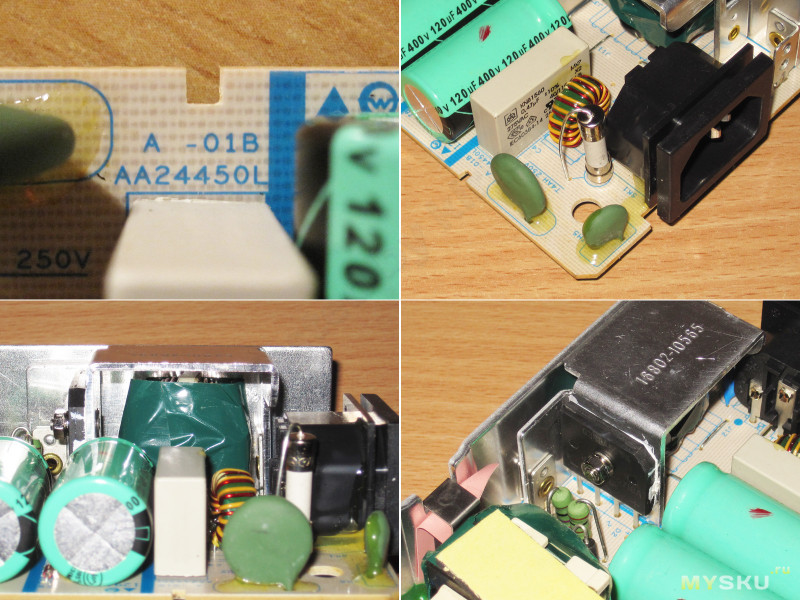
1. Блок питания промаркирован как AA24450L, но эта маркировка выводит меня на совсем другой блок, 32 Вольта 2.5 Ампера. Есть подозрение что БП перемаркирован, но БП с таким номером имеет и заметно меньший размер, потому пока для меня это загадка.
2, 3. На входе стоит полноценный фильтр, состоящий из двух синфазных (двухобмоточных) дросселей, варистора, термистора и предохранителя. Также присутствуют помехоподавляющие конденсаторы.
4. Диодный мост установлен на радиатор.
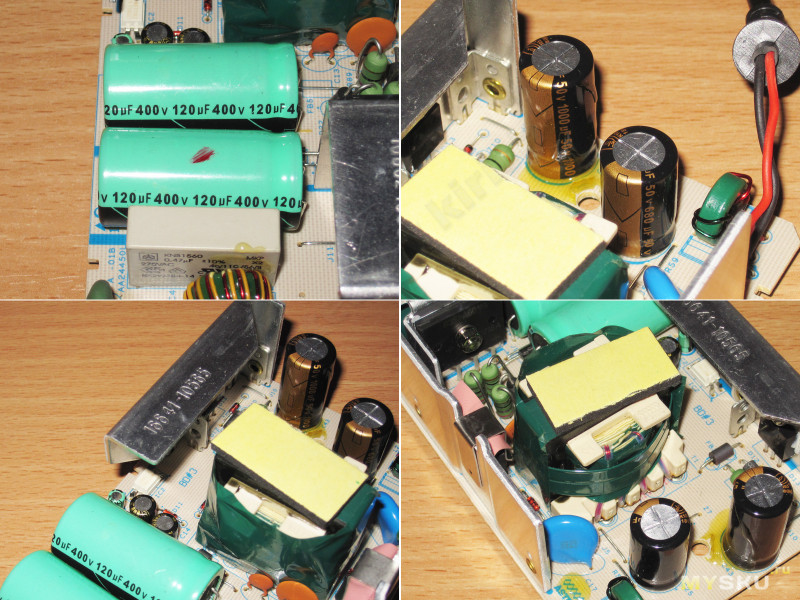
1. Суммарная емкость входных конденсаторов составляет 240мкФ, что для мощности в 120 Ватт обеспечивает нормальную работу во всем диапазоне входного напряжения.
2. Выходные конденсаторы имеют суммарную емкость в 1680мкФ, для 5 Ампер маловато, я даже был удивлен. Но при этом у меня есть некоторые сомнения в оригинальности этих конденсаторов, так как данная фирма обычно применяет конденсаторы другого производителя. Хотя следов пайки я не заметил. Конденсаторы рассчитаны на напряжение до 50 Вольт, что для выходного в 24 очень хорошо. Справа заметен выходной двухобмоточный дроссель.
3. Выходной диод также установлен на радиатор, но не очень большого размера. Возможно еще одна отсылка в сторону БП 32 Вольта 2.5 Ампера.
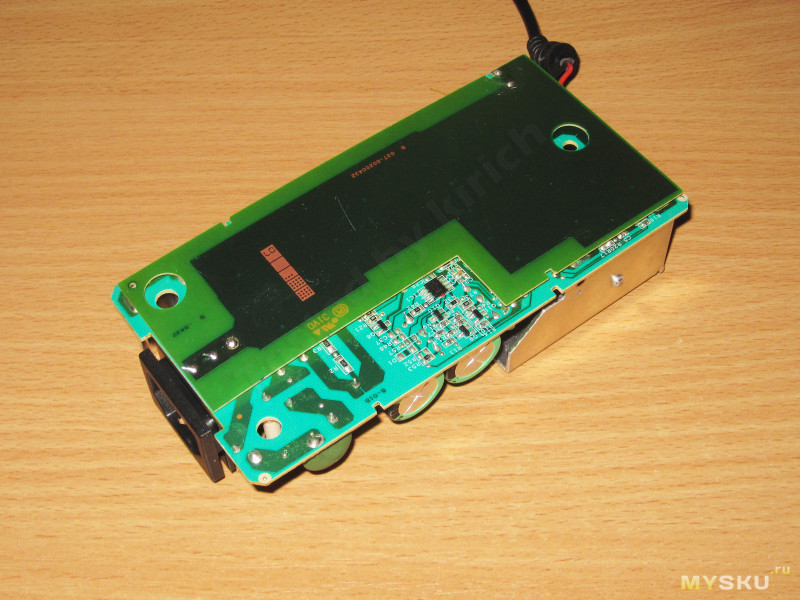
4. Силовой трансформатор выполнен в привычном стиле этой фирмы, слева виден высоковольтный транзистор, установленный на свой радиатор. Т.е. радиаторы «горячей» и «холодной» стороны раздельные.
Снизу плата закрыта дополнительным экраном, он уменьшает уровень излучаемых помех от БП.
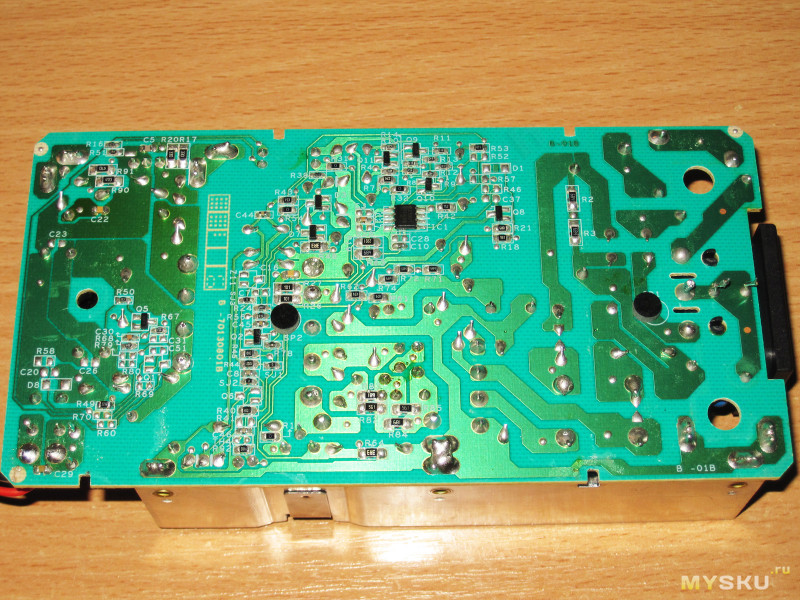
Снимаем экран и видим кучу компонентов, что на фоне последних БП кажется непривычным. Скорее всего БП был разработан довольно давно, так как сейчас используют ШИМ контроллеры «все в одном».
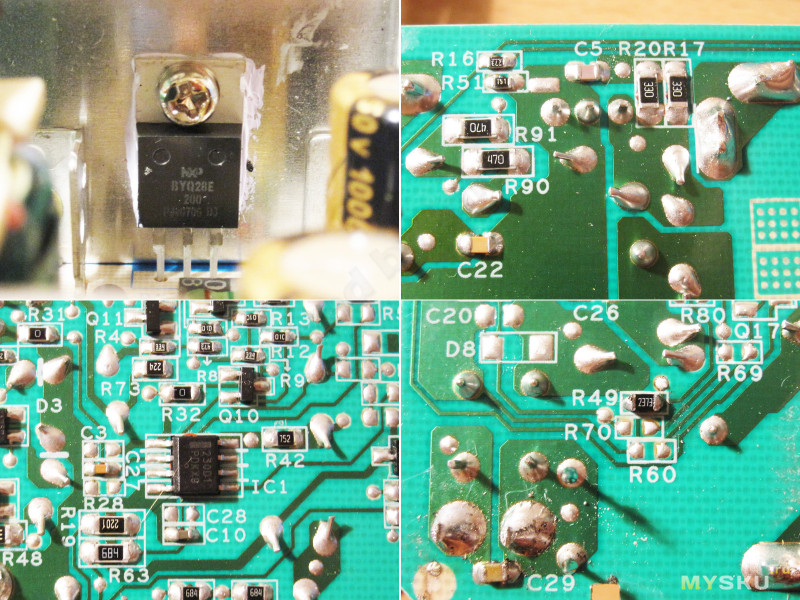
Также мне попалось немного необычное включение выходного диода.
1, 2. Если посмотреть на фото диодной сборки и его включение (на плате), то можно понять, что у диодной сборки работает только один диод, второй просто закорочен. Зачем такой хитрый ход, для меня осталось загадкой.
3. ШИМ контроллер. Я несколько раз коротил выход блока питания на ходу, проблем не было вообще, БП уходит в защиту и остается в этом режиме до перезапуска по входу 220 Вольт.
4. А вот еще одна улика. Видно, что имеет место небрежная пайка одного из резисторов. Сверху родного резистора напаян еще один. Так как по схеме это верхний резистор делителя, то выходное напряжение БП уменьшали, это дает основание предполагать что БП все таки перемаркирован из модели 32 Вольта 2.5 Ампера.
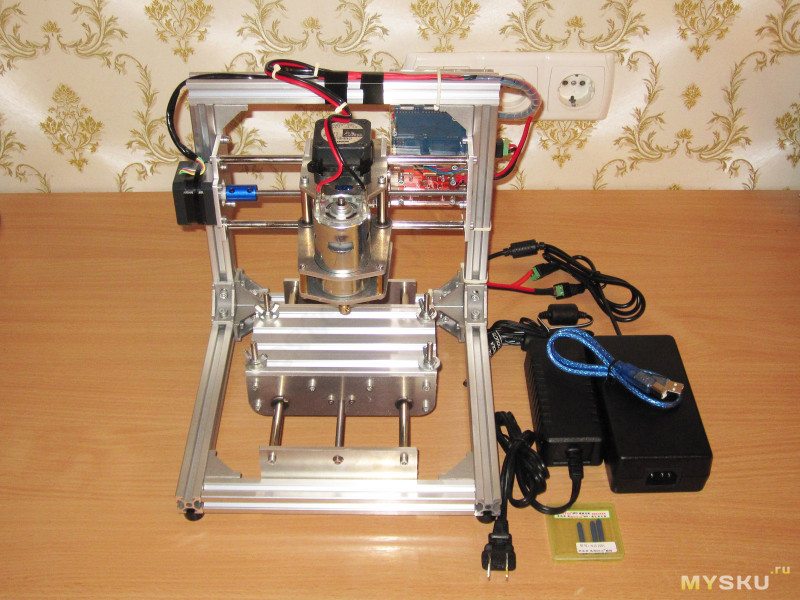
Весь комплект в сборе и готов к экспериментам :)
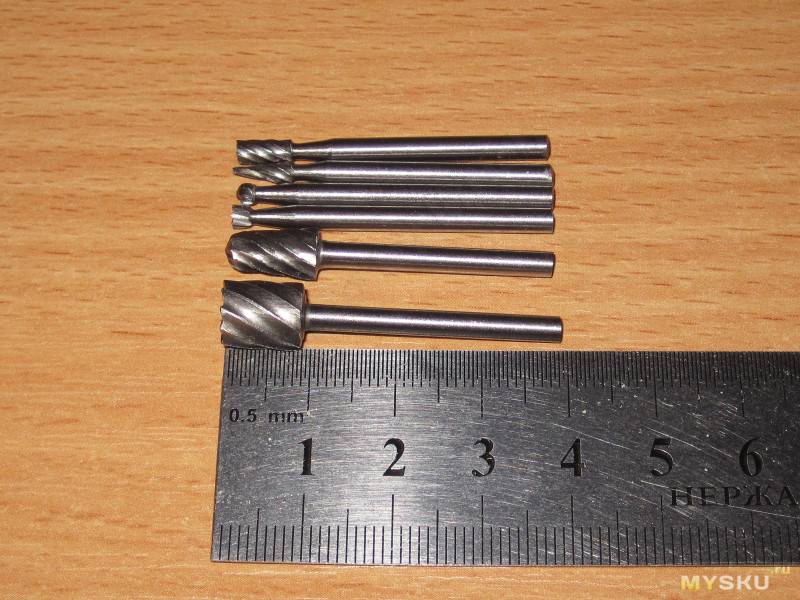
Гравер это конечно хорошо, но без фрез он ничего резать не будет, потому в комплекте дали «стартовый набор» в виде четырех одинаковых фрез.
Сначала я пытался понять маркировку на них, пробовал сопоставить измерения с цифрами, но меня реально вгоняло в ступор то, что все три фрезы имеют одинаковые размеры, но разную маркировку. Позже выяснилось, что делают их из поломанных фрез разных размеров, потому у них разная маркировка :)
Есть мысль сделать реверс шпинделя для работы с такими фрезами. Фреза симметричная и не имеет такого понятия как направление вращения, а значит будет резать в любом варианте. Если использовать реверс, то можно равномерно изнашивать обе стороны и ресурс фрезы увеличится до двух раз.
Фреза имеет очень острый конец, сходящийся в ноль. В процессе экспериментов я чуть надломил самый конец фрезы и в итоге получил результат еще лучше. Дальше я эту фрезу использовал даже для финишной обработки.
Устанавливаем фрезу в патрон, затягиваем винты, проверяем отсутствие биений.
Теоретическая часть, работа с ПО
Если вы думаете что теперь можно включить и пилить, то вы глубоко заблуждаетесь, дальше я расскажу про мою борьбу с ПО.
Сначала все было предельно просто. В принципе я потом нашел это в инструкции.
Есть специальная программка, при помощи которой мы заливаем прошивку в микроконтроллер.
В конце обзора я дам ссылку на составленный и рассортированный архив со всем необходимым.
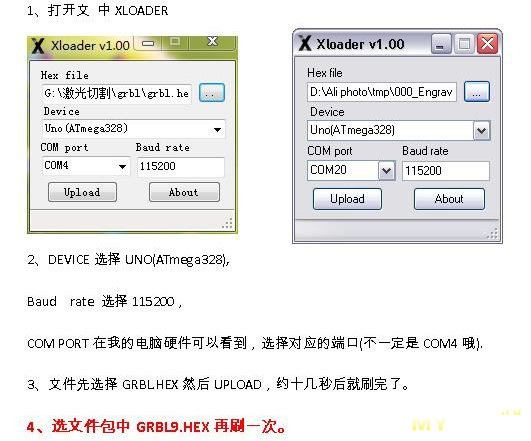
И так, берем программу Xloader, выбираем режимы как на скриншоте, только номер порта будет соответственно тому, каким он определился в системе, для этого придется зайти в диспетчер устройств/COM и LPT порты.
Открываем файл прошивки. Я нашел два файла к этому граверу:
grbl.hex
grbl9.hex
Сначала прошил первый, потом ради эксперимента — второй. Разницы не увидел потому оставил как есть.
Слева скриншот из инструкции, справа мой.
Затем нам нужна программа, которая будет «рулить» станком.
Здесь операции разделены. Существуют программы для работы с чертежом, а есть программы собственно управления станком.
В итоге вы сначала подготавливаете то, что надо гравировать/фрезеровать, потом либо сохраняете в один из промежуточных форматов и передаете программе-конвертеру, либо сразу формируете G-код.
G-код это последовательность команд для станка с указанием осей перемещения и расстояния, на которое перемещается шпиндель.
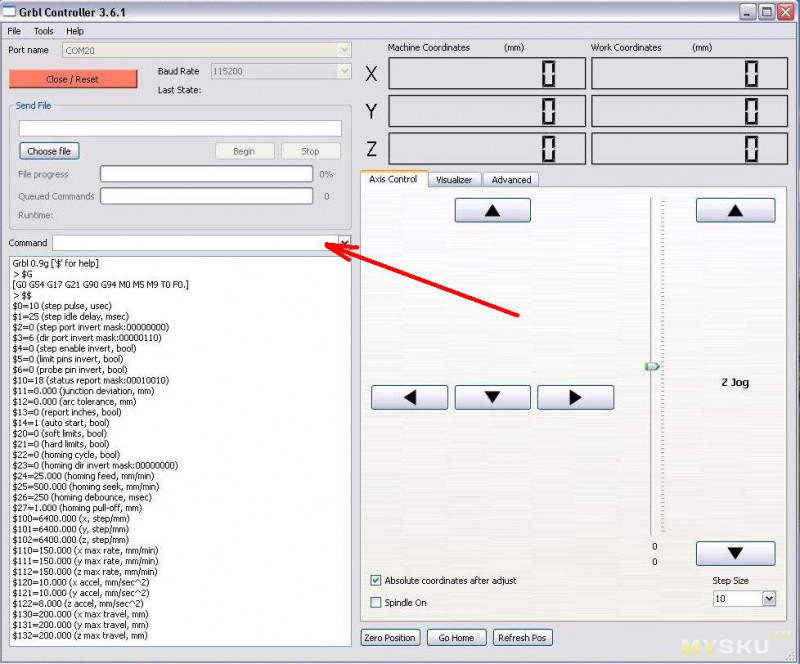
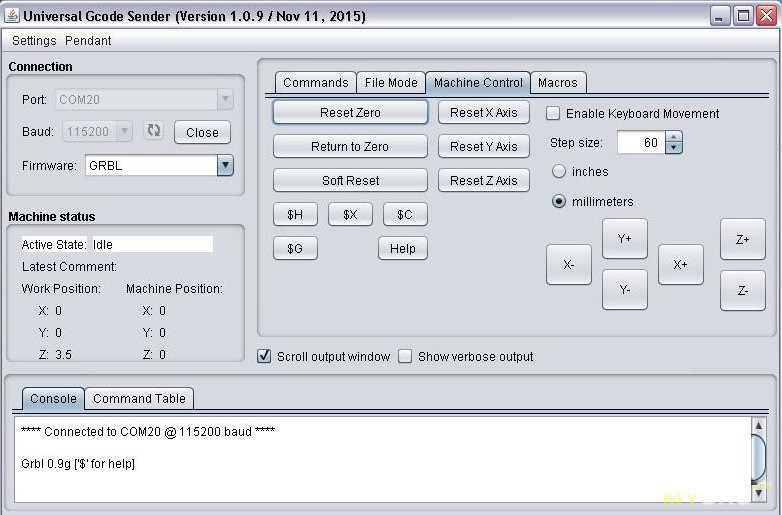
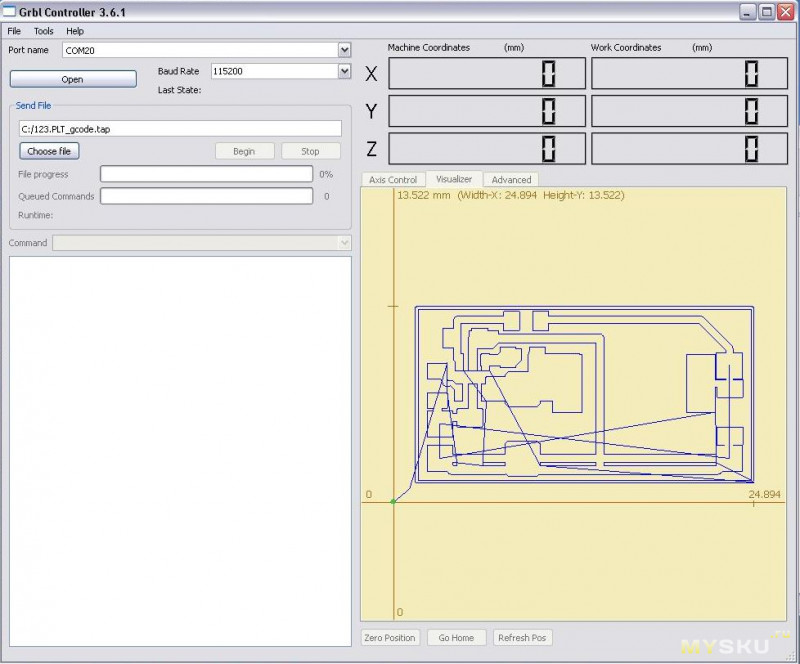
Но сначала я запустил программу Grbl Controller, это одна из программ для управления станком.
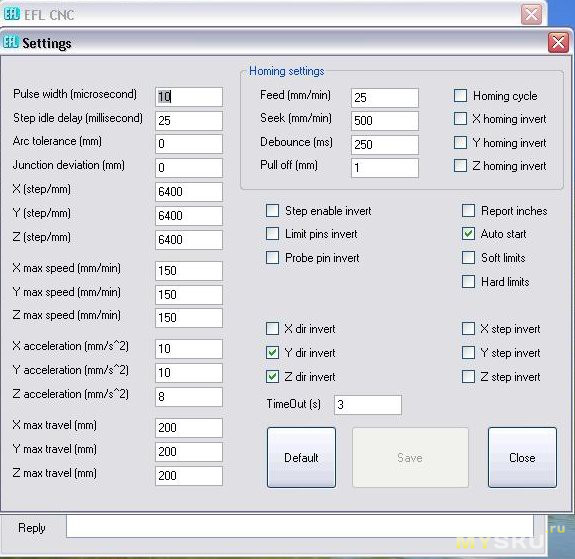
В ней надо было занести константы режимов работы с привязкой к конкретному оборудованию.
Для ввода констант есть отдельная строка, куда можно вписать/скопировать данные и потом нажать кнопку — Энтер. Вносить надо каждую константу отдельно.
При подключении программы к станку вы получаете список всех доступных констант, они хранятся в памяти Ардуины и используются всем ПО.
Константы я нашел потом в документации, которую смог скачать.
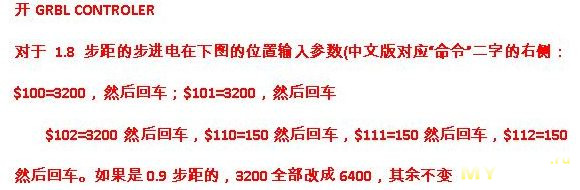
$100=3200
$101=3200
$102=3200
$110=150
$111=150
$112=150
Первые три — количество шагов на 1мм перемещения. Вычисляется по формуле 360/1.8*16/1=3200 где — 360 — количество градусов полного круга, 1.8 — угол поворота одного шага, 16 — количество импульсов на шаг, 1 — шаг резьбы винтовой передачи.
У меня двигатель был 0.9 градуса, шаг резьбы 1мм, потому получается — 360/0,9*16/1=6400
Если винтовая передача имеет шаг 2мм (специальные шпильки, а не обычные строительные), а двигатель 1.8 градуса (более распространенные ), то будет — 360/1,8*16/2=1600.
Хотя это я сейчас такой умный, а сначала я все делал методом «научного тыка» :)
Вторая тройка параметров — скорость перемещения мм/с в квадрате, в данном случае около 12мм/сек. Можно попробовать поднять, но якорь двигателя может начать проскальзывать в магнитном поле и пропускать шаги.
Чуть позже я выяснил, что можно запустить другую программу, где это все можно задать в более понятном виде.
В процессе экспериментов я как то забыл про эту программу, и вспомнил о ней только в процессе подготовки обзора, а зря.
В меню настроек есть все необходимые параметры.
Сначала я все делал при помощи ПО Grbl Controller. Хорошая и простая программа, но она имеет один большой минус, я даже не знаю почему разработчики за несколько лет и кучу версий программы об этом не задумались, в ней нет кнопки ПАУЗА!
Когда я пилил один из примеров, то использовал не совсем подходящую фрезу и ее фиксация могла ослабнуть со временем от вибрации.
Пилил я с час, фреза ослабела и надо ее подкрутить, нажимаем — СТОП, фиксируем фрезу и прогоняем час вхолостую, потому как начать программу с того момента где остановились — нельзя!
Ладно, зафиксировал фрезу, запустил опять, час холостого пробега, потом еще час работы, опять стоп, опять надо делать все заново.
Собственно потому я начал поиски программы с кнопкой — Пауза, совсем забыв, что у меня уже есть такая (выше показана) и нашел еще одну неплохую программу, в ней потом и работал, очень удобно, советую.
Кстати насчет кнопки — Стоп. Она вроде как есть во всех программах, но работает очень уж оригинально. В память станка загружается порция команд, он их обрабатывает, и если в процессе нажать кнопку стоп, то ПО просто перестанет подавать новые команды, а станок будет работать пока не выработает свой буфер.
В связи с этим вопрос — Где моя большая красная кнопка? Почему я не могу остановить работу станка вот здесь и сейчас? Жесть.
По началу я учился со станком работать и он мог ползти туда, куда ему хочется, я это вижу, жму кнопку Стоп, а он ползет дальше, в итоге я просто выдергивал вилку БП шаговых двигателей и ждал пока станок доработает (а это может быть и пара минут).
У 3Д принтера кнопка Стоп это именно Стоп, сразу и безоговорочно, здесь же целая рулетка.
Ладно, поругался немного, вернемся к нашим баранам, т.е. работе с ПО и подготовке программы.
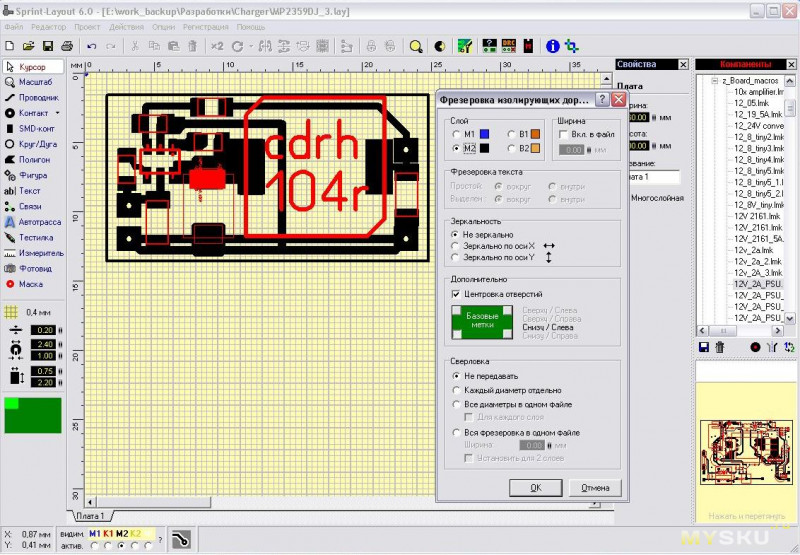
Выше я писал, что программы подготовки бывают разные. Например для фрезеровки печатных плат можно экспортировать данные в формат HPGL.
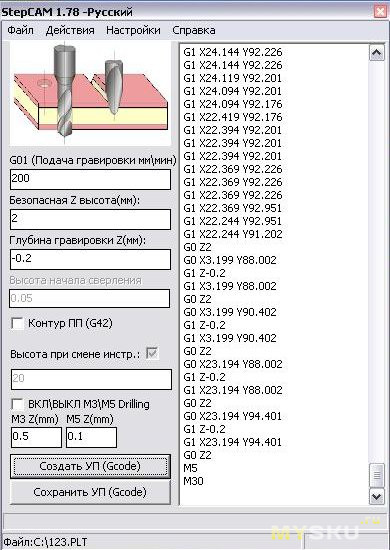
Но напрямую с ним работать нельзя, придется использовать программу-конвертер, которая поможет и с фрезеровкой платы и с ее сверловкой.
На выходе она выдает G-код с коррекцией режимов, заданных в самой программе — конвертере.
Этот G-код можно потом «скормить» любой из программ работы со станком и они все сделают работу одинаково.
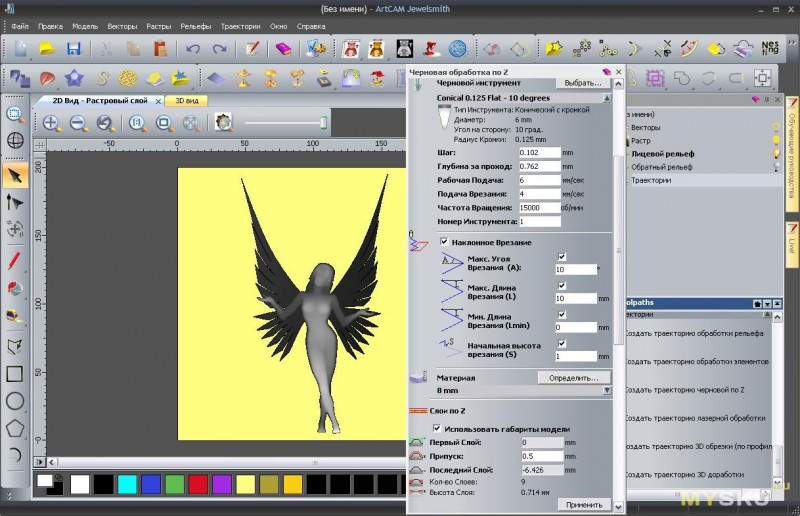
Для подготовки объемных моделей используется одна программа. С одной стороны это проще, но с другой — сложнее, так как работать с этим ПО гораздо труднее.
Трудности с ПО возникают в основном из-за того, что оно может очень много и все это желательно знать и понимать.
Надо знать что такое припуск, координата нуля (от стола или от верха детали), типы фрез и их характеристики (иногда режимы работы надо корректировать под свое оборудование), черновая и чистовая обработка, плавное погружение фрезы и т.п. и т.д.
ПО платное, потому в доп материалах его не будет.
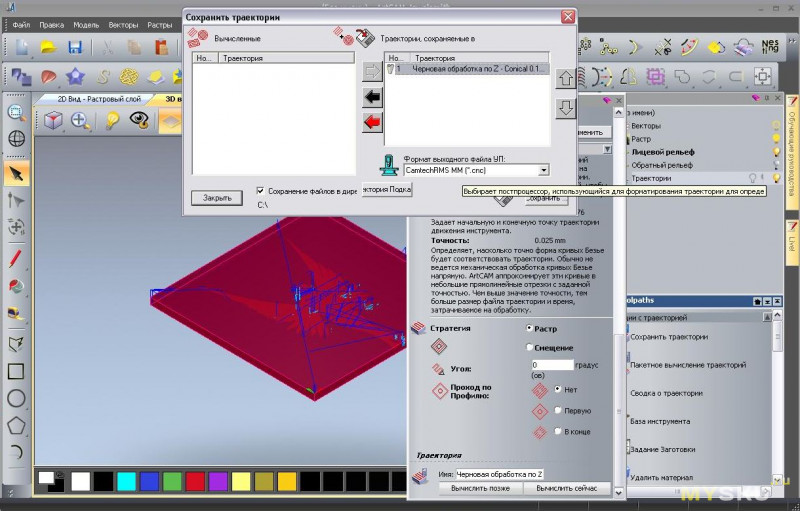
После всех настроек создаем файл с G-кодом. Обычно создают два файла, для черновой и чистовой резки. Я не буду вдаваться в нюансы связанные с настройками этого ПО, так как я сам еще не все понял, а если я начну писать что понял, то даже так будет очень много скриншотов и описаний, потому проще спросить в комментариях.
Кстати, сначала я долго экспериментировал с этим ПО и при этом очень долго матерился, так как создавал код, открывал его в программе управления, запускал, фреза начинала лезть только в одну сторону, быстро упиралась в край станка и мне приходилось нажимать стоп, выключать двигатель, ждать пару минут пока станок перестанет подавать признаки жизни и продолжать эксперимент с трансляцией в другой формат.
Проблема решилась путем поисков правильного формата вывода и включение в ПО режима — Абсолютные координаты ( в программе Grbl Controller, в двух других не надо, а экспериментировал только с этой), причем второе было куда важнее, но я то ведь не знал, потому убил кучу времени.
Практическая часть, работа со станком
Наигравшись с разными программами переходим непосредственно к резке.
Начал я с простых фигур, они есть в комплектной информации (которую я скачал значительно позднее), кстати, станок буквально передран с одного из форумов, в документации даже есть скриншот окна форума, где обсуждают сложности и проблемы работы!
К счастью я начал с программы рисования круга, здесь проблем не было, за исключением того, что рисование происходит в одной плоскости с материалом, потому фрезу пришлось утапливать на столько, на сколько надо заглублять ее при резке.
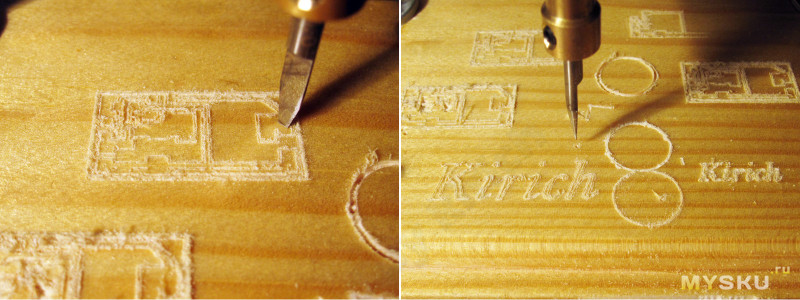
Потом попробовал гравировать печатную плату, а заодно всякий текст (для работы с текстом лучше пользоваться программой CorelDRAW).
Попутно узнал некоторые нюансы:
1. После окончания гравировки и нажатии кнопки — домой, фреза может впереться в материал с выключенным шпинделем, красиво, видно на одном из фото.
2. Если начать гравировать некоторые комплектные примеры, то можно остаться без фрезы, так как например квадраты ориентированы под лазерный гравер, где нет понятия ось Z и фреза пойдет с выключенным шпинделем. А в моем случае она была еще и заглублена в дерево. В процессе надломился кончик, буквально на 0.2-0.3. Не сломалась полностью она только потому, что дерево мягкое, потому рекомендую экспериментировать вообще на чем нибудь типа пенополистирола.
3. После окончания резки ПО может привести фрезу в домашнее положение, может только поднять, а может вообще оставить утопленной. Все зависит от настроения программы- конвертера и программы управления.
4. Не все программы управления выключают шпиндель в конце работы.
В общем сплошной разброд и шатание.
Видео процесса эмуляции гравировки печатной платы. Тренировался в процессе на кусочке деревяшки. Заодно в конце можно увидеть скорость остановки шпинделя после мой доработки, а точнее другого варианта подключения.
Из более сложного я решил сначала выгравировать небольшую картинку с жирафом.
Фрезеровал комплектной фрезой, даже в режиме чистовой обработки. Хотя фрезеровать такое с фрезой где конец сходит на ноль, неправильно. Для финишной обработки лучше использовать фрезу со сферой на конце, а никак не с иглой. Но так как моя фреза была чуть надломлена, то фрезеровала она даже очень неплохо для финишной обработки.
Пятнышки сверху получились случайно, надо было выбрать предварительное заглубление, т.е. когда рисунок начинается не от нуля, а утоплен на 0.5-1мм, чтобы убрать кривизну заготовки.
Размеры — 26х28мм, глубина резки около 1.5мм, шаг на финише — 0.1мм.
Фрагмент процесса гравировки этой модели. Извините за качество видео, снимал на пылесос фотоаппарат.
К станку я заказал дополнительные фрезы, но покажу только те, что смог установить в этот патрон.
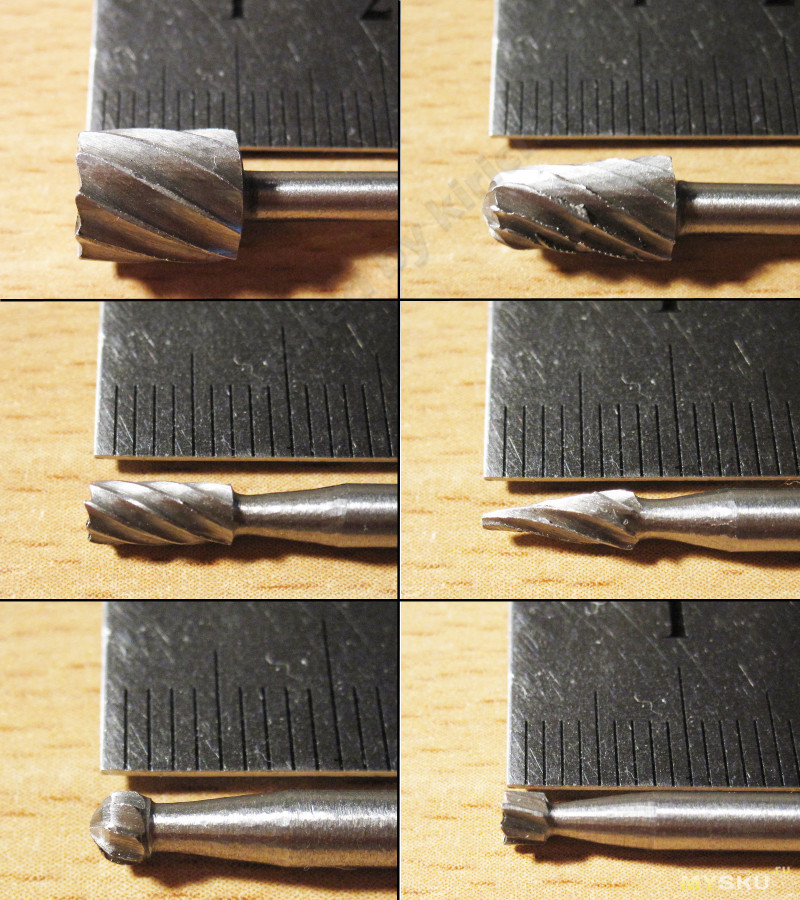
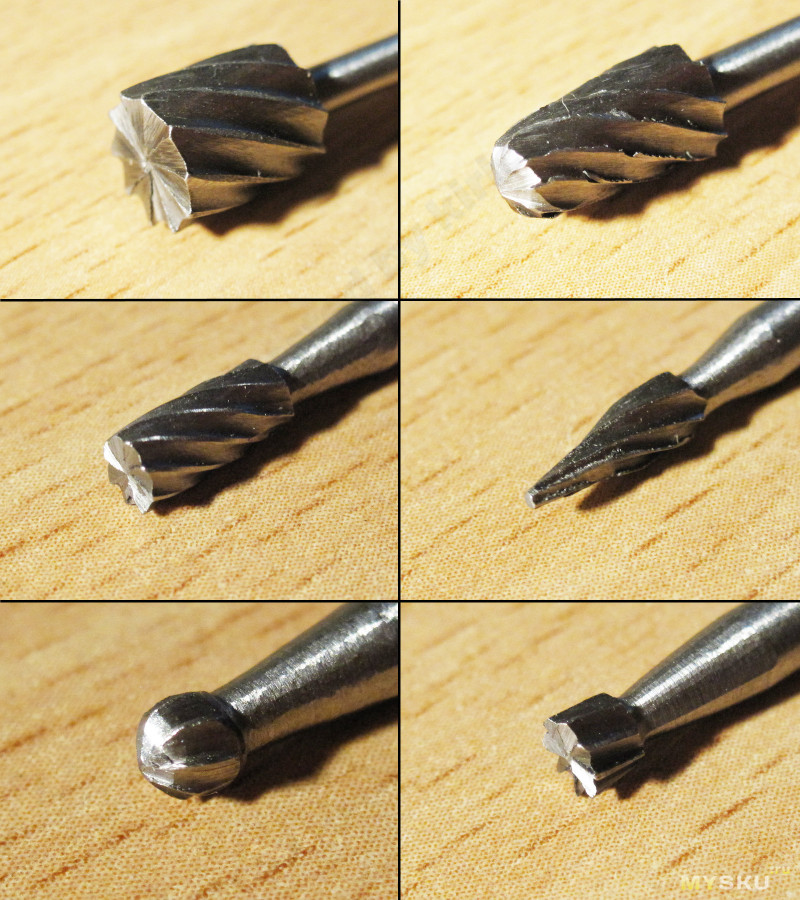
Еще несколько фрез
Прислали шесть фрез в небольшом пакетике, ссылка на товар, цена комплекта $2.99.
Все фрезы имеют одну длину, около 40мм.
Выше я писал, что патрон станка рассчитан на установку фрез с фиксированным диаметром хвостовика в 3.175мм. Сначала я расстроился, потому как хотел попробовать работать и другими фрезами.
Но порывшись в посылках нашел фрезы с диаметром хвостовика в 3.14 мм и решил попробовать.
Правда попытка была не очень удачной, сначала мне надо было выставить ее так, чтобы не было биений, но примерно через 30-60 минут фреза начинала бить и приходилось повторять операцию, а заодно фрезеровать все заново (об этом в разделе о ПО).
Боялся что через несколько часов работы разобьется патрон, но все обошлось.
Примерные размеры рабочих длин фрез.
Попутно измеренный диаметр
1. 8мм
2. 4,2-6,2мм
3. 3мм
4. 1-3мм
5. 3мм
6. 3-2.7мм
Ну и краткое описание.
1. Относительно неплохая фреза, было бы удобно использовать для объемной, черновой работы, только очень большая для этого станка. Потому кладем ее на полку и забываем.
2. Фреза больше подходящая для чистовой обработки больших объемов. Но из-за габаритов кладем ее на полке рядом с первой. Тем более что качество изготовления данной фрезы стремится к нулю, достаточно посмотреть на фото внимательнее.
3. Полный аналог первой, но меньшего диаметра. хорошо подходит для черновой обработки относительно мелких деталей. Я ее попробовал в работе, но при попытке резать с заглублением в 2мм и скоростью подачи около 2мм/сек фреза начала гореть. Потому кладем ее на ту же полку, разве что можно периодически вынимать, сдувать пыль и класть обратно, так как пользоваться ею в данном станке на пределе его возможностей. Надо понижать скорость подачи и уменьшать глубину погружения.
4. Конусная фреза, довольно неплохо подходит для черновой и чистовой обработки. Я ею пользовался для одной из моделей, видео будет ниже. Все бы ничего, но качество изготовления, а точнее — заточки, не очень хорошее.
5. Фреза хорошо подходящая для чистовой обработки, но больших моделей. Для мелких моделей будет слишком грубой, хотя качество изготовления довольно неплохое.
6. Трапецеидальная фреза. Я не знаю зачем она нужна, так как далек от фрезеровки, возможно для выборки материала внутри, т.е. подрезки. По качеству изготовления, вполне нормально, пользоваться можно даже на этом станке.
Так как первая же проверка показала, что в исходном виде пользоваться ими неудобно и отчасти опасно, то решено было их укоротить.
Я надрезал фрезы почти до нуля, а потом обламывал. Ломались с характерным щелчком, на месте излома видна порошковая структура.
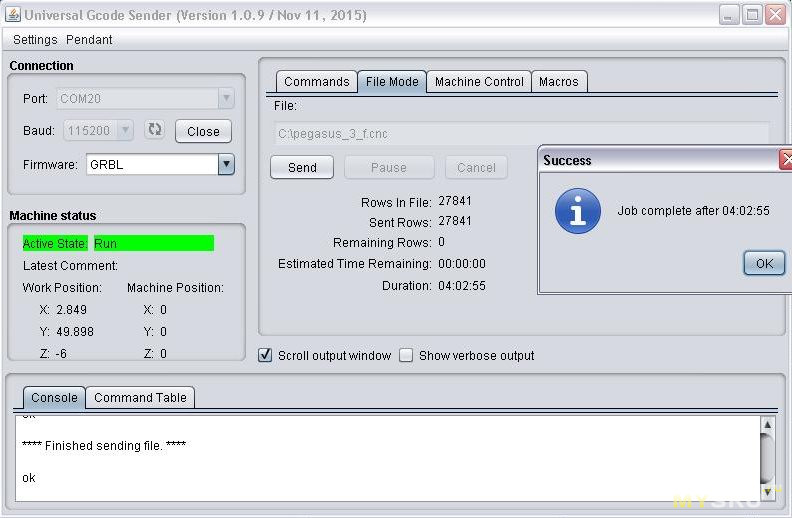
А вот дальше я взял модель покрупнее. Размеры 50х35мм, глубина модели 5.5мм, полная глубина фрезеровки 6мм.
Черновое фрезерование производилось фрезой номер 4 из списка выше. Было сделано 6 проходов по 0.9 или 0.95мм каждый (точно не помню).
На выходе была такая картина.
Финишное фрезерование производилось конусной фрезой, которую дали в комплекте (фото есть выше) и у которой я обломал кончик.
Шаг фрезерования был задан в 1мм, скорость рабочей подачи 2.5мм/сек, скорость подачи врезания 2мм/сек. (если не путаю).
Весь процесс чистовой обработки занял 4 часа. Можно было поднять скорость подачи, но пострадало бы качество. Для того чтобы качество не страдало, желательно чтобы шпиндель станка имел выше обороты. В моем случае при расчетах я принимал 15000 об/мин, но есть относительно небольшие станки где обороты 40-50к.
Думаю что при желании и на этом станке можно повысить скорость обработки в 2-4 раза, просто я не стал спешить. Чем выше скорость, тем хуже качество и больше шанс повреждения фрез.
В итоге у меня получилась такая модель. Фото очень плохо передает реальный вид, потому намекну, это Пегас :)
Оригинальный размер модели был заметно больше, но чтобы сделать работу быстрее, пришлось его уменьшить до указанных 50х35мм.
Степень детализации очень высокая, но видны следы от работы фрезы, причем основание получилось абсолютно гладким, а на самой модели есть следы даже на ровных участках.
Но в целом я бы сказал что для этого станка даже отлично, рисунок передан очень хорошо.
В дополнение к фото я снял и видео процесса фрезеровки последней детали. Так как процесс суммарно занял около 6.5 часов, а видео имеет длительность всего 6.5 минут, то пришлось сильно сократить. В процессе я очищал модель от стружки, потому в кадре она выглядит по разному.
В начале видно, что черновая фреза категорически не подходит для этой задачи, потому как вместо превращения дерева в мелкую стружку она просто снимает дерево в виде полоски.
К вопросу скорости работы
Мой станочек работает весьма неторопливо. Реально может работать немного быстрее, но далеко не так, как на этом видео. Здесь наверняка применены двигатели с шагом 1.8 градуса и винтовая пара с шагом 2мм.
Вот теперь можно подвести итоги.
Для начала я расскажу о нюансах, связанных с конструкцией станка и возможным методах их решения, располагать буду в порядке важности.
Обязательное.
1. Не очень хорошие подшипники скольжения, хотя скорее это просто втулки, а не подшипники. В процессе сборки я не обратил особого внимания на них, но потом понял, что перед сборкой их надо было простучать молотком, в этом случае они сели бы глубже и работали лучше. Но в любом случае я планирую заменить их на линейные шариковые.
2. Металлические втулки, соединяющие вал шаговых двигателей и ходовые винты (шпильки). Одна из сложных проблем, в принципе их можно выставить и зафиксировать практически без биений, но сделать это реально сложно. на одну из осей мне пришлось намотать скотч, чтобы шпилька входила плотно, а только потом затянуть ее, но проблема вылезла в месте соединения втулки и вала двигателя.
Советую заменить их на нормальные демпферы, благо цена их не очень большая.
3. Пластиковые гайки.
Сначала я планировал поместить их на первое место, но практика показала, что они ведут себя лучше, чем ожидалось. Я думаю если заменить втулки на демпферы, то работать будет надежнее. Кроме того в комплекте дали три запасные гайки. Можно заменить их на металлические, но такое решение может иметь свои минусы.
Но у такой конструкции есть и плюсы. Данный узел имеет практически нулевой люфт, кроме того его можно регулировать по мере износа.
4. Патрон.
Патрон надо менять. Но менять его надо не потому, что он плохой, п потому, что он неудобный. С таким патроном можно использовать фрезы только с диаметром хвостовика в 3.175мм, а наверняка у многих лежат фрезы и сверла с другими диаметрами.
5. Ходовые винты (шпильки).
Здесь сложно сказать как лучше. С одной стороны это просто шпильки и нормальная червячная передача даст выше надежность (про ШВП я молчу, не та цена), но со шпильками станок имеет в два раза большую тягу, а также более высокую относительную точность позиционирования. В случае замены шпилек на нормальную червячно-винтовую пару меняется весь комплект, винт и гайка.
Второстепенное
6. Торцевые подшипники. Их здесь просто нет. По большому счет все нормально работает и без них, я даже не знаю, имеют ли они здесь смысл, но если есть возможность, то лучше поставить.
7. Двигатель. Для данного станка более чем достаточен. При установке более мощного двигателя будет тяжелее работать приводу оси Z, а вот «разогнать» существующий двигатель вполне реально. Я думаю что вполне спокойно можно поднять напряжение питания до 27-30 Вольт, тем более что блок питания это позволяет.
8. Убрать из конструкции блок питания 12 Вольт, заменив его DC-DC преобразователем. Не вижу смысла в двух блоках питания там, где спокойно может работать один.
9. Добавить возможность реверсирования двигателя, это добавит ресурс некоторым видам фрез.
10. Переделать все вышеперечисленное, поиграться, поставить станок на полку и на
основании полученного опыта сделать что то свое, больше/мощнее/универсальнее.
Что вообще дает этот конструктор.
1. Хорошую практику в работе с мелкими станками с ЧПУ.
2. Понимание процесса работы такого вида оборудования
3. Возможность использовать его практически в реальных применениях, например
гравировка, сверловка плат, изготовление мелких деталей из пластика или дерева.
4. В случае если интерес не угаснет, то будет информация (и некоторые компоненты) для
самостоятельной сборки своего варианта похожего станка.
Фрезер является упрощенным аналогом устройства из этого обзора, потому многое, что написано там, относится к обозреваемому. Стоит меньше, но имеет проще конструкцию.
На этом все, надеюсь что было интересно.
Дополнительные материалы
Подборка всего, что может понадобиться для работы со станком — Скачать
Ну и как небольшой бонус, видео работы больших станков.
А это станок с семью осями (в обзоре три)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Планирую купить+48Добавить в избранноеОбзор понравился+66
+105
вот бы из ценных твердых пород древесины опробовать или на толстенном стеклотекстолите.
Из текстолита вряд ли будет красиво, а вот насчет дерева надо подумать, вроде валялся дома кусочек чего то более твердого.
Будет заметно лучше, если взять рисунок больше размером, так как при размере 50х35 все совсем мелкое.
Текстолит вообще странный материал.
Хотел себе предметный стол сделать. Попросил из большого листа себе вырезать. Вырезали добрые люди. Получился горбыль миллиметра на 2 )))
Они глобальные для всех.
Я как то спрашивал админа, можно ли увеличить, ответил что теоретически можно, но очень сложно :(
Собственно потому в январе обзор блока питания был из двух «серий».
Очевидно это ограничение движка сайта, поэтому и сложно (но при большом желании можно).
Нет, просто сначала вбили такое значение в максимум, а теперь поменять сложно, потому что это будет относиться ко всем обзорам и каким боком это вылезет, еще неизвестно.
Подавляющему большинству авторов это не мешает :)
Как показала практика, я не один такой :)
Хотя это уже четвертый раз, когда я уперся в ограничение. Когда пишу большие обзоры, то после каждого сохранения в черновике жду что вылезет предупреждение.
Извините, забыл. А сейчас даже слова не могу добавить, ограничение в 15000 символов, и так часть информации пришлось удалить, чтобы вписаться в лимит.
Странное какое то ограничение. у меня сейчас в черновиках лежит обзор на телефон в нем 5033 слова из 34409 символов. специально нажал кнопку опубликовать, и все получилось. так что что то темните. или это ограничение по 18 пункту
так что что то темните. или это ограничение по 18 пункту
На сайте нет ограничения по 18 пункту, эту галку я вообще поставил в последнюю очередь.
Просто подсчет символов ведется несколько оригинально.
Вот так это выглядит.
Кроме того, в прошлом месяце был обзор телефона, там тоже автор жаловался.
так что что то темните
А смысл?
в нем 5033 слова из 34409 символов.
Если считать все, что есть в обзоре, в месте с кодами, то у меня —
7555 слов и 58616 знаков с пробелами.
Убрал HTML коды, осталось 6934 слов и 45625, попробуйте увеличить Ваш обзор до такого значения и получите такое же сообщение об ошибке, просто у Вас обзор еще маленький для такого ограничения :)
Кстати, коды тоже увеличивают размер, у меня обзор влазил, потом добавил два видео, перестал влазить в лимит.
ну так а при чем тут тогда 15000 если 45000 влазит?
Выше скриншот, там написано — до 15000, высвечивается надпись когда лимит превышен, что я должен думать?
Скорее всего сайт просто считает как то по своему.
Дуб не стоит пробовать, колкий очень.Невозможно угадать когда кусок отломится.Да и пыль дубовая не лучшый друг для легких. Например у бошевской шлифмашинки(орбиталка) в инструкции на 8 языках заявлено -«Древесная пыль твердых пород деревьев: дуб, бук, береза, ясень и др. относят к канцерогенным факторам»
я перечистил резьбы после прохода мелкой фрезой не один квадратный метр, такие лохмотья остаются, что мама не горюй. Острая фреза позволяет сделать более четкими мелкие детали, но ворса там временами очень много остается. А вот как раз после более крупной фрезы, рисунок менее четкий, а лохмотьев меньше. Говорю из личного опыта.
Я чуть уточню, станки не мои, у приятеля производство, 3 станка, в том же дворе еще два цеха, в одном начисто вообще не проходят, детализация хуже, но нет головной боли с зачисткой, мой приятель пользуется обычной фрезой, что касаемо той о которой вы упомянули, даже и не знаю, возможно и чище будет резьба. Чистить резьбу дело очень невеселое, приходится подрезать многое, пластиковая щетка не справляется.
Ну это мое мнение… Я имею на него право?
Своих примеров? Это типа вам выслали, вы хороший. Мне нет, я чудак?
Хорошо, в следующий раз буду ставить минус вместо плюса без комментариев.
Своих примеров? Это типа вам выслали, вы хороший. Мне нет, я чудак?
При чем здесь это.
Вы попробуйте сделать на станке что то, потом поймете, что для хорошего качества ценник будет совсем другой. Ну или вложить ручного труда придется очень много.
Но мне скорее любопытно, почему хрень то, как по мне, то качество как раз хорошее, даже в таком варианте вышла нормальная детализация, рисунок 200х200 сделать проще чем 40х40.
Понимаете как, слово «хрень» не объясняет что конкретно не устроило.
Мне, кстати, всегда интересно мнение других.
Просто я привык, что человек аргументирует свое мнение, ведь мне тоже любопытно знать, что не так, может были причины, почему так вышло, или я знаю как сделать лучше.
Можно конечно написать — плохо, но ведь в люом случае последует закономерный ответ — что именно плохо.
Да, соглашусь, качество не предел мечтаний, но ведь на то были свои причины, я писал их в обзоре.
Основная — неподходящая фреза, такие работы надо выполнять фрезой со сферой на конце, фрезеровка была бы куда аккуратнее, не было бы полос.
Кроме того модель очень маленькая, а детализация у нее очень высокая. Да и стоит наверное учесть, что я впервые работаю с таким станком.
Я и Арткам увидел впервые, пока вообще смог разобраться как с ним работать, а настроек там тьма и все влияют.
Кстати, если бы я таки доучился, то у меня была бы специальность — Техник наладчик станков с ЧПУ и роботизированных комплексов (2102).
согласен, устройство для нубов, и видео это конечно чпу, но более обрабатывающие центры, узко-специализированые агрегаты, один из них еще сможет такого коня смастырить остальные, сомневаюсь, хотелось бы глянуть на того дурня, при потогонной работе на которых, будет корячить оснастку что бы слепить всякие розочки-цветочки, этот из обзора даже к КРС с пу не приближается, так игрушка, на месяцок максимум
тут с натягом и фрезером стыдно назвать, так мельчайший гравёр, а КРС как раз под такие задачи, у нас под пресформы электроды делают на КРС, да и сам иной раз чего нибудь для души, там работы штучные, и съем металла два миллиметра максимум и то на цветмете
Ну вот и вы до своего станочка добрались.
А не было при длинной работе сбоя работы программы (видимо из-за помех в USB или где то еще)?
Все думаю, куда кондеров навтыкать.
Сейчас свой по оси Х модернизирую. Пришлось фланцы переделывать, так как линейные подшипники заказал без торцевой резьбы и пришлось для них специальные хомуты ставить.
Да он у меня с мая месяца лежал, а обзор начала писать в середине июня, просто потом некогда было, но вот доделал :)
А не было при длинной работе сбоя работы программы (видимо из-за помех в USB или где то еще)?
Ниразу. Ни на родном кабеле, ни на том, с которым потом постоянно работал, длиной 2 метра.
Причем подключение было через хаб, так как станок стоял на столе.
Здесь наверняка применены двигатели с шагом 1.8 градуса и винтовая пара с шагом 2мм.
там у двигателей момент по-больше будет. Раза так в 2-3и. Соотв. можно увеличить скорость и при этом не будут пропускаться шаги.
На ваших тоже можно сделать быстрые движения. Но результат вас точно не порадует)
лично я в этом проблемы не вижу, тк тут уже проскакивала шутка, что на муське есть 3 типа обзоров:
1. первый.
2. лучший
3. остальные))
хотя в реальности — в каждом обзоре обычно есть деталь, которой нет в других — в том обзоре фрезера — слом фрезы на обработке люминия из-за плохого зажатия (както странно она выпала при останове шпинделя)
слом фрезы на обработке люминия из-за плохого зажатия (както странно она выпала при останове шпинделя)
Я думаю там фрезу сломало не потому.
Скорее всего начались радиальные биения, из-за плохих подшипников, после биений начала раскручиваться фреза, биение увеличилось и фреза сломалась.
У меня похожая ситуация была, но я успел остановить.
Вот именно, там другой фрезер. Очень похож внешне, но имеет существенные отличия в конструкции:
Наличие демпферов
Нормальная передача винт-гайка
Более мощные шаговики, хотя это несущественно
Дороже.
Ну почему же. Сейчас я понимаю, что вполне реально все это собрать самому, самое сложное — металлические элементы, которые надо вырезать.
Можно сделать из акрила, но будет плохо.
Есть еще вариант, попробую допилить этот станок и вырезать все что мне надо при помощи него :)
Потом собрать свой, с девушками и преферансом :)))
и как ускоряет разработку прототипа любова устройства
вы неправы. она уже производит. Наиболее экономически выгодная область применения станков с ЧПУ — это мелко/средне/крупно-серийное производство, разовые детали и прототипирование — ооычно на универсальных станках, а массовая фигня — это автоматы и полуавтоматы. (например расходники типа крепежа)
ок, сойдемся на плоских заготовках)) а то мы с вами уже не в первый раз начинаем обсуждать слона с разных сторон.
касательно мелкосерийного и крупносерийного производства — они почти не отличаются от единичного и массового соответственно, одним из отличительных признаков был класс применяемого оборудования, но ведь никто не запрещает в массовом использовать универсальное, например. А, еще рабочим. На массовом за станок можно обезьяну поставить, на качестве детали это не отразится)) она всеравно только заготовку менять будет.
Если с заменой платы управления, то это и так понятно.
А как это сделать в текущей конфигурации, вот что любопытно. Я пробовал ставить Mach3, там можно только ЛПТ порт выбрать :(
Так плата 330р всего стоит. Да, только с LPT, зато там все вылизано годами и работать с нею одно удовольствие. Любой древний комп с 15" монитором и 500Mb оперативы потянет на ура. Все равно потом моторы захочется хорошие, к моторам драйверы, винты, направляющие, шпиндель… не то чтобы этот станок полностью перестроить, а на нем другой, «потолще» выпилить.
Так держать отдельный комп придется, а ему и монитор подавай и клавиатуру, либо через Радмин рулить.
Понятно что такое решение имеет свои плюсы. Но к этой плате придется еще драйверы городить. Видел платы сразу с драйверами, там конечно удобнее, но тоже ЛПТ. :(
не совсем, это контроллер от PlanetCNC работающий со своим софтом по usb и подключается к стандартным внешним драйверам cnc через lpt
типа «конвертера», но со своими мозгами и ПО для управления
Я же не сказал что его надо искать, я их дома уже имею пару и еще штук 5 спокойно соберу из того что есть дома.
Просто ему тоже надо место и все полагающееся.
Так собери миникомпик размером чуть больше книжки. Там надо то — мать самую маленькую какую найдешь, плашка оперативки, бп и винт. Все. Нагрузка на него детская, на охлаждение можно почти забить, зачем под него тащить пустой кейс атх?
Супер инструкция на сборку ЧПУ, все разжевано до мелочей. Я думаю по такой инструкции собирать станок, по отдельности покупая правильные детали. Ибо выйдет дешевле и лучше.
Но остались вопросы:
Какие получились габариты у собранного станка?
Ходовые шпильки М8, это обычная шпилька из строймагазина, без какой либо обработки просто отпиленная?
Какой длинны шпильки и направляющие?
Если вместо ходовых шпилек поставить «T8 300mm Stainless Steel Lead Screw Set with Shaft Coupling and Mounted Ball Bearing» точность позиционирования возрастет в разы?
Примерно 280х290х270. Этот крайние габариты, с учетом двигателей и плат.
Ходовые шпильки М8, это обычная шпилька из строймагазина, без какой либо обработки просто отпиленная?
Судя по внешнему виду один в один.
Какой длинны шпильки и направляющие?
200мм оси X Y и 10мм ось Z.
Если вместо ходовых шпилек поставить «T8 300mm Stainless Steel Lead Screw Set with Shaft Coupling and Mounted Ball Bearing» точность позиционирования возрастет в разы?
Наоборот, упадет в два раза, у шпилек 1мм шаг, а у этих 2мм шаг.
Увеличится надежность работы.
Я думаю по такой инструкции собирать станок, по отдельности покупая правильные детали.
Наоборот, упадет в два раза, у шпилек 1мм шаг, а у этих 2мм шаг.
Увеличится надежность работы.
Почему? Если я правильно понял статью, то в данном случае точность позиционирования определяется люфтом, а не шагом шпилек или углом ШД.
Вроде у этих которые с шариками должен быть люфт меньше.
Да, конечно 100, клавиатура глючит, а я не заметил :)
Почему? Если я правильно понял статью, то в данном случае точность позиционирования определяется люфтом, а не шагом шпилек или углом ШД.
Не совсем. Возможно я где то непонятно объяснил, надо еще раз перечитать.
Точность позиционирования зависит от шага двигателя и резьбы на шпильке.
Удержание этой позиции от люфта пары винт-гайка. В данном варианте (с пластмассовыми гайками) люфта практически нет, я это писал в обзоре. Мало того, если гайки зажать сильнее, то люфт вообще будет почти нулевым.
А вот надежность решения с пластмассовыми гайками стремится к нулю :( В этом плане долговременная точность будет выше у специальных ходовых винтов, но так как шаг у них в 2 раза шире, то точть позиционирования снизится.
Но в любом случае даже если применить двигатели с шагом 1.8 градуса, а винты с 2мм на шаг, то минимальная дискрета будет 0.01мм, что уже выше крыши.
У станка проблема именно в подшипниках, их люфт куда сильнее уменьшит точность, чем замена ходовых винтов.
Так что в первую очередь — правильные линейные подшипники.
Аа, вот откуда люфт берется.
Но линейные подшипники — подшипники скольжения, со всем недостатками.
Получается можно в ШВП не упиратся, а остановиться на шпильках с двумя гайками и пружиной, будет надежнее чем пластиковые гайки, но и люфт ходовых шпилек будет компенсироваться.
А чтобы от люфта линейных подшипников избавиться нужно ставить не один ШД по центу, а два по краям, и запускать их в синхронном режиме.
Но линейные подшипники — подшипники скольжения, со всем недостатками.
нет, есть и линейные шарикоподшипники.
Получается можно в ШВП не упиратся, а остановиться на шпильках с двумя гайками и пружиной, будет надежнее чем пластиковые гайки, но и люфт ходовых шпилек будет компенсироваться.
В данном станке вполне можно, здесь габарит маленький.
Если делать что то более серьезное, то ШВП. но там ценник несколько другой.
следующим шагом тогда будет замена направляющих на рельсы.
А чтобы от люфта линейных подшипников избавиться нужно ставить не один ШД по центу, а два по краям, и запускать их в синхронном режиме.
Не совсем понял как это поможет, думаю что разницы не будет.
следующим шагом тогда будет замена направляющих на рельсы
Для них тоже хитрые подшипники нужны?
Сейчас почитал, ШВП тоже не идеальна: изнашивается, причем не равномерно. Так что пластиковые гайки, тоже нормальный вариант. Главное чтобы был их запас.
А в обзоре есть информация про установку начала координат, особенно при замене фрезы? Возможно я непрочитал один из спойлеров.
Так что пластиковые гайки, тоже нормальный вариант.
По своему да.
Главное чтобы был их запас.
Увы, дали только три запасные.
Но если поставить демпферы вместо втулок для соединения шпилек и двигателей, то служить будут дольше.
А в обзоре есть информация про установку начала координат, особенно при замене фрезы?
Нет. Здесь это делается только вручную.
Надо выбрать режим — Домой, поднять фрезу например на 20 мм, заменить, и опустить пока не упрется в стол или деталь (в зависимости от настройки), обнулить настройки координат.
Не совсем понял как это поможет, думаю что разницы не будет
это в конструкциях с большим рычагом и никакой жесткостью, типа современных 3д принтеров, в промышленном металлообрабатывающем оборудовании вполне хватает одного ходового вала по центру и нормальных направляющих по бокам. Но там совсем другие нагрузки и конструкции. и люфты все выбраны. Для принтеров такое излишне, либо нецелесообразно, зависит от финансов)
люфты в китайской паре направляюшая-подшипник никто не отменял, этого вполне достаточно, как показывает практика. Да и головы у некоторых с движком для подачи прутка, пренебречь уже не получается, вот и приходится дублировать для увеличения жесткости.
2 винта полезно ставить при ширине рабочей зоны от ~500мм, на таком поле при обработке в крайник положения получается нехилое такое плечо и соответственно портал перекашивает. Если размер меньше то пустая трата денег.
Там другая засада — у строительной шпильки неравномерность резьбы может составлять 0.1 — 0.2 мм. У специального винта витки гораздо стабильнее. Соответственно, при _рассчитанном_ перемещении на 1 мм реальное перемещение может составить 0.95… 1.1 Если такая погрешность не смущает — строительная шпилька это «хорошо» :)
«Большую красную» кнопку не обещаю, но быстрая отмена задания с сохранением локальной системы координат есть.
Для печатных плат имеется функция сканирования поверхности с дальнейшей модификацией исходного файла G-code программы. github.com/Denvi/grblControl
А ещё в крайних версиях прошивки можно регулировать обороты шпинделя ШИМом.
Но это уже совсем другая история (придётся вместо реле задействовать другую схему питания шпинделя).
Есть и побочный эффект: ради этого поменяли местами концевик оси Z и управление шпинделем.
Т.е. если прошиться фирмварью, собранной с поддержкой PWM управлением шпинделем, то нужно также перекинуть местами два проводка на шилде.
В общем, всё есть в вики — github.com/grbl/grbl/wiki/Connecting-Grbl
оно имеет смысл, если вместо шпинделя поместить лазерный модуль.
Для этого есть ещё патч, который команды управления шпинделем ставит в общий поток исполнения.
Спасибо за обзор. Как всегда на уровне.
Начало обзора напомнило мой текст :)
Ходовой винт рассмотреть не получилось но вроде это не шпилька, а нормальный винт-трапеция. Такой работает и живет долго, если конечно не из пластилина слеплен. Гайку ставят в основном либо из бронзы, либо (что лучше) из графитонаполненного капролона. Работает долго, трение низкое, смазывать не надо.Ну и подшипнички конечно поставить бы линейные. Хотя при таких габаритах такой апргейд нецелесообразен. Лучше, пожалуй, наигравшись построить свой станок, если нужен будет.
Интересно, кто-нибудь и как использует такие станки? Автор обзора — понятно, ему на халяву прислали, собрал, поигрался, обзор написал на полку поставил или продал. Интересно было бы посмотреть на изделия пользователей, купивших товар за свои деньги для конкретной задачи.
Разница в том, что для поиграться никто покупать не станет. Покупают только с определенной целью. Вот мне и интересно, с какой целью можно использовать этот девайс. Одно из применений — резать дорожки на платах. Но в крупных масштабах это фуфло, а пару платок в месяц можно и по другому сделать. Склоняюсь к тому, что данный девайс не имеет ни какого практического применения ни в хозяйстве, ни на производстве.
Уважаемый kirich, у меня несколько глупый вопрос :)
Я собрал такой же кит, только более новую версию. Подключил шпиндель по вашей схеме, все отлично.
Все «как и ожидается» — включая сильные наводки шаговые двигатели, особенно ось Z. Повесил керамический конденсатор (50V вроде, 1uF) прямо на разьем подключения шпинделя к реле. Несколько раз включал / выключал вручную — все отлично. Помех нет, конденсатор холодный. Только решил модельку запилить, при старте шпинделя конденсатор превратился в свечку. Купил специально новый, на 63V… Прожил на пару включений дольше…
В чем подвох?
P.S. Пока повесил феритовые фильтры на все провода, вроде помогло.
Очень много ошибок и плохое понимание процесса. Неправильный выбор софта, совсем непоходящие фрезы. Насчет настройки, я надеюсь что вы в молодости работали с модемами, ну которые свистели в телефонную линию и выдавали интернет, grbl это по сути модем и регистры с параметрами можно вбивать с абсолютно любого терминала в котором вам удобно работать и не нужно устанавливать всякую фигню особено с gui расчитанным на фиг знает какую версию grbl. Grbl опять же нужно брать с сайта разработчиков а не фиг знает что и фиг знает откуда, и заливается он обычной ардуиновской ide. github.com/grbl/grbl Там же есть очень подробная вики что как и с чем едят. Да, последний grbl 1.1. Неплохой софт для начинающих вам уже посоветовали поэтому не вижу смысла повторятся. Кнопки паузы/возобновления для смены фрез и большую красную сделайте железными и не будете зависить от кривизны ПО. Схему я приложу в конце. Поведение по команде home (куда поднять фрезу и куда отьехать) настраивается через все теже конфигурационные регистры grbl, прочитаете в вики. Вместо шлакового комплекта фрез который вы приобрели, для резки коников по дереву на первых порах возьмите хотя бы это aliexpress.com/item/4000158294430.html
Очень желательно добавить z щуп для снятия карты высот вашего кривого (а он у всех кривой) стола, благо candle который вам посоветовали с ней работать умеет. Как подключать его есть на схеме, на первых порах хватит пары крокодилов — один на фрезу другой на стол или текстолит, можно один провод подключить стационарно на корпус движка т.к. у него прекрасная проводимость с корпуса на шпиндель, а второй свить в пружину и подвешивать крокодилом куда-нить на заднюю планку когда не нужен. Да, и выкиньте вы реле и подключите движок через мосфетину к шим… Вобщем как то так… Если поборю свою лень то может запилю обзор по доведению подобного станочка до ума.











































Да никакой уборки почти, все чисто, немного стружки нападало на стол, пылесосом за несколько секунд убрал.
вот бы из ценных твердых пород древесины опробовать или на толстенном стеклотекстолите.
Будет заметно лучше, если взять рисунок больше размером, так как при размере 50х35 все совсем мелкое.
Хотел себе предметный стол сделать. Попросил из большого листа себе вырезать. Вырезали добрые люди. Получился горбыль миллиметра на 2 )))
у соседа валяется 30мм
Я как то спрашивал админа, можно ли увеличить, ответил что теоретически можно, но очень сложно :(
Собственно потому в январе обзор блока питания был из двух «серий».
Как показала практика, я не один такой :)
Хотя это уже четвертый раз, когда я уперся в ограничение. Когда пишу большие обзоры, то после каждого сохранения в черновике жду что вылезет предупреждение.
Просто подсчет символов ведется несколько оригинально.
Вот так это выглядит.
Кроме того, в прошлом месяце был обзор телефона, там тоже автор жаловался.
А смысл?
Если считать все, что есть в обзоре, в месте с кодами, то у меня —
7555 слов и 58616 знаков с пробелами.
Убрал HTML коды, осталось 6934 слов и 45625, попробуйте увеличить Ваш обзор до такого значения и получите такое же сообщение об ошибке, просто у Вас обзор еще маленький для такого ограничения :)
Кстати, коды тоже увеличивают размер, у меня обзор влазил, потом добавил два видео, перестал влазить в лимит.
Скорее всего сайт просто считает как то по своему.
А вот качество поделок этим… хрень полная.
Вы пробовали?
1. Аргументов
2. Своих примеров :)))
Своих примеров? Это типа вам выслали, вы хороший. Мне нет, я чудак?
Хорошо, в следующий раз буду ставить минус вместо плюса без комментариев.
При чем здесь это.
Вы попробуйте сделать на станке что то, потом поймете, что для хорошего качества ценник будет совсем другой. Ну или вложить ручного труда придется очень много.
Но мне скорее любопытно, почему хрень то, как по мне, то качество как раз хорошее, даже в таком варианте вышла нормальная детализация, рисунок 200х200 сделать проще чем 40х40.
Понимаете как, слово «хрень» не объясняет что конкретно не устроило.
Просто я привык, что человек аргументирует свое мнение, ведь мне тоже любопытно знать, что не так, может были причины, почему так вышло, или я знаю как сделать лучше.
Можно конечно написать — плохо, но ведь в люом случае последует закономерный ответ — что именно плохо.
Да, соглашусь, качество не предел мечтаний, но ведь на то были свои причины, я писал их в обзоре.
Основная — неподходящая фреза, такие работы надо выполнять фрезой со сферой на конце, фрезеровка была бы куда аккуратнее, не было бы полос.
Кроме того модель очень маленькая, а детализация у нее очень высокая. Да и стоит наверное учесть, что я впервые работаю с таким станком.
Я и Арткам увидел впервые, пока вообще смог разобраться как с ним работать, а настроек там тьма и все влияют.
Кстати, если бы я таки доучился, то у меня была бы специальность — Техник наладчик станков с ЧПУ и роботизированных комплексов (2102).
Вот сейчас лежит дома небольшой частотник для ремонта, risco ds2000, так там уже цена минимум четырехзначная.
А не было при длинной работе сбоя работы программы (видимо из-за помех в USB или где то еще)?
Все думаю, куда кондеров навтыкать.
Сейчас свой по оси Х модернизирую. Пришлось фланцы переделывать, так как линейные подшипники заказал без торцевой резьбы и пришлось для них специальные хомуты ставить.
Ниразу. Ни на родном кабеле, ни на том, с которым потом постоянно работал, длиной 2 метра.
Причем подключение было через хаб, так как станок стоял на столе.
Станок, который выглядит лучше стоит от $300 с доставкой
Чтобы впечатлило, в конце обзора есть спойлер — дополнительные материалы.
Правда стоит немного дороже. :)
там у двигателей момент по-больше будет. Раза так в 2-3и. Соотв. можно увеличить скорость и при этом не будут пропускаться шаги.
На ваших тоже можно сделать быстрые движения. Но результат вас точно не порадует)
Если стоит двигатель 1.8 градуса и винт с шагом 2мм, то скорость уже будет в 4 раза выше чем у моего.
1. первый.
2. лучший
3. остальные))
хотя в реальности — в каждом обзоре обычно есть деталь, которой нет в других — в том обзоре фрезера — слом фрезы на обработке люминия из-за плохого зажатия (както странно она выпала при останове шпинделя)
Скорее всего начались радиальные биения, из-за плохих подшипников, после биений начала раскручиваться фреза, биение увеличилось и фреза сломалась.
У меня похожая ситуация была, но я успел остановить.
Потому менять на цангу надо.
Насчёт скорости — если grbl уже не справляется, то всегда можно увеличить скорость, уменьшив микрошаг перемычками под драйверами шаговиков.
По теме фрезеровки плат — фоток результата фрезеровки/сверловки нет? Гляньте, если будет время, FlatCam
А станок у него на порядок дороже, потому за вазочками это к нему :)
Надо попробовать.
Наличие демпферов
Нормальная передача винт-гайка
Более мощные шаговики, хотя это несущественно
Дороже.
Можно сделать из акрила, но будет плохо.
Есть еще вариант, попробую допилить этот станок и вырезать все что мне надо при помощи него :)
Потом собрать свой, с девушками и преферансом :)))
Но мой станок работает вполне. Для станка размером с обозреваемый фанера с избытком по прочности даже будет ))
P.S.
хотя не так и дорого если посчитать сколько заменяет эта машина.и как ускоряет разработку прототипа любова устройства
касательно мелкосерийного и крупносерийного производства — они почти не отличаются от единичного и массового соответственно, одним из отличительных признаков был класс применяемого оборудования, но ведь никто не запрещает в массовом использовать универсальное, например. А, еще рабочим. На массовом за станок можно обезьяну поставить, на качестве детали это не отразится)) она всеравно только заготовку менять будет.
100%
И то и другое — CNC станки. Т.е. станки с ЧПУ.
по идеи на липе должно лучше получаться фрезеровка?
за обзор +
Не доверяют видимо. Вдруг что выкину.
А как это сделать в текущей конфигурации, вот что любопытно. Я пробовал ставить Mach3, там можно только ЛПТ порт выбрать :(
Понятно что такое решение имеет свои плюсы. Но к этой плате придется еще драйверы городить. Видел платы сразу с драйверами, там конечно удобнее, но тоже ЛПТ. :(
Так это просто ЮСБ-ЛПТ конвертер получается, или я не понял.
типа «конвертера», но со своими мозгами и ПО для управления
Вот только там же и софт свой.
Просто ему тоже надо место и все полагающееся.
нужно наверно собрать комп средней паршивости для пачки станков — 3д принтер, лазерный гравер, этот вот CNC…
Я в гараже работаю, но не очень удобно — ездить надо.
Либо рулить радмином.
тми г8шшлгщшглдщшшгдщ 7щ8ш
дратути))
Как раз сегодня деталей под него накроил. Завтра с фото подробно постараюсь изложить и показать.
Но остались вопросы:
Какие получились габариты у собранного станка?
Ходовые шпильки М8, это обычная шпилька из строймагазина, без какой либо обработки просто отпиленная?
Какой длинны шпильки и направляющие?
Если вместо ходовых шпилек поставить «T8 300mm Stainless Steel Lead Screw Set with Shaft Coupling and Mounted Ball Bearing» точность позиционирования возрастет в разы?
Судя по внешнему виду один в один.
200мм оси X Y и 10мм ось Z.
Наоборот, упадет в два раза, у шпилек 1мм шаг, а у этих 2мм шаг.
Увеличится надежность работы.
Отчасти так и планировалось
Почему? Если я правильно понял статью, то в данном случае точность позиционирования определяется люфтом, а не шагом шпилек или углом ШД.
Вроде у этих которые с шариками должен быть люфт меньше.
Не совсем. Возможно я где то непонятно объяснил, надо еще раз перечитать.
Точность позиционирования зависит от шага двигателя и резьбы на шпильке.
Удержание этой позиции от люфта пары винт-гайка. В данном варианте (с пластмассовыми гайками) люфта практически нет, я это писал в обзоре. Мало того, если гайки зажать сильнее, то люфт вообще будет почти нулевым.
А вот надежность решения с пластмассовыми гайками стремится к нулю :( В этом плане долговременная точность будет выше у специальных ходовых винтов, но так как шаг у них в 2 раза шире, то точть позиционирования снизится.
Но в любом случае даже если применить двигатели с шагом 1.8 градуса, а винты с 2мм на шаг, то минимальная дискрета будет 0.01мм, что уже выше крыши.
У станка проблема именно в подшипниках, их люфт куда сильнее уменьшит точность, чем замена ходовых винтов.
Так что в первую очередь — правильные линейные подшипники.
Но линейные подшипники — подшипники скольжения, со всем недостатками.
Получается можно в ШВП не упиратся, а остановиться на шпильках с двумя гайками и пружиной, будет надежнее чем пластиковые гайки, но и люфт ходовых шпилек будет компенсироваться.
А чтобы от люфта линейных подшипников избавиться нужно ставить не один ШД по центу, а два по краям, и запускать их в синхронном режиме.
В данном станке вполне можно, здесь габарит маленький.
Если делать что то более серьезное, то ШВП. но там ценник несколько другой.
следующим шагом тогда будет замена направляющих на рельсы.
Не совсем понял как это поможет, думаю что разницы не будет.
Сейчас почитал, ШВП тоже не идеальна: изнашивается, причем не равномерно. Так что пластиковые гайки, тоже нормальный вариант. Главное чтобы был их запас.
А в обзоре есть информация про установку начала координат, особенно при замене фрезы? Возможно я непрочитал один из спойлеров.
Увы, дали только три запасные.
Но если поставить демпферы вместо втулок для соединения шпилек и двигателей, то служить будут дольше.
Нет. Здесь это делается только вручную.
Надо выбрать режим — Домой, поднять фрезу например на 20 мм, заменить, и опустить пока не упрется в стол или деталь (в зависимости от настройки), обнулить настройки координат.
Но дорого. ШВП тоже разные бывают. Не одни китайцы их производят.
В конце обзора есть ссылка на первый обзор похожего аппарата, там есть пример изготовления печатной платы.
Потому да, можно.
Для печатных плат имеется функция сканирования поверхности с дальнейшей модификацией исходного файла G-code программы.
github.com/Denvi/grblControl
Вешаешь пару кнопок: одну на контакт «hold», вторую на «resume».
Первая и будет твоей «большой красной кнопкой», причём механической, работающей независимо от компа. А вторая позволит возобновить движение.
Но это уже совсем другая история (придётся вместо реле задействовать другую схему питания шпинделя).
Есть и побочный эффект: ради этого поменяли местами концевик оси Z и управление шпинделем.
Т.е. если прошиться фирмварью, собранной с поддержкой PWM управлением шпинделем, то нужно также перекинуть местами два проводка на шилде.
В общем, всё есть в вики — github.com/grbl/grbl/wiki/Connecting-Grbl
Для этого есть ещё патч, который команды управления шпинделем ставит в общий поток исполнения.
Начало обзора напомнило мой текст :)
Ходовой винт рассмотреть не получилось но вроде это не шпилька, а нормальный винт-трапеция. Такой работает и живет долго, если конечно не из пластилина слеплен. Гайку ставят в основном либо из бронзы, либо (что лучше) из графитонаполненного капролона. Работает долго, трение низкое, смазывать не надо.Ну и подшипнички конечно поставить бы линейные. Хотя при таких габаритах такой апргейд нецелесообразен. Лучше, пожалуй, наигравшись построить свой станок, если нужен будет.
После обзора воспринимается отлично… mySKU.me/blog/aliexpress/36042.html
Здесь описывают как раз что, куда и как.
Даже вообще не разбираясь в этой сфере всё равно интересно читать.
присоединяйтесь
www.cnc-club.ru/forum/viewtopic.php?f=147&t=13332&p=305503#p305503
И в чем разница для использования в вариантах куплено и получено?
Я собрал такой же кит, только более новую версию. Подключил шпиндель по вашей схеме, все отлично.
Все «как и ожидается» — включая сильные наводки шаговые двигатели, особенно ось Z. Повесил керамический конденсатор (50V вроде, 1uF) прямо на разьем подключения шпинделя к реле. Несколько раз включал / выключал вручную — все отлично. Помех нет, конденсатор холодный. Только решил модельку запилить, при старте шпинделя конденсатор превратился в свечку. Купил специально новый, на 63V… Прожил на пару включений дольше…
В чем подвох?
P.S. Пока повесил феритовые фильтры на все провода, вроде помогло.
Очень желательно добавить z щуп для снятия карты высот вашего кривого (а он у всех кривой) стола, благо candle который вам посоветовали с ней работать умеет. Как подключать его есть на схеме, на первых порах хватит пары крокодилов — один на фрезу другой на стол или текстолит, можно один провод подключить стационарно на корпус движка т.к. у него прекрасная проводимость с корпуса на шпиндель, а второй свить в пружину и подвешивать крокодилом куда-нить на заднюю планку когда не нужен. Да, и выкиньте вы реле и подключите движок через мосфетину к шим… Вобщем как то так… Если поборю свою лень то может запилю обзор по доведению подобного станочка до ума.
Сейчас жду чуть более крупный станок и уже готовлюсь его допиливать:)
Плюс подбираю комплект фрез.